ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к способу точечной контактной сварки, предназначенному для высокопрочного стального листа, имеющего предел прочности 980 МПа или больше, для использования в автомобилестроении и подобном.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0002] В последнее время в области автомобилестроения появилась потребность в более легких кузовах автомобилей для того, чтобы достичь более низкого расхода топлива и уменьшить выбросы CO2, а также появилась потребность в более высокой жесткости кузова для того, чтобы повысить безопасность при столкновениях. Для удовлетворения этих потребностей возрастает необходимость использования высокопрочных стальных листов в кузовах, компонентах и подобном.
Процессы сборки кузова, присоединения компонентов и подобного в основном используют точечную сварку. Однако до настоящего времени существовали проблемы в плане предела прочности на растяжение соединений, в частности, когда точечная сварка используется на высокопрочных стальных листах, имеющих высокий предел прочности.
[0003] В основном материале высокопрочного стального листа, чтобы достигнуть его прочности, содержится большое количество углерода и подобного. Кроме того, при точечной сварке быстрое охлаждение выполняется немедленно после нагрева участка сварного шва, так что часть сварного шва принимает мартенситную структуру, увеличивая твердость части сварного шва и зоны теплового воздействия и уменьшая пластичность.
[0004] В точечной сварке высокопрочных стальных листов способы, использующие двухступенчатую сварку, в которой повторный нагревающий этап сварки выполняется после главного этапа сварки, применяют как способы для улучшения пластичности участка сварной точки и обеспечения прочности соединения.
Например, в японской выложенной патентной заявке (JP-A) № 2002-103048 сварка со смягчением выполняется после истечения фиксированного промежутка времени после завершения точечной контактной сварки. Участок точечного шва (часть ядра сварной точки и зона теплового воздействия) подвергается отжигу, уменьшая твердость участка сварного шва. Заявка JP-A № 2010-115706 описывает способ, в котором после формирования ядра сварной точки с помощью главного этапа сварки выполняется повторный нагревающий этап сварки с величиной тока, равной или больше величины тока главного этапа сварки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0005] В последнее время проблемы замедленного разрушения (водородной хрупкости) появляются в качестве проблем при точечной контактной сварке высокопрочного стального листа, имеющего высокий предел прочности. Высокопрочный стальной лист, имеющий содержание углерода 0,15 мас.% или более и предел прочности 980 МПа или выше, содержит большое количество увеличивающий прокаливаемость элементов в дополнение к углероду, таких как кремний и марганец, так что закалка и упрочнение происходят, когда участок точечного шва нагреваются и охлаждаются во время сварки. Кроме того, в процессе охлаждения с тепловым сжатием часть сварного шва подвергается натяжению от ее периферии, так что существует остаточное распределение растягивающего напряжения при комнатной температуре.
[0006] Тремя основными факторами, управляющими замедленным разрушением, является твердость стального листа, остаточное напряжение и содержание водорода в стали. Участки точечного шва в высокопрочном стальном листе имеют высокую твердость и остаточные распределения растягивающего напряжения, как описано выше, и поэтому являются локализациями, уязвимыми для замедленного разрушения, когда происходит проникновение водорода.
Однако обычные двухступенчатые способы сварки не уделяют внимания улучшению характеристик сопротивления замедленному разрушению части сварного шва.
[0007] Соответственно, предметом настоящего изобретения является способ точечной контактной сварки для высокопрочного стального листа, имеющего содержание углерода 0,15 мас.% или более и предел прочности 980 МПа или выше, в котором получают стабильно высокие характеристики сопротивления замедленному разрушению при одновременном подавлении вариации понижения твердости при отпуске.
РЕШЕНИЕ ПРОБЛЕМЫ
[0008] Для того, чтобы улучшить характеристики сопротивления замедленному разрушению соединений посредством точечного шва, авторы настоящего изобретения считали очень важным обеспечить смягчение между сжимаемой контактной частью стального листа (также называемой коронным соединением), и частью конца ядра сварной точки, где развиваются и распространяются трещины. Благодаря этому соображению соответственно было выполнено исследование условий смягчения от сжимаемой контактной части стального листа до части конца ядра сварной точки, а также улучшения характеристик сопротивления замедленному разрушению при использовании двухступенчатой сварки, при которой повторный нагревающий этап выполняется после главного этапа сварки.
В результате было найдено, что сварные соединения с улучшенными характеристиками сопротивления замедленному разрушению могут быть получены путем задания подходящих условий для давления вплоть до главного этапа сварки, давления после главного этапа сварки, времени охлаждения и повторного нагревающего этапа сварки.
[0009] Основные принципы настоящего изобретения, являющегося результатом такого исследования, являются следующими.
