ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к соединению, сформированному путем наложения друг на друга множества частей стальных листов и выполнения точечной сварки на этих стальных листах.
УРОВЕНЬ ТЕХНИКИ
[0002] В последние годы в области автомобилестроения существует потребность в снижении веса кузова транспортных средств для достижения топливной эффективности и снижения выбросов CO2. Кроме того, для того, чтобы повысить уровень безопасности при столкновениях, необходимо увеличить прочность элементов кузова. Для выполнения этих требований эффективным является использование высокопрочного стального листа для кузова, компонентов и подобного. При выполнении сборки кузова, установке компонентов и т.п. главным образом используется точечная сварка. Когда множество частей стальных листов, включающих по меньшей мере одну часть стального листа, предел прочности которого составляет 750 МПа или больше, свариваются точечной сваркой, прочность сварного соединения становится проблемой.
[0003] В соединении, сформированном путем наложения друг на друга множества частей стальных листов и выполнения точечной сварки на этих стальных листах (в дальнейшем, упоминаемом также как "точечно-сварное соединение"), предел прочности является важным свойством. Такой предел прочности включает в себя предел прочности на сдвиг при растяжении (TSS), измеряемый при растягивающем усилии, приложенном в направлении сдвига, и прочность при отслаивания (CTS), измеряемая для растягивающего усилия, приложенного в направлении отслаивания. Следует отметить, что способы измерения для предела прочности на сдвиг при растяжении и прочности при отслаивании определяются в японских промышленных стандартах JIS Z 3136 и JIS Z 3137.
[0004] CTS в точечно-сварном соединении, сформированном из множества частей стальных листов, каждый из которых имеет предел прочности от 270 МПа до 600 МПа, увеличивается в соответствии с увеличением прочности стальных листов. Следовательно, появление проблем с прочностью соединения является маловероятным в точечно-сварном соединении, сформированном из стальных листов, каждый из которых имеет предел прочности от 270 МПа до 600 МПа. Однако CTS в точечно-сварном соединении, сформированном из множества частей стальных листов, включающего в себя по меньшей мере одну часть стального листа, предел прочности которого составляет 750 МПа или больше, не увеличивается или уменьшается, даже если предел прочности стальных листов увеличивается.
[0005] Обычно в точечно-сварном соединении, сформированном из множества частей стальных листов, включающего в себя по меньшей мере одну часть стального листа, предел прочности которого составляет 750 МПа или больше, CTS легко уменьшается. Это происходит потому, что концентрация напряжений относительно сваренной части увеличивается благодаря понижению пластичности, а также потому, что пластичность сваренной части понижается, так как сваренная часть подвергнута отпуску. По этой причине требуется улучшение CTS в точечно-сварном соединении, сформированном из множества частей стальных листов, включающего в себя по меньшей мере одну часть стального листа, предел прочности которого составляет 750 МПа или больше.
[0006] В качестве способа обеспечения прочности и ударной вязкости в точечно-сварном соединении, сформированном из множества частей стальных листов, включающего в себя по меньшей мере одну часть стального листа, предел прочности которого составляет 750 МПа или больше, используется двухступенчатый способ подачи тока, в котором проводится главная подача тока, а затем проводится повторная подача тока.
Патентная литература 1 описывает способ, в котором после завершения главной подачи тока и после прохождения предопределенного времени проводится отпускающая сварка, чтобы тем самым выполнить отжиг точечно-сварного соединения (части ядра сварной точки и зоны теплового воздействия) для того, чтобы уменьшить твердость соединения.
[0007] Однако в этом способе необходимо заставить мартенситное превращение почти завершиться, прежде чем выполнять отпускающую сварку. Соответственно, требуется долгое время охлаждения после завершения главной подачи тока. Кроме того, в этом способе ядро сварной точки размягчается для того, чтобы уменьшить срезающее усилие.
[0008] Кроме того, в качестве способа обеспечения прочности и ударную вязкость в точечно-сварном соединении, сформированном из множества частей стальных листов, включающего в себя по меньшей мере одну часть стального листа, предел прочности которого составляет 750 МПа или больше, существует способ, в котором выполняют сварку, и сваренная часть затем нагревается с помощью способа нагрева, отличающегося от сварки. Патентная литература 2 описывает способ, в котором выполняется сварку, и после него сваренная часть нагревается с помощью токов высокой частоты с тем, чтобы подвергнуть ее отпуску.
[0009] Однако в этом способе после сварки требуется другой процесс, и таким образом рабочий процесс становится сложным. Кроме того, в этом способе требуется специальное устройство для использования токов высокой частоты. Кроме того, в этом способе ядро сварной точки размягчается для того, чтобы уменьшить срезающее усилие.
[0010] Кроме того, патентная литература 3 описывает способ, в котором ядро сварной точки формируется посредством главной сварки, а затем выполняется повторная подача тока, который равен или больше, чем ток главной сварки.
Однако в этом способе, когда время повторной подачи тока удлиняется, только диаметр ядра сварной точки увеличивается, а структура остается той же самой, что и при обычной сварке.
[0011] Патентная литература 4 описывает способ, в котором точечная сварка выполняется на стальных листах, каждый из которых имеет предел прочности 440 МПа или больше. В этом способе состав компонентов стального листа ограничивается так, чтобы удовлетворить следующие условия: C×P≤0,0025; P: 0,015 масс. % или меньше; и S: 0,01 масс. % или меньше. Кроме того, после выполнения сварки выполняется термическая обработка сваренной части при температуре 300°С в течение приблизительно 20 мин.
Однако в этом способе применимый стальной лист является ограниченным. В дополнение к этому, в этом способе требуется много времени для выполнения сварки, и таким образом производительность становится низкой.
[0012] Патентная литература 5 описывает точечно-сварное соединение, сформированное из пластин высокопрочной стали (предел прочности: от 750 до 1850 МПа, углеродный эквивалент Ceq: от 0,22 до 0,55 масс. %), в котором определяются микроструктура зоны внешнего слоя ядра сварной точки, а также средний диаметр зерна и численная плотность карбидов в микроструктуре.
Однако, когда разрушение происходит за пределами ядра сварной точки, структура ядра сварной точки не играет роли, и таким образом определение, относящееся к микроструктуре, не имеет никакого значения.
[0013] Патентная литература 6 описывает способ, в котором точечная сварка выполняется на стальных листах, каждый из которых имеет предел прочности от 900 до 1850 МПа и толщину листа от 1,8 до 2,8 мм. В этом способе после выполнения сварки последовательно выполняется повторная подача тока, который составляет от 0,5 до 0,9 сваривающего тока, в течение времени, которое составляет от 0,3 до 0,5 времени сварки.
Однако в этом способе не было проведено достаточное изучение относительно времени между главной сваркой и повторной подачей тока, и таким образом этот способ не вносит вклад в улучшение прочности соединения.
СПИСОК ЦИТИРОВАННОЙ ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0014] Патентный документ 1: Японская выложенная патентная заявка № 2002-103048.
Патентный документ 2: Японская выложенная патентная заявка № 2009-125801.
Патентный документ 3: Японская выложенная патентная заявка № 2010-115706.
Патентный документ 4: Японская выложенная патентная заявка № 2010-059451.
Патентный документ 5: Публикация международной заявки № WO 2011-025015.
Патентный документ 6: Японская выложенная патентная заявка № 2011-5544.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0015] Из описанного выше уровня техники становится ясно, что в точечно-сварном соединении, сформированном из множества частей стальных листов, включающего в себя по меньшей мере одну часть стального листа, предел прочности которого составляет от 750 МПа до 2500 МПа, жесткость легко становится недостаточной, и таким образом обычно было трудно гарантировать достаточно высокую прочность отслаивания.
Соответственно, настоящее изобретение имеет своей задачей улучшить прочность отслаивания точечно-сварного соединения, сформированного из множества частей стальных листов, включающего в себя по меньшей мере одну часть стального листа, предел прочности которого составляет от 750 МПа до 2500 МПа.
РЕШЕНИЕ ПРОБЛЕМЫ
[0016] Точечно-сварное соединение по настоящему изобретению является точечно-сварным соединением, сформированным путем наложения друг на друга множества частей стальных листов и выполнения точечной сварки стальных листах, включающих в себя высокопрочный стальной лист, предел прочности которого составляет от 750 МПа до 2500 МПа, причем по меньшей мере одна часть стального листа из множества частей стальных листов, в которой углеродный эквивалент Ceq высокопрочного стального листа, представленный следующим выражением (A), составляет от 0,20 масс. % до 0,55 масс. %, и десять или больше карбидов на основе железа, в каждом из которых длина самой длинной части составляет 0,1 (мкм) или больше, присутствуют в квадратной области, длина одной стороны которой составляет 10 (мкм), в которой направление толщины листа и направление поверхности стальных листов устанавливаются в вертикальном направлении и горизонтальном направлении, соответственно, являясь областью внутри зоны теплового воздействия поперечного сечения, которое проходит через центр сварочной отметки, сформированной на поверхностях стальных листов точечной сваркой, и вырезается вдоль направления толщины стальных листов, в котором положение центра квадратной области является положением в этом поперечном сечении, отделенным расстоянием в 100 (мкм) от положения части конца ядра сварной точки в направлении, перпендикулярном к касательной к линии, указывающей часть конца ядра сварной точки, в том положении, в котором положение части конца ядра сварной точки является некоторым положением из положений на линии, указывающей часть конца ядра сварной точки, внутри диапазона, центр которого установлен в центр точечно-сварного соединения в направлении толщины листа, и имеющего длину, равную 1/4 от полной толщины листа, являющейся суммарной величиной толщин листа множества частей стальных листов вдоль направления толщины листа.
Ceq = [C]+[Si]/30+[Mn]/20+2[P]+4[S] …(A)
[C], [Si], [Mn], [P] и [S] в вышеприведенном выражении (A) указывают соответствующие содержания (масс.%) углерода, кремния, марганца, фосфора и серы.
[0017] Первый пример способа точечной сварки по настоящему изобретению является способом точечной сварки множества наложенных друг на друга частей стальных листов и выполнения точечной сварки на стальных листах, в которых по меньшей мере одна часть стального листа из множества частей стальных листов является высокопрочным стальным листом, предел прочности которого составляет от 750 МПа до 2500 МПа, в котором углеродный эквивалент Ceq высокопрочного стального листа, представленный следующим выражением (A), составляет от 0,20 масс. % до 0,55 масс.%, причем способ точечной сварки включает в себя: выполнение главной сварки сварочными электродами с током главной сварки IW (кА) в состоянии, в котором множество наложенных друг на друга частей стальных листов сжимается сварочными электродами с силой сжатия FE (Н), удовлетворяющей следующему выражению (B); выполнение после завершения главной сварки, охлаждения множества частей стальных листов в течение времени охлаждения после главной сварки tS (мс), удовлетворяющего следующему выражению (C), при сохранении силы сжатия FE (Н), удовлетворяющей следующему выражению (B); выполнение после охлаждения повторной подачи на сварочные электроды повторно подаваемого тока IP (кА), удовлетворяющего следующему выражению (D), в течение времени повторной подачи тока tP (мс), удовлетворяющего следующему выражению (E), при сохранении силы сжатия FE (Н), удовлетворяющей следующему выражению (B); и сохранение после завершения повторной подачи тока силы сжатия FE (Н), удовлетворяющей вышеупомянутому выражению (B), в течение времени выдержки tH (мс), удовлетворяющего следующему выражению (F), с последующим снятием силы сжатия FE (Н).
Ceq = [C]+[Si]/30+[Mn]/20+2[P]+4[S] … (A)
1960×h ≤FE ≤3920×h … (B)
7×h+5≤tS ≤300 … (C)
0,66×IW ≤IP <IW … (D)
48/{(IP/IW)2 - 0,44} ≤tP … (E)
0≤tH ≤300 … (F)
[C], [Si], [Mn], [P] и [S] в вышеприведенном выражении (A) указывают соответствующие содержания (масс. %) углерода, кремния, марганца, фосфора и серы, а h в вышеприведенном выражении (B) и вышеприведенном выражении (C) указывает толщину стального листа (мм).
[0018] Второй пример способа точечной сварки настоящего изобретения является способом точечной сварки множества наложенных друг на друга частей стальных листов и выполнения точечной сварки на стальных листах, в которых по меньшей мере одна часть стального листа из множества частей стальных листов является высокопрочным стальным листом, предел прочности которого составляет от 750 МПа до 2500 МПа, в котором углеродный эквивалент Ceq высокопрочного стального листа, представленный следующим выражением (A), составляет от 0,20 масс. % до 0,55 масс. %, причем этот способ точечной сварки включает в себя: выполнение предварительной подачи на сварочные электроды предварительно подаваемого тока If (кА), удовлетворяющего следующему выражению (C), в течение времени предварительной подачи тока tf (мс), удовлетворяющего следующему выражению (D), в состоянии, в котором множество наложенных друг на друга частей стальных листов сжимается сварочными электродами с силой сжатия FE (Н), удовлетворяющей следующему выражению (B); выполнение после завершения предварительной подачи тока охлаждения множества частей стальных листов в течение времени охлаждения после предварительной подачи тока tC (мс), удовлетворяющего следующему выражению (E), при сохранении силы сжатия FE (Н), удовлетворяющей следующему выражению (B); выполнение после охлаждения после предварительной подачи тока главной сварки сварочными электродами с током главной сварки IW (кА), при сохранении силы сжатия FE (Н), удовлетворяющей следующему выражению (B); выполнение после завершения главной сварки охлаждения множества частей стальных листов в течение времени охлаждения после главной сварки tS (мс), удовлетворяющего следующему выражению (F), при сохранении силы сжатия FE (Н), удовлетворяющей следующему выражению (B); выполнение после этого охлаждения повторной подачи на сварочные электроды повторно подаваемого тока IP (кА), удовлетворяющего следующему выражению (G), в течение времени повторной подачи тока tP (мс), удовлетворяющего следующему выражению (H), при сохранении силы сжатия FE (Н), удовлетворяющей следующему выражению (B); и сохранение после завершения повторной подачи тока силы сжатия FE (Н), удовлетворяющей вышеупомянутому выражению (B), в течение времени выдержки tH (мс), удовлетворяющего следующему выражению (I), с последующим снятием силы сжатия FE (Н).
Ceq = [C]+[Si]/30+[Mn]/20+2[P]+4[S] … (A)
1960×h ≤FE ≤3920×h … (B)
0,40×IW ≤If <IW … (C)
20≤tf … (D)
0≤ tC <200+7×h … (E)
7×h+5 ≤tS ≤300 … (F)
0,66×IW ≤IP <IW … (G)
48/{(IP/IW)2 – 0,4} ≤tP … (H)
0≤tH ≤300 … (I)
[C], [Si], [Mn], [P] и [S] в вышеприведенном выражении (A) указывают соответствующие содержания (масс. %) углерода, кремния, марганца, фосфора и серы, а h в вышеприведенном выражении (B), вышеприведенном выражении (Е) и вышеприведенном выражении (F) указывает толщину стального листа (мм).
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0019] В соответствии с настоящим изобретением возможно улучшить прочность отслаивания точечно-сварного соединения, сформированного из множества частей стальных листов, включающего в себя по меньшей мере одну часть стального листа, предел прочности которого составляет от 750 МПа до 2500 МПа.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0020] Фиг. 1 представляет собой диаграмму, иллюстрирующую один пример расположения двух частей стальных листов и сварочных электродов при начале точечной сварки.
Фиг. 2 представляет собой диаграмму, схематично иллюстрирующую один пример ядра сварной точки и зоны теплового воздействия, сформированных точечной сваркой.
Фиг. 3 представляет собой диаграмму, иллюстрирующую пример первой формы реализации сварки.
Фиг. 4 представляет собой диаграмму, схематично иллюстрирующую один пример вида середины затвердевания расплавленной зоны, которая затвердевает и становится ядром сварной точки.
Фиг. 5 представляет собой диаграмму, иллюстрирующую один пример соотношения между временем охлаждения после главной сварки и толщиной стального листа.
Фиг. 6 представляет собой диаграмму, иллюстрирующую первый пример соотношения между временем повторной подачи тока и квадратом величины, полученной путем деления повторно подаваемого тока на ток главной сварки.
Фиг. 7 представляет собой диаграмму, иллюстрирующую концептуальным образом один пример соотношения между временем повторной подачи тока и степенью хрупкости внешней периферийной части ядра сварной точки и зоны теплового воздействия.
Фиг. 8 представляет собой диаграмму, иллюстрирующую пример второй формы реализации сварки.
Фиг. 9 представляет собой диаграмму, иллюстрирующую один пример соотношения между временем охлаждения после предварительной подачи тока и толщиной стального листа.
Фиг. 10 представляет собой диаграмму, иллюстрирующую второй пример соотношения между временем повторной подачи тока и квадратом величины, полученной путем деления повторно подаваемого тока на ток главной сварки.
Фиг. 11A представляет собой диаграмму (фотографию), иллюстрирующую один пример структуры зоны теплового воздействия сварного соединения, полученного с помощью нетрадиционной сварки.
Фиг. 11B представляет собой диаграмму (фотографию), иллюстрирующую один пример структуры зоны теплового воздействия сварного соединения, полученного с помощью традиционной сварки.
Фиг. 12A представляет собой диаграмму, объясняющую один пример условия выделения карбидов на основе железа.
Фиг. 12B представляет собой диаграмму, иллюстрирующую часть области А, изображенной на Фиг. 12A, в увеличенном виде.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0021] Авторы настоящего изобретения провели серьезные исследования, с металлургической точки зрения и механической точки зрения, относительно причины того, почему перекрестный предел прочности (CTS) в точечно-сварном соединении, сформированном из множества частей стальных листов, включающего в себя по меньшей мере одну часть стального листа, предел прочности которого составляет от 750 МПа до 2500 МПа, не может быть в достаточной степени улучшен с помощью обычной методики, в которой повторная подача тока выполняется после главной сварки. Следует отметить, что в следующем описании стальной лист, предел прочности которого составляет от 750 МПа до 2500 МПа, по мере необходимости упоминается как "высокопрочный стальной лист".
