Настоящее изобретение относится к изготовлению высокопрочных стальных деталей, в частности, на линии непрерывного отжига.
В частности, в целях повышения энергетической эффективности автомобилей требуется снижение веса. Это возможно с использованием стальных деталей или листов, имеющих улучшенный предел текучести и предел прочности, для изготовления деталей кузова. Такие стали также должны иметь подходящую пластичность, чтобы легко формоваться.
С этой целью было предложено использовать детали, изготовленные из С-Mn-Si сталей, с такой термообработкой, чтобы иметь структуру, содержащую по меньшей мере мартенсит и остаточный аустенит. Термообработка включает по меньшей мере стадию отжига, стадию закалки и стадию перераспределения углерода. Отжиг проводят при температуре выше температуры превращения стали Ac1, чтобы получить по меньшей мере частично аустенитную начальную структуру. Закалку проводят быстрым охлаждением до температуры закалки в интервале между температурами превращения Ms и Mf начальной по меньшей мере частично аустенитной структуры, чтобы получить структуру, содержащую по меньшей мере некоторое количество мартенсита и остаточного аустенита, с остатком феррита и/или бейнита. Предпочтительно температуру закалки выбирают, чтобы получить максимально возможную долю остаточного аустенита с учётом температуры отжига. Когда температура отжига выше температуры превращения стали Ac3, исходная структура является полностью аустенитной и структура, получаемая непосредственно закалкой при температуре между Ms и Mf, содержит только мартенсит и остаточный аустенит.
Распределение углерода (которое также будет называться "перестариванием" в контексте настоящего изобретения) проводят нагревом от температуры закалки до температуры, которая выше температуры закалки и ниже температуры превращения стали Ac1. Это позволяет распределить углерод между мартенситом и аустенитом, т.е. углерод диффундирует из мартенсита в аустенит, без образования карбидов. Степень распределения возрастает с увеличением длительности стадии перестаривания. Таким образом, длительность перестаривания выбирается так, чтобы быть достаточно длительной, чтобы обеспечить как можно более полное распределение. Однако слишком большая продолжительность может вызвать разложение аустенита и слишком высокое разделение мартенсита и, следовательно, снижение механических свойств. Таким образом, длительность перестаривания ограничивается так, чтобы избежать, насколько это возможно образования феррита.
Кроме того, эти детали могут быть покрыты горячим покрытием, которое производит дополнительную термообработку. Таким образом, если детали должны быть покрыты горячим покрытием после первоначальной термообработки, эффект горячего покрытия нужно учитывать при определении условий начальной термообработки.
Деталь может быть стальным листом, изготовленным на линии непрерывного отжига, на которой скорость перемещения листа зависит от его толщины. Поскольку длина линии непрерывного отжига является фиксированной, длительность термообработки конкретного листа зависит от его скорости перемещения, т.е. от его толщины. Таким образом, должны быть определены условия термообработки и более конкретно температура и длительность перестаривания для каждого листа не только в соответствии с его химическим составом, но и с его толщиной.
Поскольку толщина листов может варьироваться в пределах определённого диапазона, очень большое количество испытаний необходимо провести, чтобы определить условия термообработки различных листов, полученных на определённой линии.
Альтернативно деталь также может быть заготовкой, откованной вгорячую, которую подвергают термообработке в печи после формования. В этом случае нагрев образца от температуры закалки до температуры перестаривания зависит от толщины и размера детали. Таким образом, большое количество испытаний, также необходимы для определения условий обработки различных деталей, изготовленных из одной и той же стали.
Задача настоящего изобретения состоит в создании средства для уменьшения числа испытаний, которые необходимо выполнить, чтобы изготавливать стальные детали, выполненные из одной и той же стали, но имеющих различную толщину и размер, на конкретном оборудовании, таком, как конкретная линия отжига или конкретная печь.
Таким образом, изобретение относится к способу изготовления высокопрочной стальной детали термообработкой детали на оборудовании, включающем по меньшей мере один участок перестаривания или печь, на которых можно определить по меньшей мере один эксплуатационный режим, чтобы получить искомые механические свойства листа, термообработка включает по меньшей мере конечную обработку, включающую по меньшей мере одну стадию перестаривания, для которой можно вычислить два параметра конечной обработки OAP1 и OAP2 в зависимости от по меньшей мере эксплуатационного режима, т.е. по меньшей мере в зависимости от по меньшей мере одного эксплуатационного режима, в котором можно установить по меньшей мере эксплуатационный режим секции перестаривания, характеризующийся тем, что он включает стадии:
- определения минимального первого параметра конечной обработки OAP1 min и максимального второго параметра конечной обработки OAP2 max соответственно, чтобы получить искомые механические свойства,
- определения по меньшей мере одного эксплуатационного режима секции перестаривания так, что первый параметр конечной обработки OAP1 и второй параметр конечной обработки OAP2 эксплуатационных режимов соответствуют: OAP1 ≥ OAP1 min и OAP2 ≤ OAP2 max
- и термообработки детали на оборудовании, выполняемой в соответствии с заданными эксплуатационными режимами.
Способ является способом изготовления детали из высокопрочной стали, имеющей искомые механические свойства, деталь выполнена из стали, для которой известно, что можно получать эти искомые механические свойства стандартной термообработкой, включающей первую стандартную обработку, придающую стальной детали определённую структуру и конечную стандартную обработку, включающую по меньшей мере перестаривание. Указанный способ изготовления высокопрочной стальной детали включает стадию термообработки детали на оборудовании, включающем по меньшей мере устройства перестаривания для получения искомых механических свойств детали. Стадия термообработки включает по меньшей мере конечную обработку, выполняемую на стальной детали, имеющей ту же структуру, что и заданная структура, полученная указанной первой стандартной обработкой. Конечная обработка включает по меньшей мере стадию перестаривания, выполняемую на указанных устройствах перестаривания, на которых можно реализовать по меньшей мере один эксплуатационный режим, для которого можно вычислить два параметра конечной обработки OAP1 и OAP2 в зависимости от указанного по меньшей мере одного эксплуатационного режима устройства перестаривания. Способ включает стадии:
- определения минимального первого параметра конечной обработки OAP1 min и максимального второго параметра конечной обработки OAP2 max соответственно для получения искомых механических свойств,
- определения по меньшей мере одного эксплуатационного режима секции устройства перестаривания так, что первый параметр конечной обработки OAP1 и второй параметр конечной обработки OAP2, обусловленные эксплуатационными режимами, соотвтествуют:
OAP1 ≥ OAP1 min
и OAP2 ≤ OAP2 max
- и термообработки детали на оборудовании, работающем в соответствии с определёнными эксплуатационными режимами,
- причём, если Т(t) температура в °C стальной детали в момент времени t, t0 является временем начала конечной обработки и t1 является временем окончания конечной обработки:
- соответствующий первый параметр перестаривания OAP1 представлен:

Q - энергия активации диффузии углерода,
R - идеальная газовая постоянная,
а OAP2 второй параметр перестаривания представлен:
T0 - температура в момент времени t0.