[1] Способ точечной контактной сварки, в котором высокопрочные стальные листы, каждый из которых имеет содержание углерода 0,15 мас.% или более и предел прочности 980 МПа или выше, накладываются друг на друга и свариваются точечной контактной сваркой для того, чтобы получить соединение посредством точечного шва, и который включает в себя: процесс точечной контактной сварки, который разделяется на три процесса: первый процесс сварки, который формирует ядро сварной точки; процесс охлаждения, который следует за первым процессом сварки и во время которого сварочный ток равен нулю; и второй процесс сварки, который следует за процессом охлаждения и в котором ядро сварной точки смягчается, и в котором во время точечной контактной сварки значение I2/I1 устанавливается равным от 0,5 до 0,8, где I1 является током в первом процессе сварки, а I2 является током во втором процессе сварки, время tc (с) процесса охлаждения устанавливается в диапазоне от 0,8×tmin до 2,5×tmin, где tmin вычисляется с использованием приведенного ниже Уравнения (1) в соответствии с толщиной H (мм) стальных листов, время сварки t2 (с) второго процесса сварки устанавливается в диапазоне от 0,7×tmin до 2,5×tmin, и давление, прикладываемое электродами, начиная с процесса охлаждения, имеет большую величину, чем давление, прикладываемое электродами до первого процесса сварки
tmin=0,2×H2 (1)
[2] Способ точечной контактной сварки в соответствии с [1], в котором высокопрочные стальные листы снабжены покрытием.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0010] Настоящее изобретение представляет собой способ точечной контактной сварки для высокопрочного стального листа, имеющего содержание углерода 0,15 мас.% или более и предел прочности 980 МПа или выше, обеспечивающий подавление вариации понижения твердости при отпуске и обеспечивающий получение устойчиво высоких характеристик сопротивления замедленному разрушению при одновременном уменьшении времени сварки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
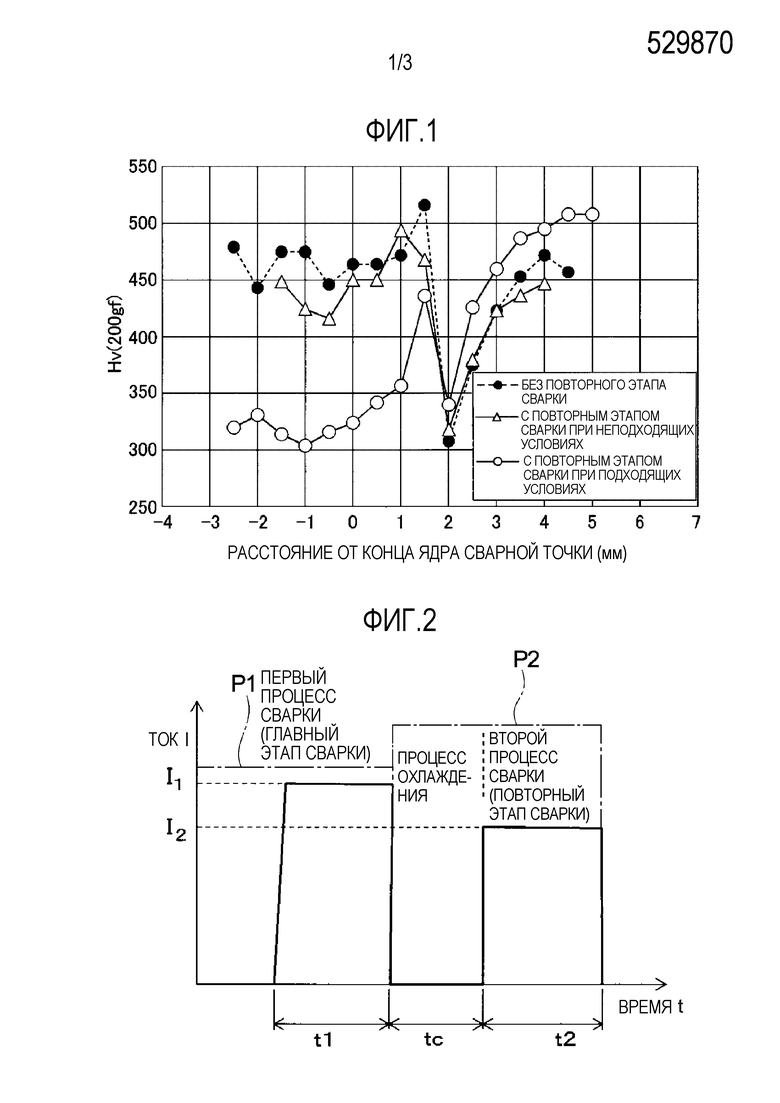
[0011] Фиг. 1 представляет собой график, иллюстрирующий примеры изменения твердости по Виккерсу на участках сварного шва при использовании одноступенчатой сварки и двухступенчатой сварки.
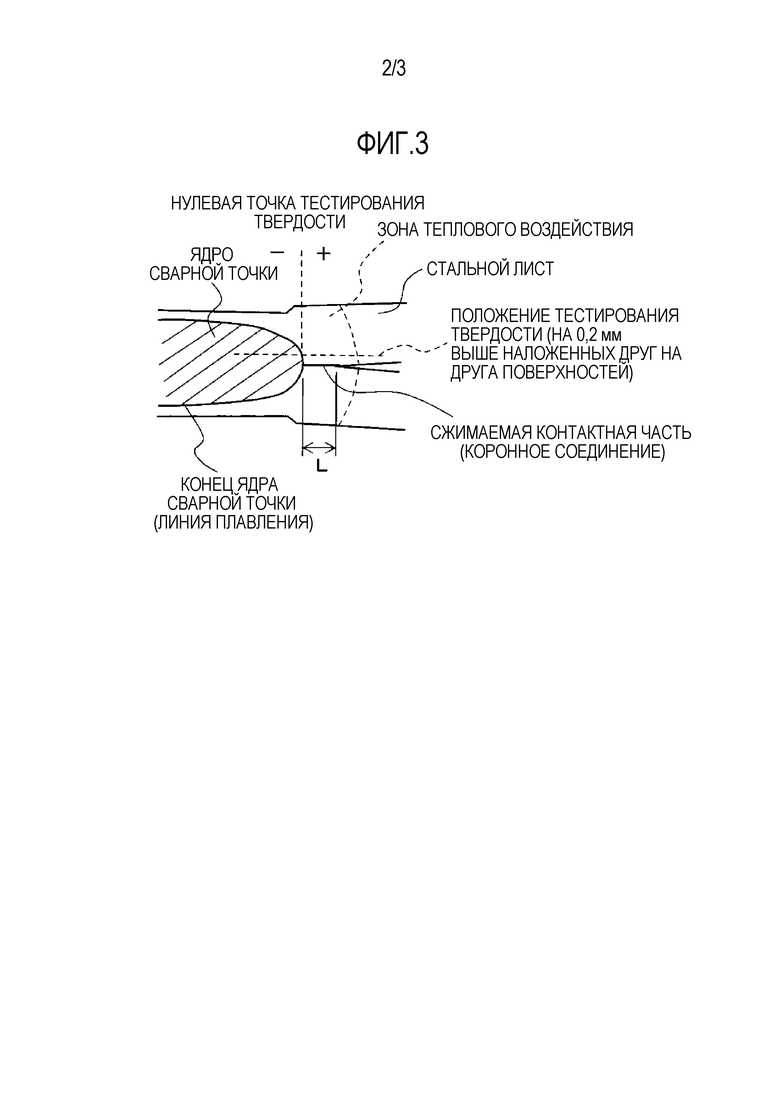
Фиг. 2 представляет собой диаграмму, объясняющую основную концепцию сварки и применения давления при точечной контактной сварке.
