Изобретение относится к устройству формирования бунта камеры преобразования, в частности, для проволочного прокатного стана. Изобретение можно применять в новых прокатных станах для обеспечения возможности разделения бунта без большой зоны преобразования, требуемой для ножниц барабанного типа, или же можно использовать для модернизации существующих прокатных станов.
В некоторых прокатных станах операторы достаточно знакомы с работой прокатного стана, чтобы определять требуемую стальную заготовку для производства полного бунта без дополнительных расчетов, с предотвращением тем самым необходимости разрезать заготовку после изготовления бунта. Однако эти старые прокатные станы могут нуждаться в модернизации с целью обеспечения преимуществ за счет более эффективной технологии и для обеспечения возможности предложения более широкого ассортимента изделий своим заказчикам. Например, вместо предложения лишь полных бунтов, может быть желательным изготовление половинных бунтов, или бунтов в соответствии с заказанным весом. Для достижения этого необходимо обеспечивать непрерывную подачу на входе и разрезать катанку в правильной точке для обеспечения требуемого веса бунта. Формирование бунта осуществляется в камере преобразования. Для разрезания непрерывной катанки необходимо предусматривать ножницы после ступени формирования бунта, при этом ножницы и другие подвижные части обычно имеют отдельную систему энергоснабжения и управления для обеспечения их работы, при этом все они приводят к увеличению стоимости, и каждая ступень нуждается в конструктивном пространстве, которого нет. В обычной камере преобразования используется набор отводимых опор или пальцев, известный также как диафрагма, для временной опоры бунта, когда он начинает падать в камеру, так что накопленный ранее бунт можно удалять снизу камеры. Диафрагму можно также использовать для прерывания накопления колец с целью разделения бунта, как это указано в патенте US 3776076.
Последующее оборудование камеры формирования бунта одной или несколькими диафрагмами и ножницами может быть затруднено, поскольку старые прокатные станы не имеют достаточной вертикальной высоты, где можно снабжать существующую камеру формирования бунта камерой формирования бунта с диафрагмами и ножницами. Для преодоления этого единственной возможностью является выкапывание ямы внизу, поскольку оборудование прокатного стана не поддается перемещению. В новых прокатных станах предпочтительно минимизировать высоту участка преобразования в конце конвейера с целью уменьшения стоимости фундамента и других структур.
Согласно первому аспекту данного изобретения предложена опора для поддержания формирующегося бунта внутри камеры формирования бунта устройства формирования бунта, содержащая исполнительный механизм и опорные элементы, соединенные последовательно друг с другом и с исполнительным механизмом, при этом каждый опорный элемент содержит отводимое режущее лезвие, исполнительный механизм выполнен с возможностью управления перемещением опорных элементов между открытым положением, в котором режущие лезвия отведены от стенки камеры формирования бунта с возможностью формирования бунта внутри камеры формирования бунта, опорным положением, в котором режущие лезвия введены в камеру формирования бунта с обеспечением опоры для бунта, и режущим положением для отрезания бунта перед извлечением из камеры формирования бунта.
Согласно второму аспекту данного изобретения предложено устройство формирования бунта, содержащее камеру формирования бунта, по меньшей мере две опоры для поддержания формирующегося бунта, установленные на камере формирования бунта с возможностью отведения от камеры формирования бунта и независимого друг от друга приведения в действие, и пластину для приема бунта у основания камеры формирования бунта, при этом одна из опор выполнена в виде вышеописанной опоры.
Предпочтительно, устройство содержит датчик высоты бунта на вершине камеры формирования бунта и контроллер, выполненный с возможностью управления отведением или введением опор по сигналам от датчика высоты, принимаемым контроллером.
Предпочтительно, одна из опор содержит диафрагму.
Согласно третьему аспекту данного изобретения предложен способ формирования бунта непрерывно прокатываемого изделия с использованием вышеописанного устройства формирования бунта, включающий направление изделия в камеру формирования бунта, формирование частичного бунта, опирающегося на первую опору в камере формирования бунта, отведение первой опоры с падением частичного бунта на вторую опору, выполненную в виде вышеописанной опоры, при этом осуществляют добавление других бунтов к частичному бунту, вводят первую опору для отрезания бунта и отводят вторую опору для падения сформированного бунта на пластину для приема бунта у основания камеры формирования бунта.
Предпочтительно, способ включает опускание пластины для приема бунта для отделения сформированного бунта от бунтов, расположенных над первой опорой, выдвигание второй опоры и приведение в действие режущих лезвий второй опоры для отрезания верхней части сформированного бунта от нижней части бунта, расположенного над первой опорой.
Предпочтительно, исполнительным механизмом перемещают вторую опору между отведенным, введенным и режущим положениями по сигналам из контроллера.