В соответствии с другими преимущественными аспектами изобретения, способ может включать один или несколько из следующих признаков, рассматриваемых по отдельности или в соответствии с любой технически возможной комбинацией:
- искомые механические свойства являются минимальными значениями по меньшей мере прочностных свойств, например, предел текучести и/или предел прочности и по меньшей мере свойств пластичности, таких как общее удлинение и/или однородное удлинение и/или коэффициент раздачи отверстия и/или свойства при изгибе,
- первая стандартная обработка включают отжиг при температуре более высокой, чем температура превращения стали Ас1 для получения перед закалкой структуры, содержащей по меньшей мере 50% аустенита и закалки до температуры QT более низкой, чем температура превращения стали Ms, для получения структуры, содержащей сразу после закалки по меньшей мере мартенсит и аустенит, и перестаривание, выполняемое при температуре не ниже, чем температура закалки QT, и более низкой, чем температура превращения стали Ас1,
- отжиг проводят при температуре выше Ас3, чтобы получить перед закалкой полностью аустенитную структуру,
- температура закалки QT такова, что структура, получаемая конечной обработкой, содержит по меньшей мере 10% аустенита,
- перестаривание состоит в нагреве указанной детали от температуры закалки QT до температуры перестаривания ТОА ниже, чем температура превращения структуры Ac1, получаемой охлаждением, стадией выдержки при этой температуре перестаривания с длительностью tОА;
- термическая обработка включает перед конечной обработкой отжиг при температуре отжига выше температуры превращения стали Ас1 так, чтобы придать стали частичную или полностью аустенитную первоначальную структуру, стадию закалки до температуры закалки QT ниже, чем температура превращения Ms исходной структуры, чтобы получить структуру, содержащую по меньшей мере мартенсит и остаточный аустенит;
- конечная обработка дополнительно включает стадию перестаривания, стадию горячего покрытия, например, цинкования или стадию цинкования с отжигом,
- стальная деталь представляет собой стальной лист, изготовленный на непрерывной линии, и устройство перестаривания является секцией перестаривания линии непрерывного отжига перед входом в секцию перестаривания лист отжигают и закаливают в соответствии с первой стандартной обработкой,
- лист движется со скоростью V, и заданные эксплуатационные режимы, включают по меньшей мере один из следующих эксплуатационных режимов: скорость листа, тепловая мощность и температура перестаривания;
- стальная деталь является деталью откованной вгорячую и устройство перестаривания представляет собой печь, в которой выдерживают деталь, и перед входом в печь структура детали откованной вгорячую такая же, что и структура детали после первой стандартной обработки,
- определяемые эксплуатационные режимы включают по меньшей мере один из следующих эксплуатационных режимов: продолжительность выдержки детали в печи, тепловая мощность и температура перестаривания;
- для определения минимального первого параметра конечной обработки и максимального второго параметра конечной обработки выполняют ряд экспериментов с перестариванием, заключающихся в очень быстром нагреве от температуры QT до температуры выдержки Th предпочтительно при скорости нагрева более 10°С/с, стадии выдержки при температуре выдержки Th для ряда длительностей tm и очень быстрого охлаждения до комнатной температуры, предпочтительно при скорости охлаждения выше 10°С/с, но не слишком высокой, чтобы не формировать свежий мартенсита в структуре,
- для определения минимального первого параметра конечной обработки и максимального второго параметра конечной обработки, эксперименты проводят на линии непрерывного отжига, например, с помощью листа толщиной е,
- химический состав стали включает в массовых %:
0,1% ≤ C ≤ 0,5%
0,5% ≤ Si ≤ 2%
1% ≤ Mn ≤ 7%
Al ≤ 2%
P ≤ 0,02%
S ≤ 0,01%
N ≤ 0,02%
необязательно, один или несколько элементов, выбранных из Ni, Cr, Mo, Cu, Nb, V, Ti, Zr и В, содержание которых таково, что:
Ni ≤ 0,5%,
0,1% ≤ Cr ≤ 0,5%,
0,1% ≤ Мо ≤ 0,03%
Cu ≤ 0,5%
0,02% ≤ Nb ≤ 0,05%
- Q = 148 000 Дж/моль, R = 8,314 Дж/(моль·K), время в секундах, а = b = 0,016. Эти величины позволяют рассчитать уменьшение предела текучести конечной структуры, выраженного в МПа.
Изобретение далее будет описано более подробно, но без ограничений, с учётом следующих чертежей, на которых:
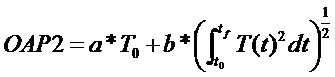
фиг. 1 представляет собой схематическую кривую время/температура графика термообработки - выполненной на лабораторном оборудовании;
фиг. 2 представляет собой схематические кривые время/температура для термообработки двух листов разной толщины, выполняемой на линии непрерывного отжига без горячего покрытия;
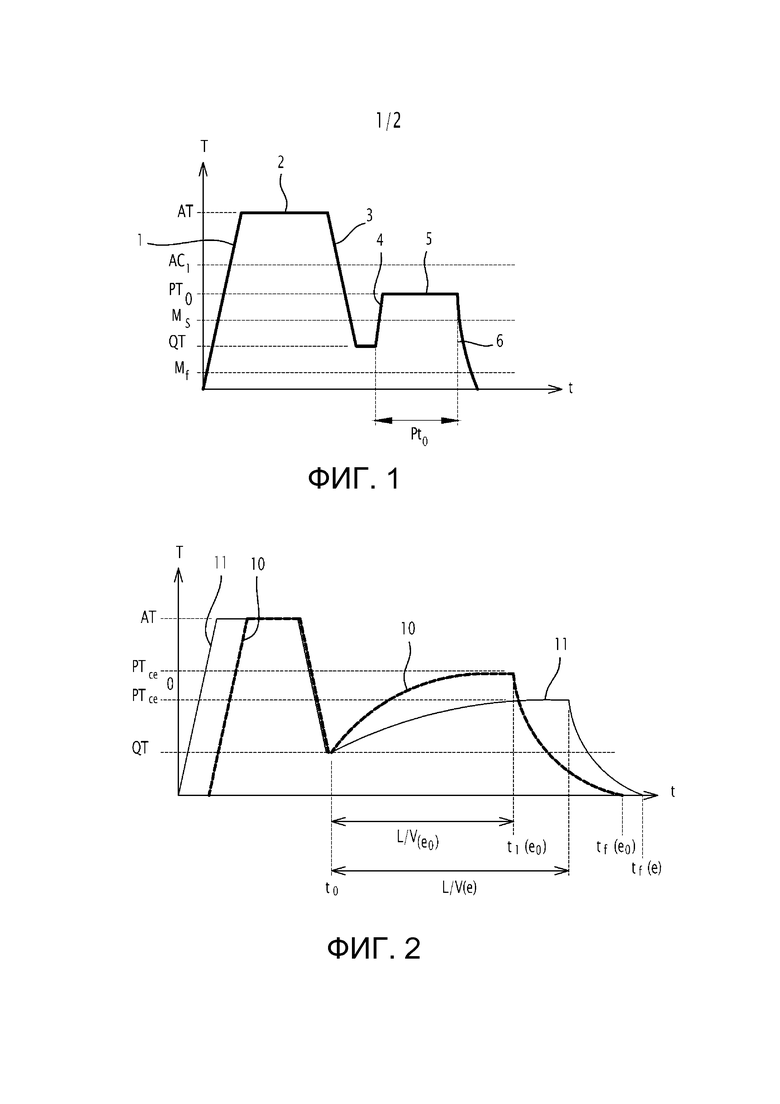
фиг. 3 представляют собой кривую время/температура для термообработки листа, выполняемой на непрерывной линии, включающей стадию оцинковки;
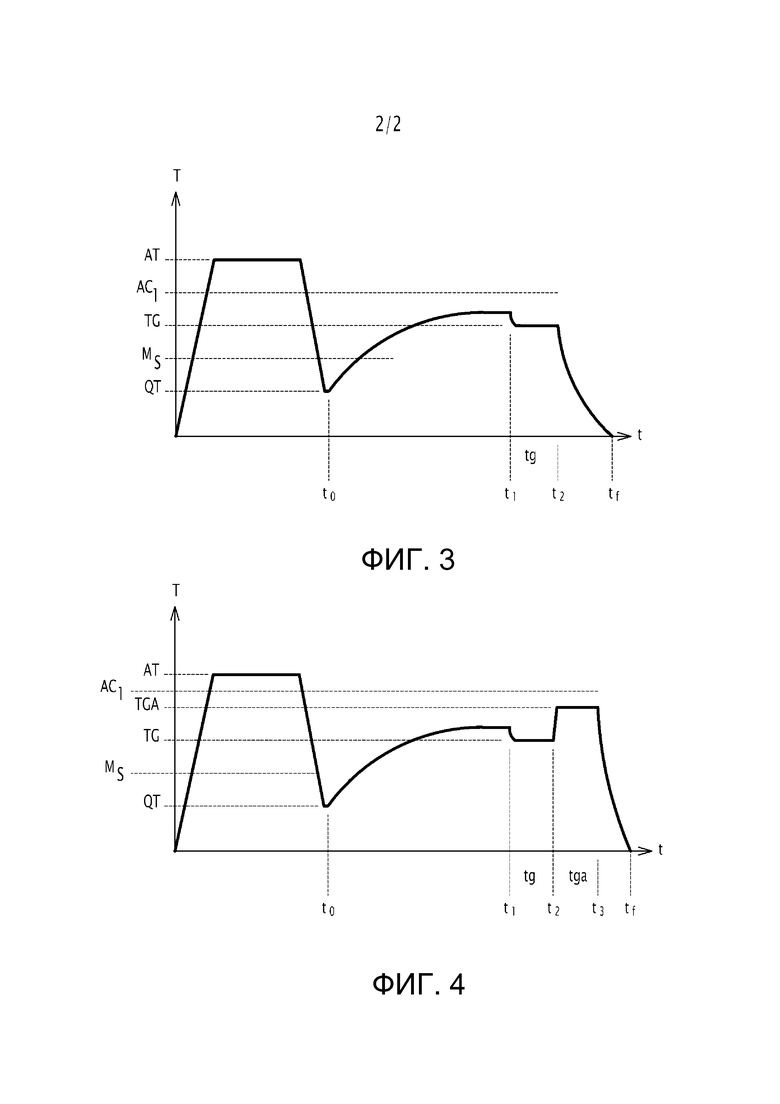
фиг. 4 представляет собой кривую время/температура для термообработки листа, выполняемой на непрерывной линии, включающей дополнительную стадию цинкования с отжигом.
