[0001] Настоящая заявка испрашивает приоритет на основании предварительной патентной заявки №61/824,643, озаглавленной «Высокопрочная сталь, обладающая хорошей пластичностью, и способ получения посредством обработки с распределением в ходе технологического процесса с помощью ванны для цинкования» ("High-Strength Steel Exhibiting Good Ductility and Method of Production via In-Line Partitioning Treatment by Zinc Bath"), поданной 17 мая 2013 г., и предварительной патентной заявки №61/824,699, озаглавленной «Высокопрочная сталь, обладающая хорошей пластичностью, и способ получения посредством обработки в ванне с расплавленным цинком с последующей обработкой с распределением в ходе технологического процесса» ("High-Strength Steel Exhibiting Good Ductility and Method of Production via In-Line Partitioning Treatment Downstream of Molten zinc Bath"), поданной 17 мая 2013 г. Содержание указанных заявок №61/824,643 и 61/824,699 включено в настоящее описание посредством ссылки.
УРОВЕНЬ ТЕХНИКИ
[0002] Желательно производить стали с высокой прочностью и хорошими характеристиками формуемости. Однако промышленное производство сталей, обладающих такими характеристиками, является сложным из-за таких факторов, как желаемое относительно малое количество легирующих добавок и ограничения с точки зрения термической обработки, накладываемые производственной мощностью промышленных линий. Настоящее изобретение относится к составам стали и способам обработки для получения стали с применением процессов горячего цинкования/горячего цинкования с отжигом (HDG, англ.: hot-dip galvanizing/galvannealing), обеспечивающим получение стали с высокой прочностью и формуемостью в холодном состоянии.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0003] Сталь согласно настоящему изобретению получают с применением состава и модифицированного способа HDG, которые вместе позволяют получить конечную микроструктуру, состоящую в целом из мартенсита и аустенита (помимо прочих составляющих). Для получения такой микроструктуры состав содержит конкретные легирующие добавки, а HDG-способ включает конкретную модификацию способа, и все это по меньшей мере частично связано с инициированием превращения аустенита в мартенсит с последующей частичной стабилизацией аустенита при комнатной температуре.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0004] Прилагаемые чертежи, включенные в настоящее описание и являющиеся его частью, иллюстрируют варианты реализации и вместе с приведенным выше общим описанием и приведенным ниже подробным описанием вариантов реализации служат для объяснения принципов настоящего изобретения.
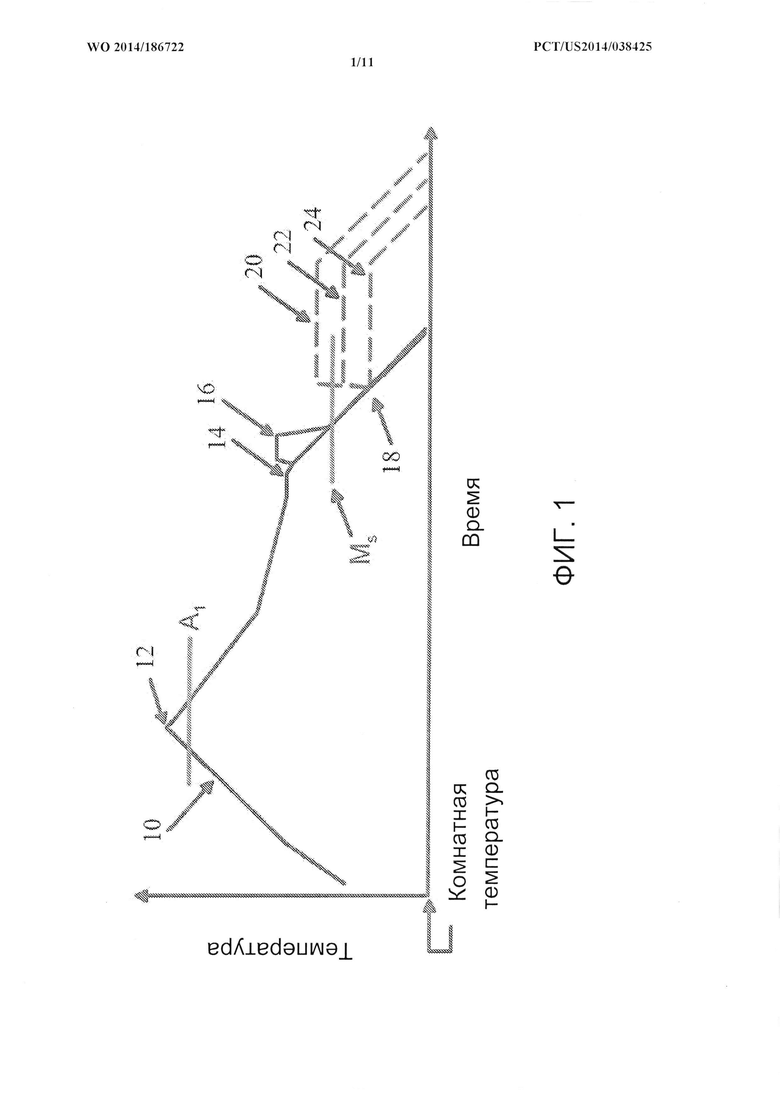
[0005] На ФИГ. 1 представлен схематичный вид температурной кривой HDG с этапом распределения (partitioning), выполняемым после цинкования/горячего цинкования с отжигом.
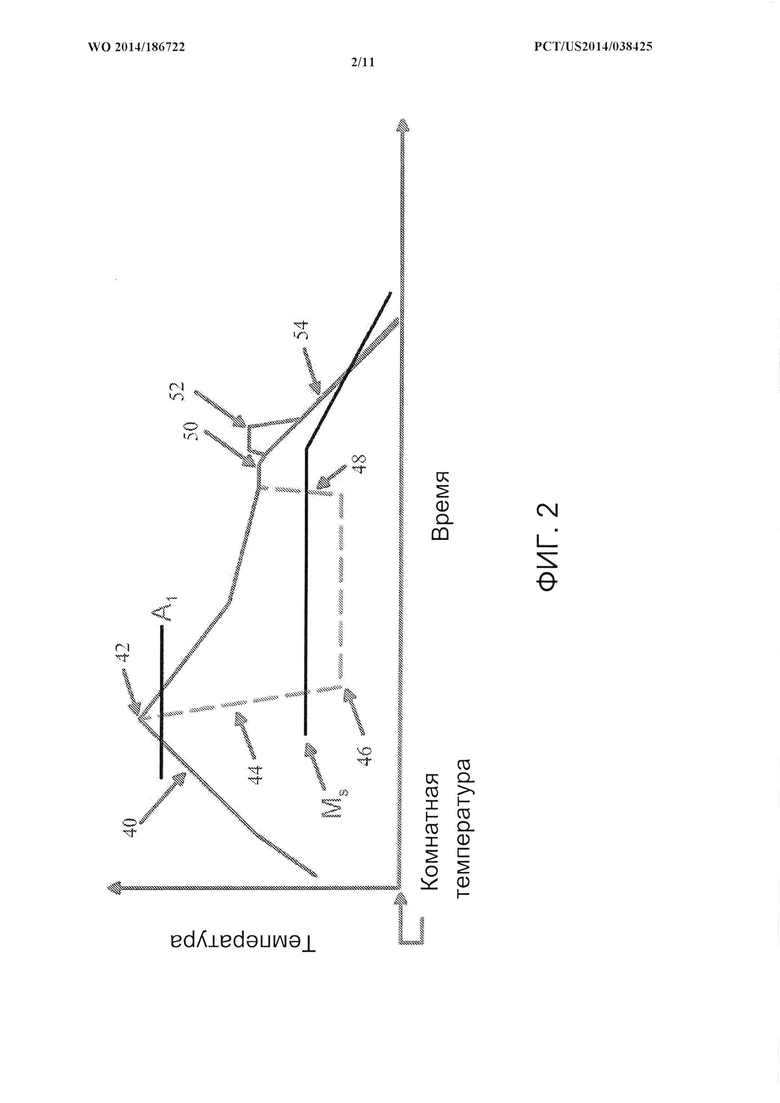
[0006] На ФИГ. 2 представлен схематичный вид температурной кривой HDG с этапом распределения, выполненным во время цинкования/горячего цинкования с отжигом.