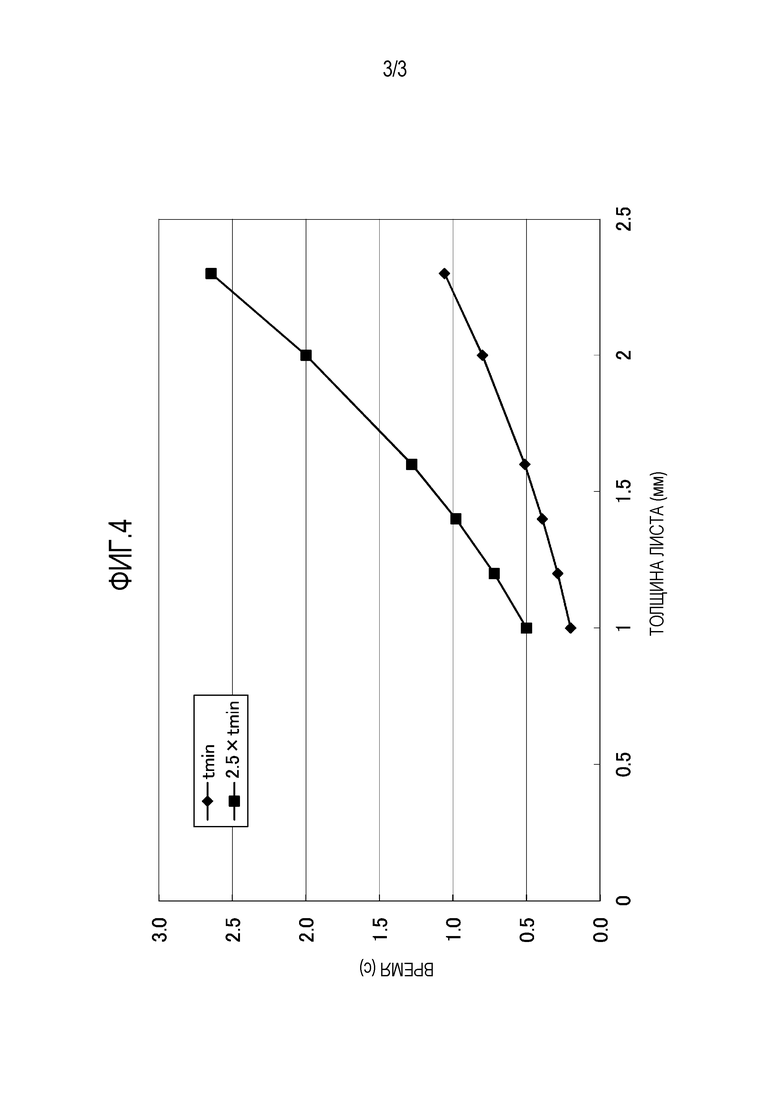
Фиг. 3 представляет собой диаграмму, объясняющую диапазон для испытания на твердость по Виккерсу в конечных частях ядра сварной точки, расположенных спереди и сзади линии плавления части сварного шва, а также на сжимаемой контактной части стального листа.
Фиг. 4 представляет собой график, иллюстрирующий соотношение между толщиной листа и tmin и 2,5×tmin.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0012] Далее приводится объяснение примерного варианта осуществления настоящего изобретения со ссылками на приложенные чертежи.
При выполнении точечной контактной сварки высокопрочных стальных листов, каждый из которых имеет содержание углерода 0,15 мас.% или более и предел прочности 980 МПа или выше, часть точечного шва, определяемая ядром сварной точки и зоной теплового воздействия, упрочняется за счет закалки в процессах нагревания и охлаждения при сварке. Кроме того, при тепловом сжатии в процессе охлаждения часть сварного шва растягивается от ее периферии, так что существует остаточное распределение растягивающего напряжения при комнатной температуре. Для кузовов автомобилей, например, водород может проникать через части сварного шва и вызывать замедленное разрушение (растрескивание вследствие водородной хрупкости) во время изготовления кузова или при работе в коррозионной окружающей среде.