[0022] В результате этого было доказано, что если вязкость в ядре сварной точки только улучшается, как в вышеописанных обычных методиках при выполнении испытания на растяжение для отслаивания, хотя возможно подавить разрушение при низких нагрузках, которое происходит в ядре сварной точки, разрушение при низких нагрузках, которое происходит в зоне теплового воздействия (HAZ) в периферии ядра сварной точки, не может быть подавлено в достаточной степени.
Здесь ядро сварной точки означает часть стального листа, которая плавится при сварке между сварочными электродами, а затем затвердевает. Зона теплового воздействия означает часть стального листа, нагреваемую до температуры, равной или больше, чем точка Ac1, и меньше чем температура плавления.
[0023] Как было описано выше, авторы настоящего изобретения установили, что для того, чтобы получить точечно-сварное соединение с высокой надежностью, необходимо улучшить не только нагрузку разрушения в ядре сварной точки, но также и нагрузку разрушения в периферийной части ядра сварной точки. Для того, чтобы достичь этого, в данном варианте осуществления, после того, как затвердевшая область сформируется во внутренней периферии расплавленной зоны, затвердевшая область и зона теплового воздействия, окружающая затвердевшую область, выдерживаются при высокой температуре в течение длительного времени.
[0024] Далее будут описаны варианты осуществления настоящего изобретения. В основном соответствующие варианты осуществления, которые будут описаны ниже, реализуются путем выдержки затвердевшей области, сформированной во внутренней периферии расплавленной зоны и зоны теплового воздействия, окружающей затвердевшую область, при высокой температуре в течение длительного времени. Однако невозможно получить сварное соединение с высокой надежностью только за счет выполнения выдержки в течение длительного времени, которое превышает обычное время выдержки.
[0025] [Высокопрочный стальной лист]
Сначала будут описаны стальные листы, используемые для точечной сварки.
(Тип стали)
Тип стали особенно не ограничивается. Тип стали может использовать любой тип, такой как, например, тип двухфазной структуры (например, структуру, содержащую мартенсит в феррите, или структуру, содержащую бейнит в феррите), тип с преобразованием, вызванным деформацией (структуру, содержащую остаточный аустенит в феррите), упрочненный тип (мартенситную структуру), или микрокристаллический тип (структуру, по существу состоящую из феррита).
[0026] В данном варианте осуществления точечно-сварное соединение, использующее высокопрочный стальной лист из любого типа стали, может подавить "уменьшение и колебание" прочности соединения для реализации хороших характеристик разрушения так, чтобы было возможно получить сварное соединение с высокой надежностью.
[0027] Следует отметить, что тип стали стального листа, который накладывается на высокопрочный стальной лист, также особенно не ограничивается. Также может использоваться стальной лист с типом стали, отличающимся от типа стали высокопрочного стального листа. Например, стальной лист, накладываемый на высокопрочный стальной лист, также может быть листом мягкой стали. Кроме того, стальной лист, накладываемый на высокопрочный стальной лист, также может быть стальным листом с типом стали, который является тем же самым типом стали, что и у высокопрочного стального листа.
[0028] (Предел прочности)
Предел прочности по меньшей мере одной части стального листа (высокопрочного стального листа) из множества накладываемых друг на друга частей стальных листов устанавливается равным от 750 МПа до 2500 МПа. Обычно, поскольку предел прочности высокопрочного стального листа увеличивается, требуется высокая прочность соединения. Хотя прочность отслаивания (CTS) точечно-сварного соединения увеличивается пропорционально прочности стального листа в классе от 590 МПа до 780 МПа, она уменьшается в стальном листе, имеющем прочность 780 МПа или больше.
[0029] Если предел прочности высокопрочного стального листа составляет менее 750 МПа, прочность отслаивания изначально является высокой, и кроме того, нагрузка на точечно-сварное соединение является небольшой. Соответственно, вероятность возникновения проблемы ухудшения характеристик разрушения в сваренной части и прочности соединения является малой. Следовательно, предел прочности высокопрочного стального листа устанавливается равным 750 МПа или больше.
[0030] Если предел прочности высокопрочного стального листа превышает 2500 МПа, подавление "уменьшения и колебания" прочности соединения становится затруднительным. Кроме того, в соответствии с этим, становится затруднительным подавить ухудшение характеристик разрушения в сваренной части, а также подавить возникновение дефекта или трещины в ядре сварной точки. Следовательно, предел прочности высокопрочного стального листа устанавливается равным 2500 МПа или меньше.
[0031] Следует отметить, что предел прочности стального листа, который накладывается на высокопрочный стальной лист, также особенно не ограничивается. Стальной лист, который накладывается на высокопрочный стальной лист, также может быть высокопрочным стальным листом, предел прочности которого составляет от 750 МПа до 2500 МПа, и он также может быть стальным листом, предел прочности которого составляет менее 750 МПа. Например, если стальной лист является стальным элементом, используемым в автомобилестроении и т.п., его предел прочности может быть выбран в соответствии с используемым стальным элементом.
[0032] (Толщина листа)
Толщина высокопрочного стального листа особенно не ограничивается. Например, толщина высокопрочного стального листа, обычно используемого для кузова автомобиля и т.п. (от 0,5 мм до 3,2 мм), является достаточной. Однако, так как концентрация напряжений в периферии ядра сварной точки увеличивается в соответствии с увеличением толщины высокопрочного стального листа, толщина высокопрочного стального листа предпочтительно составляет 2,6 мм или меньше.
[0033] Толщина стального листа, который накладывается на высокопрочный стальной лист, особенно не ограничивается. Также возможно, что толщины множества накладываемых друг на друга частей стальных листов взаимно отличаются. Например, когда друг на друга накладываются три или более частей стальных листов, толщины соответствующих трех или большего количества частей стальных листов также могут отличаться от друг друга. Требуется только, чтобы по меньшей мере одна часть стального листа из трех или большего количества частей стальных листов являлась высокопрочным стальным листом, а другие стальные листы также могут быть листами мягкой стали. Кроме того, когда друг на друга накладываются три или более частей стальных листов, толщины по меньшей мере двух частей стальных листов также могут быть одинаковыми. Следует отметить, что обычно толщина стального листа составляет 6 мм или меньше.
[0034] (Углеродный эквивалент Ceq)
Углеродный эквивалент Ceq высокопрочного стального листа, представленный следующим выражением (1), предпочтительно имеет значение в диапазоне от 0,20 масс.% до 0,55 масс.%. Если углеродный эквивалент Ceq имеет значение меньше чем 0,20 масс.%, становится невозможно получить предел прочности, равный или больше чем 750 МПа, который является нижней границей предела прочности высокопрочного стального листа, описанного выше. С другой стороны, не является предпочтительным, чтобы углеродный эквивалент Ceq превышал 0,55 масс.%, так как предел прочности при этом превышает 2500 МПа, что является верхней границей предела прочности высокопрочного стального листа, описанного выше. Значение Ceq стального листа, который накладывается на высокопрочный стальной лист, может быть любым.
Ceq = [C]+[Si]/30+[Mn]/20+2[P]+4[S] …(1)
[C], [Si], [Mn], [P], и [S] указывают соответствующие содержания (масс.%) углерода, кремния, марганца, фосфора и серы.
[0035] (Компонентный состав)
Требуется только выбрать состав компонентов, способный обеспечить предел прочности (от 750 МПа до 2500 МПа) высокопрочного стального листа, описанный выше. Полагая, что стальной элемент после точечной сварки используется главным образом в области автомобилестроения и т.п., состав компонентов высокопрочного стального листа предпочтительно является следующим. Следует отметить, что % в следующем описании представляет собой масс. %.
[0036] ((C: от 0,07 масс. % до 0,45 масс. %))
Углерод является элементом, который увеличивает предел прочности стали. Возможно, что чем выше содержание углерода в стали, тем выше становится прочность ядра сварной точки. Однако, если содержание углерода в стали становится меньше чем 0,07 масс. %, становится трудно получить предел прочности 750 МПа или больше. С другой стороны, если содержание углерода в стали превышает 0,45 масс. %, обрабатываемость высокопрочного стального листа понижается. Следовательно, содержание углерода в высокопрочном стальном листе предпочтительно составляет от 0,07 масс. % до 0,45 масс. %.
[0037] ((Si: от 0,001 масс. % до 2,50 масс. %))
Кремний является элементом, который увеличивает прочность стали за счет упрочнения твердого раствора и упрочнения структуры. Однако, если содержание кремния в стали превышает 2,50 масс. %, обрабатываемость стали понижается. Между тем, технически трудно уменьшить содержание кремния в стали до менее чем 0,001 масс. % в промышленном отношении. Следовательно содержание кремния в высокопрочном стальном листе предпочтительно составляет от 0,001 масс. % до 2,50 масс. %.
[0038] ((Mn: от 0,8 масс. % до 5,0 масс. %))
Марганец является элементом, который увеличивает предел прочности стали. Однако, если содержание марганца в стали превышает 5,0 масс. %, обрабатываемость стали ухудшается. С другой стороны, если содержание марганца в стали становится меньше чем 0,8 масс. %, становится трудно получить предел прочности 750 МПа или больше. Следовательно содержание марганца в высокопрочном стальном листе предпочтительно составляет от 0,8 масс. % до 5,0 масс. %.
[0039] ((P: 0,03 масс. % или меньше))
Фосфор является элементом, который вызывает хрупкость ядра сварной точки. Если содержание фосфора в стали превышает 0,03 масс. %, вероятно образование трещин в ядре сварной точки, и становится трудно получить достаточно высокую прочность соединения. Следовательно, содержание фосфора в высокопрочном стальном листе предпочтительно составляет 0,03 масс. % или меньше. Следует отметить, что с точки зрения стоимости не является предпочтительным уменьшать содержание фосфора в стали до величины менее 0,001 масс. %. Следовательно, содержание фосфора в высокопрочном стальном листе предпочтительно составляет 0,001 масс. % или больше. Однако также возможно установить содержание фосфора в высокопрочном стальном листе менее 0,001 масс. %.
[0040] ((S: 0,01 масс. % или меньше))
Сера является элементом, который вызывает хрупкость ядра сварной точки. Кроме того, сера является элементом, который связывается марганцем с образованием крупнозернистого MnS, ухудшая тем самым обрабатываемость стали. Если содержание серы в стали превышает 0,01 масс. %, вероятно образование трещин в ядре сварной точки, и становится трудно получить достаточно высокую прочность соединения. Кроме того, обрабатываемость стали понижается. Следовательно, содержание серы в высокопрочном стальном листе предпочтительно составляет 0,01 масс. % или меньше. Следует отметить, что с точки зрения стоимости не является предпочтительным уменьшать содержание серы в стали до величины менее 0,0001 масс. %. Следовательно, содержание серы в высокопрочном стальном листе предпочтительно составляет 0,0001 масс. % или больше. Однако также возможно установить содержание серы в высокопрочном стальном листе менее 0,0001 масс. %.
[0041] ((N: 0,01 масс. % или меньше))
Азот является элементом, который образует крупнозернистый нитрид и тем самым ухудшает обрабатываемость стали. Кроме того, азот является элементом, который вызывает образование раковин во время сварки. Если содержание азота в стали превышает 0,01 масс. %, ухудшение обрабатываемости стали и образование раковин становятся заметными. Следовательно, содержание азота в высокопрочном стальном листе предпочтительно составляет 0,01 масс. % или меньше. Следует отметить, что с точки зрения стоимости не является предпочтительным уменьшать содержание азота в стали до величины менее 0,0005 масс. %. Следовательно, содержание азота в высокопрочном стальном листе предпочтительно составляет 0,0005 масс. % или больше. Однако также возможно установить содержание азота в высокопрочном стальном листе менее 0,0005 масс. %.
[0042] ((O: 0,01 масс. % или меньше))
Кислород является элементом, который образует оксид и тем самым ухудшает обрабатываемость стали. Если содержание кислорода в стали превышает 0,01 масс. %, ухудшение обрабатываемости стали становится заметным. Следовательно, содержание кислорода в высокопрочном стальном листе предпочтительно составляет 0,01 масс. % или меньше. Следует отметить, что с точки зрения стоимости не является предпочтительным уменьшать содержание кислорода в стали до величины менее 0,0005 масс. %. Следовательно, содержание кислорода в высокопрочном стальном листе предпочтительно составляет 0,0005 масс. % или больше. Однако также возможно установить содержание кислорода в высокопрочном стальном листе менее 0,0005 масс. %.
[0043] ((Al: 1,00 масс. % или меньше))
Алюминий является элементом, стабилизирующим феррит, и демонстрирует такой эффект, как подавление выделения цементита во время бейнитного превращения. Соответственно, алюминий содержится для того, чтобы управлять структурой стали. Кроме того, алюминий также функционирует как раскислитель. С другой стороны, алюминий легко окисляется. Если содержание алюминия превышает 1,00 масс.%, увеличивается количество включений, что приводит к вероятному ухудшению обрабатываемости стали. Следовательно, содержание алюминия в высокопрочном стальном листе предпочтительно составляет 1,00 масс. % или меньше.
[0044] Высокопрочный стальной лист может выборочно содержать следующие элементы в соответствии с необходимостью, отличающиеся от вышеописанных главных элементов.
[0045] ((Ti: от 0,005 масс. % до 0,20 масс. %))
((Nb: от 0,005 масс. % до 0,20 масс. %))
((V: от 0,005 масс. % до 0,20 масс. %))
[0046] Титан, ниобий и ванадий являются элементами, которые способствуют увеличению прочности стали за счет по меньшей мере любого одного из дисперсионного упрочнения, мелкозернистого упрочнения за счет подавления роста ферритного зерна, и дислокационного упрочнения за счет подавления рекристаллизации. Однако если содержание какого-либо из элементов в стали составляет менее 0,005 масс. %, становится затруднительно продемонстрировать эффект добавления этих элементов. С другой стороны, если содержание каждого из этих элементов в стали превышает 0,20 масс. %, обрабатываемость стали ухудшается. Следовательно, предпочтительно, чтобы содержание этих элементов в высокопрочном стальном листе составляло соответственно от 0,005 масс. % до 0,20 масс. %.
[0047] ((B: от 0,0001 масс. % до 0,01 масс. %))
Бор является элементом, который упрочняет сталь за счет управления структурой стали. Однако, если содержание бора в стали составляет менее 0,0001 масс. %, становится затруднительно продемонстрировать эффект добавления этого элемента. С другой стороны, если содержание бора в стали превышает 0,01 масс. %, эффект добавления этого элемента насыщается. Следовательно, содержание бора в высокопрочном стальном листе предпочтительно составляет от 0,0001 масс. % до 0,01 масс. %.
[0048] ((Cr: от 0,01 масс. % до 2,0 масс. %))
((Ni: от 0,01 масс. % до 2,0 масс. %))
((Cu: от 0,01 масс. % до 2,0 масс. %))
((Mo: от 0,01 масс. % до 0,8 масс. %))
[0049] Хром, никель, медь и молибден являются элементами, которые способствуют улучшению прочности стали. Эти элементы могут использоваться, например, вместо части марганца (элемента для улучшения прочности). Однако, если содержание какого-либо из этих элементов в стали составляет меньше чем 0,01 масс. %, это не вносит никакого вклада в улучшение прочности.
[0050] Следовательно, предпочтительно, чтобы содержание этих элементов в высокопрочном стальном листе составляло соответственно 0,01 масс. % или больше. С другой стороны, если содержание каждого из хрома, никеля и меди в стали превышает 2,0 масс. %, и если содержание молибдена в стали превышает 0,8 масс. %, иногда возникают проблемы во время травления или горячей обработки. Следовательно, предпочтительно, чтобы содержание каждого из хрома, никеля и меди в высокопрочном стальном листе составляло 2,0 масс. % или меньше. Кроме того, предпочтительно, чтобы содержание молибдена в высокопрочном стальном листе составляло 0,8 масс. % или меньше.
[0051] (По меньшей мере один вид из Ca, Ce, Mg и REM (редкоземельного металла): от 0,0001 масс. % до 1,0 масс. % в сумме)
[0052] Кальций, церий, магний и редкоземельные элементы являются элементами, которые способствуют улучшению обрабатываемости стали за счет уменьшения размера оксида после раскисления или размера сульфида, существующего в горячекатаном стальном листе. Однако если содержание этих элементов в стали составляет менее 0,0001 масс. % в сумме, становится затруднительно продемонстрировать эффект добавления этих элементов. С другой стороны, если содержание этих элементов в стали превышает 1,0 масс. % в сумме, обрабатываемость стали уменьшается. Следовательно, предпочтительно, чтобы содержание этих элементов в высокопрочном стальном листе составляло от 0,0001 масс. % до 1,0 масс. % в сумме.
[0053] Следует отметить, что REM является элементом, который принадлежит лантаноидному ряду, и REM и Ce могут быть добавлены в качестве миш-металлов к расплавленной стали на стадии производства стали. Кроме того, отличающиеся от La и Ce элементы лантаноидного ряда могут содержаться как примеси.
[0054] Остаток, отличающийся от соответствующих элементов, описанных выше в высокопрочном стальном листе, может состоять из железа и неизбежных примесей. Следует отметить, что относительно любого элемента из хрома, никеля, меди, молибдена, бора, титана, никеля и ванадия, описанных выше, допускается содержание очень небольшого их количества в качестве примесей, меньше чем вышеупомянутые величины нижних пределов. Кроме того, относительно элементов кальция, церия, магния, лантана и редкоземельных элементов, допускается содержание очень небольшого их количества в качестве примесей, меньше чем вышеупомянутые величины нижних пределов суммарного количества.
[0055] Вышеизложенное является объяснением состава компонентов высокопрочного стального листа, и состав компонентов стального листа, накладываемого на высокопрочный стальной лист, может быть любым.