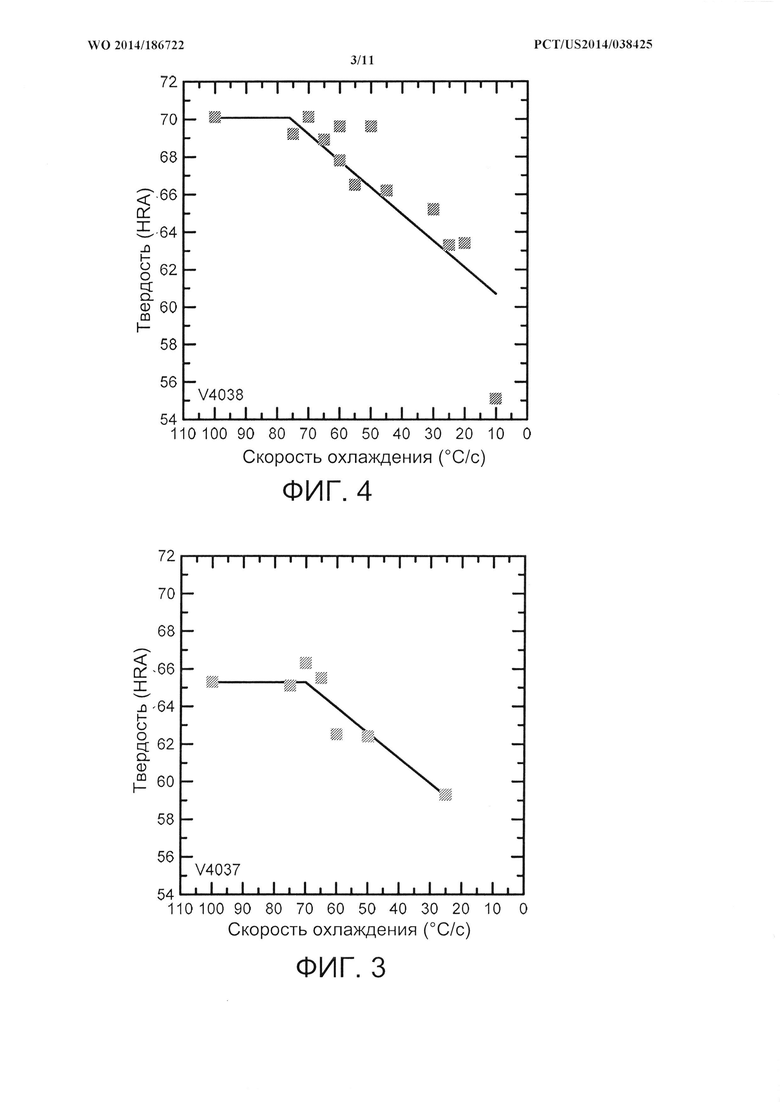
[0007] На ФИГ. 3 представлен график одного варианта реализации зависимости твердости по Роквеллу от скорости охлаждения.
[0008] На ФИГ. 4 представлен график другого варианта реализации зависимости твердости по Роквеллу от скорости охлаждения.
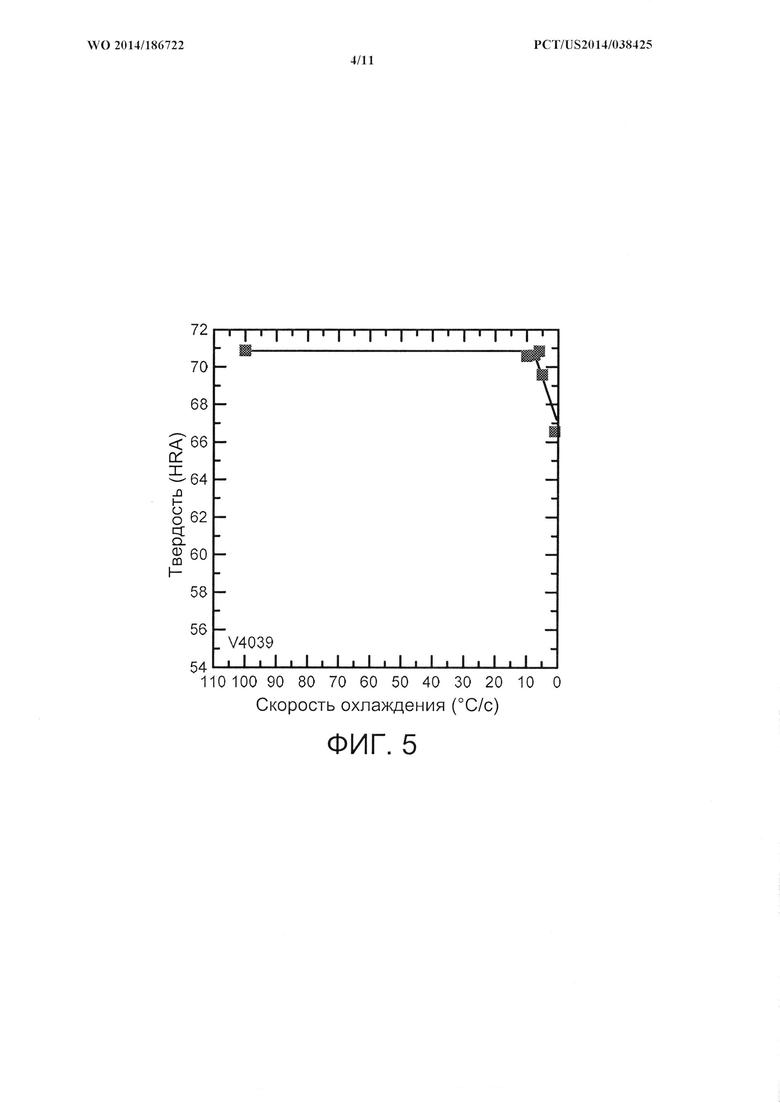
[0009] На ФИГ. 5 представлен график другого варианта реализации зависимости твердости по Роквеллу от скорости охлаждения.
[0010] На ФИГ. 6 представлены шесть микрофотографий варианта реализации согласно ФИГ. 3, полученных для образцов, охлажденных при разных скоростях охлаждения.
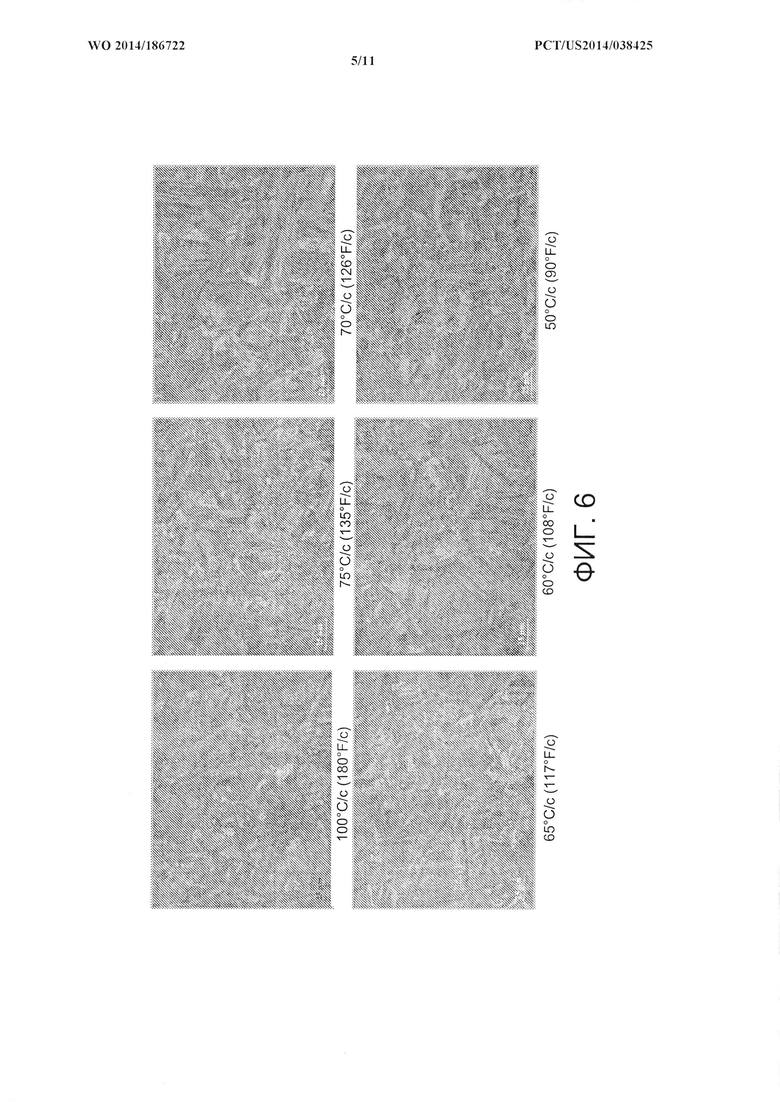
[0011] На ФИГ. 7 представлены шесть микрофотографий варианта реализации согласно ФИГ. 4, полученных для образцов, охлажденных при разных скоростях охлаждения.