[0013] Для точечной контактной сварки с двухступенчатой сваркой авторы настоящего изобретения попытались улучшить характеристики сопротивления замедленному разрушению путем использования повторной сварки для отпуска(смягчения) мартенситной структуры в непосредственной близости от границы (линии плавления) между ядром сварной точки, сформированным на главном этапе сварки, и основным материалом для того, чтобы сформировать мартенсит отпуска. В частности, авторы настоящего изобретения производили многочисленные тестовые образцы путем изменения отношения величины тока повторного этапа сварки к величине тока главного этапа (процесса) сварки при двухступенчатой сварке, изменения времени охлаждения после сварки и изменения времени повторного этапа сварки. Как проиллюстрировано на Фиг. 3, авторы настоящего изобретения затем проверили твердость по Виккерсу вдоль перекрывающихся поверхностей стальных листов, в конечных частях ядра сварной точки, расположенных спереди и сзади от линии плавления и в сжимаемой контактной части стального листа, и исследовали соотношение между условиями сварки и твердостью по Виккерсу. Авторы настоящего изобретения также исследовали соотношение между твердостью по Виккерсу и характеристиками сопротивления замедленному разрушению спереди и сзади от линии плавления.
[0014] В результате было найдено, что достижение структуры мартенсита отпуска в некотором диапазоне как спереди, так и сзади от линии плавления и обеспечение твердости по Виккерсу 400 или ниже обеспечивают получение сварных соединений с превосходными характеристиками сопротивления замедленному разрушению.
[0015] Фиг. 1 иллюстрирует пример результатов такого испытания. В примере, изображенном на Фиг. 1, точечная сварка была выполнена с использованием стальных листов, имеющих содержание углерода 0,22 мас.%, предел прочности 1510 МПа и толщину листа 2 мм. Нулевая точка на горизонтальной оси на Фиг. 1 указывает пересечение между перекрывающимися поверхностями стальных листов, которые формируют сжимаемую контактную часть стального листа, и линию плавления ядра сварной точки. Положительная область указывает расстояние от нулевой точки в направлении к перекрывающимся поверхностям, а отрицательная область указывает расстояние от нулевой точки до ядра сварной точки. Черные кружки относятся к примеру, в котором был выполнен только главный этап сварки, а повторная сварки не выполнялась, а белые кружки и треугольники относятся к примерам, в которых использовалась двухступенчатая сварка, при которой повторный этап сварки выполнялся после главного этапа сварки с некоторым временем охлаждения между ними. Белые кружки указывают пример, в котором сварка была выполнена при подходящих условиях, а треугольники указывают пример, в котором сварка была выполнено при неподходящих условиях.
[0016] Как проиллюстрировано на Фиг. 2, при двухступенчатой сварке использовали модель сварки, в которой главный этап сварки (первый процесс сварки) выполняют с током I1, затем выполняется охлаждение в течение времени охлаждения tc, во время которого сварочный ток равен нулю, а затем выполняют повторный этап сварки (второй процесс сварки) с током I2 в течение времени сварки t2. Условия сварки А в случае треугольников были следующими: I2/I1: 0,6, tc: 0,6 с, t2: 2,0 с, а условия сварки В в случае белых кружков были следующими: I2/I1: 0,6, tc: 1,2 с, t2: 1,2 с.
[0017] Из Фиг. 1 можно увидеть, что когда точечная контактная сварка выполняется с использованием модели сварки, в которой выполняется только главный этап сварки, а повторный этап сварки не выполняется, твердость по Виккерсу имеет высокое значение в непосредственной близости от конца ядра сварной точки; однако твердость в непосредственной близости от конца ядра сварной точки уменьшается при использовании двухступенчатой сварки. Даже при использовании двухступенчатой сварки величина смягчения варьируется в соответствии с условиями сварки. Небольшая величина смягчения имеет место в случае неподходящих условий сварки A, лишь с небольшим отличием от того, когда повторный этап сварки вообще не используется. Однако величина смягчения становится большой в случае подходящих условий сварки B, и можно заметить, что твердость по Виккерсу сильно уменьшается в непосредственной близости от конца ядра сварной точки.
[0018] В результате исследования характеристик сопротивления замедленному разрушению соединений, сваренных при условиях сварки A и B, с использованием теста травлением соляной кислотой, который будет описан позже, растрескивание наблюдалось в части сварного шва при условиях сварки А, которые дают небольшую величину смягчения в непосредственной близости от конца ядра сварной точки. Однако при условиях сварки B, которые дают большую величину смягчения, растрескивание в части сварного шва не наблюдалось.
[0019] На основе вышеописанных результатов авторы настоящего изобретения затем произвели многочисленные тестовые образцы с различной величиной смягчения, изменяя условия сварки и давление, и исследовали соотношение между твердостью в непосредственной близости от конца ядра сварной точки и структурой металла и характеристиками сопротивления замедленному разрушению. В результате было найдено, что структура металла имела структуру мартенсита отпуска в диапазоне от -L до +L от конца ядра сварной точки, где L является длиной сжимаемой контактной части стального листа, а среднее значение твердости по Виккерсу в этом диапазоне составляло 400 или ниже, обеспечивая получение соединений посредством точечного шва с превосходными характеристиками сопротивления замедленному разрушению.
[0020] Настоящее изобретение было получено на основе этих результатов исследования. Далее приводится объяснение необходимых условий настоящего изобретения.
[0021] ЦЕЛЕВОЙ СТАЛЬНОЙ ЛИСТ
Целевым соединением посредством сварного шва по настоящему изобретению является соединение, сформированное точечной контактной сваркой высокопрочных стальных листов, имеющих содержание углерода 0,15 мас.% или более и имеющих предел прочности 980 МПа или выше.
Причиной этого является тот факт, что некоторые или все структуры основного материала такого стального листа имеют мартенситную структуру. После точечной контактной сварки все ядро сварной точки и зона теплового воздействия около ядра сварной точки имеют мартенситную структуру, обуславливая проблемы замедленного разрушения этого соединения.