В данной области техники хорошо известно, что, когда специалист, который хочет изготовить деталь из стали с искомыми свойствами, он знает, как выбрать подходящую сталь и термообработку способную придать стали искомые свойства. Но он должен адаптировать термообработку для каждой конкретной детали и оборудования, которое будет использоваться для изготовления детали.
Если деталь представляет собой лист, изготавливаемый на непрерывной линии, оборудование, например, линия непрерывного отжига, известная сама по себе, включает по меньшей мере секцию перестаривания. Если лист должен быть подвергнут горячему покрытию, оборудование включает более того по меньшей мере устройство горячего покрытия, которое может быть отделено от линии непрерывного отжига или включено в линию непрерывного отжига.
Если деталь изготавливают путём горячего формования и термообработки, оборудование включает по меньшей мере печи перестаривания.
Во всех случаях устройства перестаривания являются печами для которых, как хорошо известно в данной области техники, заданные значения фиксированы. Эти заданные значения, например, одна или несколько температур, тепловая мощность, длительность пребывания детали в печи, скорость перемещения листа по непрерывной линии, и так далее. Для каждого оборудования специалистам в этой области техники известны заданные фиксируемые значения и как определить значение, которое необходимо фиксировать для того, чтобы достичь конкретную термообработку, определённую термическим циклом, которому подвергается деталь.
Как указано выше, задачей настоящего изобретения является предложение специалисту, который должен изготовить конкретную деталь, имеющую искомые свойства, и который знает какую сталь использовать с каким типом термообработки, в частности, закалки и перераспределения, способа, с помощью которого он может легко определить подходящую термообработку детали с использованием конкретного оборудования.
Высокопрочные формуемые стальные детали, изготовленные отжигом, частичной закалкой и перестариванием на линиях непрерывного отжига, часто изготавливают из сталей, содержащих в массовых %:
- 0,1% ≤ C ≤ 0,5%. Содержание углерода не менее 0,1% необходимо для обеспечения удовлетворительной прочности и для стабилизации остаточного аустенита, что необходимо, чтобы получить подходящую формуемость. Если содержание углерода превышает 0,5%, свариваемость является недостаточной.
- 0,5% ≤ Si ≤ 2%, чтобы стабилизировать аустенит, для обеспечения твёрдорастворного упрочнения и замедления формирования карбидов во время перестаривания. Когда содержание Si превышает 2%, оксиды кремния могут появляться на поверхности листа, что негативно сказывается на покрываемости.
- 1% ≤ Mn ≤ 7% для достаточной прокаливаемости так, чтобы получить структуру с достаточной долей мартенсита, и тем самым стабилизировать аустенит, способствуя таким образом, его стабилизации при комнатной температуре. Для некоторых применений содержание Mn предпочтительно составляет менее 4%.
- Al ≤ 2% - при низком содержании (менее 0,5%) алюминий используется для раскисления стали. При более высоком содержании Al замедляет формирование карбидов, что пригодно для перераспределения углерода в аустенит и для получения в структуре высокой доли остаточного аустенита. Предпочтительно содержание Al должно быть не менее 0,001%, чтобы избежать выбора дорогостоящих материалов.
- P ≤ 0,02% - фосфор может уменьшить формирование карбидов и тем самым способствовать перераспределению углерода в аустенит. Однако слишком высокое содержание фосфора охрупчивает лист при температурах горячей прокатки и снижает ударную вязкость мартенсита. Предпочтительно содержание P не должно быть ниже 0,001%, чтобы избежать дорогостоящей обработки дефосфоризации.
- S ≤ 0,01%. Содержание серы должно быть ограничено, так как она может охрупчивать промежуточный или конечный продукт. Предпочтительно содержание S должно быть не ниже 0,0001%, чтобы избежать дорогостоящей обработки обессеривания.
- N ≤ 0,02%. Этот элемент является результатом процесса изготовления. Азот может взаимодействовать с алюминием с образованием нитридов, которые ограничивают укрупнение размера аустенитного зерна в ходе отжига. Производство сталей с содержанием N ниже 0,001% является более сложным и не дает дополнительных преимуществ.
- необязательно сталь может содержать: Ni ≤ 0,5%, 0,1% ≤ Cr ≤ 0,5%; 0,1% ≤ Мо ≤ 0,3% и Cu ≤ 0,5%. Ni, Cr и Мо способны увеличивать прокаливаемость, что делает возможным получение искомых структур на производственных линиях. Однако эти элементы являются дорогостоящими, и, следовательно, их содержание ограничено. Cu часто присутствуют в виде остаточного элемента, способного упрочнять сталь и может уменьшить пластичность при температурах горячей прокатки, когда присутствует с слишком высоким содержанием.
- необязательно 0,02% ≤ Nb ≤ 0,05%, 0,02% ≤ V ≤ 0,05%, 0,001% ≤ Ti ≤ 0,15%, 0,002% ≤ Zr ≤ 0,3%. Nb может быть использован для измельчения аустенитного зерна в ходе горячей прокатки. V может взаимодействовать с C и N с образованием тонкодисперсных упрочняющих выделений. Ti и Zr могут быть использованы для формирования мелкодисперсных выделений в ферритных компонентах микроструктуры, увеличивая таким образом прочность. Кроме того, если сталь содержит B, Ti или Zr могут защитить бор от взаимодействия с N. Сумма Nb + V + Ti + Zr/2 должна оставаться ниже 0,2%, чтобы не ухудшать пластичность.
- необязательно 0,0005% ≤ B ≤ 0,005%. Бор может быть использован для улучшения прокаливаемости и для предотвращения формирования феррита при охлаждении от температуры полностью аустенитной выдержки. Его содержание ограничено 0,005%, так как выше этого уровня дальнейшее добавление неэффективно.
Остальное в составе является Fe и неизбежными примесями, возникающими в процессе изготовления. Этот состав приведён в качестве примера наиболее часто используемых сталей, но не является ограничивающим.
С помощью такой стали изготавливают детали, такие как катанные листы или полученные горячей штамповкой, и подвергают термообработке для получения искомых свойств, таких как предел текучести, предел прочности, однородное удлинение, общее удлинение, коэффициент раздачи отверстия, свойства при изгибе и так далее. Эти свойства зависят от химического состава и микрографической структуры, получаемой термообработкой.