[0056] (Покрытие)
На поверхности высокопрочного стального листа может быть сформирован слой покрытия. Кроме того, также возможно формирование слоя покрытия на поверхности стального листа, накладываемого на высокопрочный стальной лист. В качестве видов слоя покрытия можно указать, например, покрытие на основе Zn, покрытие на основе Zn-Fe, покрытие на основе Zn-Ni, покрытие на основе Zn-Al, покрытие на основе Zn-Mg, покрытие на основе Pb-Sn, покрытие на основе Sn-Zn, покрытие на основе Al-Si и т.п.
[0057] В качестве высокопрочного стального листа включающего в себя слой покрытия на основе Zn, можно указать, например, лист оцинкованной и подвергнутой легирвоанию стали, лист оцинкованной стали горячего цинкования, стальной лист, покрытый методом электролитического цинкования в расплаве и т.п. Когда на поверхности высокопрочного стального листа формируется слой покрытия, точечно-сварное соединение показывает превосходную стойкость к коррозии. Если слой покрытия является электролитически полученным слоем, подвергннутый легированию на поверхности высокопрочного стального листа, получается превосходная стойкость к коррозии, и, кроме того, адгезия материала покрытия становится хорошей.
[0058] Плотность слоя покрытия также особенно не ограничивается. Предпочтительно, чтобы плотность слоя покрытия на одной поверхности высокопрочного стального листа составляла 100 г/м2 или меньше. Если плотность слоя покрытия на одной поверхности высокопрочного стального листа превышает 100 г/м2, слой покрытия может препятствовать свариванию. Слой покрытия может быть сформирован только на одной поверхности или на обеих поверхностях высокопрочного стального листа. Следует отметить, что на поверхностном слое слоя покрытия может быть сформирована пленка неорганического или органического покрытия (такая как, например, пленка смазочного покрытия) и т.п. Те же самые условия, что и описанные выше условия для слоя покрытия , применяются к стальному листу, накладываемому на высокопрочный стальной лист.
[0059] Далее будут описаны примеры способа точечной сварки.
[0060] <Первый пример способа точечной сварки>
Сначала будет описан первый пример способа точечной сварки.
[Точечная сварка]
Фиг. 1 представляет собой диаграмму, иллюстрирующую один пример компоновки двух частей стальных листов, включающих в себя по меньшей мере одну часть высокопрочного стального листа, и сварочных электродов при начале точечной сварки. Как проиллюстрировано на Фиг. 1, стальные листы 1A и 1B накладываются друг на друга так, чтобы их поверхности были обращены друг к другу. Наложенные друг на друга стальные листы 1A и 1B зажимаются сварочными электродами 2A и 2B сверху и снизу, и при приложении требуемого сжимающего усилия на сварочные электроды 2A и 2B подается ток.
[0061] Фиг. 2 представляет собой диаграмму, схематично иллюстрирующую один пример ядра сварной точки и зоны теплового воздействия, сформированных точечной сваркой. Фиг. 3 представляет собой диаграмму, иллюстрирующую пример первой формы подачи тока, когда ток подается на сварочные электроды. Следует отметить, что в этом случае для того, чтобы упростить объяснение, в качестве примера используется случай, в котором две части стальных листов, включая по меньшей мере одну часть высокопрочного стального листа, свариваются точечной сваркой. Однако, как описано выше, даже в том случае, когда три или больше частей стальных листов, включая по меньшей мере одну часть высокопрочного стального листа, свариваются точечной сваркой, возможно выполнить точечную с помощью того же самого способа, что и способ, который будет описан ниже.
[0062] Стальные листы 1A и 1B и сварочные электроды 2A и 2B располагаются как проиллюстрировано на Фиг. 1. Кроме того, когда подача тока выполняется в соответствии с моделью, проиллюстрированной на Фиг. 3, например, ядро 3 сварной точки формируется на границе между стальными листами 1A и 1B, как проиллюстрировано на Фиг. 2. Кроме того, зона 4 теплового воздействия формируется на периферии ядра 3 сварной точки. Следует отметить, что по меньшей мере один из стальных листов 1A и 1B является вышеописанным высокопрочным стальным листом.
[0063] Далее следует объяснение схемы сварки, проиллюстрированной на Фиг. 3. Следует отметить, что ток, который будет описан ниже, означает ток, который течет между сварочным электродом 2A и сварочным электродом 2B.
Сначала величина тока постепенно увеличивается (возрастает) от 0 (нуля) до достижения величины тока главной сварки IW (кА). Далее главную сварку выполняют в состоянии, в котором величина тока равна величине тока главной сварки IW (кА). Когда главная сварка завершается, величина тока устанавливается равной 0 (нулю), и состояние, в котором величина тока равна 0 (нулю), сохраняется в течение времени охлаждения после главной сварки (времени затвердевания) tS (мс). После того, как время охлаждения после главной сварки tS (мс) истечет, величина тока устанавливается равной величине повторно подаваемого тока IP (кА), и состояние, в котором величина тока равна величине повторно подаваемого тока IP (кА), сохраняется в течение времени повторной подачи тока tP (мс), выполняя тем самым повторную подачу тока. После того, как время повторной подачи тока tP (мс) истечет, величина тока устанавливается равной 0 (нулю).
Следует отметить, что время выдержки tH (мс), показанное на Фиг. 3, соответствует времени выдержки сжимающей силы FE (Н) после того, как повторная подача тока завершается, как будет описано позже.
Кроме того, возможно также, чтобы величина тока не увеличивалась постепенно (с наклоном) от 0 (нуля) до достижения величины тока главной сварки IW (кА), а сразу устанавливалась равной величине тока главной сварки IW (кА).
[0064] (Сила сжатия: FE)
Подача тока главной сварки IW выполняется при одновременном сжатии множества наложенных друг на друга частей стальных листов сварочными электродами 2A и 2B с силой сжатия FE, удовлетворяющей следующему выражению (2).
1960×h ≤FE ≤3920×h … (2)
где h: толщина стального листа (мм)
[0065] Сила сжатия FE сварочными электродами 2A и 2B стальных листов 1A и 1B оказывает большое влияние на возникновение дефектов или трещин внутри ядра 3 сварной точки и в зоне 4 теплового воздействия. Если сила сжатия FE имеет величину меньше чем "1960×h" (Н), подавление возникновения дефектов или трещин внутри ядра 3 сварной точки и в зоне 4 теплового воздействия становится затруднительным. В результате этого становится невозможным улучшение характеристик разрушения точечно-сварного соединения, и таким образом становится трудно достичь улучшения прочности соединения и уменьшения колебаний прочности соединения.
[0066] С другой стороны, если сила сжатия FE превышает "3920×h" (Н), область, которая входит в контакт с каждым из сварочных электродов 2A и 2B в области стальных листов 1A и 1B, сильно вдавливается. Следовательно, ухудшается внешний вид, и в дополнение к этому снижается прочность соединения. Кроме того, чтобы получить силу сжатия FE, превышающую "3430×h" (Н), сварочные клещи (устройство, которое выполняет подачу тока одновременно с приложением силы сжатия к сварочным электродам 2A и 2B) должны иметь манипулятор с высокой жесткостью. Следовательно, в данном варианте осуществления сила сжатия FE сварочными электродами 2A и 2B стальных листов 1A и 1B устанавливается равной величине не меньше чем "1960×h" (Н) и не больше чем "3920×h" (Н).
[0067] Следует отметить, что если диаметры наконечников сварочных электродов 2A и 2B становятся слишком большими, поверхностное давление на наконечниках сварочных электродов 2A и 2B уменьшается. Соответственно, становится затруднительно улучшить характеристики разрушения. Кроме того, становится затруднительно достичь улучшения прочности соединения и уменьшения колебаний прочности соединения, которые реализуются в соответствии с улучшением характеристик разрушения. Следовательно, предпочтительно, чтобы диаметры наконечников сварочных электродов 2A и 2B составляли соответственно приблизительно от 6 мм до 8 мм.
[0068] В вышеприведенном выражении (2) h указывает толщину стального листа (мм). Толщины двух частей стальных листов иногда отличаются (в примере, проиллюстрированном на Фиг. 2, толщины стальных листов 1A и 1B иногда отличаются). В этом случае требуется только в качестве "h" в вышеприведенном выражении (2) использовать среднее арифметическое значение толщин двух частей стальных листов (среднее арифметическое значение толщины стального листа 1A и толщины стального листа 1B). Если точечная сварка выполняется на множестве частей стальных листов, числом три или больше, определяется полная сумма толщин множества частей стальных листов, и величина, полученная путем деления полной суммы на два, может использоваться в качестве "h" в вышеприведенном выражении (2).
[0069] (Ток главной сварки: IW)
На сварочные электроды 2A и 2B подается ток главной сварки IW с одновременным сжатием стальных листов 1A и 1B с вышеописанной силой сжатия FE, чтобы тем самым выполнить главную сварку. Ток главной сварки IW и время главной сварки (время, в течение которого протекает ток главной сварки IW) особенно не ограничиваются. Требуется лишь использовать сваривающий ток и время сварки, которые являются почти теми же самыми, что и сваривающий ток и время сварки, обычно используемые для устойчивого получения ядра сварной точки с заданным размером, в качестве тока главной сварки IW и времени главной сварки.
[0070] Следует отметить, что, например, квадратный корень из среднего значения во время главной сварки величин, каждая из которых является квадратом тока главной сварки во время главной сварки (в частности, эффективное значение тока главной сварки), или максимальная величина тока главной сварки может использоваться в качестве тока главной сварки IW.
[0071] В качестве оборудования для точечной сварки может использоваться обычное оборудование для точечной сварки, как оно есть. Кроме того, относительно сварочных электродов и т.п., также возможно использовать обычные сварочные электроды, как они есть. Источник питания также особенно не ограничивается, и может использоваться сеть переменного тока, инвертор постоянного тока, инвертор переменного тока и т.п.
[0072] (Время охлаждения после главной сварки: tS)
Питание сварочных электродов 2A и 2B током главной сварки IW выполняется в течение предопределенного времени, и сразу после завершения питание останавливается, в то время как сила сжатия FE, прикладываемая при выполнении главной сварки (когда осуществляется питание электродов током главной сварки IW), сохраняется постоянной. Это состояние сохраняется в течение времени охлаждения после главной сварки tS (мс), удовлетворяющего следующему выражению (3). Соответственно, расплавленная зона затвердевает от внешней периферии расплавленной зоны (конкретно от границы расплавленной зоны с другой областью), чтобы тем самым сформировать оболочечную затвердевшую область, имеющую внутри себя незатвердевшую область. Следует отметить, что в данном описании граница расплавленной зоны с другой областью при необходимости упоминается как граница плавления.
7×h+5≤tS ≤300 … (3)
где h: толщина стального листа (мм)
[0073] Сразу же после завершения сварки с током главной сварки IW начинается затвердевание расплавленной зоны от границы плавления. Фиг. 4 представляет собой диаграмму, схематично иллюстрирующую один пример состояния середины затвердевания расплавленной зоны, которая затвердевает и становится ядром сварной точки.
Когда на сварочные электроды 2A и 2B подается ток главной сварки IW при одновременном сжатии стальных листов 1A и 1B с силой сжатия FE, формируется расплавленная зона, которая затвердевает и становится ядром сварной точки. После этого, когда сварку завершается, затвердевание начинается с границы 3a плавления, и после того, как пройдет время охлаждения tS после главной сварки, формируется затвердевшая область 5. В этот момент незатвердевшая область 6 остается внутри затвердевшей области 5. На периферии затвердевшей области 5 формируется зона 4 теплового воздействия.
[0074] Незатвердевшая область 6 затвердевает и образует ядро сварной точки. В данном варианте осуществления повторная подача тока начинается тогда, когда существует незатвердевшая область 6. В частности, время охлаждения tS после главной сварки определяет ширину (длину в направлении поверхности листа) затвердевшей области 5 во время начала повторной подачи тока.
[0075] В высокопрочном стальном листе, имеющем относительно большое количество углерода, мартенситное превращение происходит в процессе выполнения охлаждения в течение времени охлаждения tS после главной сварки. В это время, когда предшествующее аустенитное зерно является большим, кажущаяся температура мартенситного превращения увеличивается. Когда температура мартенситного превращения увеличивается, легко происходит автоматический отпуск (самоотпуск). Следовательно, вязкость зоны 4 теплового воздействия улучшается при повторной подаче тока, которое будет описано позже. Для того, чтобы достичь этого эффекта, зона 4 теплового воздействия должна быть сформирована из единственной фазы аустенита. Для того, чтобы реализовать это, время охлаждения tS после главной сварки должно быть установлено равным 300 (мс) или меньше.
[0076] Кроме того, если время охлаждения tS после главной сварки превышает 300 (мс), температура понижается и увеличивает затвердевшую область 5. Следовательно, повторная подача тока в течение долгого времени должна выполняться для того, чтобы получить эффект повторной подачи тока, который будет описан позже (эффект улучшения структуры и улучшения сегрегации), во внешней периферийной части ядра 3 сварной точки и зоне 4 теплового воздействия на периферии ядра 3 сварной точки. Соответственно, производительность для точечно-сварного соединения понижается. Как описано выше, время охлаждения tS после главной сварки, превышающее 300 (мс), не является реалистичным.
[0077] С другой стороны, если время охлаждения tS после главной сварки составляет меньше чем "7×h+5" (мс), затвердевание расплавленной зоны становится недостаточным, что приводит к тому, что ширина затвердевшей области 5 становится узкой. Кроме того, если время охлаждения tS после главной сварки составляет меньше чем "7×h+5" (мс), предшествующее аустенитное зерно становится слишком большим, что приводит к тому, что жесткость зоны 4 теплового воздействия, наоборот, понижается при повторной подаче тока, что будет описано позже. Следовательно, невозможно достичь эффекта повторной подачи тока, который будет описан позже (эффекта улучшения структуры и улучшения сегрегации), что приводит к тому, что становится трудным улучшить прочность соединения в достаточной степени. Кроме того, чем больше толщина h стального листа, тем медленнее становится скорость охлаждения стальных листов 1A и 1B. Обычно чем больше толщина h стального листа, тем больше время охлаждения стальных листов 1A и 1B. Однако в обычном диапазоне толщин стального листа, используемого для точечно-сварного соединения (например, от 0,5 мм до 3,2 мм), соотношение между временем охлаждения стальных листов 1A и 1B и толщиной h стального листа может быть аппроксимировано линейно. Следовательно, в данном варианте осуществления величина нижнего предела времени охлаждения tS после главной сварки представляется линейным выражением, использующим толщину h стального листа, как представлено выражением (3).
[0078] Две части стальных листов с различными толщинами листа, каждый из которых имеет углеродный эквивалент Ceq, представленный вышеупомянутым выражением (1), составляющий 0,3 масс. % или больше, были наложены друг на друга для точечной сварки с использованием сварочной машины роботизированного типа и выполнения главной сварки, охлаждения и повторной подачи тока в указанном порядке с различными схемами сварки. После этого CTS (прочность отслаивания) каждого точечно-сварного соединения была измерена на основе способа, определенного в стандарте JIS Z 3137. В настоящем описании это точечно-сварное соединение в случае необходимости упоминается как сварное соединение, полученное с помощью первой нетрадиционной сварки.
[0079] Кроме того, точечно-сварное соединение, имеющее тот же самый диаметр ядра сварной точки, что и диаметр ядра сварной точки сварного соединения, полученного с помощью первого нетрадиционного сварки, было получено путем накладывания друг на друга двух частей стальных листов, каждый из которых имеет вышеописанный углеродный эквивалент и вышеописанную толщину листа, и выполнения точечной сварки с помощью того же самого способа, что и вышеописанный способ, за исключением выполнения охлаждения после главной сварки и повторной подачи тока. После этого CTS (прочность отслаивания) каждого точечно-сварного соединения была измерена на основе способа, определенного в стандарте JIS Z 3137. В настоящем описании это точечно-сварное соединение в случае необходимости упоминается как сварное соединение, полученное с помощью первой традиционной сварки.
[0080] CTS в сварном соединении, полученном с помощью первой нетрадиционной сварки, и CTS в сварном соединении, полученном с помощью первой традиционной сварки, в котором не выполнялось никакой повторной подачи тока, были сравнены между собой.
Фиг. 5 представляет собой диаграмму, иллюстрирующую один пример соотношения между временем охлаждения tS после главной сварки и толщиной h стального листа.
На Фиг. 5 график, основанный на времени охлаждения tS после главной сварки и толщине h стального листа, когда CTS в сварном соединении, полученном с помощью первого нетрадиционного сварки, был улучшен на 20% или больше по сравнению с CTS в сварном соединении, полученном с помощью первого традиционного сварки, показан значками ○. Кроме того, график, основанный на времени охлаждения tS после главной сварки и толщине h стального листа, когда CTS в сварном соединении, полученном с помощью первого нетрадиционного сварки, был улучшен, но величина улучшения составляла менее 20%, или когда он не был улучшен по сравнению с CTS в сварном соединении, полученном с помощью первой традиционной сварки, показан значками ▲. Как проиллюстрировано на Фиг. 5, горизонтальная ось указывает толщину листа h (мм), а вертикальная ось указывает время охлаждения tS (мс).
На Фиг. 5, граница между ○ и ▲ определялась как кривая регрессии. Из результата этого определения было получено линейное выражение, определяющее величину нижнего предела в вышеприведенном выражении (3).
[0081] Из вышеприведенного описания в данном варианте осуществления время охлаждения tS после главной сварки устанавливается в диапазоне не меньше чем "7×h+5" (мс) и не больше чем 300 (мс).
Следует отметить, что для того, чтобы избежать уменьшения производительности для точечно-сварного соединения, более предпочтительно установить время охлаждения tS после главной сварки в диапазоне не меньше чем "7×h+5" (мс) и не больше чем 250 (мс). Кроме того, для того, чтобы облегчить формирование затвердевшей области 5, предпочтительно, чтобы никакой сварки не выполнялось в течение времени охлаждения tS после главной сварки. Однако, также возможно подать на сварочные электроды 2A и 2B ток, который составляет 0,5 или меньше от тока главной сварки IW, в течение времени охлаждения tS после главной сварки для регулировки скорости формирования и температуры затвердевшей области 5.