Следует отметить, что нет никакой особенной верхней границы для предела прочности; однако, имея в виду точечную свариваемость, верхняя граница предела прочности в настоящее время составляет приблизительно 2000 МПа.
[0022] Структура металла и твердость в непосредственной близости от конца ядра сварной точки
Для того чтобы предотвратить замедленное разрушение частей сварной точки, необходимо уменьшить твердость и остаточное растягивающее напряжение в непосредственной близости от конца ядра сварной точки. В частности, очень важно выполнить смягчение между сжимаемой контактной частью стального листа и частью конца ядра сварной точки, где развиваются и распространяются трещины.
[0023] В настоящем изобретении в результате описанного выше исследования было найдено, что структура металла в диапазоне от -L до +L имела структуру мартенсита отпуска в поперечном сечении сварного соединения, включающем ядро сварной точки, где начало координат (нулевая точка) является пересечением между сжимаемой контактной частью стального листа и линией плавления ядра сварной точки, а L является длиной сжимаемой контактной части стального листа, как проиллюстрировано на Фиг. 3. Кроме того, твердость по Виккерсу внутри этого диапазона имела среднее значение 400 или меньше, обеспечивая заметное улучшение в характеристиках сопротивления замедленному разрушению.
[0024] В настоящем изобретении предполагается, что использование повторного сварки, которое следует за главным этапом сварки для нагрева ядра сварной точки и зоны теплового воздействия сварки для уменьшения твердости в непосредственной близости от конца ядра сварной точки в описанном выше диапазоне, обеспечило в то же самое время достижение уменьшения остаточного растягивающего напряжения, и тем самым улучшило характеристики сопротивления замедленному разрушению.
[0025] Следует отметить, что твердость по Виккерсу может быть проверена с использованием, например, следующего способа.
Сначала соединение посредством точечного шва, сформированное точечной контактной сваркой, разрезается для того, чтобы получить поперечное сечение, которое является ортогональным к поверхности листа, и которое проходит через центр ядра сварной точки. Образец, включающий ядро сварной точки, вырезается из вырезанного образца, помещается в смолу и подобное, и поверхность поперечного сечения полируется. Затем, как проиллюстрировано на Фиг. 3, твердость по Виккерсу HV определяется от внутренней части ядра сварной точки к положению, которое практически не подверглось никакому смягчению, вдоль линии, проходящей параллельно перекрывающимся поверхностям сжимаемой контактной части стального листа, со смещением 0,2 мм от перекрывающихся поверхностей.
[0026] ХИМИЧЕСКИЙ СОСТАВ СТАЛЬНОГО ЛИСТА
Химический состав стального листа особенно не ограничивается, кроме как по содержанию углерода, и используется известный материал для горячей штамповки, тонкий стальной лист, известный как высокорастяжимый или снабженный покрытием тонкий стальной лист. В качестве более конкретного примера может использоваться стальной лист, имеющий описываемый ниже химический состав.
Например, может использоваться стальной лист, который состоит из C: от 0,15 мас.% до 0,50 мас.%, Si: от 0,01 мас.% до 2,50 мас.%, Mn: от 1,0 мас.% до 3,0 мас.%, P: 0,03 мас.% или меньше, S: 0,01 мас.% или меньше, N: 0,0100 мас.% или меньше, O: 0,007 мас.% или меньше, и Al: 1,00 % или меньше, с остатком из Fe и неизбежных примесей, и дополнительно включающий в себя элементы, выбранные из группы, состоящей из перечисленных ниже пунктов (a) - (c) ниже, если это требуется:
(a) Один, два или больше из Ti: от 0,005 мас.% до 0,10 мас.%, Nb: от 0,005 мас.% до 0,10 мас.% и V: от 0,005 мас.% до 0,10 мас.%;
(b) Один, два или больше из B: от 0,0001 мас.% до 0,01 мас.%, Cr: от 0,01 мас.% до 2,0 мас.%, Ni: от 0,01 мас.% до 2,0 мас.%, Cu: от 0,01 мас.% до 2,0 мас.%, Mo: от 0,01 мас.% до 0,8 мас.%.
(c) По меньшей мере один из группы, состоящей из Ca, Ce, Mg и редкоземельных металлов (REM), в общем количестве до от 0,0001 мас.% до 0,5 мас.%.
[0027] СПОСОБ ПРОИЗВОДСТВА СОЕДИНЕНИЯ ПОСРЕДСТВОМ ТОЧЕЧНОГО ШВА
Точечная контактная сварка выполняется следующим образом для того, чтобы сформировать соединение посредством точечного шва, описанное выше.
Фиг. 2 иллюстрирует пример модели сварки в процессе точечной контактной сварки. В этой токовой модели сначала выполняется первый процесс сварки для формирования ядра сварной точки с первичным током I1 в качестве главного этапа сварки, при прикладывании конкретного давления P1. Затем прикладывается давление P2, превышающее давление, которое прикладывалось до первого процесса сварки, сварку полностью останавливают, и после того, как истечет время охлаждения tc процесса охлаждения, выполняется второй процесс сварки для смягчения ядра сварной точки и его периферии с помощью повторного этапа сварки со вторичным током I2 в течение времени сварки t2. Затем, после завершения второго процесса сварки, сварочные электроды удаляют от стальных листов в той точке, когда завершается конкретное время выдержки, и давление снимают. P2-P1≥50 кгс (490 Н). Разность (P2-P1) между давлениями не имеет конкретного верхнего предела, но устанавливается в диапазоне, в котором нет никаких очевидных вмятин (углублений) в стальном листе.