Данное изобретение обеспечивает возможность дооборудования диафрагмой и системой отрезания камеры преобразования бунта без необходимости выкапывания ямы в полу или установки в качестве части нового прокатного стана, так что может быть минимизирована вышина, необходимая для отрезания. В прокатных станах, где имеется достаточное пространство, изобретение обеспечивает возможность включения дополнительной опорной ступени в процесс, дополнительно улучшающей качество упаковки бунта, с целью обеспечения меньшей упаковки при том же весе бунта.
Ниже приводится описание примера выполнения устройства согласно данному изобретению со ссылками на прилагаемые чертежи, на которых изображено:
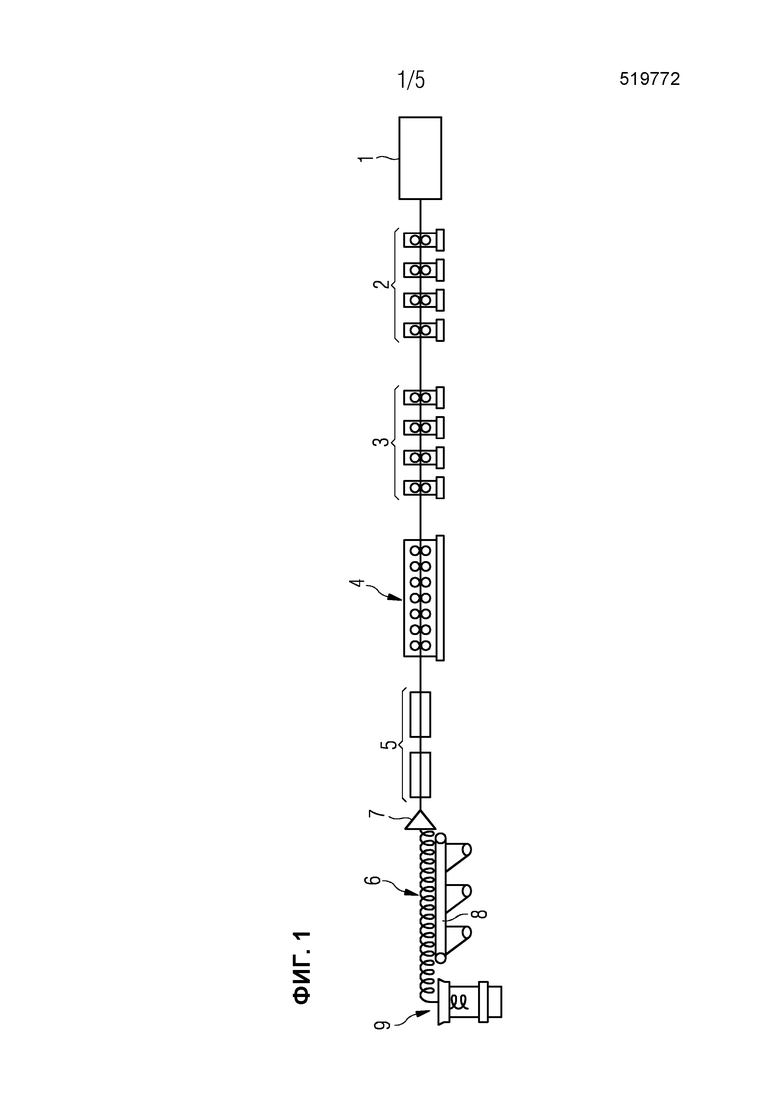
фиг. 1 - стадии термомеханического процесса для изготовления стальной катанки;