Для листов, которые рассматриваются в настоящем изобретении, искомая структура, т.е. конечная структура после полной термообработки, должна содержать по меньшей мере мартенсит и остаточный аустенит, остальное феррит и, необязательно некоторое количество бейнита. Обычно содержание мартенсита составляет более 10% и предпочтительно более 30% и остаточного аустенита более 5%, и предпочтительно более 10%.
Как объяснялось ранее, эта структура является результатом термообработки, включающей стадию отжига так, чтобы получить первоначальную полностью или частично аустенитную структуру, частичную закалку (т.е. закалку при температуре между Ms и Mf) непосредственно с последующим перестариванием и необязательно с последующей стадией покрытия погружением, т.е. стадией горячего покрытия. Доля феррита образуется при температуре отжига. Доля мартенсита и остаточного аустенита образуется при температуре закалки, т.е. температуре, при которой прекращают закалку. Специалисты в данной области техники знают, как определить, или путём лабораторных исследований или с помощью расчётов, структуру и механические свойства, получающиеся в результате термообработки, кривая время/температура которой представлена на фиг. 1.
Эта термообработка состоит из:
- стадии нагрева (1) до температуры отжига АТ, выше, чем температура превращения стали Ас1, то есть температуры, при которой аустенит начинает появляться при нагреве, предпочтительно температура отжига выбирается так, что структура при температуре отжига содержит по меньшей мере 50% аустенита, и часто выше, чем температура превращения Ac3, чтобы получить полностью аустенитную структуру и предпочтительно эта температура отжига ниже 1050°С для того, чтобы не слишком укрупнялся размер аустенитого зерна,
- стадии выдержки (2) при этой температуре,
- стадии закалки (3) до температуры закалки QT, находящейся между Ms (начало мартенситного превращения) и Mf (конец мартенситного превращения) температурами превращения аустенита в результате отжига, чтобы получить сразу после закалки структуру, включающую мартенсит и остаточный аустенит; для того, закалка должна быть выполнена со скоростью охлаждения, достаточной для получения мартенситного превращения, специалисты в данной области техники знают, как определить такую скорость охлаждения,
- конечной термообработки, которая в данном случае состоит из быстрого нагрева (4) до температуры перестаривания РТо, стадии выдержки (5) при этой температуре в течение времени Pto и стадии охлаждения (6) до комнатной температуры. В этом случае быстрый нагрев может находиться в диапазоне от 10 до 500°С/с, например.
Предпочтительно температура закалки выбрана так, что структура сразу после закалки содержит по меньшей мере 10% мартенсита и по меньшей мере 5% аустенита. Когда температура отжига выше, чем температура превращения стали Ac3 т.е. структура при температуре отжига является полностью аустенитной, температура закалки предпочтительно выбрана так, что структура сразу после закалки содержит по меньшей мере 10% аустенита и по меньшей мере 50% мартенсита.
Специалисты в этой области техники знают, как определить для каждой стали условия отжига (температуру отжига и длительность выдержки) и условия закалки (температура закалки и скорость охлаждения), с помощью которых можно получить искомую структуру. Они также знают, как определить стандартную конечную термообработку и механические свойства, которые получаются такой обработкой. Таким образом, для каждой конкретной стали специалисты в данной области техники способны определить, какие уровни механических свойств могут быть получены с помощью такой термообработки. Механические свойства являются, например, прочностными свойствами, такими как предел текучести и предел прочности или пластичность, например, общее удлинение, однородное удлинение, коэффициент раздачи отверстия, свойства при изгибе. Но, поскольку фактические условия термообработки конкретного продукта, такого как лист или деталь, которые изготавливают на конкретном производственном оборудовании, не всегда идентичны стандартной термообработке, производственные условия каждого конкретного продукта на каждом конкретном производственном оборудовании должны быть адаптированы соответствующим образом.
Для определения условий изготовления, т.е. условий термообработки на конкретной линии непрерывного отжига после прокатки или в конкретной печи, после горячего формования, такого как горячая штамповка, которые позволяют достигнуть искомых механических свойств, выполнены эксперименты, например, с использованием лабораторного оборудования (тепловое моделирующее устройство) для воспроизведения термообработки, как определено выше, чтобы определить стандартную термообработку, обеспечивающую искомые свойства. Эта стандартная термообработка определяется температурой отжига АТ, температурой закалки QT, температурой перестаривания PT0 и длительностью выдержки Pto при этой температуре перестаривания.
Лабораторные устройства, способные осуществить такую термообработку, известные как тепловые моделирующие устройства, хорошо известны специалистам в этой области техники.
Как было объяснено ранее, эффект конечной термообработки при температуре Pto состоит в перераспределении углерода в аустенит. Такое перераспределение приводит к переносу путём диффузии углерода из мартенсита в фазу аустенита. Этот перенос зависит от температуры и длительности выдержки. Для термообработки, соответствующей выдержке в течение времени t при температуре Т, то есть идеального "прямоугольного" теплового цикла, эффективность может быть оценена с помощью первого параметра конечной обработки OAP1, равного произведению коэффициента диффузии углерода при температуре выдержки D(T) на длительность выдержки Т:
OAP1 = D(T)·t (1)
Чем выше значение параметра, тем значительнее перераспределение и, как правило, пластичность, например, общее или однородного удлинение или коэффициент раздачи отверстия, улучшаются или не ухудшается.
Кроме того, во время конечной обработки предел текучести мартенсита уменьшается от значения YS0 перед конечной обработкой до величины YSova после конечной обработки, которая зависит от теплового цикла конечной обработки. Авторы изобретения определили, что предел текучести YS0 свежего мартенсит, т.е. мартенсита, который не подвергался дополнительной термообработке, может быть оценён по химическому составу стали по следующей формуле:
YS0 = 1740*C*(1 + Mn/3,5) + 622 (2)
где YS0 выражается в МПа, и С и Mn являются содержанием углерода и марганца в стали, выраженным в массовых %.
Авторы изобретения также недавно отметили, что для теплового цикла, состоящего в стадии выдержки при температуре Т в течение длительности t, предел текучести, т.е. предел текучести мартенсита после конечной обработки можно рассчитать по следующей формуле:
YSova = YS0 - 0,016*T*(1 + √t) , (3)
где Т - температура выдержки, в °C
t - длительность выдержки при температуре Т, в секундах
С помощью этой формулы, можно определить второй параметр конечной обработки OAP2, который, для прямоугольного теплового цикла, представлен:
OAP2 = YS0 - YSova = 0,016*T*(1 + √t) (4)
Поскольку предел текучести структуры, состоящей из различных компонентов, таких как мартенсит и аустенит, определяется пределом текучести этих составляющих, чем выше параметр OAP2, тем выше снижение предела текучести конечной структуры.
Поскольку по существу предел текучести мартенсита, который зависит от распределения, влияние распределения углерода на предел текучести структуры, содержащей значительное количество компонентов, отличных от мартенсита, например, аустенита и феррита, зависит от доли мартенсит в структуре. В этом случае, если М% является долей мартенсита в структуре в %, и если можно предполагать, что необходимо учитывать только пропорциональный эффект мартенсита, снижение предела текучести структуры составляет OAP2·(М%/100).
Обычно желательно, чтобы распределение, возникающее в результате термообработки, было по меньшей мере достаточным для получения подходящей и улучшенной, насколько возможно, пластичности, и чтобы предел текучести оставался достаточно высоким.
Таким образом, вместо определения стандартной обработки, можно определить минимальный первый параметр конечной обработки OAP1min и максимальный второй параметр конечной обработки OAP2max, так, что термообработка, соответствующая этим параметрам придаёт искомые свойства листу. И считается, что фактическая термообработка, используемая для изготовления листов, может соответствовать первому параметру перестаривания OAP1 выше минимального первого параметра конечной обработки OAP1 min и второму параметру перестаривания OAP2 ниже максимального второго параметра конечной обработки OAP2max.