[0028] В вышеописанном процессе условия сварки устанавливаются внутри следующих диапазонов.
I2/I1: от 0,5 до 0,8
tc: от 0,8×tmin до 2,5×tmin
t2: от 0,7×tmin до 2,5×tmin
Следует отметить, что tmin связано с толщиной листа H (мм) следующим Уравнением (1).
tmin=0,2×H2
Причины для этих условий сварки объясняются ниже.
[0029] I2/I1: от 0,5 до 0,8
Для того чтобы смягчить часть сварного шва с помощью повторного этапа сварки и достичь распределения твердости со средней величиной твердости по Виккерсу 400 или ниже в диапазоне от -L до +L, необходимо установить ток I2 при повторном этапе сварки внутри диапазона (от 0,5 до 0,8)×I1 относительно тока I1.
[0030] Если значение отношения I2/I1 составляет менее 0,5, температура нагрева во время повторного этапа сварки является низкой, и степень смягчения в части сварного шва является недостаточной, либо размягчаемая область не покрывает весь диапазон от -L до +L. Соответственно эффект улучшения характеристики сопротивления замедленному разрушению является небольшим. Однако, если значение отношения I2/I1 превышает 0,8, то ядро сварной точки, сформированное с помощью главного этапа сварки, а также зона теплового воздействия (HAZ) повторно нагреваются до области аустенитной фазы, и в последующем процессе охлаждения происходит закалка. Так как смягчение поэтому не может быть достигнуто, улучшение характеристик сопротивления замедленному разрушению не может быть достигнуто.
Даже если значение отношения I2/I1 превышает 0,8, часть сварного шва может иногда попадать в температурный интервал, в котором происходит смягчение, если время t2 имеет очень малую продолжительность. Однако если имеется вариация в зазоре между стальными листами или в состоянии контакта между электродами и стальными листами, иногда часть сварного шва отклоняется от правильной температуры, и смягчение не может быть достигнуто. А именно, становится трудно достичь устойчивого смягчения.
Значение отношения I2/I1 предпочтительно устанавливается в диапазоне от 0,55 до 0,75, что желательно с точки зрения достижения устойчивого и адекватного смягчения.
Следует отметить, что ток I1 определяется в соответствии с желаемым диаметром ядра сварной точки.
[0031] tc: от 0,8×tmin до 2,5×tmin
Для того, чтобы смягчить часть сварного шва при повторном этапе сварки и достичь заданного распределения твердости, необходимо установить время охлаждения tc после главного этапа сварки в диапазоне от 0,8×tmin до 2,5×tmin, что вычисляется в соответствии с толщиной стального листа H с использованием уравнения (0,2×H2).
Если значение tc ниже 0,8×tmin, падение температуры во время процесса охлаждения после главного этапа сварки является недостаточным, и образование мартенсита внутри ядра сварной точки и HAZ является незначительным либо вообще отсутствует (а именно, большая часть или весь металл продолжает присутствовать в виде аустенита). Соответственно смягчение (отпуск) во время повторного этапа сварки иногда становится недостижимым.
Однако, если значение tc выше 2,5×tmin, помимо уменьшенной производительности, отпуск также является недостаточным, если продолжительность последующего повторного сварки не сделана очень длинной, и иногда замедленное разрушение не может быть предотвращено. Диапазон значений tc соответственно устанавливается равным от 0,8×до 2,5×tmin.
Следует отметить, что в случаях, в которых толщина стального листа для точечной контактной сварки изменяется, в качестве H берется средняя толщина листа.
[0032] tc: от 0,7×tmin до 2,5×tmin
Для того, чтобы смягчить часть сварного шва и достичь заданного распределения твердости при повторном этапе сварки, необходимо установить время t2 повторного этапа сварки после процесса охлаждения в диапазоне от 0,7×tmin до 2,5×tmin.
Если значение t2 меньше чем 0,7×tmin, увеличение температуры во время повторного этапа сварки является недостаточным, и иногда смягчение (отпуск) мартенсита внутри ядра сварной точки и HAZ является недостижимым. Однако, поскольку смягчение отпуском более сильно зависит от температуры, чем от продолжительности ее поддержания, даже если значение tc превышает 2,5×tmin, температурное распределение в части сварного шва достигает установившегося состояния, с небольшим изменением распределения твердости части сварного шва и с дополнительным уменьшением производительности. Диапазон значений t2 соответственно устанавливается равным от 0,7×до 2,5×tmin.
[0033] Фиг. 4 иллюстрирует соотношение между толщиной листа и tmin и 2,5×tmin. Диапазон толщины листа соответствует, например, диапазону толщин листа в автомобильном стальном листе.
[0034] Настоящее изобретение конфигурируется, как описано выше. Далее следует дополнительное объяснение реализации и выгодных эффектов настоящего изобретения с использованием примеров.
ПРИМЕРЫ
[0035] ПРИМЕР 1
Был приготовлен холоднокатаный стальной лист, имеющий С: 0,22 мас.%, толщину листа: 2 мм, и предел прочности: 1510 МПа. Стальные листы накладывались друг на друга, и точечная контактная сварка выполнялась при условиях, перечисленных в Таблице 1, с использованием роботизированной сварочной машины для производства образцов сварных соединений (числом n=30) для проверки твердости по Виккерсу. Условия главного этапа сварки поддерживались постоянными. Время сжатия между прикладыванием давления и сваркой, а также время удержания давления после повторного этапа сварки также поддерживались постоянными. Давление перед главным этапом сварки устанавливалось равным 450 кгс (4410 Н). Давление, начиная с момента начала процесса охлаждения, устанавливалось равным трем значениям: 450 кгс (4420 Н), 500 кгс (4900 Н) и 650 кгс (6370 Н).