Следует отметить, что в качестве толщины h стального листа в выражении (3) используется, например, та же самая величина, что и величина толщины h стального листа в вышеупомянутом выражении (2). Кроме того, с точки зрения рабочей эффективности предпочтительно, чтобы сила сжатия FE, прикладываемая при выполнении главной сварки, сохранялась постоянной в течение времени охлаждения tS после главной сварки. Однако, также возможно, чтобы сила сжатия FE в течение времени охлаждения tS после главной сварки отличалась от силы сжатия FE, прикладываемой при выполнении главной сварки, внутри диапазона, удовлетворяющего вышеупомянутому выражению (2).
[0082] (Повторно подаваемый ток: IP, время повторной подачи тока: tP)
Когда время охлаждения tS после главной сварки заканчивается, и сразу после формирования затвердевшей области 5 с требуемой шириной, на сварочные электроды 2A и 2B подается повторный ток IP (кА), удовлетворяющий следующему выражению (4), в течение времени повторной подачи тока tP (мс), удовлетворяющего следующему выражению (5), при одновременном сохранении силы сжатия FE (Н), прикладываемой при выполнении главной сварки, чтобы тем самым провести повторную подачу тока.
[0083] 0,66×IW ≤IP <IW … (4)
IW: ток главной сварки (кА)
48/(α2 –0,44)≤ tP … (5)
α=IP/IW
Следовательно, выражение (5) может быть переписано следующим образом.
48/{(IP/IW)2–0,44}≤ tP … (5).
[0084] Как описано выше, сила давления FE в течение времени повторной подачи тока tP устанавливается равной силе сжатия, удовлетворяющей вышеупомянутому выражению (2). С точки зрения рабочей эффективности предпочтительно, чтобы эта сила сжатия FE обычно устанавливалась точно такой же, как и сила сжатия FE, прикладываемая при выполнении главной сварки (когда выполняется сварка с током главной сварки IW), и когда расплавленная зона затвердевает от границы плавления для формирования оболочечной затвердевшей области 5 (в течение времени охлаждения tS после главной сварки). Однако, пока сила сжатия находится внутри диапазона, удовлетворяющего вышеупомянутому выражению (2), сила сжатия FE в течение времени повторной подачи тока tP не всегда обязана быть той же самой силой сжатия, что и при выполнении этих операций.
[0085] Повторно подаваемый ток IP оказывает большое влияние на структуру и сегрегацию оболочечной затвердевшей области 5, структуру и сегрегацию ядра 3 сварной точки, образующейся после завершения затвердевания, и структуру и сегрегацию зоны 4 теплового воздействия.
Если сила повторно подаваемого тока IP составляет меньше, чем "0,66×IW" (кА), подвод тепла к затвердевшей области 5 и зоне 4 теплового воздействия является недостаточным, что приводит к тому, что эффект улучшения структуры и сегрегации (эффект улучшения структуры и улучшения сегрегации) не может быть достигнут.
[0086] С другой стороны, если сила повторно подаваемого тока IP равна или больше чем ток главной сварки IW (кА), температура затвердевшей области 5 и зоны 4 теплового воздействия увеличивается чрезмерно. Кроме того, затвердевшая область 5 при этом снова плавится. Следовательно, эффект улучшения структуры и сегрегации (эффект улучшения структуры и улучшения сегрегации) не может быть достигнут.
Соответственно, в данном варианте осуществления сила повторно подаваемого тока IP устанавливается в диапазоне "0,66×IW" (кА) или больше и меньше чем "IW" (кА). Следует отметить, что для того, чтобы более надежно получить эффект улучшения структуры и сегрегации, предпочтительно, чтобы сила повторно подаваемого тока IP составляла не меньше чем "0,70×IW" (кА) и не больше чем "0,98×IW" (кА). Следует отметить, что когда эффективное значение используется в качестве тока главной сварки IW, предпочтительно, чтобы повторно подаваемый ток IP также использовал эффективное значение. Кроме того, когда максимальная величина используется в качестве тока главной сварки IW, предпочтительно, чтобы повторно подаваемый ток IP также использовал максимальную величину.
[0087] В способе точечной сварки в данном варианте осуществления на сварочные электроды 2A и 2B подается повторно подаваемый ток IP в течение периода времени, удовлетворяющего вышеприведенному выражению (5) (время повторной подачи тока tP (мс)). Соответственно, структура и сегрегация в затвердевшей области 5 и зоне 4 теплового воздействия улучшаются, чтобы тем самым увеличить надежность сварного соединения.
[0088] Относительно времени повторной подачи тока tP существует описание в параграфе [0087] патентной литературы 5, что "когда это время превышает 200 мс, эффект улучшения прочности соединения и уменьшения колебаний прочности соединения становится небольшим, и дополнительно к этому понижается производительность". В частности, патентная литература 5 раскрывает, что время повторной подачи тока tP должно быть установлено равным 200 (мс) или меньше.
[0089] Однако в последние годы улучшение CTS в листах высокопрочной стали является неотложной проблемой. Соответственно, авторы настоящего изобретения провели серьезные исследования относительно способа дополнительного увеличения прочности точечно-сварного соединения, не ограничиваясь обычным здравым смыслом и необъективной оценкой.
[0090] Патентная литература 5 описывает структуру в ядре сварной точки. Однако не дано никакого описания относительно плана улучшения CTS, когда происходит разрыв при точечном нажатии. Соответственно авторы настоящего изобретения провели систематические эксперименты относительно повторной подачи тока, которая дополнительно увеличивает CTS, когда происходит разрыв при нажатии.
[0091] Как описано в разделе (Время охлаждения после главной сварки: tS), две части стальных листов с различными толщинами листа, каждый из которых имеет углеродный эквивалент Ceq, представленный вышеупомянутым выражением (1), составляющий 0,3 масс. % или больше, были наложены друг на друга для точечной сварки с использованием сварочной машины роботизированного типа и выполнения главной сварки, охлаждения и повторной подачи тока в указанном порядке с различными схемами сварки. После этого CTS (прочность отслаивания) каждого точечно-сварного соединения была измерена на основе способа, определенного в стандарте JIS Z 3137. Как описано в разделе (Время охлаждения после главной сварки: tS), в дальнейшем описании это точечно-сварное соединение при необходимости упоминается как сварное соединение, полученное с помощью первой нетрадиционной сварки.
[0092] Кроме того, как описано в разделе (Время охлаждения после главной сварки: tS), точечно-сварное соединение, имеющее тот же самый диаметр ядра сварной точки, что и диаметр ядра сварной точки сварного соединения, полученного с помощью первой нетрадиционной сварки, было получено путем накладывания друг на друга двух частей стальных листов, каждый из которых имеет вышеописанный углеродный эквивалент и вышеописанную толщину листа, и выполнения точечной сварки с помощью того же самого способа, что и вышеописанный способ, за исключением выполнения охлаждения после главной сварки и повторной подачи тока. После этого CTS (прочность отслаивания) каждого точечно-сварного соединения была измерена на основе способа, определенного в стандарте JIS Z 3137. Как описано в разделе (Время охлаждения после главной сварки: tS), в дальнейшем описании это точечно-сварное соединение при необходимости упоминается как сварное соединение, полученное с помощью первой традиционной сварки.
[0093] CTS в сварном соединении, полученном с помощью первой нетрадиционной сварки, и CTS в сварном соединении, полученном с помощью первой традиционной сварки, в котором не выполнялось никакой повторной подачи тока, были сравнены между собой.
Фиг. 6 представляет собой диаграмму, иллюстрирующую первый пример соотношения между временем повторной подачи тока tP и квадратом величины, полученной путем деления повторного тока IP на ток главной сварки IW ((IP/IW)2).
На Фиг. 6, график, основанный на времени повторной подачи тока tP, повторно подаваемом токе IP и токе главной сварки IW, когда CTS в сварном соединении, полученном с помощью первой нетрадиционной сварки, был улучшен на 20% или больше по сравнению с CTS в сварном соединении, полученном с помощью первой традиционной сварки, обозначен значками ○. Кроме того, график, основанный на времени повторной подачи тока tP, повторно подаваемом токе IP и токе главной сварки IW, когда CTS в сварном соединении, полученном с помощью первой нетрадиционной сварки, был улучшен, но величина улучшения составляла менее 20%, или когда он не был улучшен по сравнению с CTS в сварном соединении, полученном с помощью первой традиционной сварки, показан значками ▲. Как проиллюстрировано на Фиг. 6, горизонтальная ось указывает (IP/IW)2, а вертикальная ось указывает время tP (мс).
[0094] Разрыв при нажатии в точечно-сварном соединении происходит в зоне 4 теплового воздействия. Следовательно, было предположено, что разность в сопротивлениях разрыву при нажатии создается за счет разности в силах сопротивления распространению трещины в зоне 4 теплового воздействия, а именно, разностью в вязкости зоны 4 теплового воздействия. Соответственно, распределение концентрации фосфора и серы, оказывающее большое влияние на вязкость зоны 4 теплового воздействия, было измерено с помощью электронно-зондового микроанализа FE-EPMA. В результате этого, как показано на Фиг. 6, было найдено, что в зоне 4 теплового воздействия сварного соединения, полученного с помощью первой нетрадиционной сварки при условиях (время повторной подачи тока tP, повторно подаваемый ток IP и ток главной сварки IW), обозначенных значками ○, сегрегация фосфора и серы значительно уменьшается по сравнению с зоной 4 теплового воздействия сварного соединения, полученного с помощью первой традиционной сварки. В частности, можно предположить, что внешняя периферийная часть ядра 3 сварной точки и зона 4 теплового воздействия сохраняются при высокой температуре за счет тепла, вырабатываемого при повторной подаче тока, что приводит к тому, что сегрегация фосфора и серы значительно уменьшается.
[0095] Если затвердевшая область 5, сформировавшаяся по внутренней периферии границы плавления, снова плавится при повторной подаче тока, сегрегация фосфора и серы в повторно затвердевшей области увеличивается, что приводит к тому, что жесткость ядра 3 сварной точки понижается. В результате этого разрыв в ядре 3 сварной точки происходит даже под низкой нагрузкой. Следовательно, повторно подаваемый ток IP обязан иметь такую величину, при которой не происходит плавления затвердевшей области 5. В частности, он обязан удовлетворять условию IW>IP. IP/IW является индексом, определяющим количество подводимого тепла при выполнении повторной подачи тока (размер ядра 3 сварной точки). Соответственно, IP/IW выражается как α (<1).
[0096] Тепло, образуемое при повторной подаче тока, пропорционально квадрату повторно подаваемого тока IP. Следовательно, на Фиг. 6 по горизонтальной оси откладывается значение (IP/IW)2. Кроме того, часть тепла, образуемого при повторной подаче тока, отводится через сварочные электроды 2A и 2B и стальные листы 1A и 1B. Количество отводимого тепла устанавливается равным β. Соответственно, количество тепла Q, которое воздействует на увеличение температуры ядра 3 сварной точки и зоны 4 теплового воздействия во время повторной подачи тока, может быть представлено следующим выражением (6).
Q ∝(α2 - β)×tP … (6)
α=IP/IW
[0097] Как описано выше, за счет определения времени охлаждения tS после главной сварки в соответствии с выражением (3) происходит самоотпуск, вызванный повторной подачей тока. Необходимо выполнять повторную подачу тока IP в течение времени, необходимого для улучшения вязкости зоны 4 теплового воздействия, реализуемого за счет самоотпуска.
[0098] Кроме того, для того, чтобы уменьшить сегрегацию фосфора и серы во внешней периферийной части ядра 3 сварной точки и зоне 4 теплового воздействия в периферии ядра 3 сварной точки для достаточного улучшения вязкости ядра 3 сварной точки и зоны 4 теплового воздействия, требуется количество тепла, превышающее количество тепла A, являющееся предопределенным количеством.
Следовательно, условие для улучшения вязкости точечно-сварной зоны представляется выражением (8), которое получается путем модификации следующего выражения (7).
A<(α2-β)×tP … (7)
A/(α2-β)<tP … (8)
[0099] На Фиг. 6 граница между ○ и ▲ определялась как кривая регрессии (в частности, определялись коэффициенты A и β в выражении (8)). Из результатов этого определения было получено вышеприведенное выражение (5).
[0100] Для того, чтобы реализовать диффузию фосфора и серы для уменьшения их сегрегации во внешней периферийной части ядра 3 сварной точки и зоне 4 теплового воздействия, необходимо нагреть внешнюю периферийную часть ядра 3 сварной точки и зону 4 теплового воздействия до температуры 1050°С или больше. Для того, чтобы реализовать это, необходимо удовлетворить условие α≥0,66.
[0101] Фиг. 7 представляет собой диаграмму, иллюстрирующую концептуальным образом один пример соотношения между временем повторной подачи тока tP и степенью хрупкости внешней периферийной части ядра 3 сварной точки и зоны 4 теплового воздействия. Фиг. 7 концептуальным образом иллюстрирует последовательность событий, в которой уменьшается сегрегация фосфора и серы и улучшается жесткость. На Фиг. 7 вертикальная ось означает степень хрупкости, вызванной сегрегацией или недостаточным самоотпуском. При уменьшении значения на вертикальной оси сегрегация уменьшается и самоотпуск выполняется в достаточной степени, что приводит к улучшению вязкости. Температура во внешней периферийной части ядра 3 сварной точки достигает по существу установившейся температуры (точки плавления) благодаря главному свариванию, выполняемому для формирования сваренной части, и таким образом полностью увеличивается. В противоположность этому, температура зоны 4 теплового воздействия увеличивается за счет главной сварки в недостаточной степени.
[0102] Кроме того, когда повторная подача тока начинается, температура зоны 4 теплового воздействия является более низкой, чем температура внешней периферийной части ядра 3 сварной точки, которая только что затвердела и таким образом имеет высокую температуру. В связи с этим требуется много времени для того, чтобы выполнить термическую обработку путем выдержки зоны 4 теплового воздействия при высокой температуре с использованием повторной подачи тока по сравнению со временем, требуемым для того, чтобы выполнить термическую обработку на внешней периферийной части ядра 3 сварной точки. Это может рассматриваться как причина того, почему может быть получен результат, показанный на Фиг. 6.
[0103] Если время повторной подачи тока tP составляет меньше чем 200 (мс), диапазон выбора вышеупомянутого значения α(=IP/Iw) становится узким (см. Фиг. 6). Следовательно, предпочтительно, чтобы время повторной подачи тока tP составляло 200 (мс) или больше, и еще более предпочтительно, чтобы время повторной подачи тока tP составляло 400 (мс) или больше. Хотя величина верхнего предела времени повторной подачи тока tP особенно не определяется, величина верхнего предела предпочтительно составляет 2000 (мс) или меньше, если учитывать производительность для точечно-сварного соединения.
[0104] (Время выдержки: tH)
После выполнения повторной подачи тока при вышеописанных условиях, наложенные друг на друга стальные листы 1A и 1B сжимаются и удерживаются сварочными электродами 2A и 2B в течение времени выдержки tH (мс), определяемого следующим выражением (9), а затем давление снимается.
0≤ tH ≤300 … (9)
[0105] Следует отметить, что сила сжатия FE (Н), прикладываемая, когда стальные листы 1A и 1B сжимаются и удерживаются сварочными электродами 2A и 2B в течение времени выдержки tH, соответствующего диапазону, представленному выражением (9), находится внутри диапазона, определяемого, например, вышеприведенным выражением (2).
[0106] Время выдержки tH оказывает влияние на возникновение дефекта или трещины в структуре ядра 3 сварной точки и зоны 4 теплового воздействия, а также внутри ядра 3 сварной точки. Когда время выдержки tH превышает 300 (мс), производительность точечно-сварного соединения понижается. Следовательно, в данном варианте осуществления время выдержки tH устанавливается равным 300 (мс) или меньше. Желательно, чтобы время выдержки tH являлось коротким, чтобы устойчиво достичь желаемого эффекта путем начала воздушного охлаждения на ранней стадии.
[0107] Следует отметить, что в существующей сварочной машине операции сварочных клещей осуществляются с задержкой, так что фактическое время выдержки tH обычно становится более длинным, чем заданное время выдержки tH. Следовательно, необходимо учитывать вышеуказанный факт при задании времени выдержки tH.
Кроме того, температура ядра 3 сварной точки также понижается при выполнении повторной подачи тока. Соответственно, даже если время выдержки tH сокращается, образование дефектов или трещин при сжатии затруднено. Следовательно, если возможно немедленно отделить сварочные электроды 2A и 2B от стальных листов 1A и 1B, время выдержки tH также может быть установлено в 0 (ноль). Когда время выдержки не устанавливается равным 0 (нулю), выражение (9) становится следующим выражением (9a).
0<tH ≤300 … (9a)
[0108] <Второй пример способа точечной сварки>
Далее будет описан второй пример способа точечной сварки. В первом примере способа точечной сварки объяснение в качестве примера было дано для случая, в котором выполняются две сварки, включая главную сварку и повторную подачу тока. В противоположность этому, во втором примере способа точечной сварки объяснение в качестве примера будет дано для случая, в котором выполняется предварительная подача тока, а затем выполняются главная сварку и повторная подача тока. Как описано выше, данный пример отличается от первого примера тем, что добавляется предварительная подача тока, а также тем, что вышеприведенное выражение (5) может быть изменено из-за добавления предварительной подачи тока. Следовательно, в объяснении данного примера те части, которые совпадают с соответствующими частями первого примера, обозначаются теми же ссылочными цифрами, что и на Фиг. 1-7, чтобы тем самым избежать дублирования объяснений.
