Настоящее изобретение относится к способу изготовления многослойного изделия.
Многослойные изделия известны в данной области техники и используются в ряде областей, например, в промышленностях по производству фармацевтической продукции, моющих средств, керамики и взрывчатых веществ. В зависимости от их предполагаемого использования известные многослойные изделия могут содержать множество слоев, имеющих разный состав, разные физические свойства или их комбинацию.
Многослойные изделия можно получать из материалов в виде частиц путем прессования или экструзии. Как правило, прессование используется для получения многослойных изделий, содержащих множество поперечных слоев. В таких многослойных изделиях множество поперечных слоев контактируют друг с другом по параллельным границам раздела, проходящим по ширине многослойного изделия.
Как правило, экструзия используется для получения многослойных изделий, имеющих множество продольных слоев. В таких многослойных изделиях множество продольных слоев контактируют друг с другом по параллельным границам раздела, проходящим по длине многослойного изделия.
Было бы желательно предложить способ изготовления многослойных изделий, которые содержат комбинацию поперечных слоев и продольных слоев из материалов в виде частиц.
Согласно настоящему изобретению предлагается способ изготовления многослойного изделия. Способ содержит следующие этапы: обеспечивают форму, задающую первую полость формы, причем форма содержит съемный элемент внутри первой полости формы; размещают первый компонент в виде частиц в первой полости формы; сжимают первый компонент в виде частиц вдоль первой оси на первом этапе сжатия для получения первого слоя многослойного изделия путем приложения первой сжимающей силы к первому компоненту в виде частиц; удаляют съемный элемент из первой полости формы после получения первого слоя; размещают один или более дополнительных компонентов в виде частиц в форме, причем часть упомянутых одного или более дополнительных компонентов в виде частиц занимает пространство, ранее занятое съемным элементом; сжимают упомянутые один или более дополнительных компонентов в виде частиц вдоль первой оси на одном или более дополнительных этапов сжатия после удаления съемного элемента, чтобы получить один или более дополнительных слоев многослойного изделия, причем первый слой контактирует с одним из упомянутых одного или более дополнительных слоев по первой границе раздела, по существу параллельной первой оси, и первый слой контактирует с одним из упомянутых одного или более дополнительных слоев по второй границе раздела, по существу перпендикулярной первой оси; и удаляют многослойное изделие из формы. Упомянутые один или более дополнительных этапов сжатия содержат перед удалением многослойного изделия из формы приложение к упомянутым одному или более дополнительным компонентам в виде частиц сжимающей силы, которая больше первой сжимающей силы, приложенной к первому компоненту в виде частиц для получения первого слоя.
В том виде, как здесь используется, термин "компонент в виде частиц" применяется для описания любого сыпучего материала в виде частиц или комбинации материалов в виде частиц, включая порошки и гранулы, но не ограничиваясь перечисленным. Компоненты в виде частиц, используемые в способах, соответствующих настоящему изобретению, могут содержать два или более материалов в виде частиц разного типа. В качестве альтернативы или в дополнение компоненты в виде частиц, используемые в способах, соответствующих настоящему изобретению, могут содержать два или более материалов в виде частиц с разным составом.
В том виде, как здесь используется, термин "разный состав" применяется для указания материалов, компонентов или слоев, полученных из разных соединений или из разной комбинации соединений или из разного химического состава одной и той же комбинации соединений.
В том виде, как здесь используются, термины "слой" и "слои" применяются для указания отдельных частей многослойных изделий, изготовленных при помощи способов, соответствующих настоящему изобретению, которые контактируют друг с другом по границам раздела. Использование терминов "слой" и "слои" не ограничивается отдельными частями многослойных изделий, изготовленных при помощи способов, соответствующих настоящему изобретению, которые имеют конкретные абсолютные или относительные размеры. В частности, слои многослойных изделий, изготовленных при помощи способов, соответствующих настоящему изобретению, могут быть пластинчатыми или не пластинчатыми.
Разные слои многослойных изделий, изготовленных при помощи способов, соответствующих настоящему изобретению, могут иметь один и тот же или разный состав. В качестве альтернативы или в дополнение разные слои многослойных изделий, изготовленных при помощи способов, соответствующих настоящему изобретению, могут иметь одни и те же или разные физические свойства. Например, разные слои многослойных изделий, изготовленных при помощи способов, соответствующих настоящему изобретению, могут иметь разную плотность.
Разные слои многослойных изделий, изготовленных при помощи способов, соответствующих настоящему изобретению, могут иметь одни и те же или разные размеры.
Согласно настоящему изобретению, первый слой многослойного изделия получают путем сжатия первого компонента в виде частиц на первом этапе сжатия, а упомянутые один или более дополнительных слоев многослойного изделия получают путем сжатия одного или более дополнительных компонентов в виде частиц на одном или более последующих этапах сжатия.
Первый этап сжатия содержит приложение первой сжимающей силы к первому компоненту в виде частиц. Упомянутые один или более дополнительных этапов сжатия перед удалением многослойного изделия из формы содержат приложение к упомянутым одному или более дополнительных компонентам в виде частиц сжимающей силы, которая больше первой сжимающей силы, приложенной к первому компоненту в виде частиц.
Способы, предлагаемые настоящим изобретением, могут быть преимущественно использованы для изготовления свободно стоящих самоподдерживающихся многослойных изделий. Приложение, перед удалением многослойного изделия из формы, к упомянутым одному или более дополнительных компонентам в виде частиц сжимающей силы, которая больше первой сжимающей силы, приложенной к первому компоненту в виде частиц для получения первого слоя, выгодно облегчает изготовление свободно стоящих самоподдерживающихся многослойных изделий с использованием способов, соответствующих настоящему изобретению.
Как более подробно описано ниже, за счет удаления съемного элемента из первой полости формы между первым этапом сжатия, используемым для получения первого слоя, и упомянутыми одним или более последующими этапами сжатия, используемыми для получения упомянутых одного или более дополнительных слоев, способ, предлагаемый настоящим изобретением, выгодно позволяет изготавливать многослойные изделия, которые содержат ортогональные слои.
В том виде, как здесь используется, термин "ортогональные слои" применяется для указания того, что первая граница раздела между первым слоем многослойного изделия и одним из упомянутых одного или более дополнительных слоев многослойного изделия по существу перпендикулярна второй границе раздела между первым слоем многослойного изделия и одним из упомянутых одного или более дополнительных слоев многослойного изделия.
В некоторых вариантах реализации способы, соответствующие настоящему изобретению, могут использоваться для изготовления вытянутых многослойных изделий. В таких вариантах первая ось может соответствовать продольной оси многослойного изделия или поперечной оси многослойного изделия.
В том виде, как здесь используется, термин "поперечные слои" применяется для указания слоев, которые контактируют по границе раздела, проходящей по ширине вытянутых многослойных изделий, изготовленных при помощи способов, соответствующих настоящему изобретению.
В том виде, как здесь используется, термин "продольные слои" применяется для указания слоев, которые контактируют по границе раздела, проходящей по длине вытянутых многослойных изделий, изготовленных при помощи способов, соответствующих настоящему изобретению.
Способ может содержать обеспечение формы, задающей первую полость формы, имеющую в поперечном сечении любую подходящую форму, перпендикулярную первой оси.
Например, когда способы, соответствующие настоящему изобретению, используются для изготовления вытянутых многослойных изделий, и первая ось соответствует продольной оси многослойного изделия, первая полость формы может иметь в поперечном сечении по существу круглую, треугольную, квадратную, ромбовидную, трапецеидальную или восьмиугольную форму.
В некоторых предпочтительных вариантах реализации настоящего изобретения первая ось соответствует продольной оси многослойного изделия, и первая полость формы и съемный элемент имеют по существу круглое поперечное сечение.
