Изобретение относится к технологии восстановления деталей машин и может быть использовано преимущественно для восстановления корпусных деталей, изготовленных из пластичных материалов.
Известен способ восстановления изношенных деталей типа тонкостенных тел вращения из пластичных материалов, преимущественно юбки поршня из алюминиевых сплавов, заключающийся в том, что на изношенной поверхности детали образуют путем пластической деформации рельеф в виде чередующихся гребешков и впадин определенных размеров, после чего его сглаживают, а затем производят финишную обработку (А.с. SU № 1121117 А, МПК В 23 Р 6/02 - аналог).
Однако в известном способе формирование микрорельефа осуществляется по всей восстанавливаемой поверхности, включая ее неизношенную часть, что в совокупности с операциями сглаживания микронеровностей и финишной обработкой увеличивает трудоемкость способа.
Наиболее близким к заявленному относится способ восстановления внутренней поверхности гильз цилиндров двигателей внутреннего сгорания, включающий пластическую деформацию путем обжатия гильзы по введенной в нее оправке ограничителя деформации, имеющего базовую поверхность, соответствующую номинальной форме восстанавливаемой поверхности, пластическую деформацию осуществляют радиальными по отношению к гильзе усилиями через упругие элементы до упора обжимаемой гильзы в поверхность оправки в несколько этапов с поворотом гильзы вокруг своей оси на каждом этапе, последующий отпуск и механическую обработку (Патент RU № 2176182 С2, МПК В 23 Р 6/02, 1999 - прототип).
Однако указанный способ применим только для тонкостенных цилиндрических деталей, причем необходимость в термической и механической обработках усложняет восстановление деталей.
В основу настоящего изобретения была положена задача разработки такого способа, который позволяет повысить качество восстановленной поверхности, как цилиндрической, так и плоской, за счет улучшения ее триботехнических параметров, а также устранить дополнительные механическую и термическую обработку этой поверхности.
Поставленная задача достигается тем, что в способе восстановления локально изношенной поверхности детали, включающем размещение на детали ограничителя деформации, имеющего базовую поверхность, соответствующую номинальной форме восстанавливаемой поверхности, пластическое деформирование детали усилиями в несколько этапов до упора в базовую поверхность и последующее снятия ограничителя деформации, согласно изобретению при размещении ограничителя обеспечивают прилегание его базовой поверхности к неизношенной части восстанавливаемой поверхности, перед пластической деформацией снимают топограмму изношенной части восстанавливаемой поверхности и по ней определяют точки и величины пластического деформирования, пластически деформируют до упора в базовую поверхность изношенную часть восстанавливаемой поверхности, выполняют пластическое деформирование поверхностным путем формирования одного углубления в каждом из этапов, количество которых соответствует числу определенных при топографировании точек, а перед снятием ограничителя деформации заполняют сформированные углубления антифрикционным материалом.
В предлагаемом способе по сравнению с прототипом размещают на детали ограничитель деформации с обеспечением прилегания его базовой поверхности к неизношенной части восстанавливаемой поверхности, что позволяет пластически деформировать не всю деталь, а только ее изношенную часть, пластическое деформирование выполняют поверхностным, введены операции по топографированию изношенной части и по заполнению углублений антифрикционным материалом. Образование углублений определенной высоты при поверхностно-пластическом деформировании обеспечивает подъем участков изношенной части до базовой поверхности ограничителя, выполняющего роль упора, что способствует формированию восстановленной поверхности номинального профиля без последующих термической и механической обработок, способствует также образованию на упомянутых участках напряжений сжатия и частичной деформации соседних углублений в сторону уменьшения их размеров на выходе. Последний фактор позволяет углублениям в процессе эксплуатации лучше удерживать размещенный в них антифрикционный материал.
Таким образом, улучшаются триботехнические параметры восстановленной поверхности и упрощается ее восстановление.