Следует отметить, что предварительное испытание было выполнено до точечной контактной сварки, и, на основе результатов предварительного испытания, сила тока для главного ээтапа сварки при точечной сварке устанавливалась таким образом, чтобы диаметр ядра сварной точки достигал величины в 4,5 раза больше квадратного корня из толщины одного стального листа (4,5√t).
[0036] Как проиллюстрировано на Фиг. 3, твердость по Виккерсу внутри ядра сварной точки и в зоне теплового воздействия определялась на высоте 500 мкм вдоль поверхности соединения в поперечном сечении, вырезанном в направлении толщины листа в центре ширины пластины тестового образца. Следует отметить, что испытание твердости по Виккерсу выполнялось на основе японского промышленного стандарта JIS-Z2244 под нагрузкой 200 гс (1,96133 Н).
[0037] Для испытания травлением соляной кислотой стальной лист, имеющий толщину листа 1,4 мм, был вставлен между обоими краями листа холоднокатаной стали, упомянутого выше, так, чтобы открыть зазор в центральной части точечной контактной сварки, и точечная сварка была выполнена аналогично вышеописанному в центральной части в защемленном состоянии обоих краев так, чтобы получить тестовые образцы в состоянии с напряжением, приложенным к участку сварного шва. Присутствие или отсутствие растрескивания определялось после травления тестовых образцов в 0,15 н (нормальность) соляной кислоте в течение 100 час. Присутствие или отсутствие растрескивания подтверждалось путем вырезания для получения поперечного сечения соединения посредством точечного шва, сформированного точечной контактной, ортогонального к поверхности листа и проходящего через центр ядра сварной точки, вырезания тестового образца, включающего ядро сварной точки, из части сечения, вставки тестового образца в смолу и подобного, полировки поверхности поперечного сечения, и исследования отполированного поперечного сечения с использованием оптического микроскопа.
[0038] Результаты испытаний, а также результаты их оценки также приведены в Таблице 1. Следует отметить, что значение L составляло 0,6 мм.
Как показано в Таблице 1, в примерах настоящего изобретения при испытании травлением соляной кислотой растрескивания не происходило, и были получены сварные соединения с превосходными характеристиками сопротивления замедленному разрушению.
Однако в сравнительном примере, который не удовлетворял условиям настоящего изобретения относительно давления, начиная с момента начала процесса охлаждения, при испытании травлением соляной кислотой наблюдалось растрескивание, и соединения посредством точечного шва с превосходными характеристиками сопротивления замедленному разрушению не были получены.
[0039]
[0040] ПРИМЕР 2
Холоднокатаный стальной лист, имеющий С: 0,22 мас.%, толщину листа: 2 мм, и предел прочности: 1510 МПа. Стальные листы накладывались друг на друга и точечная сварка выполнялась аналогично Примеру 1, при условиях, перечисленных в Таблице 2. Были выполнены испытание твердости по Виккерсу и испытание травлением соляной кислотой. Давление перед процессом главного этапа сварки устанавливалось равным 450 кгс (4410 Н). Давление начиная с момента начала процесса охлаждения было установлено равным 550 кгс (5390 Н).
[0041] Результаты испытаний, а также результаты их оценки также приведены в Таблице 2. Следует отметить, что значение L составляло 0,8 мм.
Как показано в Таблице 2, в примерах настоящего изобретения при испытании травлением соляной кислотой растрескивания не происходило, и были получены сварные соединения с превосходными характеристиками сопротивления замедленному разрушению.
Однако для сравнительных примеров, в которых повторный этап сварки не выполнялся, или время охлаждения и время повторного этапа сварки не удовлетворяли условиям настоящего изобретения, при испытании травлением соляной кислотой наблюдалось растрескивание, и сварные соединения с превосходными характеристиками сопротивления замедленному разрушению не были получены.
[0042]
[0043] ПРИМЕР 3
Был приготовлен холоднокатаный стальной лист, имеющий С: 0,21 мас.%, толщину листа: 1,2 мм, и предел прочности: 1486 МПа (в количестве n=3). Стальные листы накладывались друг на друга и точечная контактная сварка выполнялась аналогично Примеру 1, при условиях, перечисленных в Таблице 3. Были выполнены испытание твердости по Виккерсу и испытание травлением соляной кислотой. Давление перед главным этапом сварки устанавливалось равным 350 кгс (3430 Н). Давление, начиная с момента начала процесса охлаждения, было установлено равным 450 кгс (4410 Н).
Результаты испытаний, а также результаты их оценки также приведены в Таблице 3. Следует отметить, что значение L составляло 0,5 мм.
Как показано в Таблице 3, в данном Примере, в примерах настоящего изобретения при испытании травлением соляной кислотой растрескивания не происходило, и были получены сварные соединения с превосходными характеристиками сопротивления замедленному разрушению.
Однако для сравнительных примеров, в которых повторный этап сварки не выполнялся, или время охлаждения и величина тока повторного этапа сварки не удовлетворяли условиям настоящего изобретения, при испытании травлением соляной кислотой наблюдалось растрескивание, и сварные соединения с превосходными характеристиками сопротивления замедленному разрушению не были получены.