Способы, соответствующие настоящему изобретению, содержат сжатие первого компонента в виде частиц вдоль первой оси на первом этапе сжатия для получения первого слоя многослойного изделия путем приложения первой сжимающей силы к первому компоненту в виде частиц.
Удаление съемного элемента из первой полости формы после получения первого слоя многослойного изделия создает вторую полость формы, заданную частью формы и частью первого слоя.
В некоторых вариантах реализации настоящего изобретения способ содержит следующие этапы: удаляют съемный элемент из первой полости формы после получения первого слоя; размещают второй компонент в виде частиц во второй полости формы, заданной частью формы и частью первого слоя; сжимают второй компонент в виде частиц вдоль первой оси на втором этапе сжатия, чтобы получить второй слой многослойного изделия, причем первый слой контактирует со вторым слоем по первой границе раздела, по существу параллельной первой оси, и первый слой контактирует со вторым слоем по второй границе раздела, по существу перпендикулярной первой оси.
В таких вариантах реализации настоящего изобретения способ содержит следующие этапы: сжимают первый компонент в виде частиц вдоль первой оси на первом этапе сжатия для получения первого слоя многослойного изделия путем приложения первой сжимающей силы к первому компоненту в виде частиц; и сжимают второй компонент в виде частиц вдоль первой оси на втором этапе сжатия для получения второго слоя путем приложения второй сжимающей силы ко второму компоненту в виде частиц.
В таких вариантах реализации настоящего изобретения вторая сжимающая сила, приложенная ко второму компоненту в виде частиц для получения второго слоя, больше первой сжимающей силы, приложенной к первому компоненту в виде частиц для получения первого слоя.
В других вариантах реализации настоящего изобретения способ содержит следующие этапы: сжимают упомянутые один или более дополнительных компонентов в виде частиц вдоль первой оси на одном или более этапов сжатия после удаления съемного элемента, чтобы получить второй слой многослойного изделия и третий слой многослойного изделия, причем первый слой контактирует со вторым слоем по первой границе раздела, по существу параллельной первой оси, и первый слой контактирует с третьим слоем по второй границе раздела, по существу перпендикулярной первой оси.
В таких вариантах реализации настоящего изобретения первый слой и второй слой могут быть поперечными слоями, а третий слой может быть продольным слоем.
В качестве альтернативы первый слой и второй слой могут быть продольными слоями, а третий слой может быть поперечным слоем.
Второй слой многослойного изделия и третий слой многослойного изделия могут быть получены одновременно на одном дополнительном этапе сжатия.
Например, в некоторых вариантах реализации настоящего изобретения способ может содержать следующие этапы: удаляют съемный элемент из первой полости формы после получения первого слоя; размещают второй компонент в виде частиц во второй полости формы, заданной частью формы и частью первого слоя; размещают третий компонент в виде частиц в третьей полости формы, заданной частью формы, частью первого слоя и частью второго компонента в виде частиц; и сжимают второй компонент в виде частиц вдоль первой оси, чтобы получить второй слой многослойного изделия, и сжимают третий компонент в виде частиц вдоль первой оси, чтобы получить третий слой многослойного изделия одновременно на втором этапе сжатия.
В таких вариантах реализации настоящего изобретения способ содержит следующие этапы: сжимают первый компонент в виде частиц вдоль первой оси на первом этапе сжатия для получения первого слоя многослойного изделия путем приложения первой сжимающей силы к первому компоненту в виде частиц; и сжимают второй компонент в виде частиц вдоль первой оси для получения второго слоя многослойного изделия и сжимают третий компонент в виде частиц вдоль первой оси для получения третьего слоя многослойного изделия одновременно на втором этапе сжатия путем приложения второй сжимающей силы к третьему компоненту в виде частиц.
В таких вариантах реализации настоящего изобретения вторая сжимающая сила, приложенная к третьему компоненту в виде частиц для получения второго слоя и третьего слоя, больше первой сжимающей силы, приложенной к первому компоненту в виде частиц для получения первого слоя.
В качестве альтернативы второй слой многослойного изделия и третий слой многослойного изделия могут быть получены на двух отдельных дополнительных этапах сжатия.
В некоторых вариантах реализации настоящего изобретения способ содержит следующие этапы: удаляют съемный элемент из первой полости формы после получения первого слоя; размещают второй компонент в виде частиц во второй полости формы, заданной частью формы и частью первого слоя; сжимают второй компонент в виде частиц вдоль первой оси на втором этапе сжатия, чтобы получить второй слой многослойного изделия; размещают третий компонент в виде частиц в третьей полости формы, заданной частью формы, частью первого слоя и частью второго слоя; и сжимают третий компонент в виде частиц вдоль первой оси на третьем этапе сжатия, чтобы получить третий слой многослойного изделия.
В некоторых предпочтительных вариантах реализации настоящего изобретения способ содержит следующие этапы: размещают первый компонент в виде частиц вокруг съемного элемента в первой полости формы; сжимают первый компонент в виде частиц вдоль первой оси на первом этапе сжатия, чтобы получить внешний первый слой многослойного изделия, окружающий съемный элемент; удаляют съемный элемент из первой полости формы после получения внешнего первого слоя; размещают второй компонент в виде частиц во второй полости формы, заданной частью формы и внутренней поверхностью внешнего первого слоя; сжимают второй компонент в виде частиц вдоль первой оси, чтобы получить внутренний второй слой многослойного изделия, окруженный внешним первым слоем; размещают третий компонент в виде частиц в третьей полости формы, заданной частью формы, частью внешнего первого слоя и частью внутреннего второго слоя; и сжимают третий компонент в виде частиц вдоль первой оси на третьем этапе сжатия, чтобы получить третий слой многослойного изделия.
В некоторых предпочтительных вариантах реализации настоящего изобретения способ содержит следующие этапы: размещают первый компонент в виде частиц вокруг съемного элемента в первой полости формы; сжимают первый компонент в виде частиц вдоль первой оси, чтобы получить кольцевой внешний первый слой многослойного изделия, окружающий съемный элемент; удаляют съемный элемент из первой полости формы после получения кольцевого внешнего первого слоя; размещают второй компонент в виде частиц во второй полости формы, заданной частью формы и внутренней окружной поверхностью кольцевого внешнего первого слоя; сжимают второй компонент в виде частиц вдоль первой оси, чтобы получить внутренний второй слой многослойного изделия, окруженный кольцевым внешним первым слоем; размещают третий компонент в виде частиц в третьей полости формы, заданной частью формы, частью кольцевого внешнего первого слоя и частью внутреннего второго слоя; и сжимают третий компонент в виде частиц вдоль первой оси на третьем этапе сжатия, чтобы получить третий слой многослойного изделия.
В некоторых особенно предпочтительных вариантах реализации настоящего изобретения способ содержит следующие этапы: обеспечивают форму, задающую по существу цилиндрическую первую полость формы, причем форма содержит по существу цилиндрический съемный элемент в по существу цилиндрической первой полости формы; размещают первый компонент в виде частиц вокруг по существу цилиндрического съемного элемента в по существу цилиндрической первой полости формы; сжимают первый компонент в виде частиц вдоль первой оси, чтобы получить по существу цилиндрический кольцевой внешний первый слой многослойного изделия, окружающий по существу цилиндрический съемный элемент; удаляют по существу цилиндрический съемный элемент из по существу цилиндрической первой полости формы после получения по существу цилиндрического кольцевого внешнего первого слоя; размещают второй компонент в виде частиц в по существу цилиндрической второй полости формы, заданной частью формы и внутренней окружной поверхностью по существу цилиндрического кольцевого внешнего первого слоя; сжимают второй компонент в виде частиц вдоль первой оси, чтобы получить по существу цилиндрический второй слой многослойного изделия, окруженный по существу цилиндрическим кольцевым первым слоем; размещают третий компонент в виде частиц в третьей полости формы, заданной частью формы, частью по существу цилиндрического кольцевого внешнего первого слоя и частью по существу цилиндрического внутреннего второго слоя; и сжимают третий компонент в виде частиц вдоль первой оси на третьем этапе сжатия, чтобы получить третий слой многослойного изделия.