Можно отметить, что эти два параметра OAP1 и OAP2 зависят только от графика время/температура термообработки и не представляют свойства стали.
Для определения первого и второго параметров конечной обработки можно действовать следующим образом. Термическая обработка состоит из отжига, закалки до температуры закалки и перестаривания, выполняемых с использованием теплового моделирующего устройства хорошо известного в данной области техники. Отжиг и закалка соответствуют стандартной обработке с которой получается искомая структура. Перестаривание представляет собой прямоугольный (или близкий к прямоугольному) тепловой цикл, состоящий из быстрого нагрева от температуры закалки до температуры выдержки Тоа со скоростью нагрева по меньшей мере 10°С/с, выдержки при этой температуре в течение времени thol и охлаждения до комнатной температуры со скоростью охлаждения по меньшей мере 10°С/с, но не слишком высокой, чтобы не сформировать свежий мартенсит. Специалисты в данной области знают, как определить такую скорость охлаждения. Несколько обработок выполняют с разными длительностями выдержки thol1, thol2, thol3, например, и определяют механические свойства. По этим результатам определяется минимальная длительность выдержки, необходимая для получения искомой пластичности tholmin и максимальная длительность выдержки tholmax для которой предел текучести остаётся выше, чем заданное минимальное искомое значение YSmini. Специалисты в данной области знают, как определить эти максимальную и минимальную длительности выдержки. Затем минимальный первый и максимальный второй параметры конечной термообработки определяют следующим образом:
- OAP1min = D(Тоа)·tholmin
- OAP2 max = YS0 - YSmini = 0,016·Тоа· (1 + tholmax1/2)
или, если необходимо учитывать содержание мартенсита М%:
- OAP2 max = YS0 - YSmini = 0,016·Тоа· (1 + tholmax1/2)/(М%/100)
Таким образом, после определения температуры отжига, температуры закалки, минимального первого заключительного параметра обработки OAP1 min и максимального второго конечного параметра обработки OAP2 max, условия конечной обработки для фактической термообработки данной стальной детали, которая выполняется в промышленных условиях на конкретном оборудовании (например, конкретной линии непрерывного отжига или конкретной печи) могут быть определены, температура отжига и температура закалки равны тем, которые были определены ранее.
Для конечной обработки в промышленных условиях следует отметить, что тепловой цикл не является прямоугольным, но включает непрерывное увеличение температуры до максимального значения, и затем выдержку при этом значении, за этой стадией обычно следует охлаждение до комнатной температуры. Форма теплового цикла зависит от эксплуатационных режимов оборудования, которое используется для реализации конечной обработки, а также от геометрических характеристик обрабатываемого продукта. Геометрическими характеристиками листа являются толщина и ширина. Специалистам в данной области техники известно, какие параметры должны учитываться в соответствии с характеристиками продукта.
Например, если лист изготавливают на линии непрерывного отжига без горячего покрытия, конечная обработка является перестариванием, общая длительность которого зависит от скорости перемещения листа, которая зависит от толщины листа, как это известно специалистам в этой области техники. Чем толще лист, тем ниже скорость, т.е. тем больше длительность проведение стадии перестаривания. Такие тепловые циклы показаны на фиг. 2. На этой фигуре первая кривая (10) отображает тепловой цикл для первого листа, имеющего толщину е0. Температура увеличивается после закалки при температуре QT, начиная в момент времени t0, и стадия выдержки заканчивается в момент времени t1 (е0). Длительность стадии перестаривания (t1(е0) - t0), равна длине L секции перестаривания на линии непрерывного отжига, делённой на скорость перемещения v(е0) листа: (t1(е0) - t0) = L/v(е0).
На той же фигуре вторая кривая (11) отображает тепловой цикл для второго листа, имеющего толщину е, которая выше, чем е0. Для сравнения время, с которого разделение начинается с температуры QT, совпадало для первой и второй кривых. Таким образом, тепловой цикл начинается в момент времени t0 и заканчивается в момент времени t1(е), который наступает после момента времени t1(е0), поскольку толщина е листа выше, чем е0, скорость перемещения v(е) ниже, чем скорость перемещения v(e0) первого листа.
Часть кривых, соответствующих стадии нагрева зависит от тепловой мощности секции перестаривания на линии непрерывного отжига, от толщины и ширины листа и от скорости его перемещения. Максимальная температура, которая достигается листом и при которой лист выдерживают в конце перестаривания, определяется заданным значением температуры печи секции перестаривания.
Специалисты в этой области техники знают, как рассчитать кривую (температура/время), начиная с момента времени t0, соответствующую листу, имеющему заданную толщину и ширину, для заданной скорости перемещения, тепловой мощности и заданной температуры секции перестаривания.
Это также подходит для заготовки, вырезанной из листа. Специалисты в этой области техники знают, как рассчитать теоретическую (температура/время) кривую для заготовки, имеющей заданную толщину и размер, для заданной длительности выдержки в печи и эксплуатационных режимов, таких как тепловая мощность и заданное значение температуры.
Для определения параметров первой и второй конечной обработки OAP1 и OAP2, характерные для фактической конечной обработки, можно отметить, что параметры первой конечной обработки OAP1, соответствующие двум прямоугольным тепловым циклам, являются аддитивными, то есть, что первый параметр конечной обработки, соответствующей применению двух прямоугольных циклов, равен сумме двух соответствующих первых параметров конечной обработки. Поэтому можно вычислить первый параметр конечной обработки OAP1 путём интегрирования параметра по всему тепловому циклу. Таким образом, если t обозначает время, t0 является временем начала цикла конечной обработки, t1 является временем его окончания и Т(t) температура листа в момент времени t, первый параметр конечной обработки OAP1 цикла представлен:

R – 8,314 Дж/(моль·К)
Q - энергия активации диффузии углерода. Для стали, имеющей предпочтительный состав в соответствии с изобретением, Q = 148000 Дж/моль.
T - температура в °C.
В этой формуле, t0 и t1 могут быть выбраны в зависимости от конкретных условий, т.е. t0 может быть, например, началом нагрева или началом выдержки, и t1 может быть, например, концом выдержки или концом охлаждения до комнатной температуры. Специалисты в данной области знают, как выбрать t0 и t1 в зависимости от обстоятельств.
Проще говоря, эта формула может быть записана:
в которой t1 является временем окончания рассматриваемого цикла обработки.
Поскольку можно рассчитать тепловой цикл T(t) по скорости листа, тепловой мощности и заданной температуры перестаривания, можно определить тепловую мощность и заданную температуру конечной обработки, так что:
OAP1> OAP1 min.
Таким же образом необходимо рассчитать параметр OAP2 любого теплового цикла. Для этой цели необходимо учитывать, что для прямоугольного цикла, Т0 является начальной температурой, т.е. температурой, при которой образец быстро нагревают в начале цикла, OAP2 можно рассчитать следующим образом:
(OAP2 - а*T0)2 = (YS0 - YSova - а*T0)2 = b2*T2*t , где (6)
а = b = 0,016, если YS в МПа, Т в °С и t в секундах.
Что касается прямоугольного цикла, Т = Т0, то эта формула полностью эквивалентна формуле (3). Но, в отличие от формулы (3), которая не является интегрируемой, её можно использовать для вычисления OAP2 для любого цикла.
Эффекты двух последовательных выдержек с длительностями t1 и t2 при двух температурах Т1 и Т2 являются интегральными и величины (OAP2 - а*T0)2 соответствующие сумме двух выдержек равны сумме величин (OAP22 - а*T0)2 для каждого периода выдержки:
[OAP2 ((t1 при T1) + (t2 при T2)) - а*T0]2 = [OAP2 (t1 при T1) - а*T0]2 + [OAP2(t2 при Т2) - а*Т0]2
Таким образом, можно рассчитать второй параметр конечной обработки, соответствующей любому конкретному тепловому циклу, так как тепловой цикл известен.