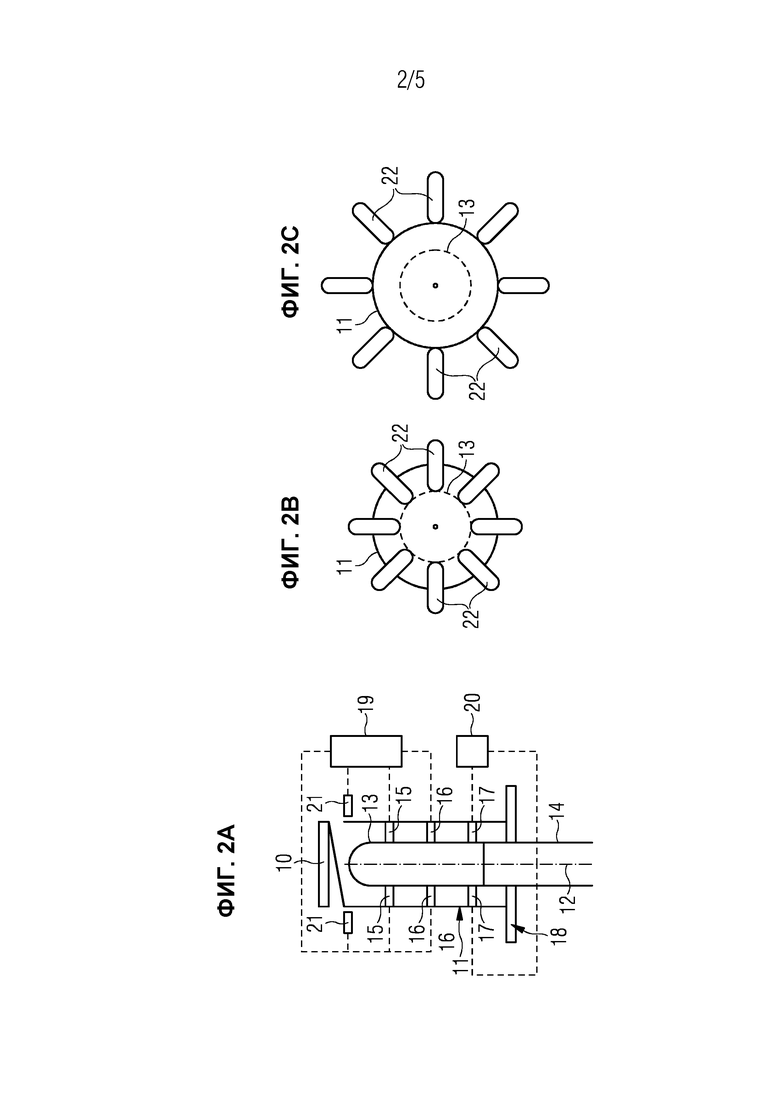
фиг. 2 - части камеры преобразования в увеличенном масштабе;
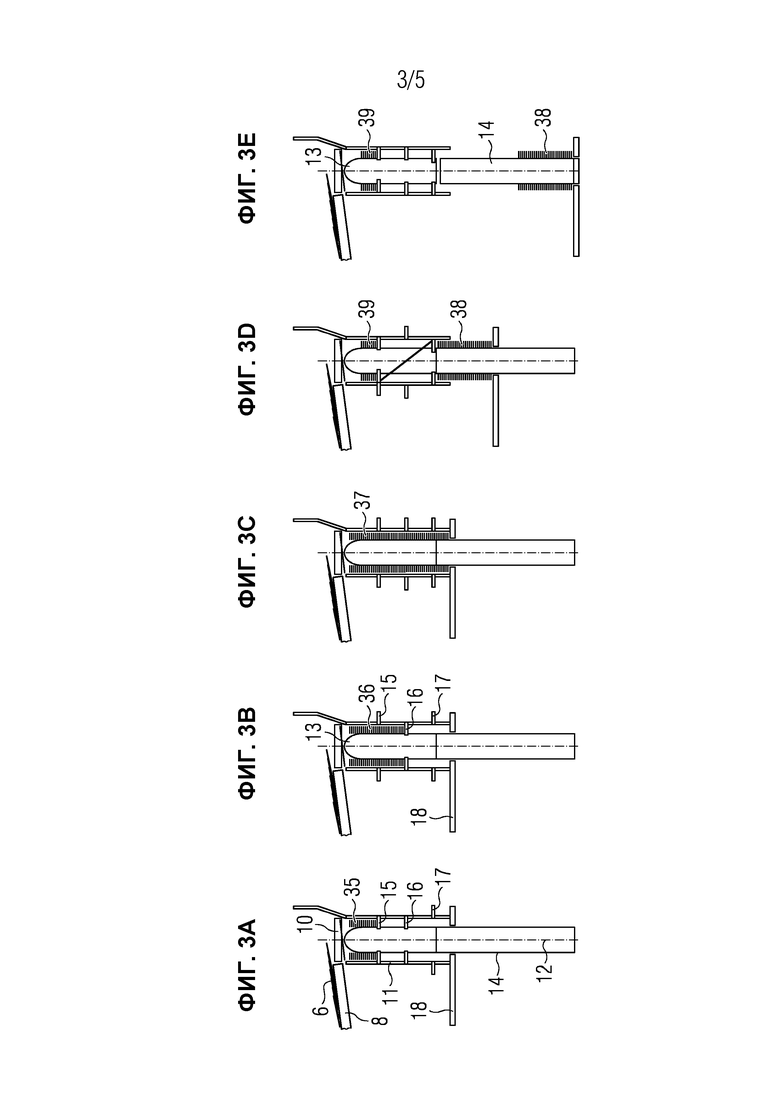
фиг. 3 - пример работы устройства формирования бунта;
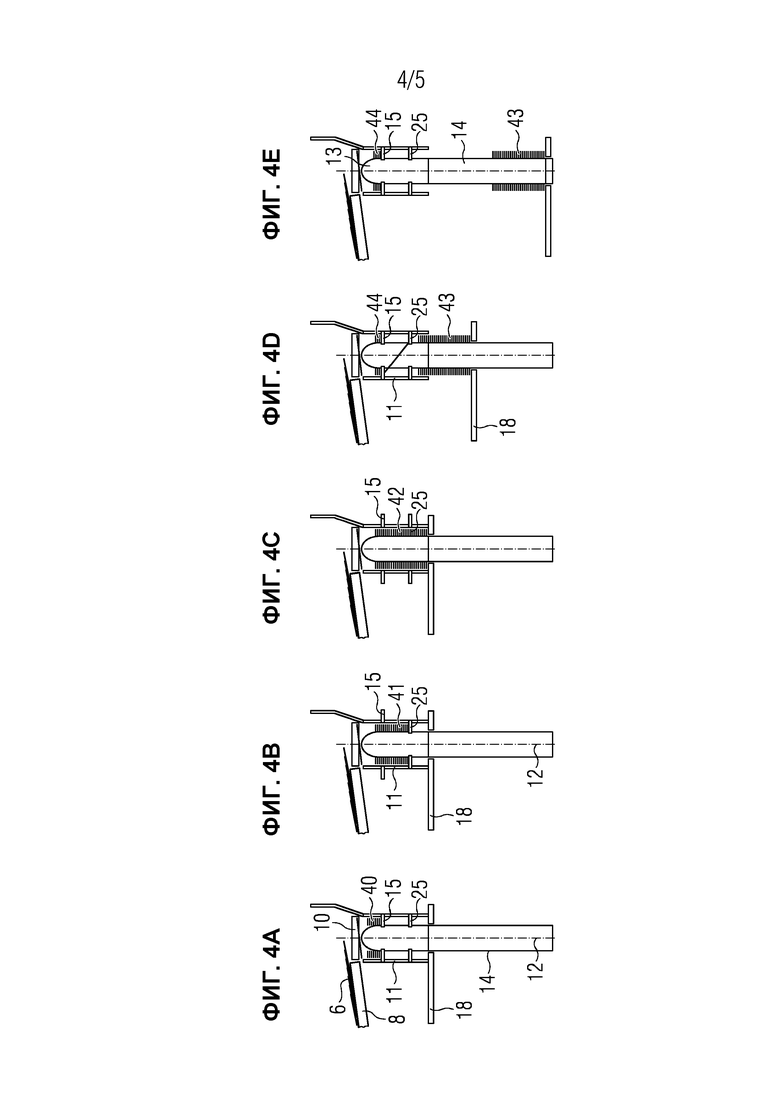
фиг. 4 - пример работы устройства формирования бунта согласно данному изобретению;
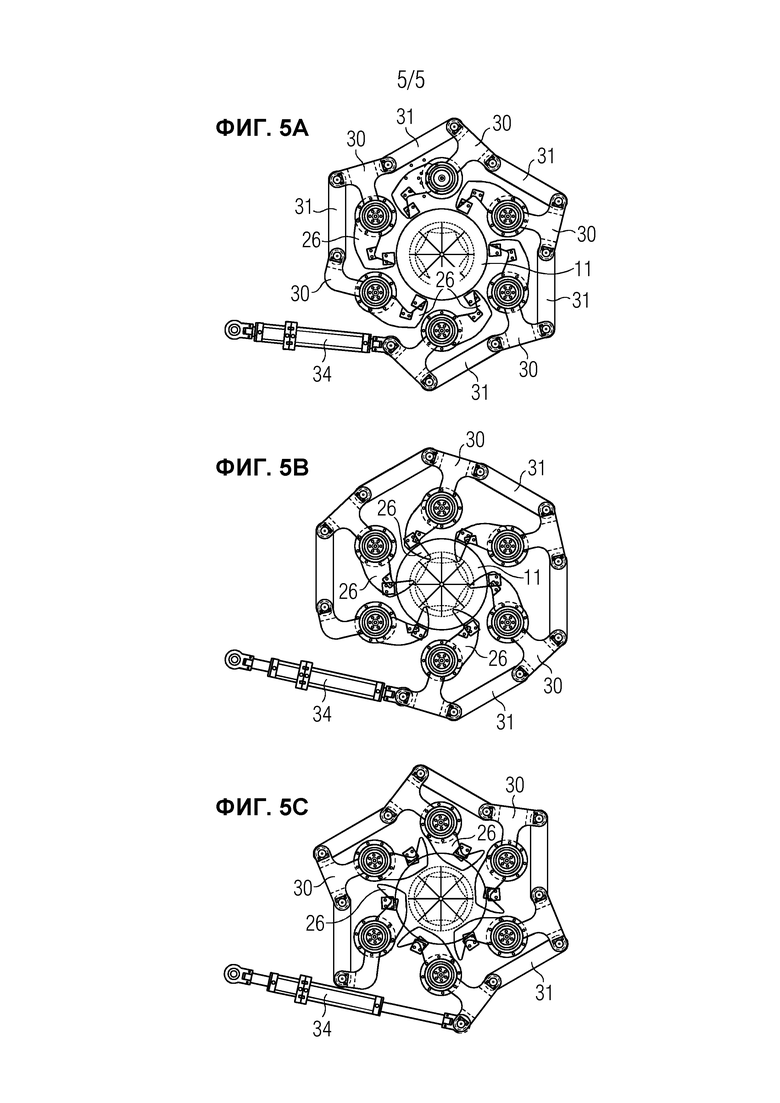
фиг. 5 - комбинированный блок по фиг. 4 в увеличенном масштабе.