В таких особенно предпочтительных вариантах реализации настоящего изобретения способ предпочтительно содержит следующие этапы: сжимают второй компонент в виде частиц вдоль первой оси, чтобы получить по существу цилиндрический внутренний второй слой уменьшенной высоты по сравнению с по существу цилиндрическим кольцевым внешним первым слоем, размещают третий компонент в виде частиц в третьей полости формы, заданной частью формы, внутренней окружной поверхностью и торцевой поверхностью по существу цилиндрического кольцевого внешнего первого слоя и торцевой поверхностью по существу цилиндрического внутреннего второго слоя; и сжимают третий компонент в виде частиц вдоль первой оси, чтобы получить третий слой многослойного изделия. В таких вариантах реализации настоящего изобретения уменьшенная высота по существу цилиндрического внутреннего второго слоя по сравнению с по существу цилиндрическим кольцевым внешним первым слоем приводит к созданию ступенчатой границы раздела между третьим слоем и по существу цилиндрическим кольцевым внешним первым слоем и по существу цилиндрическим внутренним вторым слоем многослойного изделия. Это выгодным образом повышает механическую целостность полученного многослойного изделия.
Способы, соответствующие настоящему изобретению, содержат следующие этапы: сжимают первый компонент вдоль первой оси на первом этапе сжатия для получения первого слоя многослойного изделия путем приложения первой сжимающей силы к первому компоненту в виде частиц.
В вариантах реализации настоящего изобретения, где второй слой многослойного изделия и третий слой многослойного изделия получают на двух отдельных дополнительных этапах сжатия, способ содержит следующие этапы: сжимают первый компонент в виде частиц вдоль первой оси на первом этапе сжатия для получения первого слоя многослойного изделия путем приложения первой сжимающей силы к первому компоненту в виде частиц; сжимают второй компонент в виде частиц вдоль первой оси на втором этапе сжатия для получения второго слоя многослойного изделия путем приложения второй сжимающей силы ко второму компоненту в виде частиц; и сжимают третий компонент в виде частиц вдоль первой оси на третьем этапе сжатия для получения третьего слоя путем приложения третьей сжимающей силы к третьему компоненту в виде частиц.
В таких вариантах реализации настоящего изобретения вторая сжимающая сила, приложенная ко второму компоненту в виде частиц, чтобы получить второй слой, может быть той же или может отличаться от первой сжимающей силы, приложенной к первому компоненту в виде частиц, чтобы получить первый слой. В таких вариантах реализации настоящего изобретения третья сжимающая сила, приложенная к третьему компоненту в виде частиц, чтобы получить третий слой, больше первой сжимающей силы, приложенной к первому компоненту в виде частиц, чтобы получить первый слой, и второй сжимающей силы, приложенной ко второму компоненту в виде частиц, чтобы получить второй слой.
Способы, соответствующие настоящему изобретению, могут содержать приложение сжимающей силы к одному или более из следующего: первому компоненту в виде частиц, втором компоненту в виде частиц и, где имеется, третьему компоненту в виде частиц с использованием любых подходящих известных средств. Например, способы, соответствующие настоящему изобретению, могут содержать приложение сжимающей силы к одному или более из следующего: первому компоненту в виде частиц, втором компоненту в виде частиц и, где имеется, третьему компоненту в виде частиц с использованием пуансона.
Способы, соответствующие настоящему изобретению, могут содержать удаление многослойного изделия из формы с использованием любых подходящих известных средств. Например, способы, соответствующие настоящему изобретению, могут содержать удаление многослойного изделия из формы с использованием пуансона.
Способы, соответствующие настоящему изобретению, могут быть использованы для изготовления многослойных изделий, применяемых в различных отраслях промышленности, например, в отраслях по производству фармацевтической продукции, моющих средств, керамики и взрывчатых веществ, не ограничиваясь перечисленным.
В данной области техники предложен ряд курительных изделий, в которых табак нагревается, а не сжигается. Одним из назначений таких "нагреваемых" курительных изделий является уменьшение содержания известных вредных составляющих дыма того типа, который возникает при сжигании и пиролитическом разложении табака в обычных сигаретах. В одном известном типе нагреваемого курительного изделия при переносе тепла от горючего источника тепла к субстрату, создающему аэрозоль, который расположен после горючего углеродсодержащего источника тепла, возникает аэрозоль. Во время курения из субстрата, создающего аэрозоль, при теплопереносе от горючего источника тепла высвобождаются летучие соединения, которые переносятся в воздухе, втягиваемом через курительное изделие. По мере охлаждения высвободившихся соединений они конденсируются с образованием аэрозоли, которая вдыхается пользователем.
Способы, соответствующие настоящему изобретению, могут преимущественно быть использованы при изготовлении многослойных горючих источников тепла для курительных изделий описанного выше типа. В частности, способы, соответствующие настоящему изобретению, могут быть преимущественно использованы при изготовлении многослойных горючих углеродсодержащих источников тепла для курительных изделий.
В том виде, как здесь используется, термин "углеродсодержащий" применяется для описания источников тепла и компонентов в виде частиц, которые содержат углерод.
При подходящем выборе формы и размеров первой полости формы, заданной формой, способы, соответствующие настоящему изобретению, могут быть преимущественно использованы при изготовлении курительных изделий, имеющих разные требуемые формы и размеры.
Если способы, соответствующие настоящему изобретению, используются для изготовления горючих источников тепла для курительных изделий, первая полость формы предпочтительно является по существу цилиндрической, более предпочтительно по существу цилиндрической с по существу круглым поперечным сечением и наиболее предпочтительно по существу цилиндрической с по существу круглым поперечным сечением и диаметром от приблизительно 5 мм до приблизительно 10 мм.
При подходящем выборе формы, размеров и положения съемного элемента внутри первой полости формы способы, соответствующие настоящему изобретению, могут преимущественно быть использованы при изготовлении многослойных изделий, которые содержат первые слои и вторые слои, имеющие разные требуемые формы, размеры и относительные положения.
Если способы, соответствующие настоящему изобретению, используются для изготовления горючих источников тепла для курительных изделий, съемный элемент предпочтительно является по существу цилиндрическим, более предпочтительно по существу цилиндрическим с по существу круглым поперечным сечением и наиболее предпочтительно по существу цилиндрическим с по существу круглым поперечным сечением и диаметром от приблизительно 0,5 мм до приблизительно 6,5 мм.
Первый компонент в виде частиц, второй компонент в виде частиц и, где имеется, третий компонент в виде частиц могут иметь одинаковый или разный состав. В предпочтительном случае первый компонент в виде частиц и второй компонент в виде частиц имеют разные составы.
В качестве альтернативы или в дополнение первый компонент в виде частиц, второй компонент в виде частиц и, где имеется, третий компонент в виде частиц могут иметь одинаковые или разные физические свойства. Например, первый компонент в виде частиц, второй компонент в виде частиц и, где имеется, третий компонент в виде частиц могут иметь одинаковые или разные плотность или размеры частиц.
При подходящем выборе состава и физических свойств первого компонента в виде частиц, второго компонента в виде частиц и, где имеется, третьего компонента в виде частиц способы, соответствующие настоящему изобретению, могут преимущественно быть использованы при изготовлении многослойных изделий, содержащих первые слои, вторые слои и, где имеются, третьи слои, имеющие разные требуемые свойства. Например, способы, соответствующие настоящему изобретению, могут преимущественно быть использованы при изготовлении многослойных изделий, содержащих первые слои, вторые слои и, где имеются, третьи слои, имеющие разные химические, электрические, магнитные и физические свойства.