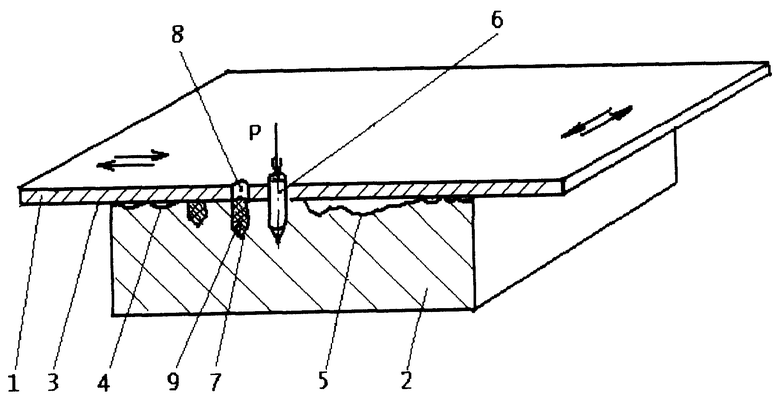
На чертеже представлена схема осуществления способа на стадии поверхностно-пластического деформирования и антифрикционного заполнения.
Способ реализуется следующим образом.
Размещают ограничитель 1 деформации на детали 2, обеспечивая прилегание его базовой поверхности 3, соответствующей форме восстанавливаемой поверхности, к неизношенной части 4 восстанавливаемой поверхности. Снимают топограмму изношенной части 5 восстанавливаемой поверхности путем перемещений ограничителя 1 вдоль и поперек этой поверхности и измерений расстояний от базовой поверхности 3 до изношенной части 5 и координат измеряемых точек. По полученной топограмме определяют точки и величины поверхностно-пластического деформирования. Поэтапно усилиями Р с помощью индентора 6 поверхностно-пластическим деформированием формируют в изношенной части 5 углубления 7, за счет которых участки изношенной части 5 поднимаются до упора в базовую поверхность 3. Причем на каждом из этих этапов формируют одно углубление, а количество выполняемых этапов соответствует числу определенных после топографирования точек для поверхностно-пластического деформирования.
Поднятые до базовой поверхности 3 участки изношенной части 5 и неизношенная часть 4 образуют восстановленную поверхность номинального профиля, не требующую дальнейшей механической обработки. Ограничение в подъеме упомянутых участков приведет к их деформациям с образованием напряжений сжатия в поверхностном слое восстанавливаемой поверхности и к частичной деформации соседних углублений 7 в сторону уменьшения их размеров на выходе. После завершения всех этапов поверхностно-пластического деформирования заполняют углубления 7 антифрикционным материалом 9 на основе эпоксидных смол и снимают ограничитель 1 с восстанавливаемой детали 2.
Пример
Представленный метод восстановления был опробован при ремонте подшипников распределительного вала двигателя ЗМЗ-4025, которые выполнены в литом корпусе блока цилиндров. Материал блока цилиндров представляет собой алюминиевый сплав АК-9. Сопряжение распределительного вала происходит непосредственно по расточенным в корпусе отверстиям, что приводит к выбраковке блока цилиндров из-за износа подшипников и невозможности их восстановить стандартными методами. Однако износ подшипников распределительного вала носит локальный характер, площадь изношенной поверхности составляет 20-30% от всей рабочей площади подшипника, а величина износа в радиальном направлении изменяется в пределах от 0,01 до 0,05 мм для двигателя с выработанным ресурсом в течение пробега автомобилем 200 тыс.км.