[0012] На ФИГ. 8 представлены шесть микрофотографий варианта реализации согласно ФИГ. 5, полученных для образцов, охлажденных при разных скоростях охлаждения.
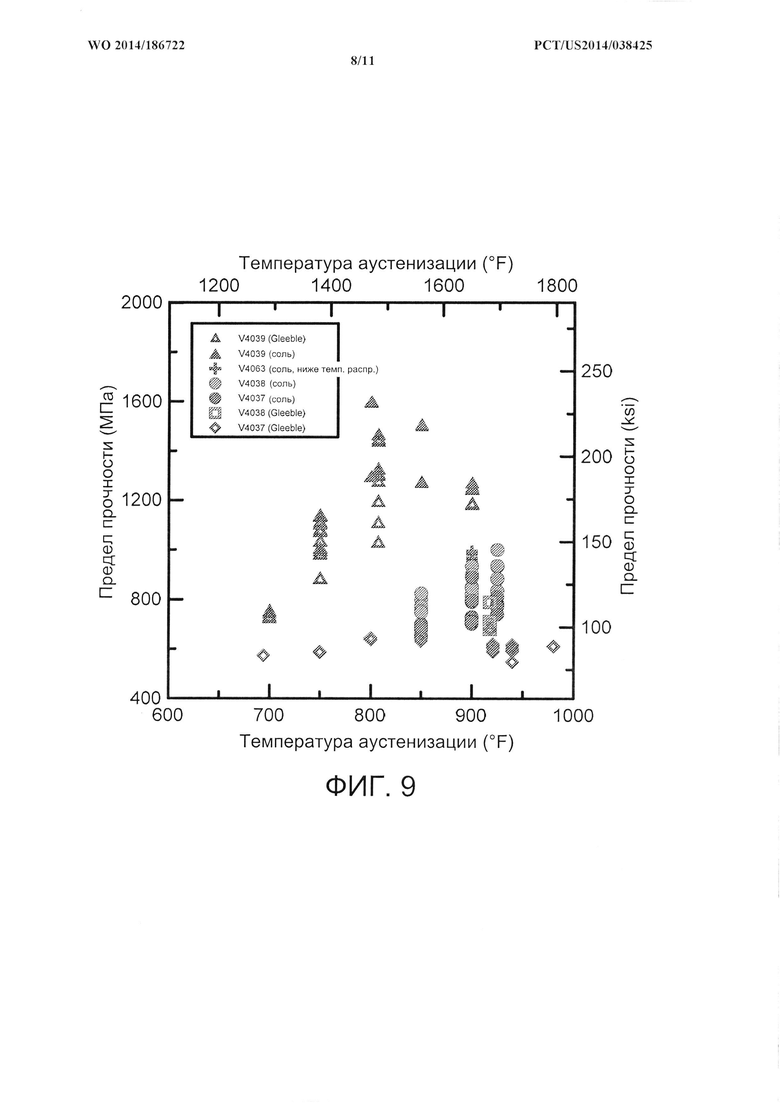
[0013] На ФИГ. 9 представлен график данных прочности в качестве функции температуры аустенизации для нескольких вариантов реализации.
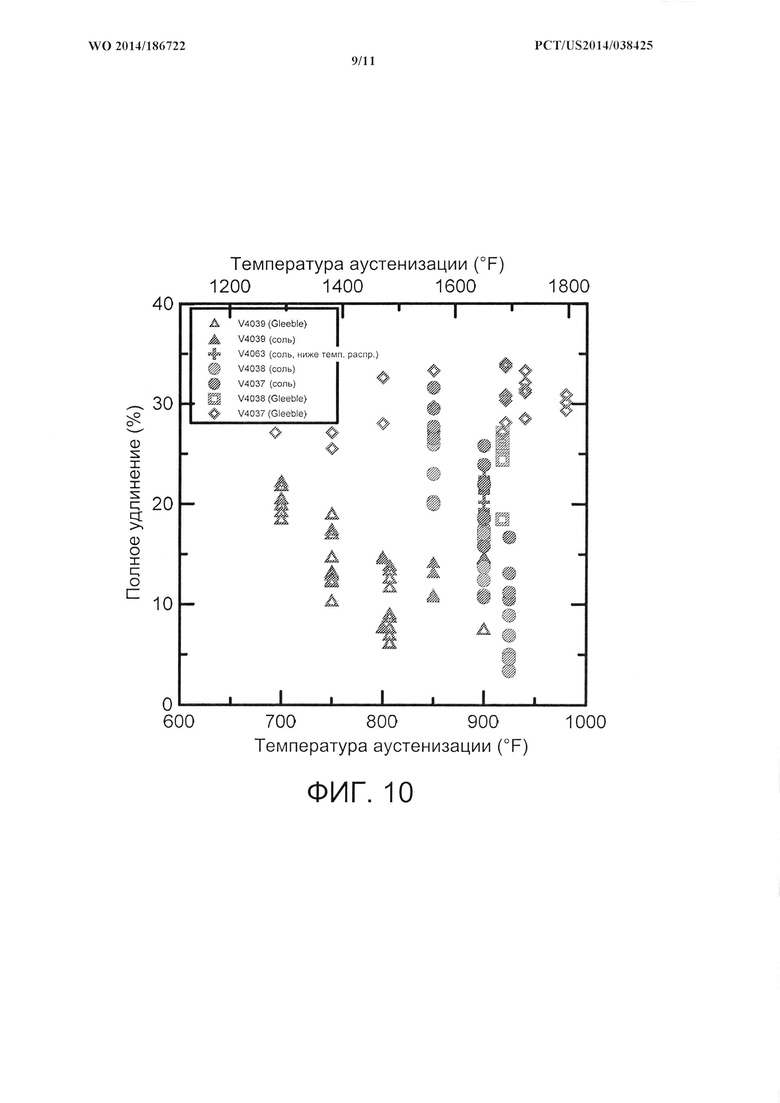
[0014] На ФИГ. 10 представлен график данных прочности в качестве функции температуры аустенизации для нескольких вариантов реализации.
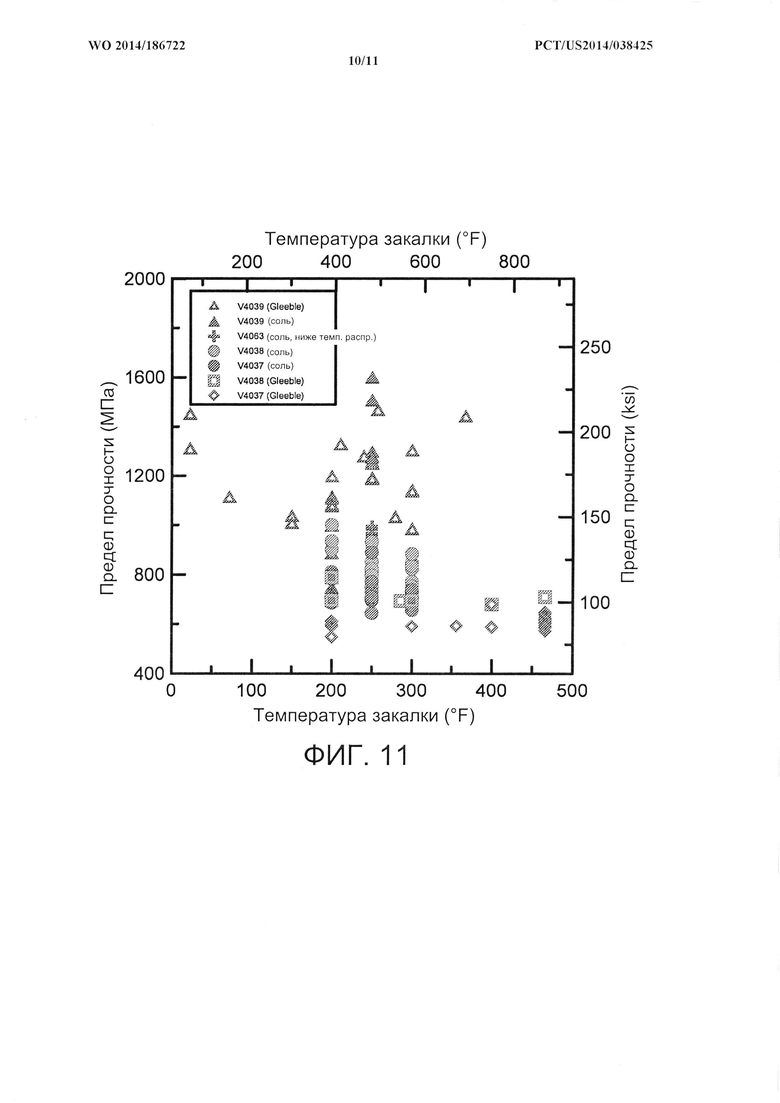
[0015] На ФИГ. 11 представлен график данных прочности в качестве функции температуры закалки для нескольких вариантов реализации.
