1
Р1зобретение относится к обработке металлов давлением, в частности к производству гнутых профилей проката.
Известен способ производства гнутых профилей, при котором заготовка последовательно формоизмеляется щ готовый профиль в валка.х стана.
Однако этот способ не обеспечивает требуемой точности заз01ра между кромками, необходимой кривизны .в местах изгиба, приводит к значительному утонению металла криволинейных участков.
Целью изобретения является обеспечение стабильности геометрических размеров профиля.
С этой целью иа первых переходах полосе придают желобчатую форму, а на последуюШ.ИХ - получеиную заготовку осаживают вокруг оправки до получения требуемой формы поперечного сечения.
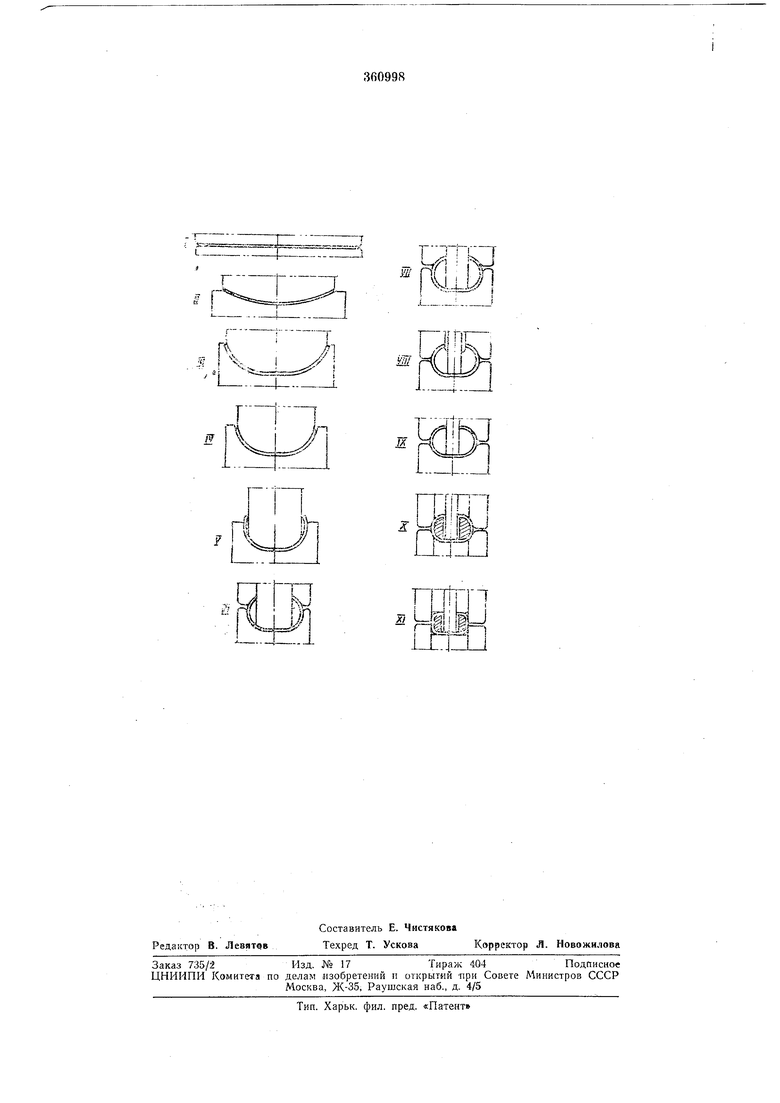
CyaiHOCTb изобретения поясняется чертежом, где показаны технологические переходы получения полузамкнутого профиля.
Изготовление профиля по предложенному способу осуществляется за меньшее число технологических переходов, чем по из вестному, в связи с предварительной отформовкой желоба ло сравнительно жесткому 1режиму формообразования (I-IX переходы). В последующих X и XI переходах, применяя осадку же2
лобчатой заготовки на оправке, производят отформовку мест изгиба путем их искривления с од 1овременным поперечным сжатием. При этом прямолинейные участки профиля, постепенно выпрямляясь с помощью оправки, упираются в элемент валков и оправки и строго фиксируются по ширине.
Отклонения в размере ширины исходной заготовки существенным образом сказываются не на линейных размерах профиля, а на степени поперечного сжатия элементов формуемого профиля п толщине металла в местах изгиба.
Предлагаемый способ позволяет изготовить полузамкнутые и замкнутые профили с размерами поБып1енной точности.
Предмет изобретения
Способ производства гнутых профилей, преимущественно полузамкнутых, путем последовательного формообразования из полосы в валках, отличающийся тем, что, с целью обеспече1Н1я стабильности геометрических размеров профиля, на первых переходах полосе придают желобчатую форму, а на последующих- полученную за готовку осаживают вокруг оправки до получения лребуемой формы поперечного сечения.
р-р-,. Uf р hJ KkJ/
njlTl
Г г-1-4-1-,. HI i
I i
L)ij,yj
гШшп
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства гнутыхпРОфилЕй | 1979 |
|
SU829256A1 |
| Способ изготовления гнутых профилей замкнутого сечения | 1981 |
|
SU965548A1 |
| Способ изготовления гнутых профилей замкнутого сечения с выпуклым элементом | 1984 |
|
SU1286313A1 |
| Способ изготовления гнутых замкнутых профилей с гофрированной стенкой | 1990 |
|
SU1726092A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ШИНЫ КАРНИЗА | 2004 |
|
RU2268101C1 |
| СПОСОБ М.Е. ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ С ДОПОЛНИТЕЛЬНЫМИ ГОФРАМИ НА ГОРИЗОНТАЛЬНЫХ СТЕНКАХ ОСНОВНЫХ ГОФРОВ И НА ГОРИЗОНТАЛЬНЫХ МЕЖГОФРОВЫХ УЧАСТКАХ | 1992 |
|
RU2048226C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУЗАМКНУТЫХ ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2025163C1 |
| Способ изготовления гнутых профилей проката с элементами двойной толщины у кромок | 1978 |
|
SU749489A1 |
| Способ изготовления гнутыхпРОфилЕй | 1978 |
|
SU799858A1 |
| Способ изготовления полузамкнутых профилей | 1990 |
|
SU1750777A1 |