Для восстановления подшипников распределительного вала была изготовлена специальная оправка, соответствующая номинальным размерам восстанавливаемых поверхностей. Внутри нее находилось деформирующее устройство, механизм вращения и перемещения оправки в осевом направлении, отсчетный узел, устройство для подачи антифрикционного материала под давлением. Перед установкой оправки ее прилегающую поверхность обрабатывали для предотвращения адгезии с антифрикционным материалом антиадгезионной смазкой, которая состоит из 20% церезина в смеси бензина “голоша” и уайт-спирита, взятых в пропорции 2:1. После установки оправки на восстанавливаемую поверхность снимается топограмма с помощью индентора, который впоследствии используется для деформации. Положение, величина износа и количество точек определялись с помощью отсчетного узла. Число указанных точек на восстанавливаемой поверхности зависит от степени износа подшипников и в конкретном случае составляло от 40 до 60 на разных опорах распредвала. После этого проводилось деформирование в указанной точке на глубину, обеспечивающую перемещение изношенной поверхности до ограничивающей поверхности таким образом, чтобы восстановленная площадь превышала площадь поперечного сечения индентора приблизительно в 5-8 раз. Деформирование осуществлялось устройством, расположенным внутри оправки, вручную через рычажно-кулачковый привод, сконструированный так, чтобы усилие на рукоятке не превышало 10 кг. Сформированное индентором углубление заполнялось под давлением антифрикционным материалом на эпоксидной основе. В качестве антифрикционного материала использовалась пастообразная композиция УП-5-222, выпускаемая Донецким УкрНИИ-Пластмасс. После завершения процесса восстановления были проведены сравнительные испытания подшипникового узла распределительного вала, подвергнутого восстановлению, и нового в режиме неустановившегося трения (режим пуска и остановки, условия граничной смазки) и в установившемся режиме (гидродинамическая смазка). Причем в неустановившемся режиме смазки восстановленный подшипниковый узел обеспечивал лучшие показатели коэффициента трения, чем новый, на 15-20%, а в установившемся режиме гидродинамической смазки были близкие показатели.
Таким образом, формирование восстановленной поверхности без последующих термической и механической обработок, с напряжениями сжатия в поверхностном слое, с углублениями, способствующими лучшему удержанию в них антифрикционного материала, обеспечивает повышение качества восстановленной поверхности и упрощает ее восстановление.
Предлагаемый способ может быть использован для восстановления локально изношенных деталей, изготовленных из пластичных материалов.
Изобретение относится к технологии восстановления деталей машин и может быть использовано преимущественно для восстановления корпусных деталей, изготовленных из пластичных материалов. В способе восстановления локально изношенной поверхности детали при размещении ограничителя обеспечивают прилегание его базовой поверхности к неизношенной части восстанавливаемой поверхности, перед пластической деформацией снимают топограмму изношенной части восстанавливаемой поверхности и по ней определяют точки и величины пластического деформирования, пластически деформируют до упора в базовую поверхность изношенную часть восстанавливаемой поверхности, выполняют пластическое деформирование поверхностным путем формирования одного углубления в каждом из этапов, количество которых соответствует числу определенных при топографировании точек, а перед снятием ограничителя деформации заполняют сформированные углубления антифрикционным материалом. Обеспечивается повышение качества восстанавливаемой поверхности и устранение дополнительных механической и термической обработок этой поверхности. 1 ил.
Способ восстановления локально изношенной поверхности детали, включающий размещение на детали ограничителя деформации, имеющего базовую поверхность, соответствующую номинальной форме восстанавливаемой поверхности, пластическое деформирование детали усилиями в несколько этапов до упора в базовую поверхность и последующее снятие ограничителя деформации, отличающийся тем, что при размещении ограничителя обеспечивают прилегание его базовой поверхности к неизношенной части восстанавливаемой поверхности, перед пластической деформацией снимают топограмму изношенной части восстанавливаемой поверхности и по ней определяют точки и величины пластического деформирования, пластически деформируют до упора в базовую поверхность изношенную часть восстанавливаемой поверхности, выполняют пластическое деформирование поверхностным, путем формирования одного углубления в каждом из этапов, количество которых соответствует числу определенных при топографировании точек, а перед снятием ограничителя деформации заполняют сформированные углубления антифрикционным материалом.
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ГИЛЬЗ ЦИЛИНДРОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2176182C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРЕЦИЗИОННЫХ ПАР ТРЕНИЯ | 1999 |
|
RU2172664C1 |
| Способ ремонта разъемного коренного подшипника скольжения коленчатого вала | 1982 |
|
SU1123827A1 |
| US 3828415, 13.08.1974. | |||