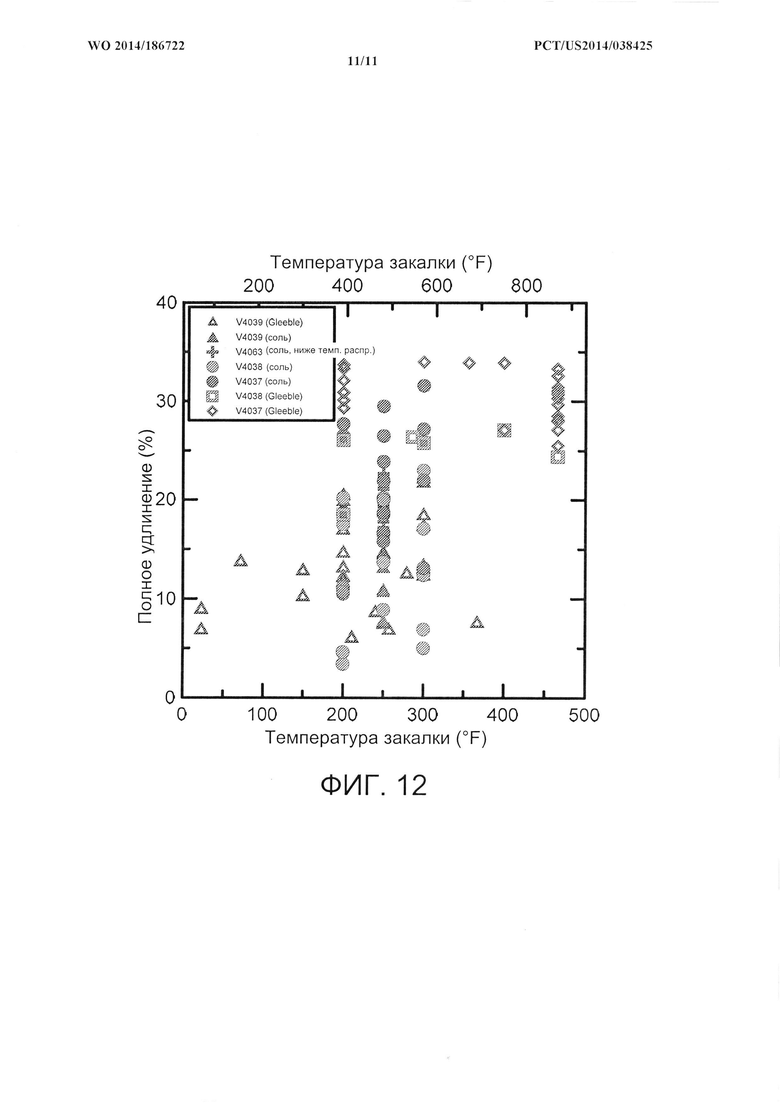
[0016] На ФИГ. 12 представлен график данных прочности в качестве функции температуры закалки для нескольких вариантов реализации.
ПОДРОБНОЕ ОПИСАНИЕ
[0017] На ФИГ. 1 приведено схематичное представление термического цикла, использованного для получения высокой прочности и формуемости в холодном состоянии стального листа, имеющего определенный химический состав (более подробно описанный ниже). В частности, на ФИГ. 1 представлена типичная термическая кривая (10) горячего цинкования или горячего цинкования с отжигом с изменениями процесса, показанными пунктирными линиями. В одном варианте реализации процесс в целом включает аустенизацию с последующим быстрым охлаждением до заданной температуры закалки для частичного превращения аустенита в мартенсит и выдержку при повышенной температуре, температуре распределения (partitioning temperature), для обеспечения диффузии углерода из мартенсита и в остаточный аустенит с обеспечением, таким образом, стабилизации аустенита при комнатной температуре. В некоторых вариантах реализации термическая кривая, представленная на ФИГ. 1, может быть использована с традиционными непрерывными производственными линиями горячего цинкования или горячего цинкования с отжигом, хотя такая производственная линия не требуется.
[0018] Как можно увидеть на ФИГ. 1, стальной лист сначала нагревают до максимальной температуры металла (12). Максимальная температура металла (12) в проиллюстрированном примере показана как температура, которая по меньшей мере выше температуры (Α1) превращения аустенита (например, температура для двухфазной области, аустенит + феррит). Таким образом, при максимальной температуре металла (12) по меньшей мере часть стали превратится в аустенит. Хотя на ФИГ. 1 показана максимальная температура (12) металла как температура исключительно выше Α1, следует понимать, что в некоторых вариантах реализации максимальная температура металла может также включать температуры выше температуры, при которой феррит полностью превращается в аустенит (А3) (например, однофазная область, аустенит).
[0019] Затем стальной лист подвергают быстрому охлаждению. Во время охлаждения стального листа некоторые варианты реализации могут включать короткую приостановку в охлаждении для цинкования или горячего цинкования с отжигом. В вариантах реализации, в которых используют цинкование, стальной лист может кратковременно сохранять постоянную температуру (14) из-за тепла от ванны с расплавленным цинком, применяемой для цинкования. Еще в одних вариантах реализации может быть использован процесс горячего цинкования с отжигом, и температура стального листа может быть немного повышена до температуры горячего цинкования (16) с отжигом, при которой может быть выполнен процесс горячего цинкования с отжигом. Несмотря на это в других вариантах реализации процесс цинкования или горячего цинкования с отжигом может совсем не использоваться, и стальной лист может быть непрерывно охлажден.
[0020] Быстрое охлаждение стального листа, как показано, продолжают ниже температуры (Ms) начала мартенситного превращения для стального листа до заранее определенной температуры закалки (18). Следует понимать, что скорость охлаждения до Ms может быть достаточно высокой для превращения по меньшей мере некоторой части аустенита, образованного при максимальной температуре металла (12), в мартенсит. Другими словами, скорость охлаждения может быть достаточно высокой для превращения аустенита в мартенсит вместо других немартенситных составляющих, таких как феррит, перлит или бейнит, которые образуются при превращении при относительно низких скоростях охлаждения.
[0021] Как показано на ФИГ. 1, температура закалки (18) ниже Ms. Разница между температурой закалки (18) и Ms может изменяться в зависимости от конкретного состава используемого стального листа. Однако во многих вариантах реализации разница между температурой закалки (18) и Ms может быть достаточно высокой для образования достаточного количества мартенсита, выступающего в качестве источника углерода, для стабилизации аустенита и избегания создания избыточного "только что образованного" мартенсита после конечного охлаждения. Кроме того, температура закалки (18) может быть достаточно высокой, для того чтобы избежать поглощения слишком большого количества аустенита во время первичной закалки (например, чтобы избежать большего обогащения аустенита избыточным углеродом, чем необходимо для стабилизации аустенита для данного варианта реализации).