Если T(t) является температурой Т в момент времени t, и если t0 и t1 являются соответственно начальным и конечным временем цикла, можно вычислить:
(ОАР2 – а*Т0)2 = b2*
И параметр OAP2 представлен:
OAP2 = a*T0 + b*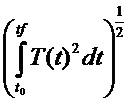
В этой формуле T0 является температурой при t = t0.
Эти параметры зависят только от фактического графика температура/время термообработки, поскольку для конкретного листа или детали, которые подвергают термообработке на конкретном оборудовании, этот график температура/время зависит непосредственно от эксплуатационных режимов этого оборудования и от геометрии листа или детали. Специалисты в этой области техники знают, как рассчитать эксплуатационные режимы, такие как тепловая мощность и заданная температура так, что:
OAP1 ≥ OAP1 min и OAP2 ≤ OAP2 max.
Можно отметить, что, когда обработка производится с использованием непрерывной линии, по которой перемещается лист, специалисты в данной области техники знают, что должны учитываться скорость перемещения листа и толщина, и в конечном счёте, ширина листа.
Для листа, изготавливаемого на линии непрерывного отжига, лист изготавливается, соответственно, когда определены параметры термообработки, т.е. скорость перемещения листа, температура отжига, температура закалки, тепловая мощность и заданная температура перестаривания.
Когда лист покрывают горячим покрытием после перестаривания, конечная обработка включает покрытие и должны учитываться тепловые циклы, соответствующие покрытию.
Например, когда лист оцинковывают после перестаривания, лист выдерживают при температуре оцинковывания TG, как правило, эта температура составляет около 470°С, в течение времени tg обычно между 5 с и 15 с (см. фиг. 3).
В этом случае, можно рассчитать параметры первой и второй конечной обработки OAP1 и OAP2, соответствующие полному тепловому циклу после момента времени t0, то есть включая покрытие и необязательно охлаждение до температуры окружающей среды, и именно эти параметры должны быть учтены. Тепловая мощность и заданное значение температуры перестаривания должны быть такими, чтобы:
OAP1 (стадия перестаривания и стадия покрытия) ≥ OAP1 min
OAP2 (стадия перестаривания и стадия покрытия) ≤ OAP2 max
Необязательно стальной лист может быть оцинкован с отжигом, т.е. подвергнут тепловому циклу после цинкования, что вызывает диффузию железа в цинковое покрытие. Соответствующий цикл (см. фиг. 4) включает стадию выдержки при температуре Tg длительностью tg и последующую стадию выдержки при температуре Tga длительностью tga. Эти стадии выдержки при температуре Tg и Tga должны учитываться при расчётах OAP1 и OAP2 в соответствии с вышеуказанными выражениями (5) и (8).
В предыдущем осуществлении изобретения характеристики термообработки определены на основании лабораторных испытаний. Однако в соответствии с другим осуществлением изобретения также можно определить стандартную термообработку по испытанию с листом, имеющим толщину е0, на действующей линии непрерывного отжига. С помощью этих испытаний, необязательно завершённых лабораторными испытаниями, можно определить температуру отжига, температуру закалки и минимальный первый и максимальный второй параметры перестаривания. Таким образом, можно определить параметры линии непрерывного отжига для листов любой толщины.
Способ, который только что был описан, относится к термообработке, выполняемой на линии непрерывного отжига. Но специалисты в данной области техники способны адаптировать способ к любому другому процессу изготовления такого листа или детали.
В качестве примера, было установлено лабораторными экспериментами, что можно получить предел текучести более 1100 МПа, предел прочности более 1300 МПа, общее удлинение по меньшей мере 12% для стального листа, содержащего 0,21% С, 2,2% Mn, 1,5% Si термообработкой, состоящей в отжиге при 850°C (> Aс3), температуре закалки 250°С и быстром нагреве на стадии перестаривания при температуре 460°С в течение времени по меньшей мере 10 с. Структура стали состоит из мартенсита и около 10% остаточного аустенита. Экспериментальные образцы были определены для трёх различных интервалов перераспределения: 10 с, 100 с и 300 с. Условия, структуры и механические свойства, получаемые обработкой, приведены в таблице 1.
На основании лабораторных экспериментов параметры конечной обработки OAP1 и OAP2 могут быть определены для каждого времени разделения с использованием следующих уравнений:
OAP1 exp. = [exp(-148000/(8,314*(460 + 273)))]*t
OAP2 exp. = (0,016*460) + (0,016*460*t0,5)
Полученные значения OAP1 exp. и OAP2 exp. также приведены в таблице 1.
Результаты показывают, что при термообработке, соответствующей испытанию 1, получают искомое свойства. Поскольку эти испытания имеет самый низкий параметр OAP1, это означает, что соответствующее значение параметра может быть выбрано в качестве OAP1 mini.
Значение OAP1 min, определённое на основании лабораторных экспериментов, следующее:
OAP1 min. = [exp(-148000/(8,314*(460 + 273)))]*10 = 2,84*10-10,
В соответствии с формулой (2), предел текучести свежего мартенсита YS0 составляет:
YS0 = 0,21*1740*(1 + 2,2/3,5) + 622 = 1217 МПа.
В этом случае, поскольку структура содержит около 90% мартенсита, это можно учитывать и максимальный второй параметр конечной обработки OAP2max является:
OAP2 max = 1217 - 1100 = 117.
Это значение выше, чем значение параметра OAP2 exp. примеров 1 - 2, но ниже, чем в примере 3. Предел текучести, полученный экспериментальной обработкой 1 - 2, выше 1100 МПа, примеры 1 – 2, соблюдают условие OAP2 <117, однако с другой стороны, пример 3 показывает значение OAP2 выше 117, и, следовательно, предел текучести не достигает значения 1100 МПа.
В конечном счёте, проведение циклов перестаривания соответствующих: OAP1 ≥ 2,84*10-10 и OAP2 <117, позволяет достичь искомых механических свойств исследуемого состава.
Таблица 1
(°C)
(°C)
(°C)
температуре перестаривания
(с)
(МПа)
(МПа)
%
Например, мы рассмотрим два листа, один, имеющий толщину 0,8 мм, другой 1,2 мм, которые изготовлены на непрерывной линии, имеющей секцию перестаривания, включающую первую часть для первого нагрева и вторую часть для второго нагрева. Для каждой части секции перестаривания определяют эксплуатационные режимы, соответствующие температуре, при которой лист нагревают в указанной секции. Кроме того, скорость движения листа определяется так, что, когда толщина составляет 0,8 мм, время, в течение которого деталь листа сохраняется в первой части, составляет 50 с, а во второй части 100 с, когда толщина составляет 1,2 мм, время в первой части составляет 70 с, и во второй части составляет 140 с.
При этих условиях можно легко подсчитать, что для листа, имеющего толщину 1,2 мм, эксплуатационные режимы могут составлять для первой части 290°С, а для второй секции 390°C, и для листа, имеющей толщину 0,8 мм, эксплуатационные режимы могут составлять для первой части 350°С и для второй части 450°С. С такими эксплуатационные режимами параметры таковы, что OAP1> OAP1 min. = 2,84*10-10 и OAP2 <OAP2 max = 117. Точнее, для листа, имеющего толщину 1,2 мм, OAP1 = 3,07*10-10 и OAP2 = 117, и для листа, имеющего толщину 0,8 мм, OAP1 = 2,04*10-9 и OAP2 = 117.
Когда определены эксплуатационные режимы, листы могут быть изготовлены на линии, движущейся с соответствующей скоростью.
В соответствии с другим примером, мы рассмотрим два листа, один из которых имеет толщину 0,8 мм, другой 1,2 мм, изготовленные на непрерывной линии, имеющей секцию перестаривания, включающую часть для нагрева и секцию цинкования с отжигом, включающую секцию цинкования при температуре цинкования TG = 470°C, и секцию сплавления при температуре Tga = 520°C. Для стандартной обработки температура перестаривания составляет 460°С, и время при температуре перестаривания составляет 220 с. Для секции перестаривания, секции цинкования и секции сплавления должны быть определены эксплуатационные режимы, соответствующие температуре, при которой лист нагревают в указанной секции. Кроме того, скорость движения листа определяется таким образом, что, когда толщина 0,8 мм, время, в течение которого часть листа находится в секции перестаривания составляет 270 с, время, в течение которого часть листа находится в секции цинкования 8 с, время, в течение которого часть листа находится в секции сплавления, вторая часть, составляет 25 с. Когда толщина составляет 1,2 мм, время в секции перестаривания составляет 180 с, время в секции цинкования составляет 5 с, и время в секции сплавления составляет 15 с.