Если способы, соответствующие настоящему изобретению, используются при изготовлении горючих углеродсодержащих источников тепла для курительных изделий, одно или более из следующего: первый компонент в виде частиц, второй компонент в виде частиц и, где имеется, третий компонент в виде частиц могут быть углеродсодержащими. В некоторых предпочтительных вариантах реализации настоящего изобретения первый компонент в виде частиц, второй компонент в виде частиц и, где имеется, третий компонент в виде частиц являются углеродсодержащими.
В других предпочтительных вариантах реализации настоящего изобретения первый компонент в виде частиц является углеродсодержащим, а один или оба из второго компонента в виде частиц и, где имеется, третьего компонента в виде частиц не являются углеродсодержащими.
В вариантах реализации настоящего изобретения, где первый компонент в виде частиц является углеродсодержащим, этот компонент предпочтительно имеет содержание углерода по меньшей мере приблизительно 35 процентов, более предпочтительно по меньшей мере приблизительно 45 процентов и наиболее предпочтительно по меньшей мере приблизительно 55 процентов в сухом весе первого компонента в виде частиц. В некоторых предпочтительных вариантах реализации настоящего изобретения первый компонент в виде частиц предпочтительно имеет содержание углерода, по меньшей мере, приблизительно 65 процентов в сухом весе этого компонента.
В вариантах реализации настоящего изобретения, где второй компонент в виде частиц является углеродсодержащим, этот компонент предпочтительно имеет содержание углерода, не превышающее приблизительно 55 процентов, предпочтительно не превышающее приблизительно 45 процентов и наиболее предпочтительно не превышающее приблизительно 35 процентов в сухом весе. В некоторых предпочтительных вариантах реализации настоящего изобретения второй компонент в виде частиц предпочтительно имеет содержание углерода меньше приблизительно 25 процентов в сухом весе.
В вариантах реализации настоящего изобретения, где третий компонент в виде частиц является углеродсодержащим, этот компонент предпочтительно имеет содержание углерода, не превышающее приблизительно 55 процентов, предпочтительно не превышающее приблизительно 45 процентов и наиболее предпочтительно не превышающее приблизительно 35 процентов в сухом весе. В некоторых предпочтительных вариантах реализации настоящего изобретения третий компонент в виде частиц предпочтительно имеет содержание углерода, не превышающее приблизительно 25 процентов в сухом весе.
Углеродсодержащие компоненты в виде частиц, предназначенные для использования в способах, соответствующих настоящему изобретению, для изготовления многослойных горючих углеродсодержащих источников тепла могут быть получены из одного или более подходящих материалов, содержащих углерод.
Если требуется, с упомянутыми одним или более материалами, содержащими углерод, могут быть объединены одна или более связок. В предпочтительном случае упомянутые одна или более связок являются органическими. Подходящие известные органические связки включают, не ограничиваясь перечисленным, смолы (например, гуаровую смолу), модифицированную целлюлозу и производные целлюлозы (например, метилцеллюлозу, карбоксиметилцеллюлозу, гидроксипропилцеллюлозу и гидроксипропилметилцеллюлозу), муку, крахмалы, сахара, растительные масла и их комбинации.
Вместо или в дополнение к одной или более связок углеродсодержащие компоненты в виде частиц, предназначенные для использования в способах, соответствующих настоящему изобретению, для изготовления многослойных горючих углеродсодержащих источников тепла могут содержать одну или более добавок, чтобы улучшить свойства такого источника. Подходящие добавки включают, не ограничиваясь перечисленным, добавки, способствующие консолидации горючего углеродсодержащего источника тепла (например, интенсификаторы спекания), добавки, способствующие воспламенению горючего углеродсодержащего источника тепла (например, такие окислители, как перхлораты, хлораты, нитраты, пероксиды, перманганаты, цирконий и их комбинации), добавки, способствующие горению горючего углеродсодержащего источника тепла (например, калий и соли калия, такие как цитрат калия), и добавки, способствующие разложению одного или более газов, возникающих при горении горючего углеродсодержащего источника тепла (например, катализаторы, такие как CuO, Fe2O3 и Al2O3).
Если способы, соответствующие настоящему изобретению, используются при изготовлении горючих углеродсодержащих источников тепла для курительных изделий, по меньшей мере один из компонентов в виде частиц содержит углерод. В предпочтительном случае по меньшей мере один из компонентов в виде частиц содержит интенсификатор воспламенения. В некоторых вариантах реализации настоящего изобретения по меньшей мере один из компонентов в виде частиц может содержать углерод и интенсификатор воспламенения.
В вариантах реализации настоящего изобретения, где первый компонент в виде частиц содержит интенсификатор воспламенения, этот компонент имеет содержание данного интенсификатора, не превышающее приблизительно 60 процентов, более предпочтительно не превышающее приблизительно 50 процентов и наиболее предпочтительно не превышающее приблизительно 40 процентов в сухом весе. В некоторых предпочтительных вариантах реализации настоящего изобретения первый компонент в виде частиц предпочтительно имеет содержание интенсификатора воспламенения не более приблизительно 30 процентов в сухом весе.
В вариантах реализации настоящего изобретения, где второй компонент в виде частиц содержит интенсификатор воспламенения, этот компонент имеет содержание данного интенсификатора по меньшей мере приблизительно 35 процентов, более предпочтительно по меньшей мере приблизительно 45 процентов и наиболее предпочтительно по меньшей мере приблизительно 55 процентов в сухом весе. В некоторых предпочтительных вариантах реализации настоящего изобретения второй компонент в виде частиц предпочтительно имеет содержание интенсификатора воспламенения по меньшей мере приблизительно 65 процентов в сухом весе.
В вариантах реализации настоящего изобретения, где третий компонент в виде частиц содержит по меньшей мере один интенсификатор воспламенения, этот компонент имеет содержание данного интенсификатора по меньшей мере приблизительно 30 процентов, более предпочтительно по меньшей мере приблизительно 40 процентов и наиболее предпочтительно по меньшей мере приблизительно 50 процентов в сухом весе.
В том виде, как здесь используется, термин "интенсификатор воспламенения" применяется для обозначения материала, который выделяет энергию и/или кислород во время воспламенения горючего источника тепла, где скорость выделения энергии и/или кислорода материалом не ограничивается диффузией окружающего кислорода. Другими словами, скорость выделения энергии и/или кислорода материалом во время воспламенения горючего источника тепла является в значительной степени независящей от скорости, с которой окружающий кислород может достичь материала. В том виде, как здесь используется, термин "интенсификатор воспламенения" также применяется для обозначения химического элемента металла, который выделяет энергию во время воспламенения горючего источника тепла, причем температура воспламенения этого металла составляет менее чем приблизительно 500°C, а теплота сгорания этого металла составляет по меньшей мере приблизительно 5 кДж/г.
В том виде, как здесь используется, термин "интенсификатор воспламенения" не включает соли щелочных металлов, полученные из карбоновых кислот (такие как цитраты щелочных металлов, ацетаты щелочных металлов и сукцинаты щелочных металлов), галоиды щелочных металлов (такие как хлориды щелочных металлов), карбонаты щелочных металлов или фосфаты щелочных металлов, которые, как предполагается, изменяют процесс горения углерода. Даже если они имеются в большом количестве относительно суммарного веса горючего источника тепла, такие горючие соли щелочных металлов не выделяют достаточно энергии во время воспламенения горючего источника тепла, чтобы получить приемлемую аэрозоль во время ранних этапов образования дыма.