[0022] Во многих вариантах реализации температура закалки (18) может изменяться от примерно 191°С до примерно 281°С, хотя такое ограничение не является необходимым. Кроме того, температура закалки (18) может быть вычислена для заданного состава стали. Для такого вычисления температура закалки (18) соответствует остаточному аустениту, имеющему после распределения (partitioning) температуру Ms, равную комнатной температуре. Способы вычисления температуры закалки (18) известны в уровне техники и описаны в источниках J.G. Speer, A.M. Streicher, D.K. Matlock, F. Rizzo and G. Krauss "Quenching And Partitioning: A Fundamentally New Process to Create High Strength Trip Sheet Microstractures" Austenite Formation and Decomposition, pp.505-522, 2003; и A.M. Streicher, J.G.J. Speer, D.K. Matlock and В.C. De Cooman "Quenching and Partitioning Response of a Si-Added TRIP Sheet Steel" in Proceedings of the International Conference on Advanced High Strength Sheet Steels for Automotive Applications, 2004, предмет обсуждения которых включен в настоящее описание посредством ссылки.
[0023] Температура закалки (18) может быть достаточно низкой (по отношению к Ms) для образования достаточного количества мартенсита, выступающего в качестве источника углерода, для стабилизации аустенита и избегания создания избыточного "только что образованного" мартенсита после конечной закалки. В альтернативном варианте реализации температура закалки (18) может быть достаточно высокой для избегания поглощения слишком большого количества аустенита во время первичной закалки и создания ситуации, когда потенциальное обогащение углеродом остаточного аустенита больше, чем необходимо для стабилизации аустенита при комнатной температуре. В некоторых вариантах реализации подходящая температура закалки (18) может соответствовать остаточному аустениту, имеющему температуру Ms, равную комнатной температуре, после распределения. Speer и Streicher и др. (выше) обеспечили вычисления, обеспечивающие нормативы для изучения возможностей обработки, что может привести в результате к желаемым микроструктурам. Такие вычисления представляют идеальное полное распределение и могут быть выполнены путем применения дважды отношения Койштинена-Марбюргер (KM) (Koistinen-Marburger (КМ) relationship):  - сначала для первичной закалки до температуры (18) закалки и затем для конечной закалки при комнатной температуре (как будет дополнительно описано ниже). Температура Ms в выражении КМ может быть оценена с использованием эмпирической формулы, основанной на химическом составе аустенита (такой как линейное выражение Эндрю (Andrew's linear expression):
- сначала для первичной закалки до температуры (18) закалки и затем для конечной закалки при комнатной температуре (как будет дополнительно описано ниже). Температура Ms в выражении КМ может быть оценена с использованием эмпирической формулы, основанной на химическом составе аустенита (такой как линейное выражение Эндрю (Andrew's linear expression):
[0024] Ms(°C)=539-423C-30.4Mn-7.5Si+30Al
[0025] Результат вычислений, описанных Speer и др., может показать температуру закалки (18), которая может привести к максимальному количеству остаточного аустенита. Для температур закалки (18) выше температуры, при которой образуется максимальное количество остаточного аустенита, после первичной закалки присутствуют обильные фракции аустенита; однако мартенсита недостаточно для выступления в качестве источника углерода для стабилизации этого аустенита. Таким образом, для более высоких температур закалки увеличенные количества только что образованного мартенсита образуются во время конечной закалки. Для температур закалки ниже температуры, при которой образуется максимальное количество остаточного аустенита, неудовлетворительное количество аустенита может быть поглощено во время первичной закалки, и может быть избыток количества углерода, который может перераспределиться из мартенсита.
[0026] Как только температура закалки (18) достигнута, температура стального листа либо повышается относительно температуры закалки, либо поддерживается на уровне температуры закалки в течение заданного промежутка времени. В частности, эта стадия может называться как стадия распределения (partitioning stage). В такой стадии температура стального листа по меньшей мере поддерживается на уровне температуры закалки для обеспечения возможности диффузии углерода из мартенсита, образованного во время быстрого охлаждения, в весь остаточный аустенит. Такая диффузия может обеспечить возможность остаточному аустениту оставаться стабильным (или метастабильным) при комнатной температуре, таким образом улучшая механические свойства стального листа.
[0027] В некоторых вариантах реализации стальной лист может быть нагрет выше Ms до относительно высокой температуры распределения (20) (partitioning temperature) и впоследствии выдержан при высокой температуре распределения (20). Может быть использовано разнообразие способов для нагрева стального листа во время этой стадии. Исключительно для примера стальной лист может быть нагрет с использованием индукционного нагрева, пламенного нагрева и/или им подобным. В других альтернативных вариантах реализации стальной лист может быть нагрет до другой более низкой температуры распределения (22), которая немного ниже Ms. Стальной лист затем может также быть выдержан при более низкой температуре распределения (22) в течение конкретного промежутка времени. В еще одном третьем альтернативном варианте реализации может быть использована другая альтернативная температуре распределения (24), при которой стальной лист едва ли поддерживают при температуре закалки. Конечно могут быть использованы любые другие подходящие температуры распределения, что будет очевидно для специалиста в области техники ввиду приведенных в настоящей заявке принципов.
[0028] После того как стальной лист достигнет желаемой температуры распределения (20, 22, 24), его поддерживают при желаемой температуре распределения (20, 22, 24) в течение достаточного времени для обеспечения возможности распределения углерода из мартенсита в аустенит. Затем стальной лист может быть охлажден до комнатной температуры.
[0029] На ФИГ. 2 представлен альтернативный вариант реализации термического цикла, описанного выше по отношению к ФИГ. 1 (с типичным термическим циклом цинкования/горячего цинкования с отжигом, показанным сплошной линией (40) и отклонениями от типичного цикла, показанными пунктирной линией). В частности, как и с процессом согласно ФИГ. 1, стальной лист сначала нагревают до максимальной температуры металла (42). Максимальная температура металла (42) в проиллюстрированном варианте реализации показана как температура по меньшей мере выше А1. Таким образом, при максимальной температуре металла (42) по меньшей мере часть стального листа превратится в аустенит. Конечно, как и процесс по ФИГ. 1, вариант реализации согласно настоящему изобретению может также включать максимальную температуру металла, превышающую A3.
[0030] Затем стальной лист может быть быстро закален (44). Следует понимать, что закалка (44) может быть достаточно быстрой для инициирования превращения некоторой части аустенита, образованного при максимальной температуре металла (42), в мартенсит таким образом, чтобы избежать избыточного превращения немартенситных составляющих, таких как феррит, перлит, бейнит и/или им подобных.
[0031] Закалка (44) затем может быть приостановлена при температуре (46) закалки. Как и процесс по ФИГ. 1, температура закалки (46) ниже Ms. Конечно, значение ниже Ms может изменяться в зависимости от используемого материала. Однако, как описано выше, во многих вариантах реализации разница между температурой закалки (46) и Ms может быть достаточно большой для образования достаточного количества мартенсита, которое все еще будет достаточно низким для избегания поглощения слишком большого количества аустенита.
[0032] Стальной лист затем последовательно повторно нагревают (48) до температуры распределения (50, 52). В отличие от процесса по ФИГ. 1, температура распределения (50, 52) в варианте реализации согласно настоящему изобретению может быть охарактеризована с помощью температуры ванны для цинкования или горячего цинкования с отжигом (если цинкование или горячее цинкование с отжигом используют таким образом). Например, в вариантах реализации, в которых используют цинкование, стальной лист может быть повторно нагрет до температуры цинковальной ванны (50) и последовательно выдержан при указанной температуре в течение продолжительности процесса цинкования. Во время процесса цинкования распределение может произойти аналогично распределению, описанному выше. Таким образом, температура цинковальной ванны (50) может также выступать как температура распределения (50). Аналогичным образом, в вариантах реализации, в которых используют горячее цинкование с отжигом, процесс может быть по существу таким же за исключением более высокой температуры ванны/распределения (52).
[0033] Наконец, обеспечивают возможность охлаждения (54) стального листа до комнатной температуры, при которой по меньшей мере некоторая часть аустенита может быть стабильной (или метастабильной) от этапа распределения, описанного выше.
[0034] В некоторых вариантах реализации стальной лист может содержать конкретные легирующие добавки для улучшения предрасположенности стального листа к образованию первичной аустенитной и мартенситной микроструктуры и/или для улучшения механических свойств стального листа. Подходящие составы стального листа могут содержать по меньшей мере одно из следующего, в массовых процентах: 0,15-0,4% углерода, 1,5-4% марганца, 0-2% кремния или алюминия или некоторую их комбинацию, 0-0,5% молибдена, 0-0,05% ниобия, другие случайные элементы и остальное - железо.