С помощью данного изобретения обеспечивается возможность улучшения управления частью бунта для формирования длинных круглых изделий с помощью термомеханического процесса, включающего как ровную катанку, обычно с минимальным диаметром 5,5 мм, так и арматурные стержни (арматурные прутки), обычно с минимальным диаметром 6,0 мм, например, для использования в бетонных армированных изделиях. Обычно, диаметр катанки лежит в диапазоне от 5,5 мм до 25 мм, однако улучшения не ограничиваются формированием катанки внутри этого диапазона размеров. Хотя процесс может быть дополнительной стадией после процесса производства стальных изделий, он обычно выполняется отдельно от производства стальных изделий в проволочных прокатных станах. Как показано на фиг. 1, пример типичного процесса формирования стальной катанки в проволочном прокатном стане включает повторное нагревание отлитых стальных заготовок в печи 1 и выполнение непрерывного процесса горячей прокатки в черновой клети 2, промежуточной клети 3 и чистовой клети 4 с целью образования непрерывной катанки. Катанку частично охлаждают в охлаждающей секции 5 и образуют петли 6 с помощью укладочной головки 7 и укладывают на охлаждающий конвейер 8, такой как конвейер Стелмора, который транспортирует петли в камеру 9 преобразования. В камере 9 преобразования петли падают вертикально на центральную направляющую в камере формирования бунта и формируются в кольцевой бунт в камере формирования бунта с помощью вращающейся направляющей поверхности, например, как указано в ЕР 0583099.
В указанных выше системах, например в патенте US 3776076, вращающиеся разделительные элементы, известные также как диафрагма, могут использоваться для прерывания накопления колец, с целью разделения бунта, однако каждая разделительная и режущая ступень занимают место по вертикали, которое может быть ограничено в прокатном стане. Камера преобразования, в которой может использоваться такой разделитель, показана более подробно на фиг. 2А-2С. Как показано на фиг. 2А, распределитель 10 колец предусмотрен на входе в камеру формирования бунта. Камера формирования бунта является в основном цилиндрической вокруг оси 12, и предусмотрен носовой обтекатель 13 над стволом 14, коаксиальным камеры 11 формирования бунта. Первая диафрагма 15 и вторая диафрагма 16 установлены на камере формирования бунта, так же как режущее приспособление 17. На дне камеры 11 формирования бунта расположена пластина 18 для бунта. Первая система 19 управления и привода предусмотрена для первой диафрагмы 15, и вторая система 20 управления и привода предусмотрена для режущего приспособления. Датчики 21 наверху камеры формирования бунта соединены с первой системой 19 управления. На фиг. 2В показана диафрагма в ее рабочем положении, при этом лапки 22 или пальцы диафрагмы выступают через стенку камеры формирования бунта, и вершины пальцев находятся вблизи или в контакте с носовым обтекателем 13 для обеспечения опоры образуемого бунта. На фиг. 2С диафрагма находится в своем открытом положении, при этом лапки отведены назад через стенку, так что бунт может падать вниз до следующего уровня опоры.
Данное изобретение улучшает указанный выше процесс формирования бунта. На фиг. 3 показан в качестве иллюстрации пример работы устройства преобразования согласно фиг. 2. Как показано на фиг. 3А, петли 6 транспортируются с помощью конвейера 8 к входу камеры 9 преобразования. На входе в камеру 9 преобразования вращающаяся направляющая поверхность или кольцевой распределитель 10 обеспечивает управляемым образом равномерное распределение бунтов. Петли падают вертикально вниз с прохождением через кольцевой распределитель 10 на первую диафрагму 15 в камере 11 формирования бунта. Бунт 35 образуется внутри цилиндрической камеры 11 формирования бунта с опорой на пальцы 22 первой диафрагмы 15, которые установлены в промежуточном положении вниз в камере формирования бунта. Обычно, лапки 22 установлены с возможностью отвода с выступанием через стенку камеры формирования бунта, при этом их вершины находятся вблизи или в контакте или проходят через щели в носовой обтекатель 13 в центре и коаксиально камере 11 формирования бунта при обеспечении опоры, а затем отводятся через стенку и из камеры формирования бунта, когда диафрагма 15 находится в открытом положении. Носовой обтекатель помогает направлять бунты во время их формирования. Датчики 21 определяют, когда бунт 35 достигает заданного верхнего предела высоты бунта и выдает сигнал в контроллер 19 для отвода лапок 22 первой диафрагмы, что позволяет сформированному бунту падать вниз на фиксированное расстояние до второй диафрагмы 16, как показано на фиг. 3В. Эта вторая диафрагма находится в положении, показанном на фиг. 2С, при этом лапки 22 входят в камеру формирования бунта.