[0109] Также в данном примере стальной лист 1A и стальной лист 1B накладываются друг на друга так, чтобы их поверхности были обращены друг к другу, как проиллюстрировано на Фиг. 1. Наложенные друг на друга стальной лист 1A и стальной лист 1B зажимаются сварочным электродом 2A и сварочным электродом 2B сверху и снизу, и сварку выполняется путем приложения требуемой силы сжатия. Также в данном примере для того, чтобы упростить объяснение, в качестве примера используется случай, в котором две части стальных листов, включая по меньшей мере одну часть высокопрочного стального листа, свариваются точечной сваркой. Однако даже в том случае, когда три или больше частей стальных листов, включая по меньшей мере одну часть высокопрочного стального листа, свариваются точечной сваркой, возможно выполнить точечную с помощью того же самого способа, что и способ, который будет описан ниже. Например, в состоянии, в котором из трех или больше частей стальных листов, включающих в себя по меньшей мере две части высокопрочных стальных листов, по меньшей мере две части высокопрочных стальных листов взаимно перекрываются, три или больше частей стальных листов могут быть сварены точечной сваркой.
[0110] Высокопрочный стальной лист обычно имеет большое электрическое сопротивление, так что при выполнении главной сварки обычно выделяется тепло. Кроме того, при выполнении главной сварки может существовать зазор между двумя взаимно смежными частями стальных листов. Если внутреннее давление расплавленного металла превышает внешнее давление, которое действует на коронную связь при выполнении главной сварки, происходит выплеск. Одной из целей выполнения предварительной подачи тока является подавление возникновения выплеска.
[0111] Фиг. 8 представляет собой диаграмму, иллюстрирующую пример второй формы подачи тока на сварочные электроды.
Сначала величина тока устанавливается равной величине предварительно подаваемого тока If (кА), и состояние, в котором величина тока равна величине предварительно подаваемого тока If (кА), сохраняется в течение времени предварительной подачи тока tf (мс), чтобы таким образом выполнить предварительную подачу тока. После того, как время предварительной подачи тока tf (мс) истечет, величина тока устанавливается в 0 (ноль), и состояние, в котором величина тока равна 0 (нулю), сохраняется в течение времени охлаждения после предварительной подачи тока tC (мс). После того, как время охлаждения после предварительной подачи тока tC истечет, главное сварку выполняется в состоянии, в котором величина тока устанавливается равной величине тока главной сварки IW (кА). Когда главная сварка завершается, величина тока устанавливается равной 0 (нулю), и состояние, в котором величина тока равна 0 (нулю), сохраняется в течение времени охлаждения после главной сварки (времени затвердевания) tS (мс). После того, как время охлаждения после главной сварки tS (мс) истечет, величина тока устанавливается равной величине повторно подаваемого тока IP (кА), и состояние, в котором величина тока равна величине повторно подаваемого тока IP (кА), сохраняется в течение времени повторной подачи тока tP (мс), выполняя тем самым повторную подачу тока. После того, как время повторной подачи тока tP (мс) истечет, величина тока устанавливается равной 0 (нулю). Следует отметить, что время выдержки tH (мс), показанное на Фиг. 8, соответствует времени выдержки сжимающей силы FE (Н) после завершения повторной подачи тока, как описано в первом примере. Кроме того, возможен также такой вариант, что когда начинается предварительная подача тока, величина тока не сразу устанавливается равной величине предварительно подаваемого тока If (кА), а постепенно увеличивается (имеет наклон) от 0 (нуля) до тех пор, пока она не достигнет величины предварительно подаваемого тока If (кА).
[0112] (Сила сжатия: FE)
Подача предварительно подаваемого тока If выполняется при одновременном сжатии множества наложенных друг на друга частей стальных листов сварочными электродами 2A и 2B с силой сжатия FE, удовлетворяющей вышеприведенному выражению (2). При предварительной сварке множество наложенных друг на друга частей стальных листов сжимается для того, чтобы предотвратить образование зазора между двумя смежными частями стальных листов 1A и 1B. В данном варианте осуществления диапазон силы сжатия FE при предварительной сварке устанавливается тем же самым, что и диапазон силы сжатия FE, прикладываемой при главной сварке и при повторной подаче тока, увеличивая тем самым рабочую эффективность.
[0113] (Предварительно подаваемый ток: If, время предварительной подачи тока: tf)
Во время сжатия стальных листов 1A и 1B с силой сжатия FE, описанной выше, сварку с предварительно подаваемым током If (кА), удовлетворяющим следующему выражению (10), выполняется между сварочными электродами 2A и 2B в течение времени предварительной подачи тока tf (мс), удовлетворяющего следующему выражению (11), чтобы таким образом выполнить предварительную подачу тока.
[0114] 0,40×IW ≤If <IW … (10)
IW: ток главной сварки (кА)
20≤tf … (11)
[0115] Если предварительно подаваемый ток If устанавливается равным или больше чем ток главной сварки IW, существует вероятность того, что при выполнении предварительной подачи тока произойдет выплеск. С другой стороны, если предварительно подаваемый ток If имеет величину меньше чем 0,4 от тока главной сварки IW, количество тепла, подаваемого к стальным листам 1A и 1B, становится недостаточным. Следовательно, существует вероятность того, что стальные листы 1A и 1B не смогут быть размягчены, и будет невозможно в достаточной степени уменьшить зазор между стальными листами 1A и 1B с помощью вышеописанного сжатия, что приведет к выплеску при выполнении главной сварки.
Из вышеприведенного описания следует, что в данном варианте осуществления предварительно подаваемый ток If устанавливается равным 0,4 или больше от тока главной сварки IW и меньше чем ток главной сварки IW. Однако для того, чтобы более надежно подавить возникновение выплеска, предпочтительно установить предварительно подаваемый ток If в пределах диапазона 0,6 или больше от тока главной сварки IW и 0,95 или меньше от тока главной сварки IW.
Следует отметить, что когда эффективное значение используется в качестве тока главной сварки IW, предпочтительно, чтобы предварительно подаваемый ток If также использовал эффективное значение. Кроме того, когда максимальная величина используется в качестве тока главной сварки IW, предпочтительно, чтобы предварительно подаваемый ток If также использовал максимальную величину.
[0116] Если время предварительной подачи тока tf составляет меньше чем 20 (мс), количество тепла, подаваемого к стальным листам 1A и 1B, становится недостаточным. Следовательно, существует вероятность того, что стальные листы 1A и 1B не смогут быть размягчены, и будет невозможно в достаточной степени уменьшить зазор между стальными листами 1A и 1B с помощью вышеописанного сжатия, что приведет к выплеску при выполнении главной сварки.
Когда ток главной сварки IW находится внутри диапазона, представленного вышеприведенным выражением (10), даже если время предварительной подачи тока tf является большим, возможно подавить возникновение выплеска при выполнении главной сварки. Следовательно, хотя величина верхнего предела времени предварительной подачи тока tf особенно не определяется, величина верхнего предела предпочтительно составляет 300 (мс) или меньше, если учитывать производительность точечно-сварного соединения.
[0117] (Время охлаждения после предварительной подачи тока: tC)
Когда сварку с предварительно подаваемым током If выполняется в течение времени предварительной подачи тока tf, после завершения сварки сила сжатия FE продолжает прикладываться. Это состояние сохраняется в течение времени охлаждения после предварительной подачи тока tC (мс), удовлетворяющего следующему выражению (12).
0≤tC <200+7×h … (12)
где h: толщина стального листа (мм)
[0118] Для роста коронной связи время охлаждения после предварительной подачи тока tC может быть установлено больше 0 (нуля). Следует отметить, что если выплеск при выполнении предварительной подачи тока не происходит, можно установить время охлаждения после предварительной подачи тока tC равным 0 (нулю). Кроме того, если время охлаждения после предварительной подачи тока tC становится равным "200+7×h" (мс) или больше, стальные листы 1A и 1B охлаждаются слишком сильно, что приводит к тому, что соответствие стальных листов 1A и 1B может быть потеряно при выполнении главной сварки. Чем больше толщина h стального листа, тем медленнее становится скорость охлаждения стальных листов 1A и 1B. Как описано в разделе (Время охлаждения после главной сварки: tS) в первом примере, в обычном диапазоне толщин стального листа, используемого для точечно-сварного соединения (например, от 0,5 мм до 3,2 мм), соотношение между временем охлаждения стальных листов 1A и 1B и толщиной h стального листа может быть аппроксимировано линейно. Следовательно, в данном варианте осуществления величина верхнего предела времени охлаждения после предварительной подачи тока tC представляется линейным выражением, использующим толщину h стального листа, как представлено выражением (12).
[0119] Две части стальных листов с различными толщинами листа, каждый из которых имеет углеродный эквивалент Ceq, представленный вышеупомянутым выражением (1), равный 0,3 масс.% или больше, были наложены друг на друга, причем зазор был обеспечен для части области или целой области между этими двумя частями стальных листов в различных видах, и были сварены точечной сваркой с использованием сварочной машины роботизированного типа и выполнением предварительной подачи тока, охлаждения, главной сварки, охлаждения, и повторной подачи тока в указанном порядке с различными схемами сварки. После этого была сделана проверка того, произошел ли выплеск при выполнении главной сварки.
[0120] Фиг. 9 представляет собой диаграмму, иллюстрирующую один пример соотношения между временем охлаждения после предварительной подачи тока tC и толщиной h стального листа.
На Фиг. 9 график, основанный на времени охлаждения после предварительной подачи тока tC и толщине h стального листа, когда выплеск при вышеупомянутой проверке не происходил, обозначается значками ○. Кроме того, график, основанный на времени охлаждения после предварительной подачи тока tC и толщине h стального листа, когда при вышеупомянутой проверке выплеск происходил, обозначается значками ▲. Как проиллюстрировано на Фиг. 9, горизонтальная ось указывает толщину листа h (мм), а вертикальная ось указывает время охлаждения tC (мс).
На Фиг. 9 граница между ○ и ▲ определялась как кривая регрессии. Из результата этого определения было получено линейное выражение, определяющее величину верхнего предела в вышеприведенном выражении (12).
[0121] Из вышеприведенного описания в данном варианте осуществления время охлаждения после предварительной подачи тока tC устанавливается равным величине, которая не меньше чем 0 (ноль) и не больше чем "200+7×h" (мс).
Следует отметить, что в качестве толщины h стального листа в выражении (12) используется, например, та же самая величина, что и величина толщины h стального листа в вышеупомянутом выражении (2). Кроме того, с точки зрения рабочей эффективности предпочтительно, чтобы сила сжатия FE, прикладываемая при выполнении предварительной подачи тока, сохранялась постоянной в течение времени охлаждения после предварительной подачи тока tC. Однако, также возможно, чтобы сила сжатия FE в течение времени охлаждения после предварительной подачи тока tC отличалась от силы сжатия FE, прикладываемой при выполнении предварительной подачи тока, внутри диапазона, удовлетворяющего вышеупомянутому выражению (2).
Кроме того, когда время охлаждения после предварительной подачи тока tC гарантируется, выражение (12) становится следующим выражением (12a).
0<tC <200+7×h … (12a).
[0122] (Ток главной сварки: IW)
Сразу после истечения времени охлаждения после предварительной подачи тока tC выполняется сварку с током главной сварки IW между сварочными электродами 2A и 2B при одновременном сохранении силы сжатия FE, прикладываемой при выполнении предварительной подачи тока, как она есть, чтобы таким образом провести главную сварку. Как объяснено в первом примере, ток главной сварки IW и время главной сварки (время, в течение которого проводится сварку с током главной сварки IW) особенно не ограничиваются. Следует отметить, что с точки зрения рабочей эффективности предпочтительно, чтобы сила сжатия FE, прикладываемая при выполнении предварительной подачи тока, сохранялась, как она есть, в течение времени главной сварки. Однако также возможно, чтобы сила сжатия FE во время главной сварки отличалась от силы сжатия FE, прикладываемой при выполнении предварительной подачи тока, внутри диапазона, удовлетворяющего вышеупомянутому выражению (2).
[0123] (Время охлаждения после главной сварки: tS)
Когда сварку с током главной сварки IW выполняется в течение предопределенного времени, и сразу после прекращения подачи тока, сварку останавливают, в то время сила сжатия FE, прикладываемая при выполнении предварительной подачи тока и главной сварки, сохраняется как она есть. Кроме того, это состояние сохраняется в течение времени охлаждения после главной сварки tS (мс), удовлетворяющего вышеприведенному выражению (3).
Способ определения времени охлаждения tS после главной сварки является тем же самым способом, что и способ из первого примера. Следует отметить, что, как описано в первом примере, для того, чтобы избежать снижения производительности для точечно-сварного соединения, время охлаждения tS после главной сварки более предпочтительно устанавливается в диапазоне не меньше чем "7×h+5" (мс) и не больше чем 250 (мс). Кроме того, для того, чтобы облегчить формирование затвердевшей области 5, предпочтительно, чтобы подача тока не осуществлялась в течение времени охлаждения tS после главной сварки, но также возможна подача тока, величина которого составляет 0,5 или меньше от тока главной сварки IW, в течение времени охлаждения tS после главной сварки для регулирования скорости формирования и температуры затвердевшей области 5. Кроме того, с точки зрения рабочей эффективности предпочтительно, чтобы сила сжатия FE, прикладываемая при выполнении предварительной и главной сварки, сохранялась постоянной в течение времени охлаждения tS после главной сварки. Однако также возможно, чтобы сила сжатия FE в течение времени охлаждения tS после главной сварки отличалась от силы сжатия FE, прикладываемой при выполнении предварительной и главной сварки, внутри диапазона, удовлетворяющего вышеупомянутому выражению (2).
[0124] (Повторно подаваемый ток: IP, время повторной подачи тока: tP)
Когда время охлаждения tS после главной сварки заканчивается, и сразу после формирования затвердевшей области 5 с требуемой шириной, повторная подача тока IP (кА), удовлетворяющего следующему выражению (13), выполняется в течение времени повторной подачи тока tP (мс), удовлетворяющего следующему выражению (14), при одновременном сохранении силы сжатия FE (Н), прикладываемой при выполнении предварительного и главной сварки, чтобы тем самым провести повторную подачу тока.
[0125] 0,66×IW ≤IP <IW … (13)
IW: ток главной сварки (кА)
48/(α2 –0,4) ≤tP … (14)
α=IP/IW
Следовательно, выражение (14) может быть переписано следующим образом.
48/{(IP/IW)2 –0,4} ≤tP … (14)
[0126] Выражение (13) является тем же самым, что и вышеприведенное выражение (4). В частности, способ определения повторно подаваемого тока IP является тем же самым способом, что и в первом примере. Следует отметить, что как описано в первом примере, повторно подаваемый ток IP предпочтительно устанавливается в диапазоне не меньше чем "0,70×IW" (кА) и не больше чем "0,98×IW" (кА) для того, чтобы более надежно получить эффект улучшения структуры и сегрегации. Кроме того, с точки зрения рабочей эффективности предпочтительно, чтобы сила сжатия FE, прикладываемая при выполнении предварительного и главной сварки, сохранялась постоянной во время повторной подачи тока tP. Однако также возможно, чтобы сила сжатия FE в течение времени повторной подачи тока tP отличалась от силы сжатия FE, прикладываемой при выполнении предварительного и главной сварки, внутри диапазона, удовлетворяющего вышеупомянутому выражению (2).
[0127] Две части стальных листов с различными толщинами листа, каждый из которых имеет углеродный эквивалент Ceq, представленный вышеупомянутым выражением (1), составляющий 0,3 масс. % или больше, были наложены друг на друга для точечной сварки с использованием сварочной машины роботизированного типа и выполнения предварительной подачи тока, главной сварки, охлаждения и повторной подачи тока в указанном порядке с различными моделями сварки. После этого CTS (прочность отслаивания) каждого точечно-сварного соединения была измерена на основе способа, определенного в стандарте JIS Z 3137. В настоящем описании это точечно-сварное соединение в случае необходимости упоминается как сварное соединение, полученное с помощью второй нетрадиционной сварки.
[0128] Точечно-сварное соединение, имеющее тот же самый диаметр ядра сварной точки, что и диаметр ядра сварной точки сварного соединения, полученного с помощью второго нетрадиционного сварки, было получено путем накладывания друг на друга двух частей стальных листов, каждый из которых имеет вышеописанный углеродный эквивалент и вышеописанную толщину листа, и выполнения точечной сварки с помощью того же самого способа, что и вышеописанный способ, за исключением выполнения охлаждения после главной сварки и повторной подачи тока. После этого CTS (прочность отслаивания) каждого точечно-сварного соединения была измерена на основе способа, определенного в стандарте JIS Z 3137. В настоящем описании это точечно-сварное соединение в случае необходимости упоминается как сварное соединение, полученное с помощью второй традиционной сварки.
[0129] CTS в сварном соединении, полученном с помощью второй нетрадиционной сварки, и CTS в сварном соединении, полученном с помощью второй традиционной сварки, в котором не выполнялось никакой повторной подачи тока, были сравнены между собой.
Фиг. 10 представляет собой диаграмму, иллюстрирующую второй пример соотношения между временем повторной подачи тока tP и квадратом величины, полученной путем деления повторного тока IP на ток главной сварки IW ((IP/IW)2).
[0130] На Фиг. 10, график, основанный на времени повторной подачи тока tP, повторно подаваемом токе IP и токе главной сварки IW, когда CTS в сварном соединении, полученном с помощью второго нетрадиционного сварки, был улучшен на 20% или больше по сравнению с CTS в сварном соединении, полученном с помощью второго традиционного сварки, обозначен значками ○. Кроме того, график, основанный на времени повторной подачи тока tP, повторно подаваемом токе IP и токе главной сварки IW, когда CTS в сварном соединении, полученном с помощью второго нетрадиционного сварки, был улучшен, но величина улучшения составляла менее 20%, или когда он не был улучшен по сравнению с CTS в сварном соединении, полученном с помощью второйо традиционной сварки, показан значками ▲. Как проиллюстрировано на Фиг. 10, горизонтальная ось указывает (IP/IW)2, а вертикальная ось указывает время tP (мс).
[0131] Фиг. 10 представляет собой диаграмму, соответствующую Фиг. 6. Аналогично первому примеру, на Фиг. 10 граница между ○ и ▲ определялась как кривая регрессии (в частности, были определены коэффициенты A и β в выражении (8)). Из результатов этого определения было получено вышеприведенное выражение (14).