[0035] Кроме того, в других вариантах реализации подходящие составы стального листа могут содержать по меньшей мере одно из следующего, в массовых процентах: 0,15-0,5% углерода, 1-3% марганца, 0-2% кремния или алюминия или некоторую их комбинацию, 0-0,5% молибдена, 0-0,05% ниобия, другие случайные элементы и остальное - железо. Кроме того, другие варианты реализации могут содержать добавки ванадия и/или титана в дополнение к ниобию или вместо него, хотя такие добавки полностью опциональны.
[0036] В некоторых вариантах реализации может быть использован углерод для стабилизации аустенита. Например, увеличение углерода может уменьшить температуру Ms, уменьшить температуры превращения для других немартенситных составляющих (например, бейнита, феррита, перлита) и увеличить время, необходимое для образования немартенситных продуктов. Кроме того, добавки углерода могут улучшить способность материала к упрочнению, таким образом сдерживая образование немартенситных составляющих возле сердцевины материала, где скорости охлаждения могут быть локально снижены. Однако следует понимать, что добавки углерода могут быть ограничены, поскольку значительные добавки углерода могут привести к вредному влиянию на свариваемость.
[0037] В некоторых вариантах реализации марганец может обеспечивать дополнительную стабилизацию аустенита посредством уменьшения температуры превращения других немартенситных составляющих, как описано выше. Марганец может дополнительно улучшить предрасположенность стального листа к образованию первичной аустенитной и мартенситной микроструктуры путем увеличения способности к упрочнению.
[0038] В других вариантах реализации может быть использован молибден для увеличения способности к упрочнению.
[0039] В других вариантах реализации кремний и/или алюминий могут быть обеспечены для уменьшения образования карбидов. Следует понимать, что уменьшение образования карбидов может быть желательным в некоторых вариантах реализации, поскольку наличие карбидов может уменьшить уровни углерода, доступные для диффузии в аустенит. Таким образом, добавки кремния и/или алюминия могут быть использованы для дополнительной стабилизации аустенита при комнатной температуре.
[0040] В некоторых вариантах реализации могут быть использованы никель, медь и хром для стабилизации аустенита. Например, такие элементы могут привести к уменьшению температуры Ms. Кроме того, никель, медь и хром могут дополнительно увеличить способность к упрочнению стального листа.
[0041] В некоторых вариантах реализации ниобий (или другие микролегирующие элементы, такие как титан, ванадий и/или им подобные) могут быть использованы для повышения механических свойств стального листа. Например, ниобий может повысить прочность стального листа за счет укрепления границ зерен, обусловленного образованием карбидов.
[0042] В других вариантах реализации могут быть выполнены изменения в концентрациях элементов и конкретных выбранных элементах. Конечно, там, где такие изменения выполнены, следует понимать, что такие изменения могут оказывать желаемый или нежелательный эффект на микроструктуру стального листа и/или механические свойства в соответствии со свойствами, описанными выше для каждой заданной легирующей добавки.
ПРИМЕР 1
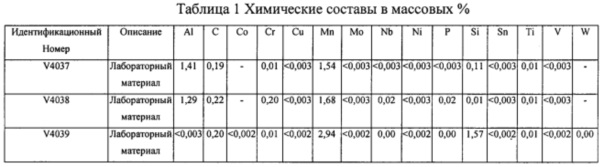
[0043] Варианты реализации стального листа были выполнены с составами, приведенными ниже в таблице 1.
[0044] Материалы были обработаны на лабораторном оборудовании в соответствии со следующими параметрами. Каждый образец был подвергнут обработкам на Gleeble 1500 с использованием охлажденных медных клиновых захватов и крепления модуля Pocket Jaw (pocket jaw fixture). Образцы были подвергнуты аустенизации при 1100°С и затем охлаждены до комнатной температуры с разными скоростями охлаждения между 1-100°С/с.
ПРИМЕР 2
[0045] Твердость по Роквеллу каждого из составов сталей, описанных выше в примере 1 и таблице 1, была измерена на поверхности каждого образца. Результаты испытаний представлены на ФИГ. 3-5 в форме графика зависимости твердости по Роквеллу от скорости охлаждения. Для каждой экспериментальной точки представлено среднее для по меньшей мере семи измерений. Составы V4037, V4038 и V4039 соответствуют ФИГ. 3, 4 и 5, соответственно.
ПРИМЕР 3
[0046] Светооптические микроснимки были выполнены в продольном направлении по толщине возле центра каждого образца для каждого из составов по примеру 1. Результаты этих испытаний представлены на ФИГ. 6-8. Составы V4037, V4038 и V4039 соответствуют ФИГ. 6, 7 и 8, соответственно. Кроме того, каждая из ФИГ. 6-8 содержит шесть микроснимков для каждого состава, где каждый микроснимок представляет образец, подверженный разной скорости охлаждения.
ПРИМЕР 4
[0047] Критическая скорость охлаждения для каждого из составов по примеру 1 была оценена с использованием данных примеров 2 и 3 в соответствии с описанной здесь методикой. Критическая скорость охлаждения относится в настоящей заявке к скорости охлаждения, необходимой для образования мартенсита и избегания образования немартенситных продуктов превращения. Результаты этих испытаний представляют собой следующее:
[0048] V4037: 70°С/с
[0049] V4038: 75°С/с
[0050] V4039: 7°С/с
ПРИМЕР 5
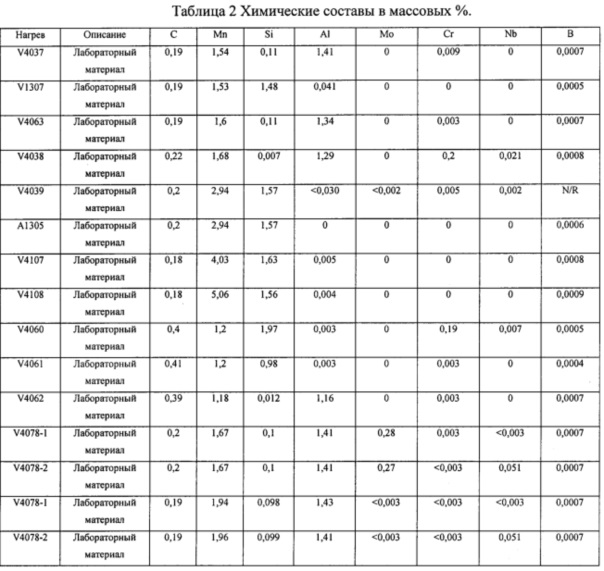
[0051] Варианты реализации стального листа были выполнены с составами, приведенными ниже в таблице 2.
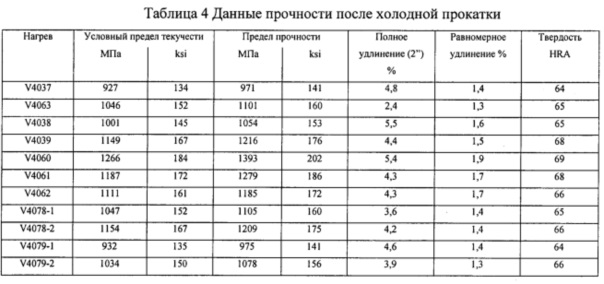
[0052] Материалы были обработаны с помощью плавления, горячей прокатки и холодной прокатки. Материалы затем были подвергнуты испытанию, описанному более подробно ниже в примерах 6-7. Все составы, приведенные в таблице 2, предназначены для использования с процессом, описанным выше по отношению к ФИГ. 2 за исключением V4039, предназначенного для использования с процессом, описанным выше по отношению к ФИГ. 1. Нагретый V4039 имел состав, предназначенный для обеспечения более высокой способности к упрочнению, как того требует термическая кривая, описанная выше по отношению к ФИГ. 1. В результате V4039 был подвергнут отжигу при 600°С в течение 2 часов в 100% атмосфере Н2 после горячей прокатки, но до холодной прокатки. Во время холодной прокатки все материалы были уменьшены примерно на 75% до 1 мм. Результаты для некоторых составов материалов, приведенных в таблице 2, после горячей прокатки и холодной прокатки представлены в таблицах 3 и 4, соответственно.

