ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к детали из горячепрессованного стального листа, используемой для компонента механической конструкции и тому подобного, к способу ее изготовления и к стальному листу для горячего прессования.
УРОВЕНЬ ТЕХНИКИ
[0002] Для снижения веса автомобиля были предприняты усилия, чтобы повысить прочность стального материала, применяемого для кузова автомобиля, и снизить вес используемого стального материала. В тонком стальном листе, широко применяемом для автомобиля, как правило, по мере повышения прочности снижается формуемость прессованием, делая затруднительным изготовление компонента, имеющего сложную форму. Например, участок с высокой степенью обработки растрескивается соответственно снижению пластичности и становится заметным упругое последействие, которое ухудшает точность размеров. Соответственно этому нелегко изготовить компоненты выполнением штамповки высокопрочного стального листа, в частности стального листа, имеющего предел прочности при растяжении 980 МПа или более. Проще обрабатывать высокопрочный стальной лист не штамповкой, а роликовым профилированием, но его целевое применение ограничено компонентом, имеющим равномерное поперечное сечение в продольном направлении.
[0003] Способы, называемые горячим прессованием, предназначенные для получения высокой формуемости высокопрочного стального листа, описаны в Патентных Документах 1 и 2. Горячим прессованием можно формовать высокопрочный стальной лист с высокой точностью для получения детали из высокопрочного горячепрессованного стального листа.
[0004] С другой стороны, также должна быть улучшена пластичность детали из горячепрессованного стального листа. Однако металлографическая структура стального листа, полученного описанными в Патентных Документах 1 и 2 способами, представляет собой по существу мартенситную однофазную структуру, и тем самым в этих способах затруднительно улучшить пластичность.
[0005] Детали из высокопрочного горячепрессованного стального листа, для которых предполагается улучшение пластичности, описаны в Патентных Документах 3 и 4, но в отношении этих традиционных деталей из горячепрессованного стального листа существует еще одна проблема снижения ударной вязкости. Снижение ударной вязкости создает проблему не только в случае применения для автомобиля, но также в случае использования в качестве компонента механической конструкции. Каждый из Патентных Документов 5 и 6 описывает способ, предназначенный для улучшения усталостных характеристик, но даже они связаны с затруднениями в достижении достаточных пластичности и ударной вязкости.
СПИСОК ЦИТИРОВАННОЙ ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0006] Патентный Документ 1: Патент Великобритании № 1490535.
Патентный Документ 2: Японская Выложенная Патентная Публикация № 10-96031.
Патентный Документ 3: Японская Выложенная Патентная Публикация № 2010-65292.
Патентный Документ 4: Японская Выложенная Патентная Публикация № 2007-16296.
Патентный Документ 5: Японская Выложенная Патентная Публикация № 2007-247001.
Патентный Документ 6: Японская Выложенная Патентная Публикация № 2005-298957.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0007] Цель настоящего изобретения состоит в создании детали из горячепрессованного стального листа, имеющей превосходные пластичность и ударную вязкость, с высокой прочностью, способа ее изготовления и стального листа для горячего прессования.
РАЗРЕШЕНИЕ ПРОБЛЕМЫ
[0008] Авторы настоящей заявки исследовали причину того, почему происходит снижение ударной вязкости в детали из традиционного высокопрочного горячепрессованного стального листа, предназначенной для улучшения пластичности. В результате стало ясно, что, когда с целью улучшения пластичности должна быть сформирована многофазная структура, содержащая феррит и мартенсит, в качестве структуры стали для детали из горячепрессованного стального листа возможно развитие обезуглероживания, и снижение ударной вязкости вследствие обезуглероживания вызывается во время нагревания и охлаждения на воздухе при горячем прессовании для получения детали из горячепрессованного стального листа. То есть стало ясно, что повышается доля феррита в области, протяженной от поверхности детали из горячепрессованного стального листа до глубины 15 мкм или тому подобной вследствие обезуглероживания, и иногда возникает, например, ламеллярная структура, по существу составленная ферритной однофазной структурой (далее иногда называемая «ферритным слоем»), и уязвимость границ ферритных зерен в этой области обусловливает значительное ухудшение ударной вязкости. Обезуглероживание является в особенности значительным, когда получается многофазная структура, но обезуглероживание до этого не было выявлено.
[0009] В результате более ранних исследований на основе таких обнаруженных фактов авторы настоящей заявки нашли, что деталь из горячепрессованного стального листа, имеющая структуру стали, которая представляет собой многофазную структуру, содержащую феррит и мартенсит, и имеющая участок поверхностного слоя, в котором обезуглероживание подавлено, может быть получена обработкой стального листа для горячего прессования, имеющего химический состав, содержащий заданные количества С и Mn, и относительно большое количество Si, и имеющего определенную структуру стали, в том числе горячим прессованием в определенных условиях. Кроме того, авторы настоящей заявки также обнаружили, что эта деталь из горячепрессованного стального листа имеет высокий предел прочности при растяжении 980 МПа или более, и также имеет превосходные пластичность и ударную вязкость. Авторы настоящей заявки также нашли, что эта деталь из горячепрессованного стального листа также имеет превосходные усталостные характеристики сверх всякого ожидания. Таким образом, авторы настоящей заявки пришли к следующим разнообразным аспектам изобретения.