При этих условиях можно легко рассчитать, что для листа, имеющего толщину 1,2 мм, эксплуатационный режим для секции перестаривания может быть 480°C, так что OAP1 = 1,26.10-8 и OAP2 = 117, и для листа имеющего толщину 0,8 мм, эксплуатационный режим для части перестаривания может быть 410°C, так что OPA1 = 6,06.10-9 и OAP2 = 117.
Изобретение описывает способ изготовления высокопрочной стальной детали, имеющей искомые механические свойства, получаемые с помощью стандартной термообработки, включающей первую стандартную обработку и конечную стандартную обработку, включающую по меньшей мере перестаривание, способ, включающий стадию термообработки на оборудовании, включающем по меньшей мере устройство перестаривания, для которого можно задать по меньшей мере один эксплуатационный режим, конечная обработка включает перестаривание, для которого можно рассчитать два параметра конечной обработки OAP1 и OAP2 в зависимости от эксплуатационного режима устройства перестаривания, при этом минимальный OAP1 min и максимальный OAP2 max параметры конечной обработки определяют для того, чтобы получить искомые свойства по меньшей мере один эксплуатационный режим секции устройства перестаривания определяется таким образом, что OAP1 ≥ OAP1 min и OAP2 ≤ OAP2 max, где стальная деталь является стальной деталью, изготовленной на непрерывной линии. Также раскрывается способ изготовления высокопрочной стальной детали, где стальная деталь является стальной деталью, откованной вгорячую. Технический результат заключается в изготовлении высокопрочных стальных листов, имеющих улучшенный предел текучести и предел прочности. 2 н. и 15 з.п. ф-лы, 4 ил., 1 табл.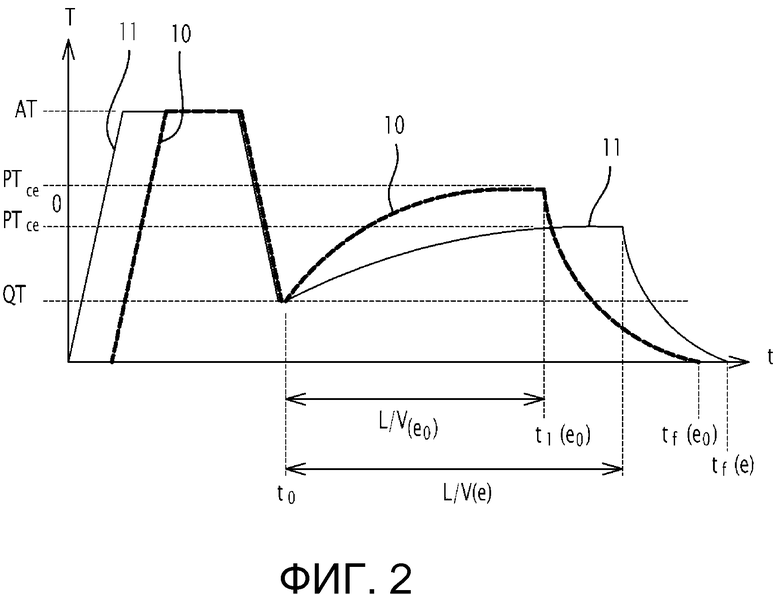
1. Способ изготовления высокопрочной стальной детали, имеющей искомые механические свойства, включающий определение стандартной термообработки, с помощью которой можно получить искомые механические свойства, стандартная термообработка включает первую стандартную обработку, придающую стальной детали определённую структуру, и конечную стандартную обработку, включающую по меньшей мере перестаривание, стандартная термообработка определяется температурой отжига АТ, температурой закалки QT, температурой перестаривания РТ0 и длительностью выдержки Pt0 при этой температуре перестаривания,
указанный способ изготовления высокопрочной стальной детали включает стадию термообработки детали на оборудовании, включающем по меньшей мере устройство перестаривания для получения искомых механических свойств высокопрочной стальной детали, при этом стадия термообработки включает по меньшей мере конечную обработку, выполняемую со сталью, имеющей ту же структуру, что и определённая структура, полученная указанной первой стандартной обработкой, причем конечная обработка включает по меньшей мере стадию перестаривания, выполняемую на указанном устройстве перестаривания, для которой можно задать по меньшей мере один эксплуатационный режим, для которого можно рассчитать два параметра конечной обработки OAP1 и OAP2 в зависимости от указанного по меньшей мере одного эксплуатационного режима устройства перестаривания, характеризующийся тем, что
стальная деталь является стальной деталью, изготовленной на непрерывной линии, а устройство перестаривания является секцией перестаривания в линии непрерывного отжига, причем перед входом в секцию перестаривания лист отжигают и закаливают в соответствии с первой стандартной обработкой, при этом лист движется со скоростью V,
при этом способ включает следующие стадии:
определение минимального первого параметра конечной обработки OAP1min и максимального второго параметра конечной обработки OAP2max соответственно, для получения искомых механических свойств проведением ряда экспериментов по перестариванию, состоящих в нагреве от температуры закалки QT до температуры выдержки Th со скоростью нагрева более 10°С/с, стадии выдержки при температуре выдержки Th для ряда периодов времени tm и охлаждения до комнатной температуры со скоростью охлаждения выше 10°С/с, но не слишком высокой, чтобы не формировался свежий мартенсит в структуре листа,
определение по меньшей мере одного эксплуатационного режима секции устройства перестаривания так, что первый параметр конечной обработки OAP1 и второй параметр конечной обработки OAP2 получают при по меньшей мере одном из следующих эксплуатационных режимов:
OAP1 ≥ OAP1 min
и
OAP2 ≤ OAP2 max,
при этом определённые эксплуатационные режимы включают по меньшей мере один из следующих эксплуатационных режимов: скорость листа, тепловая мощность и температура перестаривания,
и термообработку детали на оборудовании, работающем в соответствии с определёнными эксплуатационными режимами,
причём, если Т(t) является температурой в °C стального листа в момент времени t, t0 - время начала конечной обработки и tf - время окончания конечной обработки, то
соответствующий первый параметр перестаривания OAP1 определяется как:

Q - энергия активации диффузии углерода и R - идеальная газовая постоянная,
а второй параметр перестаривания OAP2 определяется как:
Т0 является температурой в момент времени t0.