ПРИМЕР 7
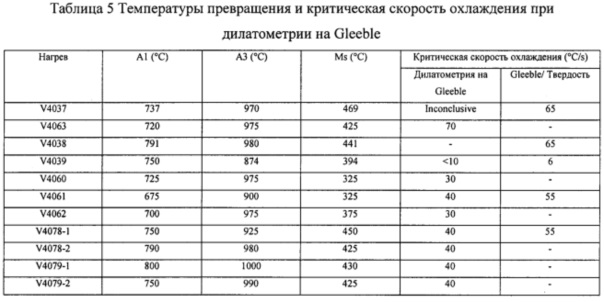
[0053] Составы примера 5 были подвергнуты дилатометрии на Gleeble. Дилатометрия на Gleeble была выполнена в вакууме с использованием образцов 101,6×25,4×1 мм с тензометрическим с-датчиком, измеряющим изменение размера в направлении 25,4 мм. Получены зависимости окончательного изменения размера от температуры. Линейные сегменты были подогнаны в дилатометрические данные, и точка, в которой дилатометрические данные отклонялись от линейной зависимости, была взяты в качестве исследуемой температуры превращения (например, A1, A3, Ms). Окончательные температуры превращения представлены в таблице 5.
[0054] Способы Gleeble были также использованы для измерения критической скорости охлаждения для каждого из составов по примеру 5. Первый способ использовал дилатометрию на Gleeble, как описано выше. Второй способ использовал измерения твердости по Роквеллу. В частности, после того, как образцы были подвергнуты испытанию на Gleeble в диапазоне скоростей охлаждения, были произведены измерения твердости по Роквеллу. Таким образом, измерения твердости по Роквеллу были произведены для каждого состава материла с измерением твердости для диапазона скоростей охлаждения. Затем было выполнено сравнение между измерениями твердости по Роквеллу заданного состава при каждой скорости охлаждения. Отклонения твердости по Роквеллу на 2 деления по шкале HRA считались значительными. Критическая скорость охлаждения для избегания продукта немартенситного превращения была выбрана в качестве самой высокой скорости охлаждения, для которой твердость была ниже, чем 2 деления по шкале HRA, чем максимальная твердость. Конечные критические скорости охлаждения также приведены в таблице 5 для некоторых составов, приведенных в примере 5.
ПРИМЕР 8
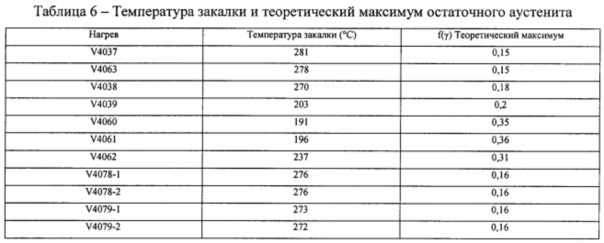
[0055] Составы примера 5 были использованы для вычисления температуры закалки и теоретического максимума остаточного аустенита. Вычисления были выполнены с использованием способов Speer и др., описанных выше. Результаты вычислений приведены ниже в таблице 6 для некоторых составов, приведенных примере 5.
ПРИМЕР 9
[0056] Образцы составов согласно примеру 5 были подвергнуты термической обработке с получением термических кривых, представленных на ФИГ. 1 и 2, с максимальной температурой металла и температурой закалки, изменяющимися между образцами заданного состава. Как описано выше, только состав V4039 был подвергнут обработке с получением термической кривой, представленной на ФИГ. 1, в то время как все остальные составы были подвергнуты термическому циклу, представленному на ФИГ. 2. Для каждого образца, были выполнены измерения предела прочности. Результаты измерения полученной прочности представлены в форме графика на ФИГ. 9-12. В частности, ФИГ. 9-10 показывают зависимость данных предела прочности от температуры аустенизации, и ФИГ. 11-12 показывают зависимость данных предела прочности от температуры закалки. Кроме того, там, где термические циклы были выполнены с использованием способов Gleeble, такие значения данных помечены "Gleeble" аналогичным образом, там, где термические циклы были выполнены с использованием соляной ванны, такие значения данных помечены "соль".
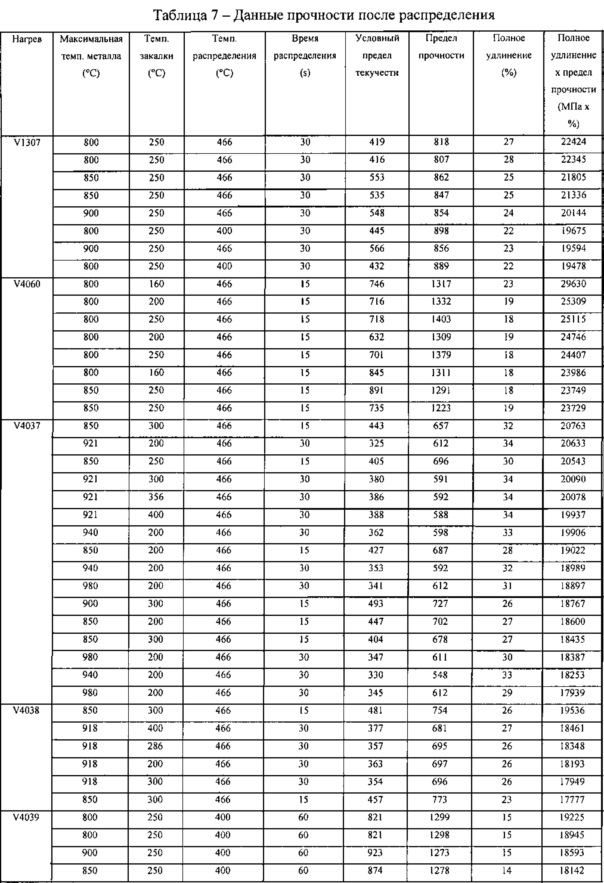
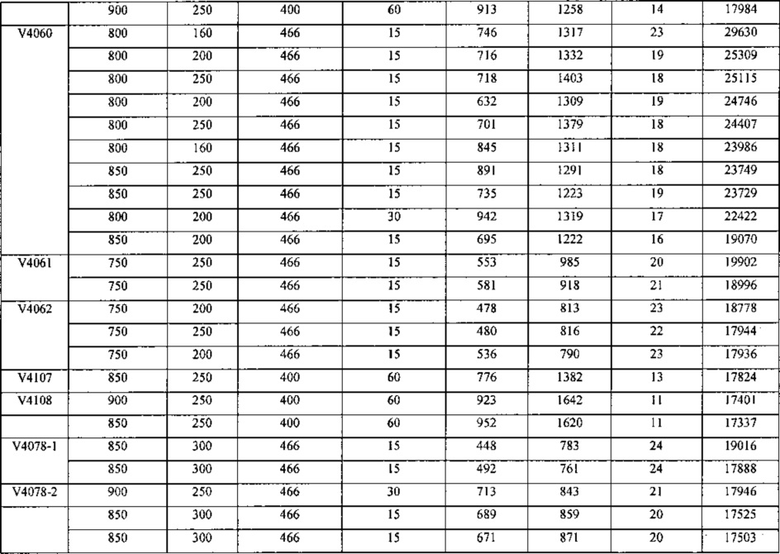
[0057] Кроме того, аналогичные измерения прочности для каждого состава, приведенного в примере 5 (были доступны), представлены в таблице 7, приведенной ниже. Время и температуры распределения показаны только для примера, в других вариантах реализации механизмы (такие как распределение углерода и/или фазовые превращения) происходят по время неизотермического нагрева и охлаждения до или от указанной температуры распределения, что также может оказывать влияние на конечные свойства материала.