Выражение (14) соответствует вышеприведенному выражению (5). В вышеприведенном выражении (5) коэффициент β равен "0,44". В отличие от этого, в выражении (14) коэффициент β равен "0,4". Следовательно, величина нижнего предела времени повторной подачи тока tP во втором примере становится ниже, чем в первом примере. Можно предположить, что это происходит потому, что полное количество подвода тепла к зоне 4 теплового воздействия становится большим из-за выполнения предварительной подачи тока.
[0132] Следует отметить, что, как описано в первом примере, когда время повторной подачи тока tP составляет меньше чем 200 (мс), диапазон выбора вышеупомянутого α(=IP/Iw) становится узким (см. Фиг. 10). Следовательно, предпочтительно, чтобы время повторной подачи тока tP составляло 200 (мс) или больше, и еще более предпочтительно, чтобы время повторной подачи тока tP составляло 400 (мс) или больше. Хотя величина верхнего предела времени повторной подачи тока tP особенно не определяется, величина верхнего предела предпочтительно составляет 2000 (мс) или меньше, если учитывать производительность точечно-сварного соединения.
Кроме того, если используется выражение (14), как в данном примере, величина нижнего предела времени повторной подачи тока tP может быть задана небольшой. Однако для того, чтобы предотвратить ошибку в задании времени повторной подачи тока tP за счет объединения времени повторной подачи тока tP, когда выполняется предварительная подача тока, и времени повторной подачи тока tP, когда предварительная подача тока не выполняется, возможно, чтобы данный пример также использовал вышеприведенное выражение (5) вместо выражения (14).
[0133] (Время выдержки: tH)
После выполнения повторной подачи тока при вышеописанных условиях, наложенные друг на друга стальные листы 1A и 1B сжимаются и удерживаются сварочными электродами 2A и 2B в течение времени выдержки tH (мс), определяемого вышеприведенным выражением (9), а затем давление снимается.
0≤tH ≤300 … (9)
[0134] Способ определения времени выдержки tH является тем же самым способом, что и в первом примере. Следует отметить, что как описано в первом примере, необходимо устанавливать время выдержки tH, учитывая тот факт, что фактическое время выдержки tH становится более длинным, чем заданное время выдержки tH. Кроме того, как описано в первом примере, также возможно установить время выдержки tH равным 0 (нулю).
[0135] <Точечно-сварное соединение>
Далее будет описано точечно-сварное соединение в данном варианте осуществления. Следует отметить, что в следующем описании, когда вышеописанное сварное соединение, полученное с помощью первой традиционной сварки и вышеописанное сварное соединение, полученное с помощью второй традиционной сварки, упоминаются в целом, они при необходимости упоминаются как сварные соединения, полученные с помощью традиционной сварки. Кроме того, когда вышеописанное сварное соединение, полученное с помощью первого нетрадиционной сварки и вышеописанное сварное соединение, полученное с помощью второй нетрадиционной сварки, упоминаются в целом, они при необходимости упоминаются как сварные соединения, полученные с помощью нетрадиционной сварки.
[0136] Когда точечно-сварные соединения формируются так, как в первом примере и втором примере способа точечной сварки, было подтверждено улучшение вязкости в зоне теплового воздействия (HAZ). Для того, чтобы выяснить причину этого, авторы настоящего изобретения наблюдали структуры зон теплового воздействия вышеописанного сварного соединения, полученного с помощью традиционной сварки и вышеописанного сварного соединения, полученного с помощью нетрадиционной сварки, используя электронный микроскоп. Следует отметить, что в этом случае из вышеописанных сварных соединений, полученных с помощью нетрадиционной сварки, использовалось вышеописанное сварное соединение, полученное с помощью нетрадиционной сварки, имеющее CTS, который улучшен на 20% или больше по сравнению с CTS в вышеописанном сварном соединении, полученном с помощью традиционной сварки.
[0137] Фиг. 11A представляет собой диаграмму (фотографию), иллюстрирующую один пример структуры зоны теплового воздействия вышеописанного сварного соединения, полученного с помощью нетрадиционного сварки (вышеописанного сварного соединения, полученного с помощью первого нетрадиционного сварки). Кроме того, Фиг. 11B представляет собой диаграмму (фотографию), иллюстрирующую один пример структуры зоны теплового воздействия вышеописанного сварного соединения, полученного с помощью традиционного сварки (вышеописанного сварного соединения, полученного с помощью первого традиционного сварки). Как проиллюстрировано на Фиг. 11A и Фиг. 11B, удалось подтвердить, что количество карбидов на основе железа, присутствующих в зоне теплового воздействия вышеописанного сварного соединения, полученного с помощью нетрадиционного сварки, имеющего CTS, который улучшен на 20% или больше по сравнению с CTS в вышеописанном сварном соединении, полученном с помощью традиционного сварки, больше чем аналогичное количество в вышеописанном сварном соединении, полученном с помощью традиционного сварки. Это удалось подтвердить как в описанной выше первой нетрадиционной сварке, так и в описанной выше второй нетрадиционной сварке. Упомянутый здесь карбид на основе железа представляет собой главным образом цементит (Fe3C). Однако, карбид на основе железа не ограничивается цементитом. Например, имеется случай, в котором в карбиде на основе железа содержится ε карбид (Fe2,4C) и т.п. Кроме того, имеется случай, в котором в карбиде на основе железа содержится другой металл - Mn, Cr и т.п.
[0138] Путем выполнения повторной подачи тока при условиях вышеприведенных выражения (4) и выражения (5) (вышеприведенных выражения (13) или выражения (14)), подвод тепла к зоне 4 теплового воздействия увеличивается, что приводит к тому, что максимальная достигаемая температура в зоне 4 теплового воздействия может быть установлена высокой. Следовательно, предшествующее аустенитное зерно становится большим, что увеличивает кажущуюся температуру мартенситного превращения. Когда кажущаяся температура мартенситного превращения увеличивается, преобразование в зоне 4 теплового воздействия происходит при относительно высокой температуре в процессе охлаждения после повторной подачи тока, что приводит к тому, что легко происходит автоматический отпуск (самоотпуск). Соответственно, зачастую наблюдается выделение мелкозернистых карбидов на основе железа. Как было описано выше, авторы настоящего изобретения нашли, что выделение мелкозернистых карбидов на основе железа в зоне 4 теплового воздействия способствует улучшению жесткости в зоне 4 теплового воздействия.
[0139] Соответственно, авторы настоящего изобретения исследовали состояние выделения карбидов на основе железа в зоне теплового воздействия каждого из множества сварных соединений, полученных с помощью нетрадиционной сварки, имеющих CTS, который улучшен на 20% или больше по сравнению с CTS в сварном соединении, полученном с помощью традиционной сварки. В результате этого было подтверждено, что любое сварное соединение, полученное с помощью нетрадиционной сварки, имеющее CTS, который улучшен на 20% или больше по сравнению с CTS в сварном соединении, полученном с помощью традиционной сварки, всегда удовлетворяет условию выделения карбидов на основе железа, которое будет описано ниже.
[0140] Фиг. 12A представляет собой диаграмму, объясняющую один пример условия выделения карбидов на основе железа. Фиг. 12B представляет собой диаграмму, иллюстрирующую часть области А, изображенной на Фиг. 12A, в увеличенном виде.
Фиг. 12A представляет собой диаграмму, схематично иллюстрирующую поперечное сечение, которое проходит через центр следа сварки, сформированного на поверхностях стальных листов 1A и 1B точечной сваркой, вдоль направления толщины стальных листов 1A и 1B. В качестве центра следа сварки может использоваться, например, целевое положение (положение сварки) концевых областей сварочных электродов 2A и 2B. Кроме того, также возможно, чтобы контур фактически сформированного следа сварки аппроксимировался окружностью, и центр этой окружности устанавливался как центр следа сварки.
[0141] Условие выделения карбидов на основе железа, описанных выше, заключается в том, что десять или больше карбидов на основе железа, в каждом из которых длина самой длинной части составляет 0,1 (мкм) или больше, выделяется (существует) в квадратной области 123, длина одной стороны которой составляет 10 мкм, в которой направление толщины листа и направление поверхности стальных листов 1 и 2 установлены в вертикальное направление и горизонтальное направление, соответственно, будучи областью внутри зоны 4 теплового воздействия такого поперечного сечения.
Здесь положение центра квадратной области 123 является положением 122 в поперечном сечении, отделенном расстоянием 100 (мкм) от положения 120 части конца ядра 3 сварной точки в направлении, перпендикулярном к касательной 121 к линии, указывающей на часть конца ядра 3 сварной точки из этого положения 120.
[0142] Кроме того, положение 120 части конца ядра 3 сварной точки является некоторым положением из положений на линии, указывающей на часть конца ядра 3 сварной точки, внутри диапазона, центр которого устанавливается в центр точечно-сварного соединения в направлении толщины листа, и длина которого составляет 1/4 от полной толщины листа tsum, являющейся суммарной толщиной стальных листов 1A и 1B до точечной сварки вдоль направления толщины листа (внутри диапазона, обозначенного как tsum/4 на Фиг. 12A). Следует отметить, что для удобства представления на Фиг. 12A длина, включающая часть зазора между стальными листами 1A и 1B, представлена как полная толщина листа tsum. Однако фактически полная толщина стальных листов 1A и 1B до точечной сварки, которая не включает в себя длину части зазора между стальными листами 1A и 1B, устанавливается равной полной толщине листа tsum, как описано выше.
[0143] В качестве положения центра в направлении толщины листа точечно-сварного соединения можно использовать, например, положение центра длины в направлении толщины листа части, проходящей через центр сварочной отметки в вышеописанном поперечном сечении.
Кроме того, в качестве длины самой длинной части карбида на основе железа можно использовать, например, максимальную величину расстояния между двумя произвольными точками на линии, указывающей на часть конца карбида на основе железа в вышеописанном поперечном сечении. Кроме того, в качестве длины самой длинной части карбида на основе железа также возможно использовать максимальную величину длины прямой линии между двумя точками на линии, конфигурирующей часть конца карбида на основе железа, являющуюся длиной прямой линии, проходящей через положение центра тяжести карбида на основе железа в вышеописанном поперечном сечении.
[0144] Причина, по которой квадратная область 123 определяется как описано выше, состоит в том, что такая область 123 является областью внутри зоны 4 теплового воздействия, и является также областью, в которой образуется трещина на начальной стадии, когда происходит разрыв при нажатии в испытании на перекрестное растяжение.
[0145] Следует отметить, что по меньшей мере один из стальных листов 1A и 1B является вышеописанным высокопрочным стальным листом. Кроме того, в примере, проиллюстрированном на Фиг. 12A и Фиг. 12B, объяснение в качестве примера было сделано для случая, в котором две части стальных листов 1A и 1B свариваются точечной сваркой. Однако, условие выделения описанных выше карбидов на основе железа также может быть применено к случаю, в котором три или больше частей стальных листов, включающих в себя по меньшей мере одну часть высокопрочного стального листа, свариваются точечной сваркой.
[0146] Далее будет описан один пример способа наблюдения карбидов на основе железа. Сначала вышеописанное поперечное сечение полируется. После этого делается электронная микрофотография области включающей в себя квадратную область 123. По этой электронной микрофотографии измеряется длина самой длинной части каждого карбида на основе железа, и подсчитывается количество карбидов на основе железа, в каждом из которых длина самой длинной части составляет 0,1 (мкм) или больше. Исходя из количества карбидов на основе железа можно оценить, удовлетворяется ли условие выделения описанных выше карбидов на основе железа. Следует отметить, что в следующем описании вышеописанная квадратная область 123 при необходимости упоминается как область подсчета количества карбидов на основе железа.
[0147] Следует отметить, что все вышеописанные варианты осуществления настоящего изобретения просто иллюстрируют конкретные примеры осуществления настоящего изобретения, и техническая область охвата настоящего изобретения не должна рассматриваться как ограниченная этими вариантами осуществления. Таким образом, настоящее изобретение может быть осуществлено в различных формах без отступления от его технического духа или его главных особенностей.
ПРИМЕРЫ
[0148] Далее будут описаны примеры настоящего изобретения. Условия в этих примерах являются условными примерами, используемыми для того, чтобы подтвердить применимость и эффекты настоящего изобретения, и настоящее изобретение не ограничивается этими условными примерами. Настоящее изобретение может использовать различные условия, пока цель настоящего изобретения достигается без отступления от сути настоящего изобретения.
[0149] Были подготовлены стальные листы A, B и C, представленные в Таблице 1. Стальной лист A получается путем нанесения металлического покрытия из алюминия на поверхность горячештампованного стального листа, имеющего толщину листа 2,0 (мм) и предел прочности в классе 1470 МПа. Стальной лист В получается путем нанесения металлического покрытия из алюминия на поверхность горячештампованного стального листа, имеющего толщину листа 1,6 (мм) и предел прочности в классе 1470 МПа. Стальной лист С получается путем нанесения металлического покрытия из цинка на поверхность горячештампованного стального листа, имеющего толщину листа 1,4 (мм) и предел прочности в классе 1470 МПа. Кроме того, были подготовлены стальные листы D и E, представленные в Таблице 1. Стальной лист D получается путем нанесения металлического покрытия из цинка на поверхность холоднокатаного стального листа, имеющего толщину листа 1,2 (мм) и предел прочности в классе 1180 МПа. Стальной лист E является холоднокатаным стальным листом, имеющим толщину листа 1,4 (мм) и предел прочности в классе 980 МПа.
Следует отметить, что значение Ceq, указанное в Таблице 1, соответствует углеродному эквиваленту, представленному выражением (1). Кроме того, Таблица 1 для удобства представления представляет только содержание углерода. Стальные листы А-E являются стальными листами, каждый из которых содержит вышеописанный состав компонентов внутри диапазонов верхних и нижних пределов, описанных выше.
[0150]
(мм)
[0151] Две части стальных листов в комбинации одного и того же типа стали и одной и той же толщины листа накладывались друг на друга и подвергались точечной сварке с использованием сварочной машины роботизированного типа при условиях сварки 1-1 - 1-33 и 2-1 - 2-18, представленных в Таблицах 2-6. После этого CTS (прочность отслаивания) каждого точечно-сварного соединения была измерена с помощью способа, определенного в стандарте JIS Z 3137. Результаты измерений представлены в разделе CTS и разделе отношение прочности соединения в Таблицах 7 и 8 относительно соединения, полученного с помощью традиционной сварки.
[0152] В Таблицах 7 и 8, прочность соединения, полученного с помощью традиционной сварки получается путем умножения на 100 величины, полученной в результате деления величины, полученной путем вычитания из CTS в точечно-сварном соединении, сформированном при условиях сварки 1-1 - 1-33 и 2-1 - 2-18 (CTS в сварном соединении, полученном с помощью нетрадиционной сварки), CTS в точечно-сварном соединении, сформированном при тех же самых условиях сварки, за исключением выполнения охлаждения после главной сварки и повторной подачи тока (CTS в сварном соединении, полученном с помощью традиционной сварки), на CTS в точечно-сварном соединении, сформированном при этих условиях сварки (CTS в сварном соединении, полученном с помощью нетрадиционной сварки). Следует отметить также, что на Фиг. 5, Фиг. 6 и Фиг. 10, тип графика изменяется на основе того, улучшается или нет отношение прочности по сравнению с соединением, полученным с помощью традиционного сварки, на 20% или больше. Причина, по которой критерием служит то, улучшается или нет отношение прочности по сравнению с соединением, полученным с помощью традиционной сварки, на 20% или больше, заключается в том, что если отношение прочности по сравнению с соединением, полученным с помощью традиционной сварки, улучшается на 20% или больше, можно сказать, что существует значительная разница между CTS в сварном соединении, полученном с помощью нетрадиционной сварки, и CTS в сварном соединении, полученном с помощью традиционной сварки.
[0153] Кроме того, количество карбидов на основе железа, каждый из которых имеет длину самой длинной части 0,1 (мкм) или больше и существует в вышеописанной области подсчета карбидов на основе железа каждого точечно-сварного соединения, сформированного путем выполнения сварки при условиях сварки, представленных в Таблицах 2-6, подсчитывалось путем использования сканирующего электронного микроскопа (SEM). Результат этого представлен в разделе "количество выделенного карбида на основе железа" в Таблицах 7 и 8.
Для того, чтобы получить вышеописанную область подсчета карбидов на основе железа, целевое положение электродов было установлено как центр сварной отметки. Кроме того, две части стальных листов были вырезаны так, чтобы они проходили через центр сварной отметки вдоль толщины листа двух частей стальных листов, и поперечное сечение было отполировано. Отполированное поперечное сечение наблюдалось с помощью сканирующего электронного микроскопа для определения вышеописанной области подсчета карбидов на основе железа. Сначала было определено одно из двух положений, разделенных длиной в 1/8 от полной толщины листа двух частей стальных листов перед сваркой в направлении толщины листа от центра точечно-сварного соединения, являющееся положением в части конца ядра сварной точки отполированного поперечного сечения. Положение, отстоящее от этого положения на 100 (мкм) в направлении, перпендикулярном касательной к линии, указывающей на часть конца ядра сварной точки (линии, указывающей контур ядра сварной точки) в заданном положении, было определено из области внутри зоны теплового воздействия отполированного поперечного сечения. После этого квадратная область, являющаяся областью, в которой вышеупомянутое положение устанавливается как ее центр, длина одной стороны которой составляет 10 мкм, в которой направление толщины листа и направление поверхности листа двух частей стальных листов устанавливаются в вертикальное направление и горизонтальное направление, соответственно, была установлена как вышеописанная область подсчета карбидов на основе железа. После этого максимальное значение расстояния между двумя произвольными точками на линии, указывающей часть конца карбида на основе железа, было установлено как самая длинная часть.
[0154] Во всех процессах сварки использовались купольные радиальные электроды, сделанные из меди и имеющие наконечник с радиусом кривизны 40 (мм). Стальные листы A, B и C были подвергнуты свариванию с силой сжатия 5000 (Н) с использованием электродов с диаметром наконечника 8 (мм). Стальные листы D и E были подвергнуты свариванию с силой сжатия 3500 (Н) с использованием электродов с диаметром наконечника 6 (мм). Следует отметить, что сила сжатия в течение всего процесса поддерживалась постоянной.