2. Способ изготовления высокопрочной стальной детали, имеющей искомые механические свойства, включающий определение стандартной термообработки, с помощью которой можно получить искомые механические свойства, при этом стандартная термообработка включает первую стандартную обработку, придающую стальной детали определённую структуру, и конечную стандартную обработку, включающую по меньшей мере перестаривание, причем стандартная термообработка определяется температурой отжига АТ, температурой закалки QT, температурой перестаривания РТ0 и длительностью выдержки Pt0 при температуре перестаривания,
указанный способ изготовления высокопрочной стальной детали включает стадию термообработки детали на оборудовании, включающем по меньшей мере устройство перестаривания для получения искомых механических свойств высокопрочной стальной детали, при этом стадия термообработки включает по меньшей мере конечную обработку, выполняемую со сталью, имеющей ту же структуру, что и определённая структура, полученная указанной первой стандартной обработкой, конечная обработка включает по меньшей мере стадию перестаривания, выполняемую на указанном устройстве перестаривания, для которой можно задать по меньшей мере один эксплуатационный режим, для которого можно рассчитать два параметра конечной обработки OAP1 и OAP2 в зависимости от указанного по меньшей мере одного эксплуатационного режима устройства перестаривания, характеризующийся тем, что
стальная деталь является стальной деталью, откованной вгорячую, а устройство перестаривания является печью, в которой выдерживается деталь, при этом непосредственно перед входом в печь структура детали, откованной вгорячую, является такой же, что и структура детали после первой стандартной обработки,
при этом способ включает следующие стадии:
определение минимального первого параметра конечной обработки OAP1min и максимального второго параметр конечной обработки OAP2max соответственно для получения искомых механических свойств проведением ряда экспериментов по перестариванию, состоящих в нагреве от температуры закалки QT до температуры выдержки Th со скоростью нагрева более 10°С/с, стадии выдержки при температуре выдержки Th для ряда периодов времени tm и охлаждения до комнатной температуры со скоростью охлаждения выше 10°С/с, но не слишком высокой, чтобы не формировался свежий мартенсит в структуре детали,
определение по меньшей мере одного эксплуатационного режима секции устройства перестаривания так, что первый параметр конечной обработки OAP1 и второй параметр конечной обработки OAP2, получаемые при эксплуатационных режимах, соответствуют следующим образом:
OAP1 ≥ OAP1 min
и
OAP2 ≤ OAP2 max,
причем определённые эксплуатационные режимы включают по меньшей мере один из следующих эксплуатационных режимов: время выдержки детали в печи, тепловая мощность и температура перестаривания,
и термообработка детали на оборудовании, работающем в соответствии с определёнными эксплуатационными режимами,
причём, если Т(t) является температурой в °C стальной детали в момент времени t, t0 - время начала конечной обработки и tf - время окончания конечной обработки, то:
соответствующий первый параметр перестаривания OAP1 определяется как
Q - энергия активации диффузии углерода и R - идеальная газовая постоянная,
и второй параметр перестаривания OAP2 определяется как
Т0 является температурой в момент времени t0.
3. Способ по п. 1, характеризующийся тем, что искомые механические свойства являются минимальными значениями по меньшей мере прочностных свойств, таких как предел текучести и/или предел прочности, и по меньшей мере пластичности, например, общего удлинения и/или однородного удлинения и/или коэффициента раздачи отверстия и/или свойств при изгибе.
4. Способ по п. 1, характеризующийся тем, что первая стандартная обработка включает отжиг при температуре более высокой, чем температура превращения стали Ас1 для получения перед закалкой структуры, содержащей по меньшей мере 50% аустенита, и закалку до температуры закалки QT более низкой, чем температура превращения стали Ms, чтобы получить структуру, содержащую сразу после закалки по меньшей мере мартенсит и аустенит, и перестаривание проводят при температуре не ниже, чем температура закалки QT и ниже температуры превращения стали Ас1.
5. Способ по п. 4, характеризующийся тем, что отжиг проводят при температуре выше, чем Ас3, чтобы получить перед закалкой полностью аустенитную структуру.
6. Способ по п. 4, характеризующийся тем, что температура закалки QT такова, что структура в результате конечной обработки содержит по меньшей мере 10% аустенита.
7. Способ по п. 1, характеризующийся тем, что конечная обработка включает в дополнение к стадии перестаривания стадию горячего покрытия, например стадию цинкования или цинкования с отжигом.
8. Способ по п. 1, характеризующийся тем, что для определения минимального первого параметра конечной обработки и максимального второго параметра конечной обработки выполняют эксперименты на линии непрерывного отжига.
9. Способ по п. 1, характеризующийся тем, что химический состав стали включает в массовых %:
0,1% ≤ C ≤ 0,5%
0,5% ≤ Si ≤ 2%
1% ≤ Mn ≤ 7%
Al ≤ 2%
P ≤ 0,02%
S ≤ 0,01%
N ≤ 0,02%
необязательно, один или несколько элементов, выбранных из Ni, Cr, Mo, Cu, Nb, V, Ti, Zr и В, содержание которых является таким, что:
Ni ≤ 0,5%,
0,1% ≤ Cr ≤ 0,5%,
0,1% ≤ Мо ≤ 0,03%
Cu ≤ 0,5%
0,02% ≤ Nb ≤ 0,05%
0,02% ≤ V ≤ 0,05%
0,001% ≤ Ti ≤ 0,15%
0,2% ≤ Zr ≤ 0,3%
0,0005% ≤ B ≤ 0,005%
с: Nb + V + Ti + Zr/2 ≤ 0,2%
остальное Fe и неизбежные примеси.
10. Способ по п. 9, характеризующийся тем, что Q = 148000 Дж/моль, R = 8,314 Дж/(моль·K), а = b = 0,016 и t в секундах.
11. Способ по п. 2, характеризующийся тем, что искомые механические свойства являются минимальными значениями по меньшей мере прочностных свойств, таких как предел текучести и/или предел прочности, и по меньшей мере пластичности, например, общего удлинения и/или однородного удлинения и/или коэффициента раздачи отверстия и/или свойств при изгибе.
12. Способ по п. 2, характеризующийся тем, что первая стандартная обработка включают отжиг при температуре более высокой, чем температура превращения стали Ас1 для получения перед закалкой структуры, содержащей по меньшей мере 50% аустенита, и закалку до температуры закалки QT более низкой, чем температура превращения стали Ms, чтобы получить структуру, содержащую сразу после закалки по меньшей мере мартенсит и аустенит, и перестаривание проводят при температуре не ниже, чем температура закалки QT и ниже температуры превращения стали Ас1.
13. Способ по п. 12, характеризующийся тем, что отжиг выполняют при температуре выше, чем Ас3 для получения перед закалкой полностью аустенитной структуры.
14. Способ по п. 12, характеризующийся тем, что температура закалки QT такова, что структура, получающаяся конечной обработкой, содержит по меньшей мере 10% аустенита.
15. Способ по п. 2, характеризующийся тем, что конечная обработка включает дополнительно к стадии перестаривания стадию горячего покрытия, например стадию цинкования или цинкования с отжигом.
16. Способ по п. 2, характеризующийся тем, что химический состав стали включает в массовых %:
0,1% ≤ C ≤ 0,5%
0,5% ≤ Si ≤ 2%
1% ≤ Mn ≤ 7%
Al ≤ 2%
P ≤ 0,02%
S ≤ 0,01%
N ≤ 0,02%
необязательно, один или несколько элементов, выбранных из Ni, Cr, Mo, Cu, Nb, V, Ti, Zr и В, содержание которых является таким, что:
Ni ≤ 0,5%,
0,1% ≤ Cr ≤ 0,5%,
0,1% ≤ Мо ≤ 0,03%
Cu ≤ 0,5%
0,02% ≤ Nb ≤ 0,05%
0,02% ≤ V ≤ 0,05%
0,001% ≤ Ti ≤ 0,15%
0,2% ≤ Zr ≤ 0,3%
0,0005% ≤ B ≤ 0,005%
с: Nb + V + Ti + Zr/2 ≤ 0,2%
остальное Fe и неизбежные примеси.
17. Способ по п. 16, характеризующийся тем, что Q = 148000 Дж/моль, R = 8,314 Дж/(моль·K), а = b = 0,016 и t в секундах.
| ГИДРОЗОЛОУЛОВИТЕЛЬ-ТЕПЛОУТИЛИЗАТОР | 2013 |
|
RU2524970C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЫХ ДЕТАЛЕЙ ИЗ ВЫСОКОМАРГАНЦОВИСТОЙ СТАЛИ | 0 |
|
SU322377A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО ЛИСТА (ВАРИАНТЫ) И СТАЛЬНОЙ ЛИСТ | 1999 |
|
RU2235792C2 |
| WO 2004022794 A1, 18.03.2004 | |||
| WO 2013010968 A1, 24.01.2013 | |||
| СТЕКЛО | 2006 |
|
RU2325346C1 |
| ЗЕТОВЫЙ (Z-ОБРАЗНЫЙ) ГНУТОЗАМКНУТЫЙ ПРОФИЛЬ | 2018 |
|
RU2683839C1 |