Примеры подходящих окислителей включают, не ограничиваясь перечисленным, нитраты, например, такие как нитрат калия, нитрат кальция, нитрат стронция, нитрат натрия, нитрат бария, нитрат лития, нитрат алюминия и нитрат железа; нитриты; другие органические и неорганические соединения азота; хлораты, например, такие как хлорат натрия и хлорат калия; перхлораты, например, такие как перхлорат натрия; хлориты; броматы, например, такие как бромат натрия и бромат калия; перброматы; бромиты; бораты, например, такие как борат натрия и борат калия; ферраты, например, такие как феррат бария; ферриты; манганаты, например, такие как манганат калия; перманганаты, например, такие как перманганат калия; органические пероксиды, например, такие как пероксид бензоила и пероксид ацетона; неорганические пероксиды, например, такие как пероксид водорода, пероксид стронция, пероксид магния, пероксид кальция, пероксид бария, пероксид цинка и пероксид лития; супероксиды, например, такие как супероксид калия и супероксид натрия; иодаты; периодаты; иодиты; сульфаты; сульфиты; другие сульфоксиды; фосфаты; фосфинаты; фосфиты и фосфаниты.
В предпочтительном случае многослойные горючие источники тепла, изготовленные при помощи способов, соответствующих настоящему изобретению, имеют объемную плотность от приблизительно 0,6 г/см3 до приблизительно 1 г/см3.
В предпочтительном случае многослойные горючие источники тепла, изготовленные при помощи способов, соответствующих настоящему изобретению, имеют длину от приблизительно 5 мм до приблизительно 20 мм, более предпочтительно от приблизительно 7 мм до приблизительно 15 мм и наиболее предпочтительно от приблизительно 7 мм до приблизительно 13 мм.
В предпочтительном случае многослойные горючие источники тепла, изготовленные при помощи способов, соответствующих настоящему изобретению, имеют диаметр от приблизительно 5 мм до приблизительно 10 мм, более предпочтительно от приблизительно 7 мм до приблизительно 8 мм.
В предпочтительном случае многослойные горючие источники тепла, изготовленные при помощи способов, соответствующих настоящему изобретению, имеют по существу неизменный диаметр. Однако способы, соответствующие настоящему изобретению, могут быть использованы для изготовления многослойных горючих источников тепла, которые являются коническими, в результате чего диаметр первого конца этого источника больше диаметра его противоположного второго конца.
В предпочтительном случае многослойные горючие источники тепла, изготовленные при помощи способов, соответствующих настоящему изобретению, являются по существу цилиндрическими. Например, способы, соответствующие настоящему изобретению, можно использовать для изготовления цилиндрических многослойных горючих источников тепла с по существу круглым или по существу эллиптическим поперечным сечением.
Далее настоящее изобретение будет подробно описано, только путем примера, со ссылкой на сопровождающие чертежи, на которых:
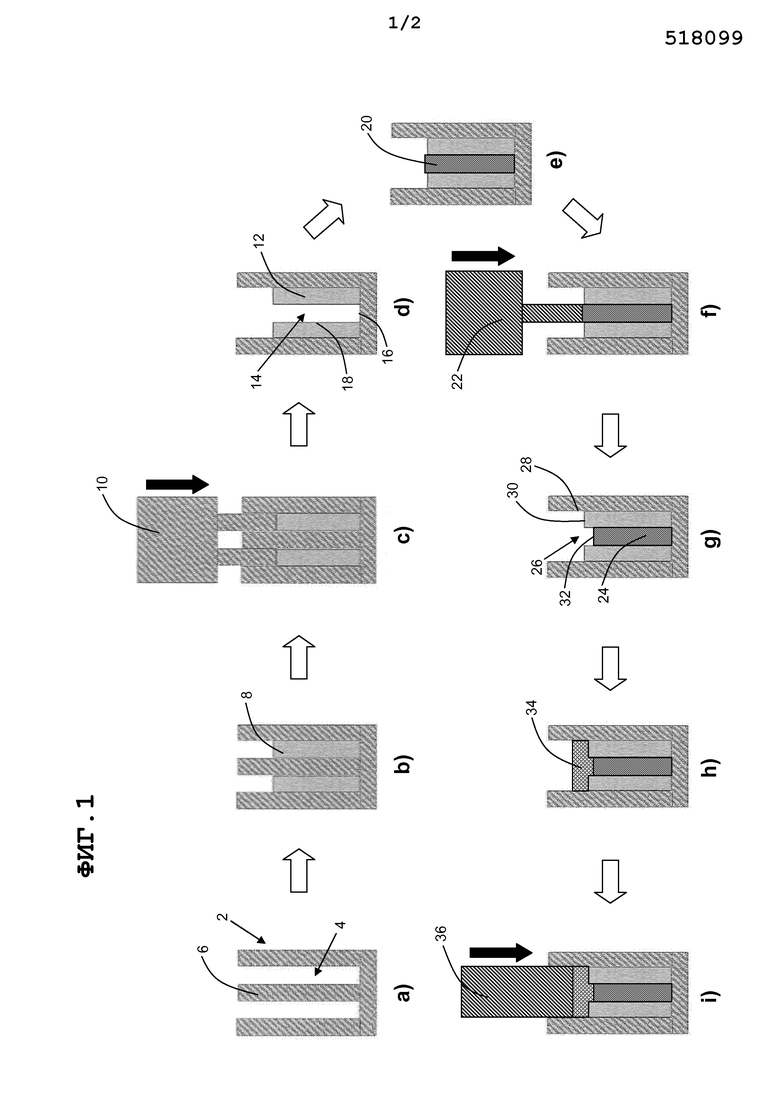
на фиг. 1 приведена технологическая карта, иллюстрирующая способ изготовления многослойного изделия согласно одному предпочтительному варианту его реализации;
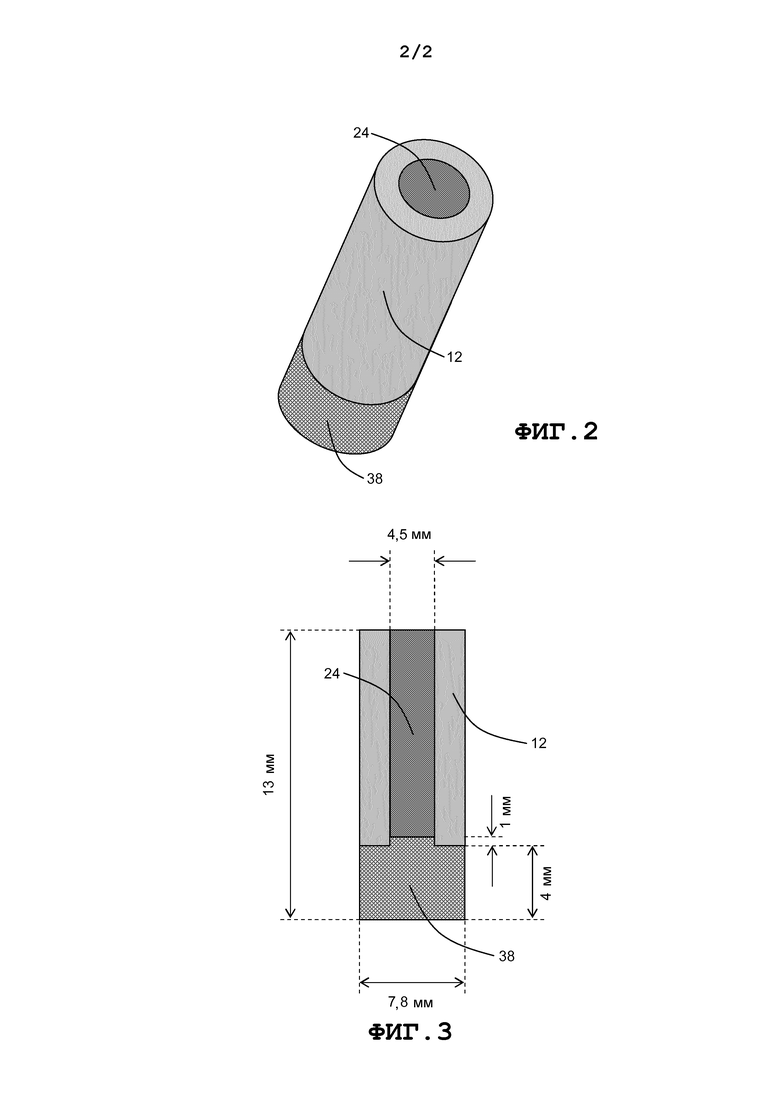
на фиг. 2 приведен общий вид многослойного изделия, полученного при помощи способа, изображенного на фиг. 1; и
на фиг. 3 приведено продольное сечение многослойного горючего источника тепла, полученного при помощи способа, изображенного на фиг. 1, как описано в примере 1.