[0155] Затем, когда точечная сварка была выполнена при условиях сварки 2-1 - 2-20, представленных в Таблицах 5 и 6 (условия сварки, включающие в себя выполнение предварительной подачи тока), был обеспечен зазор между двумя частями стальных листов, а также было проверено присутствие/отсутствие выплеска во время выполнения главной сварки. Результат этой проверки представлен в разделе "присутствие/отсутствие выплеска при наличии зазора" в Таблице 8. Две части прокладок, каждая из которых имеет толщину 2 (мм), были расположены между двумя частями стальных листов так, чтобы они были обращены друг к другу, будучи разделенными друг от друга, с целевым положением электродов, расположенным между ними. Интервал между каждой прокладкой и целевым положением электродов был установлен равным 20 (мм).
[0156]
/(α2-0,44)
(α2-0,44)
[0157]
/(α2-0,44)
(α2-0,44)
[0158]
/(α2-0,44)
/(α2-0,44)
[0159]
/(α2-0,4)
(α2-0,4)
[0160]
ная подача тока
/(α2-0,4)
(α2-0,4)
(α2-0,44)
[0161]
[0162]
[0163] Как представлено в Таблицах 7 и 8, в примерах настоящего изобретения под номерами 1-4 - 1-8, 1-12 - 1-18, 1-20 - 1-29, 1-31 - 1-33, 2-5 - 2-7, 2-12 и 2-13, требования, определенные вышеописанным образом, удовлетворяются (см. Таблицы 7 и 8). Следовательно, получаются сварные соединения, каждое из которых имеет прочность соединения выше, чем прочность сварного соединения, полученного с помощью обычной точечной сварки (на 20% или больше по сравнению с соединением, полученным с помощью традиционной сварки).
Следует отметить, что когда содержание фосфора в стальном листе превышает 0,03 масс. %, и когда содержание серы в стальном листе превышает 0,01 масс. %, было невозможно получить 20% или больше улучшения прочности по сравнению с соединением, полученным с помощью традиционной сварки, независимо от условий сварки. Кроме того, было подтверждено, что свойства (предел прочности, обрабатываемость и т.п.) высокопрочного стального листа ухудшаются, когда углеродный эквивалент Ceq и состав других компонентов не находятся в пределах вышеупомянутых диапазонов.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0164] Настоящее изобретение может быть использовано, например, в промышленности, которая использует точечную сварку в качестве технологии производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТОЧЕЧНОЙ СВАРКИ | 2016 |
|
RU2689293C1 |
| СВАРНОЕ СОЕДИНЕНИЕ, ПОЛУЧЕННОЕ ТОЧЕЧНОЙ СВАРКОЙ, И СПОСОБ ТОЧЕЧНОЙ СВАРКИ | 2015 |
|
RU2696507C1 |
| СВАРНОЕ СОЕДИНЕНИЕ, ПОЛУЧЕННОЕ ТОЧЕЧНОЙ СВАРКОЙ, И СПОСОБ ТОЧЕЧНОЙ СВАРКИ | 2015 |
|
RU2660431C2 |
| СПОСОБ ТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 2014 |
|
RU2663659C2 |
| СПОСОБ ТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 2014 |
|
RU2633409C2 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2014 |
|
RU2633413C2 |
| СПОСОБ ТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 2016 |
|
RU2699342C1 |
| СПОСОБ ДУГОВОЙ ТОЧЕЧНОЙ СВАРКИ И СВАРОЧНЫЙ АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2676542C2 |
| СПОСОБ ТОЧЕЧНОЙ СВАРКИ СОПРОТИВЛЕНИЕМ ДЛЯ СОЕДИНЕНИЯ ЛИСТОВЫХ СТАЛЕЙ С НАНЕСЕННЫМ ПОКРЫТИЕМ ИЗ ЦИНКА | 2018 |
|
RU2726166C1 |
| СВАРНАЯ КОНСТРУКЦИЯ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2015 |
|
RU2660483C2 |
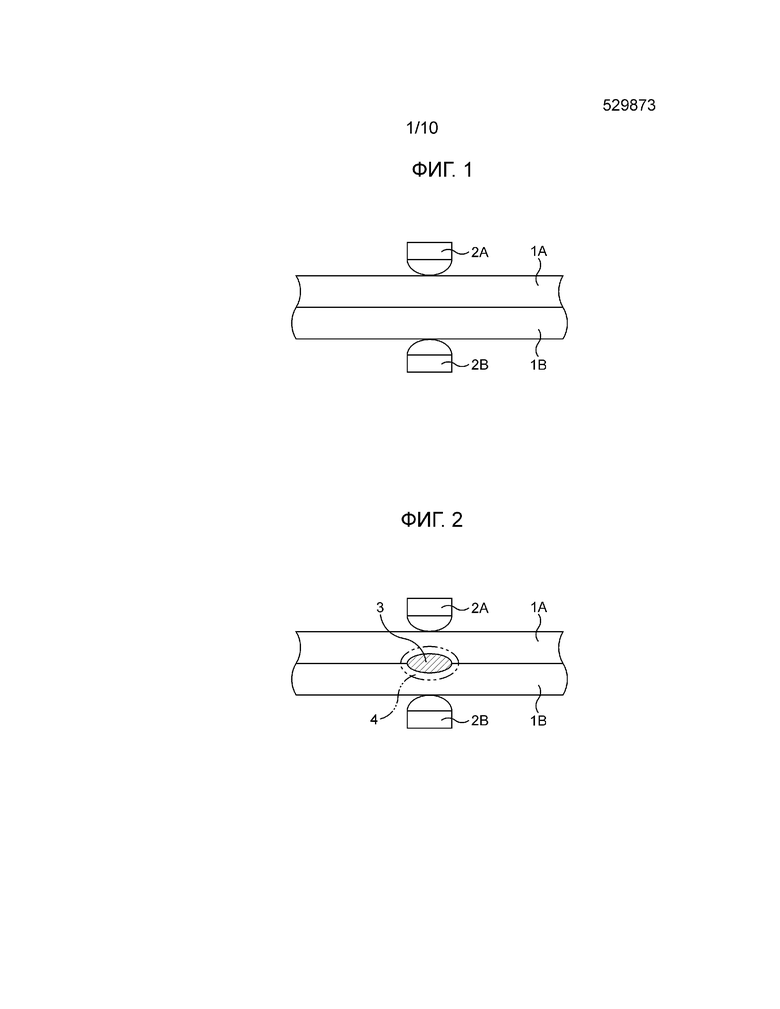
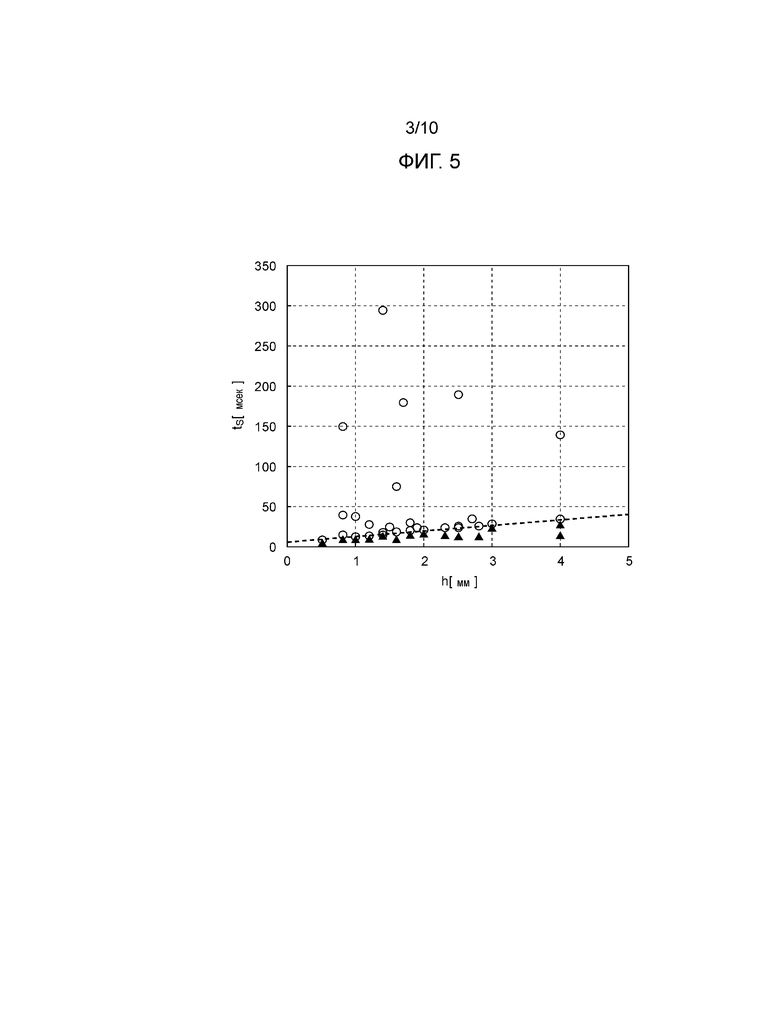
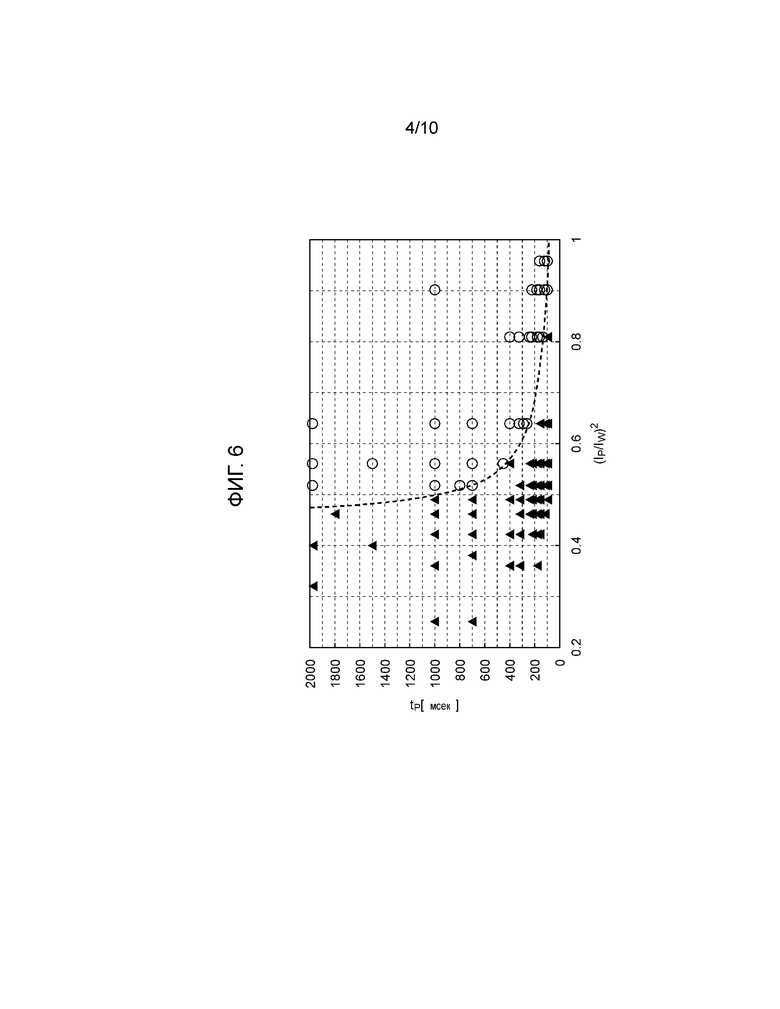
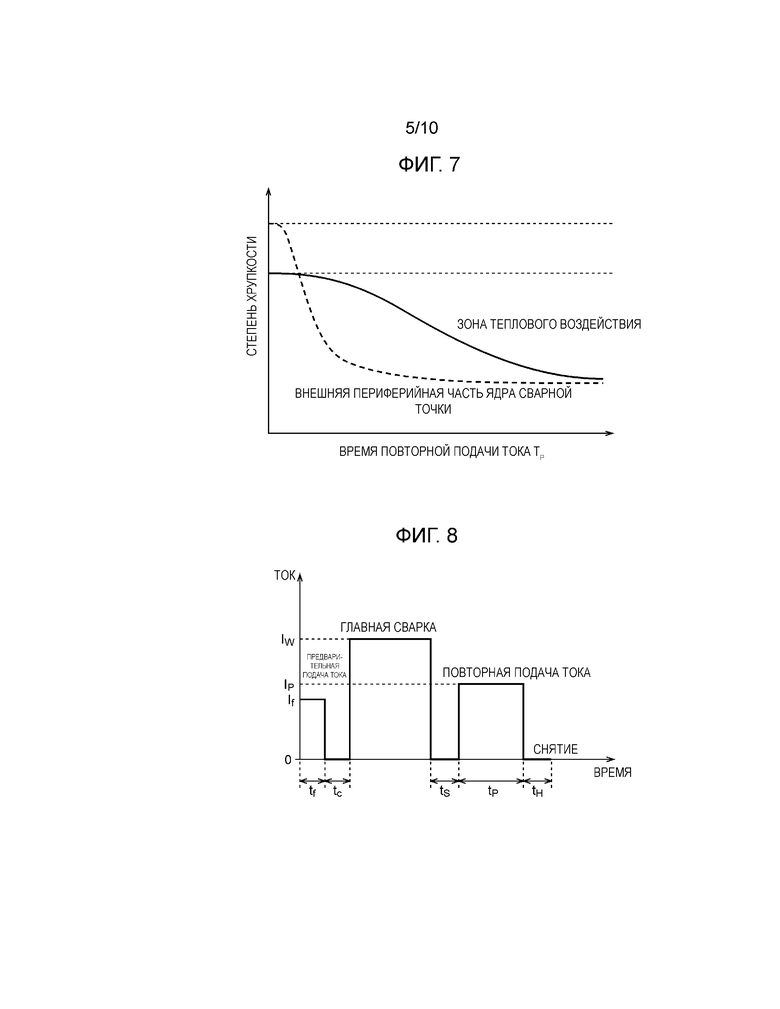
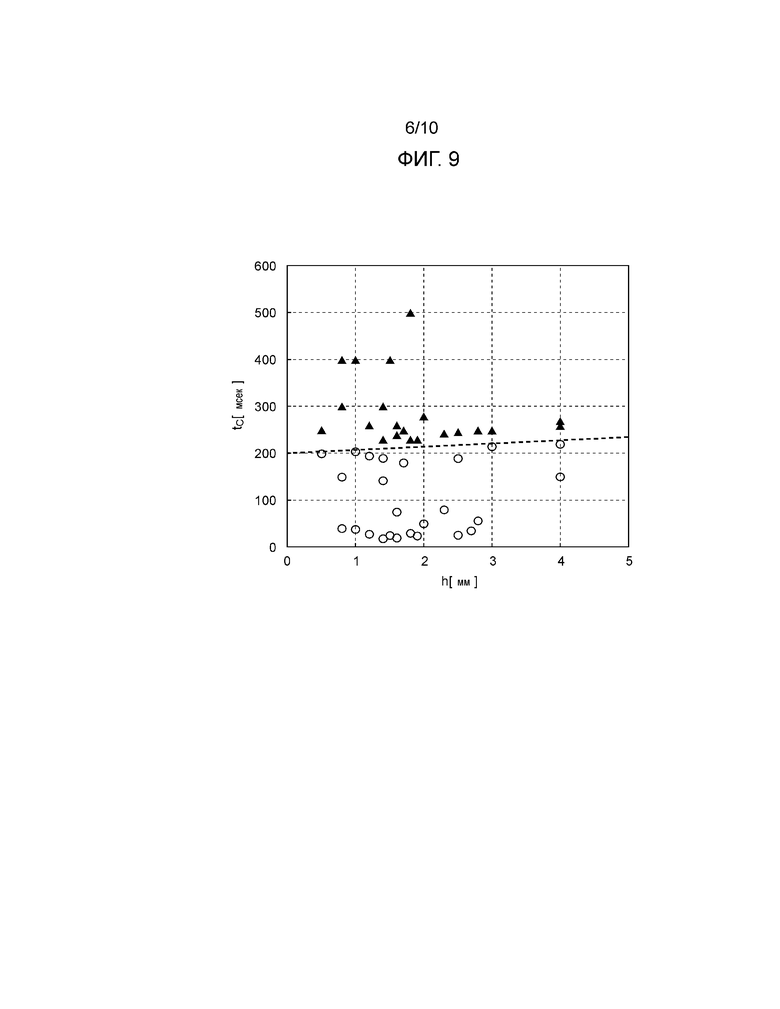
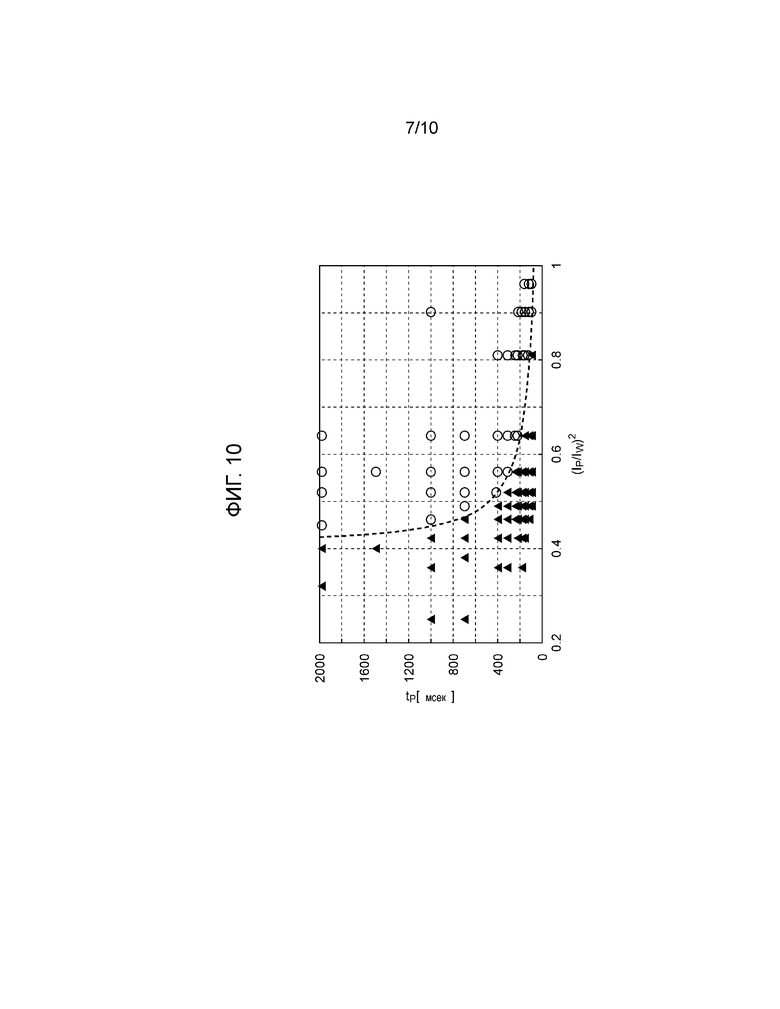
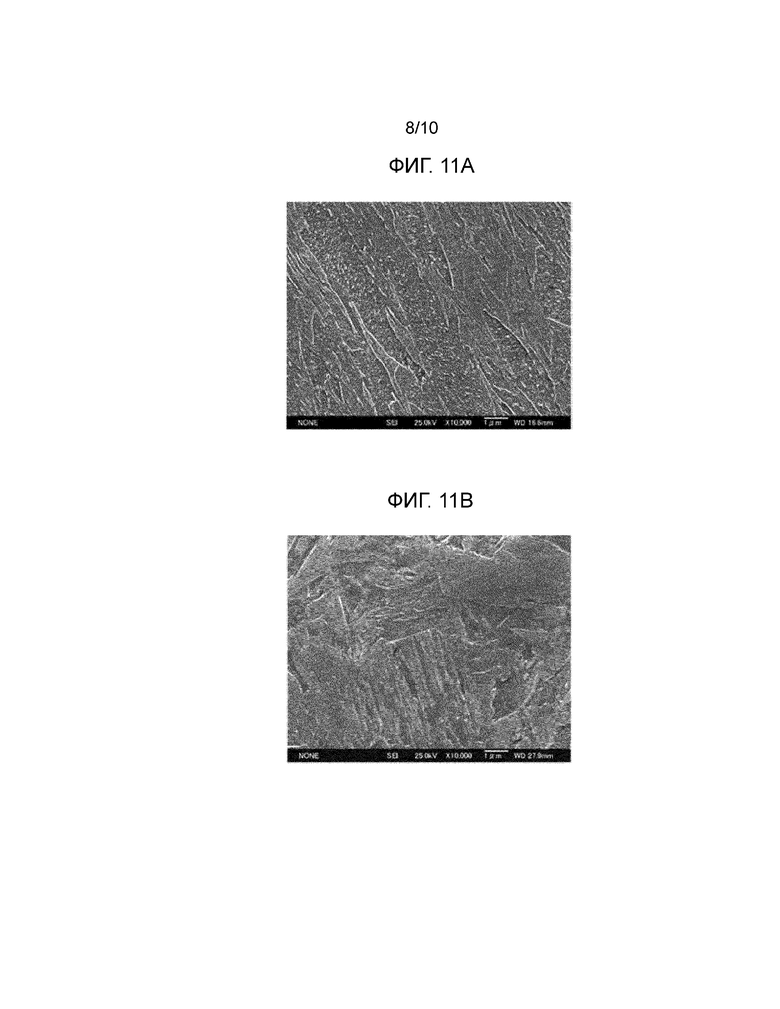
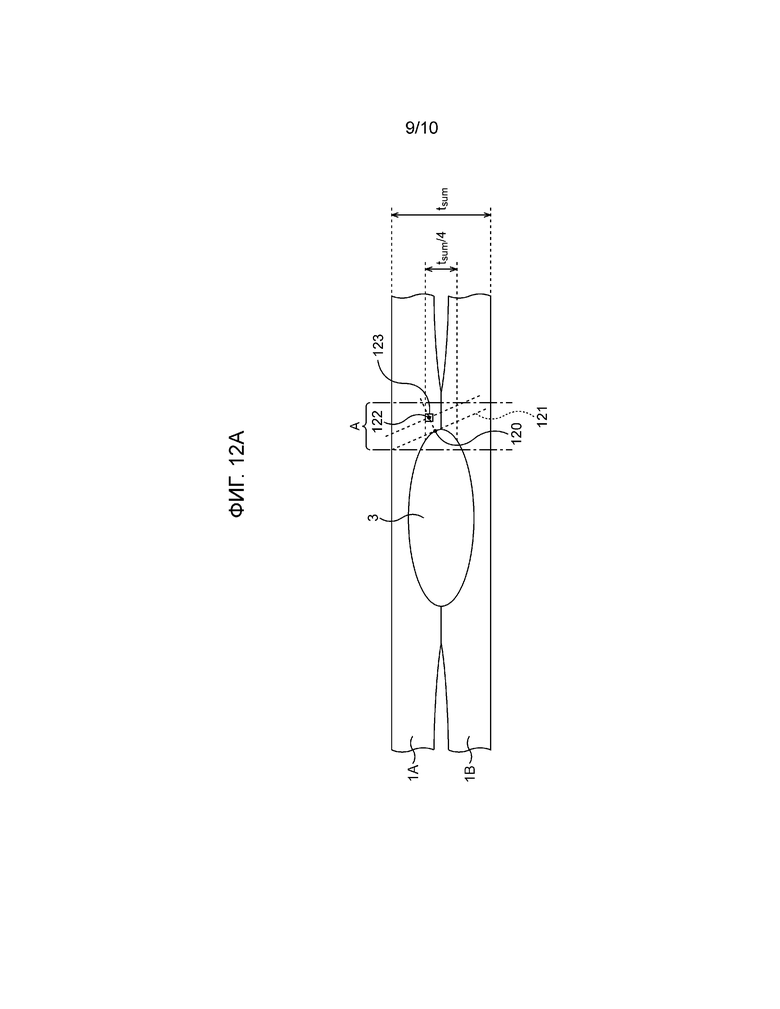
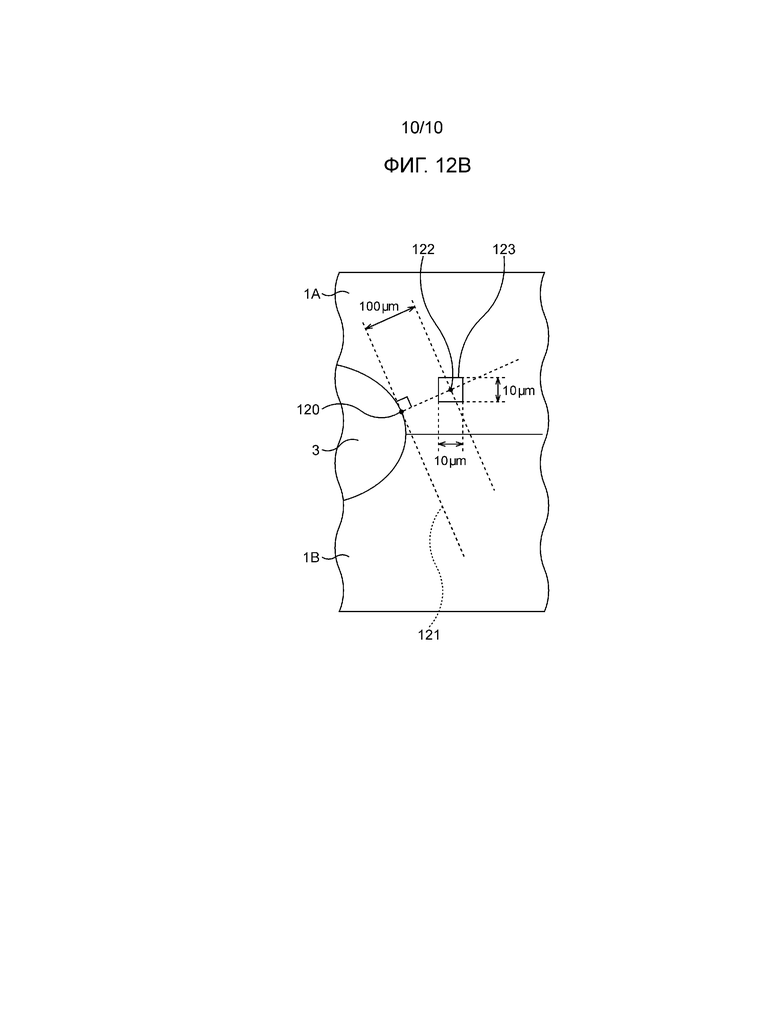
Изобретение может быть использовано для получения соединения точечной контактной сваркой наложенных друг на друга стальных листов, по меньшей мере один из которых выполнен из высокопрочной стали с пределом прочности от 750 до 2500 МПа. Значение углеродного эквивалента Ceq высокопрочного стального листа составляет от 0,20 до 0,55 мас.%. В зоне теплового воздействия в квадратной области, длина одной стороны которой составляет 10 мкм, расположены десять или больше зерен карбидов на основе железа, длина самой длинной части каждого из которых составляет не менее 0,1 мкм. Соединение получают путем осуществления главной сварки при подаче на сварочные электроды тока в состоянии сжатия наложенных друг на друга стальных листов, охлаждения стальных листов после завершения главной сварки при сохранении силы сжатия и повторной подачи на сварочные электроды тока. Изобретение обеспечивает улучшение прочности отслаивания точечно-сварного соединения. 3 н.п. ф-лы, 12 ил., 8 табл.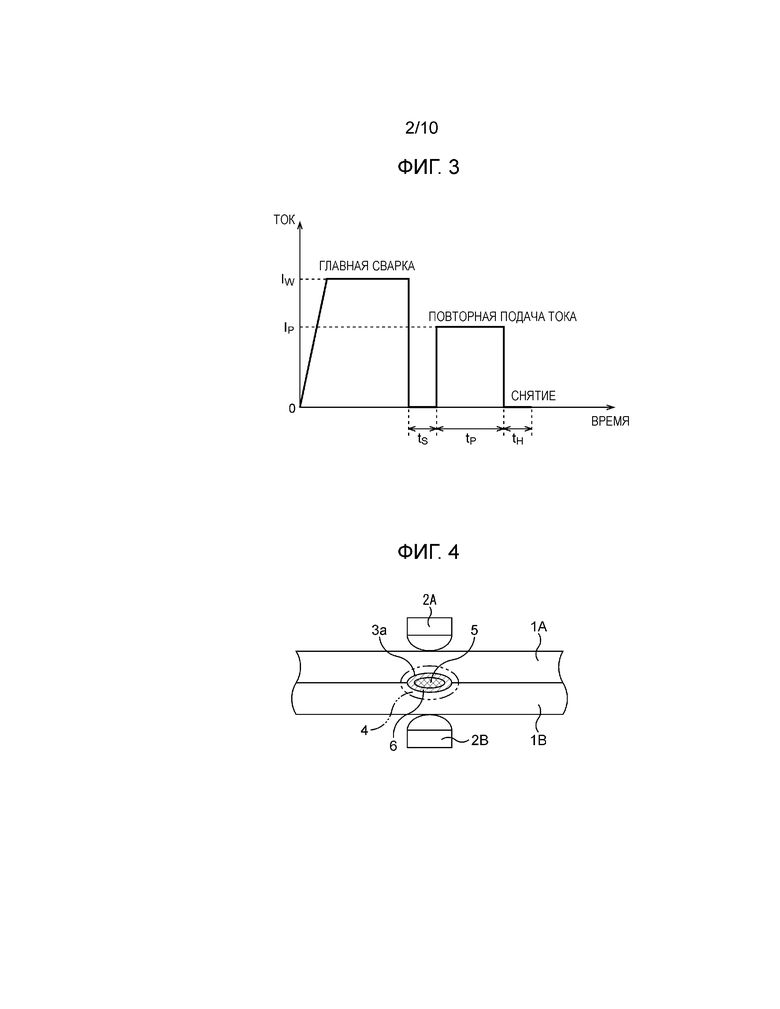
1. Сварное соединение наложенных друг на друга двух или более стальных листов, по меньшей мере один из которых выполнен из высокопрочной стали, предел прочности которой составляет от 750 до 2500 МПа, а углеродный эквивалент Ceq составляет от 0,20 до 0,55 мас.%, полученное точечной контактной сваркой, содержащее
ядро сварной точки и зону теплового воздействия, при этом