Процесс намотки продолжается с увеличением размера бунта 36, пока вершина бунта не достигает верхнего предела высоты бунта, и сигнал из датчика 21 в контроллер 19 не вызывает отвод лапок 23 второй диафрагмы 16 и падение бунта 36 на заданное расстояние до пластины 18 для бунта. Между пластиной для бунта и второй диафрагмой установлено режущее приспособление 17 в открытом положении, которое не создает препятствий для падения вниз бунта 36 на пластину 18. Формирование бунта 37 продолжается, как показано на фиг. 3С, пока бунты не будут снова выше положения первой диафрагмы 15. Затем контроллер 19 с помощью исполнительных механизмов перемещает лапки 22 первой диафрагмы 15 назад в расположение, показанное на фиг. 3D, и пластина 18 для бунта опускается на заданное расстояние с целью отделения бунта 38 от бунта 39, удерживаемого над первой диафрагмой 15. Разделительное расстояние приводит к распрямлению спирали, так что между двумя бунтами 38, 39 имеется стержень, расположенный под подходящим для разрезания углом, и затем приводится в действие режущее приспособление 17 для разрезания стержня. Когда лапки проходят в носовой обтекатель, то это позволяет поднимать носовой обтекатель и кольцевой распределитель с помощью первой диафрагмы, так что контроллер может перемещать ствол вниз от носового обтекателя. В качестве альтернативного решения, ствол можно опускать, в то время как диафрагма обеспечивает опору. Готовый бунт 38 на пластине 18 для бунта перемещают вниз и удаляют, как показано на фиг. 3Е. Затем пластину для бунта возвращают в ее первоначальное положение.
Как указывалось выше, хотя механизм способен создавать бунт с лучшим уплотнением, так что он короче и более прост в обращении при том же весе, и в результате уменьшается вероятность повреждения, могут возникать проблемы при его установке в старые прокатные станы. Там, где необходимы две диафрагмы для разделения бунта, и пространство для последующего разрезания таково, что бунт формируется в структурированном виде, имеющаяся высота в существующих прокатных станах может быть недостаточной, или же повышать стоимость монтажа нового прокатного стана. Например, расстояние между компонентами для получения желаемого результата может составлять от 0,8 м до 1,0 м в узле высотой 2,4-3,0 м. Для устранения проблемы нехватки пространства данное изобретение предлагает комбинированные диафрагму и режущее приспособление вместо концевого режущего приспособления и диафрагмы. Это позволяет выполнять те же две стадии в меньшем пространстве, или же, когда пространство и длина камеры формирования бунта не имеют значения, обеспечивается возможность улучшенного управления за счет использования процесса из трех стадий для управления процессом намотки с помощью двух диафрагм и третьей диафрагмы, комбинированной с режущим приспособлением.
Первая часть процесса весьма аналогична указанной выше. Как показано на фиг. 4А, петли 6 подаются с помощью конвейера 8 на вход камеры 9 преобразования. На входе в камеру 9 преобразования установлена вращающаяся направляющая поверхность, или кольцевой распределитель 10 для поддержки равномерного распределения управляемым образом бунтов. Петли катанки падают вертикально вниз после прохождения через кольцевой распределитель 10 на первую диафрагму 15, и внутри камеры 11 формирования бунта образуются бунты. Первая диафрагма 15 установлена на некотором расстоянии вниз камеры формирования бунта. Несколько лапок 22 диафрагмы выступают через стенку камеры формирования бунта, при этом их вершины находятся вблизи или в контакте с носовым обтекателем 13, расположенным в центре и коаксиально центральной оси камеры 11 формирования бунта, для опоры бунта 40, а затем отводятся через стенку для обеспечения падения бунта вниз до следующего уровня опоры, когда датчики 21 определяют, что бунт достиг заданного верхнего предела высоты, и подают сигнал в контроллер 19 для вызывания отвода лапок 22. В этом случае обеспечивается возможность падения бунта 41 на фиксированное расстояние до следующего уровня опоры, как показано на фиг. 4В.
Однако следующий уровень опоры является комбинированной диафрагмой и режущим приспособлением. 25. Лезвия 26 комбинированного блока из диафрагмы и режущего приспособления выступают в камеру формирования бунта и обеспечивают опору бунта. Когда требуется полный бунт и полный бунт формируется посредством подачи заготовки соответствующего размера на вход, то этот комбинированный блок из диафрагмы и режущего приспособления выполняет лишь функцию опоры диафрагмы и используется для обеспечения постепенного образования необходимого бунта внутри камеры формирования бунта. Когда бунт завершен, то лезвия 26 отводятся и бунт падает вниз на пластину 18 для бунта. Затем пластина для бунта перемещается вниз вместе с намотанным бунтом, и затем он удаляется обычным образом.