Способ, показанный на фиг. 1, содержит последовательные этапы, которые на фиг. 1 обозначены от а) до i) и подробно описаны ниже.
Этап а) предпочтительного способа содержит обеспечение формы 2, задающей по существу цилиндрическую первую полость 4 формы с по существу круглым поперечным сечением, причем форма содержит по существу цилиндрический съемный элемент 6 с по существу круглым поперечным сечением внутри по существу цилиндрической первой полости 4 формы. Как показано на фиг. 1, форма 2 и первая полость 4 формы имеют открытый верхний конец, и по существу цилиндрический съемный элемент 6 расположен по существу по центру внутри по существу цилиндрической первой полости 4 формы.
Этап b) предпочтительного способа содержит размещение первого компонента 8 в виде частиц вокруг по существу цилиндрического съемного элемента 6 в по существу цилиндрической первой полости 4 формы.
Если многослойное изделие предполагается использовать в качестве горючего источника тепла для курительного изделия, то предпочтительно первый компонент 8 в виде частиц является углеродсодержащим. Более предпочтительно первый компонент 8 в виде частиц содержит углерод и по меньшей мере один интенсификатор воспламенения.
Этап с) предпочтительного способа содержит сжатие первого компонента 8 в виде частиц в направлении вниз (на фиг. 1 показано закрашенной стрелкой), чтобы получить по существу цилиндрический кольцевой внешний первый слой 12 многослойного изделия путем приложения первой сжимающей силы к первому компоненту 8 в виде частиц в направлении вниз с использованием кольцевого пуансона 10.
Этап d) предпочтительного способа содержит удаление по существу цилиндрического съемного элемента 6 из по существу цилиндрической первой полости 4 формы после получения по существу цилиндрического кольцевого внешнего первого слоя 12. Как показано на фиг. 1, это создает по существу цилиндрическую вторую полость 14 формы, заданную частью 16 основания формы 2 и окружной внутренней поверхностью 18 по существу цилиндрического кольцевого внешнего первого слоя 12.
Этап е) предпочтительного способа содержит размещение второго компонента 20 в виде частиц во второй полости 14 формы. В зависимости от предполагаемого использования и требуемых свойств многослойного изделия состав второго компонента 20 в виде частиц может быть тем же или может отличаться от состава первого компонента 8 в виде частиц. В качестве альтернативы или в дополнение физические свойства второго компонента 20 в виде частиц могут быть теми же или могут отличаться от физических свойств первого компонента 8 в виде частиц.
Если многослойное изделие предназначено для использования в качестве горючего источника тепла для курительного изделия, то предпочтительно второй компонент 20 в виде частиц является углеродсодержащим. Более предпочтительно второй компонент 20 в виде частиц содержит углерод и по меньшей мере один интенсификатор воспламенения.
Этап f) предпочтительного способа содержит сжатие второго компонента 20 в виде частиц в направлении вниз (на фиг. 1 показано закрашенной стрелкой), чтобы получить по существу цилиндрический внутренний второй слой 24 многослойного изделия путем приложения второй сжимающей силы ко второму компоненту 8 в виде частиц в направлении вниз с использованием по существу цилиндрического пуансона 22. Как показано на фиг. 1, по существу цилиндрический внутренний второй слой 24 окружен по существу цилиндрическим кольцевым внешним первым слоем 12 и имеет уменьшенную высоту по сравнению с этим слоем 12.
В зависимости от состава и свойств второго компонента 20 в виде частиц и предполагаемого использования и требуемых свойств многослойного изделия вторая сжимающая сила, используемая для получения по существу цилиндрического внутреннего второго слоя 24, может быть той же или может отличаться от первой сжимающей силы, используемой для получения по существу цилиндрического кольцевого внешнего первого слоя 12.
В предпочтительном способе, показанном на фиг. 1, вторую сжимающую силу прикладывают ко второму компоненту 20 в виде частиц. Однако будет понятно, что в альтернативном варианте реализации настоящего изобретения (не показан) этап f) может содержать сжатие второго компонента 20 в виде частиц в направлении вниз, чтобы получить по существу цилиндрический второй слой 24 многослойного изделия путем приложения второй сжимающей силы как к по существу цилиндрическому кольцевому внешнему первому слою 12, так и ко второму компоненту 20 в виде частиц в направлении вниз.
Как показано на этапе g) на фиг. 1, сжатие второго компонента 20 в виде частиц, чтобы получить по существу цилиндрический внутренний второй слой 24, создает третью полость 26 формы, заданную боковой частью 28 формы 2, верхней частью внутренней окружной поверхности 18 и верхней торцевой поверхностью 30 по существу цилиндрического кольцевого внешнего первого слоя 12 и внешней торцевой поверхностью 32 по существу цилиндрического внутреннего второго слоя 24.
Этап h) предпочтительного способа содержит размещение третьего компонента 34 в виде частиц в третьей полости 26 формы. В зависимости от предполагаемого использования и требуемых свойств многослойного изделия состав третьего компонента 34 в виде частиц может быть тем же или может отличаться от состава первого компонента 8 в виде частиц и/или второго компонента 20 в виде частиц. В качестве альтернативы или в дополнение физические свойства третьего компонента 34 в виде частиц могут быть теми же или могут отличаться от физических свойств первого компонента 8 в виде частиц и/или второго компонента 20 в виде частиц.
Если многослойное изделие предназначено для использования в качестве горючего источника тепла для курительного изделия, то предпочтительно третий компонент 34 в виде частиц является углеродсодержащим. Более предпочтительно третий компонент 34 в виде частиц содержит углерод и по меньшей мере один интенсификатор воспламенения.
Этап i) предпочтительного способа содержит сжатие третьего компонента 34 в виде частиц в направлении вниз (на фиг. 1 показано закрашенной стрелкой), чтобы получить третий слой 38 многослойного изделия путем приложения третьей сжимающей силы к третьему компоненту 34 в виде частиц в направлении вниз с использованием по существу цилиндрического пуансона 36.
Как показано на фиг. 1, уменьшенная высота по существу цилиндрического внутреннего второго слоя 24 по сравнению с по существу цилиндрическим кольцевым внешним первым слоем 12 приводит к появлению ступенчатой границы раздела между третьим слоем 38 и по существу цилиндрическим кольцевым внешним первым слоем 12 и по существу цилиндрическим внутренним вторым слоем 24 многослойного изделия. Это выгодным образом повышает механическую целостность полученного многослойного изделия.
Третья сжимающая сила, используемая для получения третьего слоя 38, больше первой сжимающей силы, используемой для получения по существу цилиндрического кольцевого первого слоя 12, и второй сжимающей силы, используемой для получения по существу цилиндрического второго слоя 24.