[0044]
[0045] Как можно увидеть из результатов оценки вышеприведенных Примеров, при точечной сварке, когда давление P2, прикладываемое электродами начиная с момента начала процесса охлаждения, устанавливается большим, чем давление P1, прикладываемое электродами до первого процесса сварки, контактная поверхность между электродами и стальными листами увеличивается, увеличивая эффект отвода тепла от стальных листов. Время до падения температуры к точке Ms (температура, при которой появляется мартенсит), а именно требуемая продолжительность процесса охлаждения, тем самым уменьшается. Кроме того, может быть подавлена вариация в уменьшении сегрегации при затвердевании и уменьшение твердости при отпуске, обеспечивая также аналогичное подавление вариации в результатах оценки замедленного разрушения. Таким образом, это позволяет устойчиво подавить замедленное разрушение (растрескивание вследствие водородной хрупкости).
Сокращение времени, требуемого для процесса охлаждения, позволяет сократить полное время, требуемое для точечной контактной сварки. Кроме того, время, сэкономленное в процессе охлаждения, может быть использовано для второго процесса сварки, и время отпуска может быть увеличено для обеспечения устойчивого понижения твердости. Выталкивание водорода из части сварной точки также ускоряется.
[0046] Полное содержание раскрытия японской патентной заявки № 2013-86837, поданной 17 апреля 2013, включено в настоящий документ посредством ссылки.
Все публикации, патентные заявки и технические стандарты, упомянутые в данном описании, включены в настоящий документ посредством ссылки в той же самой степени, как если бы отдельная публикация, патентная заявка или технический стандарт были конкретно и индивидуально указаны, как включенные в настоящий документ посредством ссылки.
Способ может быть использован для контактной точечной сварки высокопрочных стальных листов, имеющих содержание углерода не менее 0,15 мас.% и предел прочности не менее 980 МПа. Соединение получают точечной сваркой, включающей подачу тока I1 для формирования ядра сварной точки, охлаждение без подачи сварочного тока и термообработку для отпуска металла ядра сварной точки при подаче тока I2. Выбирают отношение тока I2 к току I1 равное от 0,5 до 0,8. Выбирают время tc процесса охлаждения в диапазоне от 0,8×tmin до 2,5×tmin, где tmin вычисляют в соответствии с толщиной H стальных листов с использованием уравнения tmin = 0,2×H2. Выбирают время термообработки t2 в диапазоне от 0,7×tmin до 2,5×tmin. Величина прикладываемого давления на этапе охлаждения сварного точечного шва больше, чем давление на этапе формирования ядра. Давление электродов удерживают в течение этапа охлаждения и до завершения термообработки. Способ обеспечивает получение высоких и устойчивых характеристик сопротивления замедленному разрушению при одновременном подавлении снижения твердости при отпуске. 1 з.п. ф-лы, 4 ил., 3 табл., 3 пр.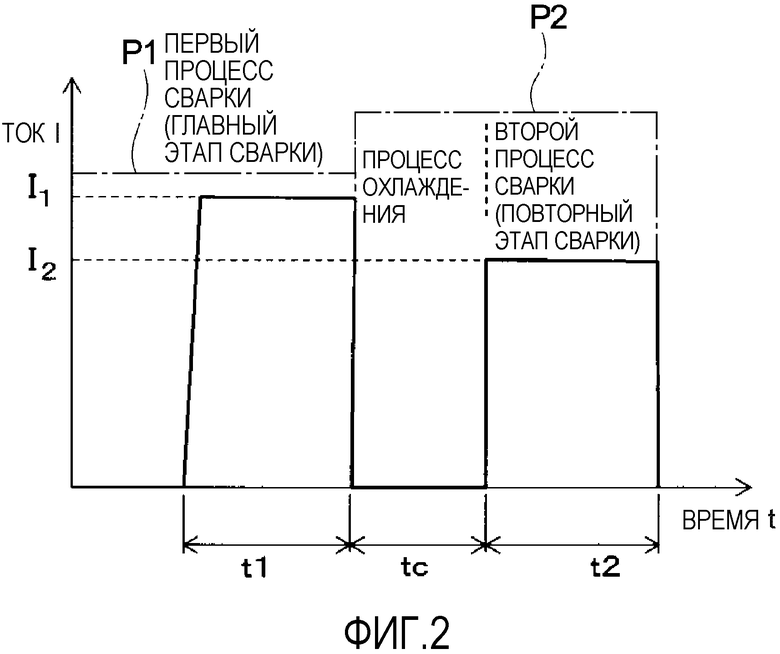
1. Способ точечной контактной сварки наложенных друг на друга высокопрочных стальных листов с содержанием углерода не менее 0,15 мас.% и имеющих предел прочности не менее 980 МПа, включающий следующие этапы:
формирование ядра сварного точечного шва при подаче тока I1,
охлаждение сварного точечного шва, во время которого ток равен нулю, и
термообработку сварного точечного шва для снижения его твердости путем проведения отпуска при подаче тока I2, причем
отношение I2/I1 устанавливают равным от 0,5 до 0,8,
время tc (с) охлаждения устанавливают в диапазоне от 0,8×tmin до 2,5×tmin, где tmin вычисляют в соответствии с толщиной H (мм) стальных листов с использованием уравнения tmin=0,2×H2,
время термообработки t2 (с) устанавливают в диапазоне от 0,7×tmin до 2,5×tmin, при этом
на этапе формирования ядра сварного точечного шва посредством электродов прикладывают давление, а на этапе охлаждения сварного точечного шва посредством электродов прикладывают давление, которое выше давления на первом этапе, и удерживают его в течение этапа охлаждения и до завершения термообработки.
2. Способ по п. 1, в котором высокопрочные стальные листы имеют покрытие.
| JP 2012192455 А, 11.10.2012 | |||
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| Способ контактной сварки закаливающихся сталей | 1987 |
|
SU1459863A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ОЦИНКОВАННЫХ СТАЛЬНЫХ ЛИСТОВ | 2002 |
|
RU2243071C2 |