Преимущество заключается в способности использования той же системы для половинного или другого веса бунта под управлением контроллера, без изменения структурной системы. Используется та же операция двойного падения, однако когда датчик 21 ограничения высоты срабатывает второй раз, то комбинированный блок 25 открывается, как показано на фиг. 4С, для обеспечения падения бунта 42 вниз на пластину 18 для бунта, и когда датчики на пластине 18 для бунта определяют, что достигнут требуемый вес, то первая диафрагма 15 закрывается, как показано на фиг. 4D, предотвращая падение вниз любого бунта над первой диафрагмой, и начинается формирование следующего бунта. Пластина 18 для бунта опускается для открывания верха бунта в открытую спираль, так что часть катанки проходит под крутым углом через открытый комбинированный блок 25 от верха намотанного бунта до низа следующего бунта, опирающегося на первую диафрагму 15. При остановленном и открытом бунте комбинированный блок закрывается, и лезвия 26 комбинированного блока 25 перемещаются в положение разрезания в камере формирования бунта, и лезвия выполняют операцию разрезания бунта.
Непосредственно после разрезания лезвия 26 комбинированного блока отводятся назад в положение опоры для обеспечения обычного формирования в две стадии второго бунта (см. фиг. 4Е). Ствол и сформированный бунт перемещаются для дальнейшей обработки, и второй ствол вводится в зацепление для обеспечения повторения последовательности действий. Затем бунт снова перемещается вниз (см. фиг. 3Е) на пластине 19 для бунта и удаляется, в то время как продолжается формирование следующего бунта в камере формирования бунта. Компактное выполнение бунта, вес бунта определяется с помощью кольцевого распределителя 10, расстоянием падения бунта вниз между диафрагмами 15, 25 и длиной камеры 11 формирования бунта. В идеальном случае используются две диафрагмы. Комбинированный блок 25 диафрагмы и режущего приспособления обеспечивает возможность лучшего управления, когда имеется короткая камера формирования бунта и необходимо отрезать половинный бунт. Комбинированный блок обеспечивает более высокую точность, чем при расчете заранее длины каждого частичного бунта и разрезании катанки перед намоткой, однако при этом не занимает больше пространства в камере преобразования. За счет замены отдельного режущего приспособления и второй спирали комбинированным блоком можно сэкономить длину по вертикали обычно 600-800 мм с обеспечением выполнения тех же функций в меньшем пространстве. По существу, может быть удален целый комплект оборудования вместе с системами управления, и общая высота оборудования может быть уменьшена на одну треть.
На фиг. 5 показан более подробно комбинированный блок диафрагмы и режущего приспособления в его трех различных стадиях, а именно открытой (фиг. 5А), опорной (фиг. 5В) и окончательного разрезания (фиг. 5С). Блок содержит несколько шарнирных держателей 30, соединенных друг с другом последовательно с помощью стержней 31. На каждом держателе 30 находится лапка диафрагмы, которая может поворачиваться к камере 11 формирования бунта или от нее. Лапка диафрагмы содержит режущее лезвие 26, которое имеет режущую кромку для выполнения функции разрезания и которое способно также действовать в качестве опоры в зависимости от положения лезвия. На фиг. 5А показан блок 25 в своем открытом положении с отведенными от стенки камеры формирования бунта лезвиями, так что осуществляется без препятствий формирование бунта внутри камеры формирования бунта. На фиг. 5В показаны лезвия, перемещенные в положение опоры для процесса формирования бунта, и на фиг. 5С показаны лезвия в положении резания для отрезания бунта перед его удалением. Исполнительный механизм 34 принимает сигналы из контроллера 19 для вызывания перемещения лезвий в требуемое положение. В любом случае перемещение шарнирных держателей осуществляется с помощью исполнительного механизма, и перемещение каждого лезвия на его шарнирном держателе может происходить в соединении с движением опорного держателя.
Как указывалось выше, альтернативой является использование двух диафрагм и добавление комбинированного блока в процесс формирования бунта, если требуется дополнительное управление, например, когда сталь является высокоуглеродистой сталью. В некоторых случаях вертикальная длина камеры формирования бунта меньше длины формируемого бунта, например бунт длиной 3 м можно формировать в камере формирования бунта длиной 1 м, так что частично сформированный бунт приходится опускать вниз на пластине для бунта на достаточное расстояние, с целью обеспечения возможности формирования следующей ступени бунта в камере формирования бунта после прохождения первой ступени через одну или две диафрагмы.