В предпочтительном способе, показанном на фиг. 1, третий компонент 34 в виде частиц размещают в форме 2 после получения второго слоя 24. Однако будет понятно, что в альтернативном варианте реализации настоящего изобретения (не показан) этап е) может содержать размещение как второго компонента 20 в виде частиц, так и третьего компонента 34 в виде частиц в форме 2, а этап f) может содержать одновременное сжатие третьего компонента 34 в виде частиц и второго компонента 20 в виде частиц в направлении вниз, чтобы получить третий слой 38 многослойного изделия и по существу цилиндрический внутренний второй слой 24 многослойного изделия, соответственно, путем приложения второй сжимающей силы к третьему компоненту 34 в виде частиц в направлении вниз. Этапы g), h) и i) тогда могут быть исключены. В этом альтернативном варианте реализации настоящего изобретения вторая сжимающая сила, используемая для получения третьего слоя 38 и по существу цилиндрического второго слоя 24, больше первой сжимающей силы, используемой для получения по существу цилиндрического кольцевого первого слоя 12.
После получения третьего слоя 38 на этапе i) полученное многослойное изделие можно вынуть из первой полости 4 формы 2 любым подходящим известным образом. На фиг. 2 приведен общий вид полученного, свободно стоящего самоподдерживающегося многослойного изделия после вынимания из формы.
Пример 1
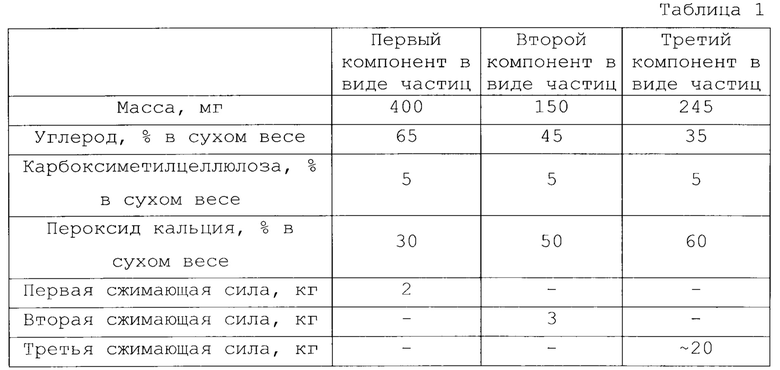
Многослойный горючий источник тепла для курительного изделия, имеющий размеры, показанные на фиг. 3, изготовлен с использованием способа, показанного на фиг. 1. Слои многослойного горючего источника тепла изготовлены с использованием компонентов в виде частиц и сжимающих сил, которые приведены в таблице 1.
Описанные выше варианты реализации настоящего изобретения и пример иллюстрируют изобретение, но не ограничивают его. Другие варианты реализации настоящего изобретения могут быть созданы без выхода за пределы его сущности и объема, и необходимо понимать, что конкретные, описанные здесь варианты его реализации не являются ограничивающими.
В частности, хотя изобретение в качестве примера рассмотрено выше со ссылкой на получение многослойного горючего источника тепла для курительного изделия, будет понятно, что способы, соответствующие настоящему изобретению, могут быть использованы для изготовления других многослойных изделий, включая многослойные изделия для использования в промышленности по производству фармацевтических средств, моющих средств, керамики и взрывчатых веществ, но не ограничиваясь перечисленным.
Изобретение относится к изготовлению многослойных изделий. В форме, имеющей первую полость со съемным элементом, размещают первый компонент в виде частиц. Сжимают первый компонент вдоль первой оси и получают первый слой свободно стоящего, самоподдерживающегося многослойного изделия. Затем удаляют съемный элемент и в форме размещают по меньшей мере один дополнительный компонент в виде частиц. Сжимают по меньшей мере один дополнительный компонент вдоль первой оси на по меньшей мере одном дополнительном этапе сжатия для получения по меньшей мере одного дополнительного слоя. Причем первый слой контактирует с одним дополнительным слоем по первой границе раздела, параллельной первой оси, и по второй границе раздела, перпендикулярной первой оси. По меньшей мере один дополнительный этап сжатия включает перед удалением свободно стоящего, самоподдерживающегося многослойного изделия из формы приложение по меньшей к одному дополнительному компоненту сжимающей силы, которая больше первой сжимающей силы, приложенной к первому компоненту для получения первого слоя. В результате обеспечивается возможность изготовления из частиц многослойных изделий, имеющих комбинацию поперечных и продольных слоев. 13 з.п. ф-лы, 3 ил., 1 табл., 1 пр.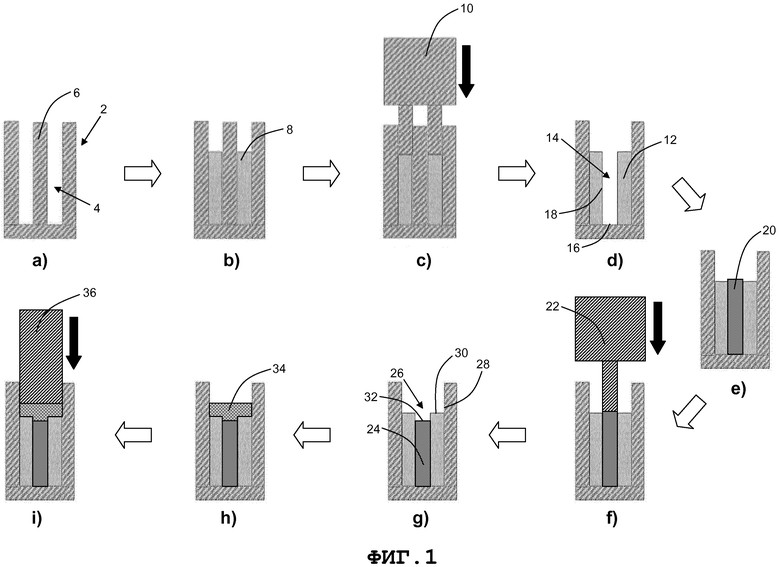
1. Способ изготовления свободно стоящего, самоподдерживающегося многослойного изделия, включающий следующие этапы:
обеспечивают форму, образующую первую полость формы, причем форма содержит съемный элемент внутри первой полости формы;
размещают первый компонент в виде частиц в первой полости формы;
сжимают первый компонент в виде частиц вдоль первой оси на первом этапе сжатия для получения первого слоя свободно стоящего, самоподдерживающегося многослойного изделия путем приложения первой сжимающей силы к первому компоненту в виде частиц;
удаляют съемный элемент из первой полости формы после получения первого слоя;
размещают один или более дополнительных компонентов в виде частиц в форме, причем часть упомянутых одного или более дополнительных компонентов в виде частиц занимает пространство, ранее занятое съемным элементом;
сжимают упомянутые один или более дополнительных компонентов в виде частиц вдоль первой оси на одном или более дополнительных этапах сжатия после удаления съемного элемента, чтобы получить один или более дополнительных слоев свободно стоящего, самоподдерживающегося многослойного изделия, причем первый слой контактирует с одним из упомянутых одного или более дополнительных слоев по первой границе раздела, по существу параллельной первой оси, и первый слой контактирует с одним из упомянутых одного или более дополнительных слоев по второй границе раздела, по существу перпендикулярной первой оси; и
удаляют свободно стоящее, самоподдерживающееся многослойное изделие из формы,
причем упомянутые один или более дополнительныых этапов сжатия включают перед удалением свободно стоящего, самоподдерживающегося многослойного изделия из формы приложение к одному или более дополнительным компонентам в виде частиц сжимающей силы, которая больше первой сжимающей силы, приложенной к первому компоненту в виде частиц для получения первого слоя.