в зоне теплового воздействия в квадратной области, длина одной стороны которой составляет 10 мкм, расположены десять или больше зерен карбидов на основе железа, длина самой длинной части каждого из которых составляет не менее 0,1 мкм,
причем упомянутая квадратная область расположена в поперечном сечении, проходящем через центр следа точечной сварки, сформированного на поверхностях стальных листов, а
центр этой квадратной области расположен на расстоянии 100 мкм в перпендикулярном направлении от касательной линии, проведенной к точке, расположенной на части границы ядра сварной точки,
упомянутая часть границы ядра сварной точки расположена внутри зоны в центре точечно-сварного соединения по толщине листа, размер которой составляет 1/4 от суммарной толщины стальных листов,
при этом углеродный эквивалент Ceq высокопрочной стали определен из выражения
Ceq = [C]+[Si]/30+[Mn]/20+2[P]+4[S] …(A),
где [C], [Si], [Mn], [P] и [S] – соответствующие содержания (мас.%) углерода, кремния, марганца, фосфора и серы.
2. Способ получения точечной контактной сваркой сварного соединения наложенных друг на друга двух или более стальных листов, по меньшей мере один из которых выполнен из высокопрочной стали, предел прочности которой составляет от 750 до 2500 МПа, а углеродный эквивалент Ceq, определенный из выражения (А), составляет от 0,20 до 0,55 мас.%, включающий:
осуществление главной сварки путем подачи на сварочные электроды тока главной сварки IW (кА) в состоянии сжатия наложенных друг на друга стальных листов сварочными электродами с силой сжатия FE (Н), величину которой определяют из выражения (B),
охлаждение стальных листов после завершения главной сварки в течение времени охлаждения tS (мс), удовлетворяющего выражению (C), при одновременном сохранении силы сжатия FE (Н),
осуществление повторной подачи на сварочные электроды тока тока IP (кА), величину которого определяют из выражения (D), в течение времени повторной подачи тока tP (мс), удовлетворяющего выражению (E), при одновременном сохранении силы сжатия FE (Н), и
после завершения повторной подачи тока, сохранение силы сжатия FE (Н) в течение времени выдержки tH (мс), которое определяют по выражению (F), с последующим снятием силы сжатия FE (Н), где
Ceq = [C]+[Si]/30+[Mn]/20+2[P]+4[S] … (A)
1960×h ≤ FE ≤ 3920×h … (B)
7×h+5 ≤ ts ≤ 300 … (C)
0,66×Iw ≤ Ip < Iw … (D)
48/{(IP/IW)2 –0,44}≤ tP … (E)
0 ≤ tH ≤ 300 … (F),
причем [C], [Si], [Mn], [P] и [S] – соответствующие содержания (мас.%) углерода, кремния, марганца, фосфора и серы, а h показывает полную сумму толщин стальных листов, деленную на два (мм).
3. Способ получения точечной контактной сваркой сварного соединения наложенных друг на друга двух или более стальных листов, по меньшей мере один из которых выполнен из высокопрочной стали, предел прочности которой составляет от 750 до 2500 МПа, а углеродный эквивалент Ceq, определенный из выражения (А), составляет от 0,20 до 0,55 мас.%, включающий
осуществление предварительной подачи на сварочные электроды тока If (кА), величину которого определяют из выражения (C), в течение времени предварительной подачи тока tf (мс), удовлетворяющего выражению (D), в состоянии сжатия наложенных друг на друга стальных листов сварочными электродами с силой сжатия FE (Н), величину которой определяют из выражения (B);
охлаждение стальных листов после завершения предварительной подачи тока в течение времени охлаждения tC (мс), удовлетворяющего выражению (E), при одновременном сохранении силы сжатия FE (Н),
осуществление главной сварки после упомянутого охлаждения путем подачи на сварочные электроды тока главной сварки IW (кА) при одновременном сохранении силы сжатия FE (Н),
охлаждение стальных листов после завершения главной сварки в течение времени охлаждения tS (мс), удовлетворяющего выражению (F), при одновременном сохранении силы сжатия FE (Н),
осуществление повторной подачи на сварочные электроды тока IP (кА), величину которого определяют из выражения (G), в течение времени повторной подачи тока tP (мс), удовлетворяющего выражению (H), при одновременном сохранении силы сжатия FE (Н), и
после завершения повторной подачи тока, сохранение силы сжатия FE (Н) в течение времени выдержки tH (мс), удовлетворяющего выражению (I), с последующим снятием силы сжатия FE (Н), где
Ceq = [C]+[Si]/30+[Mn]/20+2[P]+4[S] … (A)
1960×h ≤ FE ≤ 3920×h … (B)
0,40×Iw ≤ If < Iw … (C)
20≤tf … (D)
0≤tc<200+7×h … (E)
7×h+5 ≤ ts ≤ 300 … (F)
0,66×Iw ≤ Ip < Iw … (G)
48/{(IP/IW)2 –0,4}≤ tP … (H)
0 ≤ tH ≤ 300 … (I),
причем [C], [Si], [Mn], [P] и [S] – соответствующие содержания (мас.%) углерода, кремния, марганца, фосфора и серы, а h показывает полную сумму толщин стальных листов, деленную на два (мм).
| JP 2012192455 А, 11.10.2012 | |||
| US 20130020288 А1, 24.01.2013 | |||
| JP 2011177794 А, 15.09.2011 | |||
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 0 |
|
SU354954A1 |
| СПОСОБ МНОГОИМПУЛЬСНОЙ ТОЧЕЧНОЙ СВАРКИ | 0 |
|
SU197796A1 |