Изобретение относится к области прокатки проволоки. Опора для поддержания формирующегося бунта внутри камеры формирования бунта устройства формирования бунта содержит исполнительный механизм и опорные элементы, соединенные последовательно друг с другом и с исполнительным механизмом. Уменьшение стоимости оборудования и сокращение занимаемого им места обеспечивается за счет того, что каждый опорный элемент содержит отводимое режущее лезвие, при этом исполнительный механизм выполнен с возможностью управления перемещением опорных элементов между открытым положением, в котором режущие лезвия отведены от стенки камеры формирования бунта с возможностью формирования бунта внутри камеры формирования бунта, опорным положением, в котором режущие лезвия введены в камеру формирования бунта с обеспечением опоры для бунта, и режущим положением для отрезания бунта перед извлечением из камеры формирования бунта. 3 н. и 4 з.п. ф-лы, 5 ил.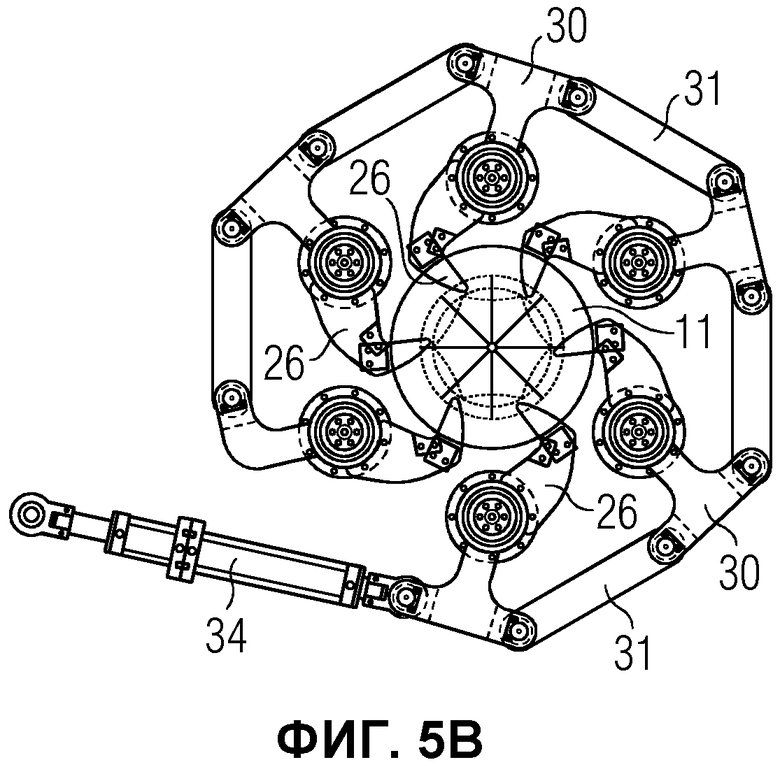
1. Опора для поддержания формирующегося бунта внутри камеры формирования бунта устройства для формирования бунта, содержащая исполнительный механизм и опорные элементы, соединенные последовательно друг с другом и с исполнительным механизмом, при этом каждый опорный элемент содержит отводимое режущее лезвие, исполнительный механизм выполнен с возможностью управления перемещением опорных элементов между открытым положением, в котором режущие лезвия отведены от стенки камеры формирования бунта с возможностью формирования бунта внутри камеры формирования бунта, опорным положением, в котором режущие лезвия введены в камеру формирования бунта с обеспечением опоры для бунта, и режущим положением для отрезания бунта перед извлечением из камеры формирования бунта.
2. Устройство для формирования бунта, содержащее камеру формирования бунта, по меньшей мере две опоры для поддержания формирующегося бунта, установленные в камере формирования бунта с возможностью отведения от камеры формирования бунта и независимого друг от друга приведения в действие, и пластину для приема бунта у основания камеры формирования бунта, при этом одна из опор выполнена в виде опоры по п. 1.
3. Устройство по п. 2, содержащее датчик высоты бунта на вершине камеры формирования бунта и контроллер, выполненный с возможностью управления отведением или введением опор по сигналам от датчика высоты, принимаемым контроллером.
4. Устройство по п. 2 или 3, в котором одна из опор содержит диафрагму.
5. Способ формирования бунта непрерывно прокатываемого изделия с использованием устройства для формирования бунта по п. 2, включающий направление изделия в камеру формирования бунта, формирование частичного бунта, опирающегося на первую опору в камере формирования бунта, отведение первой опоры с падением частичного бунта на вторую опору, выполненную в виде опоры по п. 1, при этом осуществляют добавление других бунтов к частичному бунту, вводят первую опору для отрезания бунта и отводят упомянутую вторую опору для падения сформированного бунта на пластину для приема бунта у основания камеры формирования бунта.
6. Способ по п. 5, включающий опускание пластины для приема бунта для отделения сформированного бунта от бунтов, расположенных над первой опорой, выдвигание второй опоры и приведение в действие режущих лезвий второй опоры для отрезания верхней части сформированного бунта от нижней части бунта, расположенного над первой опорой.
7. Способ по п. 5 или 6, в котором исполнительным механизмом перемещают вторую опору между отведенным, введенным и режущим положениями по сигналам из контроллера.
| Способ изготовления гидропрессованных напорных труб | 1987 |
|
SU1479278A2 |
| SU 1338186 A2, 20.10.1996 | |||
| УСТАНОВКА ДЛЯ НАМОТКИ МНОГОЗАХОДНЫХ СПИР.ЛЛЕЙ ИЗ НИТЕВИДНОГО МАТЕРИАЛА | 0 |
|
SU384224A1 |
| JP 2001121342 A, 08.05.2001. | |||