2. Способ по п. 1, включающий этап, на котором:
сжимают упомянутые один или более дополнительных компонентов в виде частиц вдоль первой оси на одном или более дополнительных этапах сжатия после удаления съемного элемента для получения второго слоя свободно стоящего, самоподдерживающегося многослойного изделия и третьего слоя свободно стоящего, самоподдерживающегося многослойного изделия, причем первый слой контактирует со вторым слоем по первой границе раздела, по существу параллельной первой оси, и первый слой контактирует с третьим слоем по второй границе раздела, по существу перпендикулярной первой оси.
3. Способ по п. 2, включающий этапы, на которых:
удаляют съемный элемент из первой полости формы после получения первого слоя;
размещают второй компонент в виде частиц во второй полости формы, образованной частью формы и частью первого слоя;
сжимают второй компонент в виде частиц вдоль первой оси на втором этапе сжатия для получения второго слоя свободно стоящего, самоподдерживающегося многослойного изделия путем приложения второй сжимающей силы;
размещают третий компонент в виде частиц в третьей полости формы, образованной частью формы, частью первого слоя и частью второго слоя; и
сжимают третий компонент в виде частиц вдоль первой оси на третьем этапе сжатия для получения третьего слоя свободно стоящего, самоподдерживающегося многослойного изделия путем приложения третьей сжимающей силы,
причем третья сжимающая сила, приложенная к третьему компоненту в виде частиц для получения третьего слоя, больше первой сжимающей силы, приложенной к первому компоненту в виде частиц для получения первого слоя, и второй сжимающей силы, приложенной ко второму компоненту в виде частиц для получения второго слоя.
4. Способ по п. 3, включающий этапы, на которых:
размещают первый компонент в виде частиц вокруг съемного элемента в первой полости формы,
сжимают первый компонент в виде частиц вдоль первой оси на первом этапе сжатия, чтобы получить внешний первый слой свободно стоящего, самоподдерживающегося многослойного изделия, окружающего съемный элемент;
удаляют съемный элемент из первой полости формы после получения внешнего первого слоя;
размещают второй компонент в виде частиц во второй полости формы, образованной частью формы и внутренней поверхностью внешнего первого слоя;
сжимают второй компонент в виде частиц вдоль первой оси на втором этапе сжатия, чтобы получить внутренний второй слой свободно стоящего, самоподдерживающегося многослойного изделия, окруженный внешним первым слоем;
размещают третий компонент в виде частиц в третьей полости формы, образованной частью формы, частью внешнего первого слоя и частью внутреннего второго слоя; и
сжимают третий компонент в виде частиц вдоль первой оси на третьем этапе сжатия, чтобы получить третий слой свободно стоящего, самоподдерживающегося многослойного изделия.
5. Способ по п. 4, включающий этапы, на которых:
обеспечивают форму, образующую по существу цилиндрическую первую полость формы, причем форма содержит по существу цилиндрический съемный элемент внутри по существу цилиндрической первой полости формы;
размещают первый компонент вокруг по существу цилиндрического съемного элемента в по существу цилиндрической первой полости формы;
сжимают первый компонент в виде частиц вдоль первой оси на первом этапе сжатия, чтобы получить по существу цилиндрический кольцевой внешний первый слой свободно стоящего, самоподдерживающегося многослойного изделия, окружающий по существу цилиндрический съемный элемент;
удаляют по существу цилиндрический съемный элемент из по существу цилиндрической первой полости формы после получения по существу цилиндрического кольцевого внешнего первого слоя;
размещают второй компонент в виде частиц в по существу цилиндрической второй полости формы, образованной частью формы и внутренней окружной поверхностью по существу цилиндрического кольцевого внешнего первого слоя;
сжимают второй компонент в виде частиц вдоль первой оси на втором этапе сжатия, чтобы получить по существу цилиндрический внутренний второй слой свободно стоящего, самоподдерживающегося многослойного изделия, окруженный по существу цилиндрическим кольцевым внешним первым слоем;
размещают третий компонент в виде частиц в третьей полости формы, образованной частью формы, частью по существу цилиндрического кольцевого внешнего первого слоя и частью по существу цилиндрического внутреннего второго слоя; и
сжимают третий компонент в виде частиц вдоль первой оси на третьем этапе сжатия, чтобы получить третий слой свободно стоящего, самоподдерживающегося многослойного изделия.
6. Способ по п. 5, включающий этапы, на которых:
сжимают второй компонент в виде частиц вдоль первой оси на втором этапе сжатия, чтобы получить по существу цилиндрический внутренний второй слой уменьшенной высоты по сравнению с по существу цилиндрическим кольцевым внешним первым слоем;
размещают третий компонент в виде частиц в третьей полости формы, образованной частью формы, внутренней окружной поверхностью и торцевой поверхностью по существу цилиндрического кольцевого внешнего первого слоя и торцевой поверхностью по существу цилиндрического внутреннего второго слоя; и
сжимают третий компонент в виде частиц вдоль первой оси на третьем этапе сжатия, чтобы получить третий слой свободно стоящего, самоподдерживающегося многослойного изделия.
7. Способ по любому из пп. 3-6, в котором второй компонент в виде частиц и третий компонент в виде частиц имеют один и тот же состав.
8. Способ по любому из пп. 3-6, в котором второй компонент в виде частиц и третий компонент в виде частиц имеют разный состав.
9. Способ по любому из пп. 3-6, в котором второй компонент в виде частиц и третий компонент в виде частиц имеют разные физические свойства.
10. Способ по п. 2, включающий этапы, на которых:
удаляют съемный элемент из первой полости формы после получения первого слоя;
размещают второй компонент в виде частиц во второй полости формы, образованной частью формы и частью первого слоя;
размещают третий компонент в виде частиц в третьей полости формы, образованной частью формы, частью первого слоя и частью второго компонента в виде частиц; и
сжимают второй компонент в виде частиц вдоль первой оси, чтобы получить второй слой свободно стоящего, самоподдерживающегося многослойного изделия, и сжимают третий компонент в виде частиц вдоль первой оси, чтобы получить третий слой свободно стоящего, самоподдерживающегося многослойного изделия, одновременно на втором этапе сжатия путем приложения второй сжимающей силы к третьему компоненту в виде частиц;
причем вторая сжимающая сила, приложенная к третьему компоненту в виде частиц для получения второго слоя и третьего слоя, больше первой сжимающей силы, приложенной к первому компоненту в виде частиц для получения первого слоя.
11. Способ по п. 1, включающий этапы, на которых:
удаляют съемный элемент из первой полости формы после получения первого слоя;
размещают второй компонент в виде частиц во второй полости формы, образованной частью формы и частью первого слоя; и
сжимают второй компонент в виде частиц вдоль первой оси на втором этапе сжатия для получения второго слоя свободно стоящего, самоподдерживающегося многослойного изделия путем приложения второй сжимающей силы ко второму компоненту в виде частиц, причем первый слой контактирует со вторым слоем по первой границе раздела, по существу параллельной первой оси, и первый слой контактирует со вторым слоем по второй границе раздела, по существу перпендикулярной первой оси,
при этом вторая сжимающая сила, приложенная ко второму компоненту в виде частиц для получения второго слоя, больше первой сжимающей силы, приложенной к первому компоненту в виде частиц для получения первого слоя.
12. Способ по любому из пп. 3-6, 10, 11, в котором первый компонент в виде частиц и второй компонент в виде частиц имеют разный состав.
13. Способ по любому из пп. 3-6, 10, 11, в котором первый компонент в виде частиц и второй компонент в виде частиц имеют разные физические свойства.
14. Способ по любому из пп. 3-6, 10, 11, предназначенный для изготовления горючего многослойного источника тепла для курительного изделия.
| Способ прессования многослойных изделий из порошковых материалов с вертикальным расположением слоев | 1982 |
|
SU1026958A1 |
| Способ изготовления двухслойных пористых труб | 1988 |
|
SU1675058A1 |
| US 4887410 A, 19.12.1989. | |||