[0058] Как будет понятно, настоящее изобретение может быть выполнено с различными изменениями, не выходя за рамки объема и сущности изобретения. Таким образом, ограничения настоящего изобретения следует определять из приложенной формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОПРОЧНАЯ СТАЛЬ, ОБЛАДАЮЩАЯ ХОРОШЕЙ ПЛАСТИЧНОСТЬЮ, И СПОСОБ ПОЛУЧЕНИЯ ПОСРЕДСТВОМ ПОТОЧНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ, ОСУЩЕСТВЛЯЕМОЙ ПОСЛЕ ОБРАБОТКИ В ВАННЕ С РАСПЛАВЛЕННЫМ ЦИНКОМ | 2014 |
|
RU2669654C2 |
| Способ изготовления заготовки режущего лезвийного инструмента сельскохозяйственной землеройной техники из высокопрочной стали | 2022 |
|
RU2800436C1 |
| Способ получения высокопрочного стального листа | 2023 |
|
RU2812417C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ С НАНЕСЕННЫМ ПОКРЫТИЕМ, ХАРАКТЕРИЗУЮЩЕЙСЯ УЛУЧШЕННЫМИ ТЯГУЧЕСТЬЮ И ФОРМУЕМОСТЬЮ, И ПОЛУЧЕННАЯ ЛИСТОВАЯ СТАЛЬ С НАНЕСЕННЫМ ПОКРЫТИЕМ | 2016 |
|
RU2729671C2 |
| Способ получения высокопрочного стального листа | 2023 |
|
RU2813069C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ, ХАРАКТЕРИЗУЮЩЕЙСЯ ВЫСОКИМИ ПЛАСТИЧНОСТЬЮ, ДЕФОРМИРУЕМОСТЬЮ И СВАРИВАЕМОСТЬЮ, И ПОЛУЧЕННАЯ ЛИСТОВАЯ СТАЛЬ | 2018 |
|
RU2732261C1 |
| Способ получения высокопрочного стального листа | 2023 |
|
RU2813064C1 |
| Способ получения высокопрочного стального листа | 2023 |
|
RU2813066C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОЙ СТАЛЬНОЙ ДЕТАЛИ | 2015 |
|
RU2690851C2 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ, ХАРАКТЕРИЗУЮЩЕЙСЯ УЛУЧШЕННЫМИ ТЯГУЧЕСТЬЮ И ФОРМУЕМОСТЬЮ, И ПОЛУЧЕННАЯ ЛИСТОВАЯ СТАЛЬ | 2016 |
|
RU2728369C2 |
Изобретение относится к области металлургии, а именно к получению стальных листов с требуемой микроструктурой и свойствами. Листы изготовлены из стали, имеющей заданный состав, содержащий следующие элементы, в мас.%: 0,15-0,5 углерода, 1-4 марганца; 2 или менее кремния, алюминия или их комбинации; 0,5 или менее молибдена; 0,05 или менее ниобия; остальное - железо и другие случайные примеси. Нагревают стальной лист до первой температуры (Т1), которая по меньшей мере выше температуры, при которой стальной лист претерпевает превращение в аустенит и феррит. Охлаждают стальной лист до второй температуры (Т2) путем охлаждения с критической скоростью охлаждения или выше, причем Т2 ниже температуры (Ms) начала мартенситного превращения, а указанная критическая скорость охлаждения достаточно высока для превращения аустенита в мартенсит, и при этом указанная критическая скорость охлаждения определяется как скорость охлаждения, при которой твердость стального листа при комнатной температуре ниже максимальной твердости стального листа при комнатной температуре не более чем на 2 деления по шкале Роквелла HRA. Повторно нагревают стальной лист до температуры распределения, которая является достаточной для обеспечения возможности диффузии углерода в структуре указанного стального листа. Осуществляют стабилизацию аустенита путем выдержки стального листа при температуре распределения в течение времени выдержки, достаточного для обеспечения возможности диффузии углерода из мартенсита в аустенит. В процессе указанной стадии стабилизации аустенита обрабатывают стальной лист горячим цинкованием или цинкованием с отжигом. Охлаждают стальной лист до комнатной температуры. Обеспечивается высокая прочность и хорошая формуемость. 2 н. и 3 з.п. ф-лы, 12 ил., 7 табл., 9 пр.
1. Способ обработки стального листа, имеющего заданный состав, содержащий следующие элементы, в мас.%:
0,15-0,5 углерода;
1-4 марганца;
2 или менее кремния, алюминия или их комбинации;
0,5 или менее молибдена;
0,05 или менее ниобия; и
остальное - железо и другие случайные примеси;
причем указанный способ включает стадии:
(a) нагревания указанного стального листа до первой температуры (Т1), причем Т1 по меньшей мере выше температуры, при которой стальной лист претерпевает превращение в аустенит и феррит;
(b) охлаждения указанного стального листа до второй температуры (Т2) путем охлаждения при критической скорости охлаждения или выше, причем Т2 ниже температуры (Ms) начала мартенситного превращения, а указанная критическая скорость охлаждения достаточно высока для превращения аустенита в мартенсит, и при этом указанная критическая скорость охлаждения для заданного состава указанного стального листа определяется как скорость охлаждения, при которой твердость указанного стального листа при комнатной температуре ниже максимальной твердости указанного стального листа при комнатной температуре не более чем на 2 деления по шкале Роквелла HRA;
(c) повторного нагревания указанного стального листа до температуры распределения, причем указанная температура распределения является достаточной для обеспечения возможности диффузии углерода в структуре указанного стального листа;
(d) стабилизации аустенита путем выдержки указанного стального листа при указанной температуре распределения в течение времени выдержки, причем указанное время выдержки представляет собой период времени, достаточный для обеспечения возможности диффузии углерода из мартенсита в аустенит;
(e) обработки указанного стального листа путем горячего цинкования или цинкования с отжигом в ходе указанной стадии стабилизации аустенита; и
(f) охлаждения указанного стального листа до комнатной температуры.
2. Способ по п. 1, в котором горячее цинкование или цинкование с отжигом выполняют при температуре выше Ms.
3. Способ по п. 1, в котором указанная температура распределения выше Ms.
4. Способ по п. 1, в котором указанный стальной лист имеет состав, содержащий следующие элементы, в мас.%:
0,15-0,4 углерода;
1,5-3 марганца;
2 или менее кремния, алюминия или их комбинации;
0,5 или менее молибдена;
0,05 или менее ниобия; и
остальное - железо и другие случайные примеси.
5. Способ обработки стального листа, содержащего следующие элементы, в мас.%:
0,15-0,5 углерода;
1-3 марганца;
2 или менее кремния, алюминия или их комбинации;
0,5 или менее молибдена;
0,05 или менее ниобия; и
остальное - железо и другие случайные примеси;
причем указанный способ включает стадии:
(a) нагревания указанного стального листа до первой температуры (Т1), причем Т1 по меньшей мере выше температуры, при которой указанный стальной лист претерпевает превращение в аустенит и феррит;
(b) охлаждения указанного стального листа до второй температуры (Т2) путем охлаждения с определенной скоростью, причем Т2 ниже температуры (Ms) начала мартенситного превращения, а указанная скорость охлаждения достаточно высока для превращения аустенита в мартенсит и достаточно высока для по существу подавления образования бейнита и других продуктов немартенситного превращения;
(c) повторного нагревания указанного стального листа до температуры распределения, причем указанная температура распределения является достаточной для обеспечения возможности диффузии углерода в структуре указанного стального листа;
(d) стабилизации аустенита путем выдержки указанного стального листа при указанной температуре распределения в течение времени выдержки, где указанное время выдержки представляет собой период времени, достаточный для обеспечения возможности диффузии углерода из мартенсита в аустенит;
(e) обработки указанного стального листа путем горячего цинкования или цинкования с отжигом в ходе указанной стадии стабилизации аустенита; и
(f) охлаждения указанного стального листа до комнатной температуры.
| WO 2012120020 A1, 13.09.2012 | |||
| ВЫСОКОПРОЧНЫЙ СТАЛЬНОЙ ЛИСТ С ПОКРЫТИЕМ ИЗ РАСПЛАВЛЕННОГО ЦИНКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2312162C2 |
| ГИДРОЗОЛОУЛОВИТЕЛЬ-ТЕПЛОУТИЛИЗАТОР | 2013 |
|
RU2524970C1 |
| ВЕТРОЭНЕРГЕТИЧЕСКАЯ И ГИДРОЭНЕРГЕТИЧЕСКАЯ УСТАНОВКИ И СПОСОБЫ ПРОИЗВОДСТВА ЭЛЕКТРОЭНЕРГИИ | 2013 |
|
RU2546368C2 |
| СИСТЕМА ВЕРТИКАЛЬНОГО НАВЕДЕНИЯ ЗЕНИТНОГО ВООРУЖЕНИЯ | 2004 |
|
RU2258886C1 |
| СТЕКЛО | 2006 |
|
RU2325346C1 |