[0010] (1) Деталь из горячепрессованного стального листа, содержащая:
химический состав, представленный, мас.%:
C: от 0,10% до 0,34%;
Si: от 0,5% до 2,0%;
Mn: от 1,0% до 3,0%;
растворимый Al: от 0,001% до 1,0%;
P: 0,05% или менее;
S: 0,01% или менее;
N: 0,01% или менее;
Ti: от 0% до 0,20%;
Nb: от 0% до 0,20%;
V: от 0% до 0,20%;
Cr: от 0% до 1,0%;
Mo: от 0% до 1,0%;
Cu: от 0% до 1,0%;
Ni: от 0% до 1,0%;
Ca: от 0% до 0,01%;
Mg: от 0% до 0,01%;
REM (редкоземельный металл): от 0% до 0,01%;
Zr: от 0% до 0,01%;
B: от 0% до 0,01%;
Bi: от 0% до 0,01%; и
остальное количество: Fe и примеси; и
структуру стали, в которой:
доля площади феррита на участке поверхностного слоя, протяженном от поверхности до глубины 15 мкм, является равной или меньшей, чем 1,20-кратная величина доли площади феррита на участке внутреннего слоя, который представляет собой участок за исключением участка поверхностного слоя; и
участок внутреннего слоя включает структуру стали, представленную в процентах площади:
ферритом: от 10% до 70%;
мартенситом: от 30% до 90%; и
совокупной площадью феррита и мартенсита: от 90% до 100%,
причем на упомянутом участке внутреннего слоя концентрация Mn в мартенсите является равной или большей, чем 1,20-кратная величина концентрации Mn в феррите, и
причем предел прочности при растяжении составляет 980 МПа или более.
[0011] (2) Деталь из горячепрессованного стального листа согласно пункту (1), в которой химический состав содержит один или более элементов, выбранных из группы, состоящей, мас.%, из:
Ti: от 0,003% до 0,20%;
Nb: от 0,003% до 0,20%;
V: от 0,003% до 0,20%;
Cr: от 0,005% до 1,0%;
Mo: от 0,005% до 1,0%;
Cu: от 0,005% до 1,0%; и
Ni: от 0,005% до 1,0%.
[0012] (3) Деталь из горячепрессованного стального листа согласно пункту (1) или (2), в которой химический состав содержит один или более элементов, выбранных из группы, состоящей, мас.%, из:
Ca: от 0,0003% до 0,01%;
Mg: от 0,0003% до 0,01%;
REM: от 0,0003% до 0,01%; и
Zr: от 0,0003% до 0,01%.
[0013] (4) Деталь из горячепрессованного стального листа согласно любому пункту из (1)-(3), в которой химический состав содержит, мас.%, В: от 0,0003% до 0,01%.
[0014] (5) Деталь из горячепрессованного стального листа согласно любому пункту из (1)-(4), в которой химический состав содержит, мас.%, Bi: от 0,0003% до 0,01%.
[0015] (6) Стальной лист для горячего прессования, содержащий:
химический состав, представленный, мас.%:
C: от 0,10% до 0,34%;
Si: от 0,5% до 2,0%;
Mn: от 1,0% до 3,0%;
растворимый Al: от 0,001% до 1,0% или менее;
P: 0,05% или менее;
S: 0,01% или менее;
N: 0,01% или менее;
Ti: от 0% до 0,20%;
Nb: от 0% до 0,20%;
V: от 0% до 0,20%;
Cr: от 0% до 1,0%;
Mo: от 0% до 1,0%;
Cu: от 0% до 1,0%;
Ni: от 0% до 1,0%;
Ca: от 0% до 0,01%;
Mg: от 0% до 0,01%;
REM: от 0% до 0,01%;
Zr: от 0% до 0,01%;
B: от 0% до 0,01%;
Bi: от 0% до 0,01%; и
остальное количество: Fe и примеси; и
структуру стали, содержащую феррит и цементит, представленную в процентах площади:
совокупной площадью бейнита и мартенсита: от 0% до 10%; и
площадью цементита: 1% или более, и
причем концентрация Mn в цементите составляет 5% или более.
[0016] (7) Стальной лист для горячего прессования согласно пункту (6), в котором химический состав содержит один или более элементов, выбранных из группы, состоящей, мас.%, из:
Ti: от 0,003% до 0,20%;
Nb: от 0,003% до 0,20%;
V: от 0,003% до 0,20%;
Cr: от 0,005% до 1,0%;
Mo: от 0,005% до 1,0%;
Cu: от 0,005% до 1,0%; и
Ni: от 0,005% до 1,0%.
[0017] (8) Стальной лист для горячего прессования согласно пункту (6) или (7), в котором химический состав содержит один или более элементов, выбранных из группы, состоящей, мас.%, из:
Ca: от 0,0003% до 0,01%;
Mg: от 0,0003% до 0,01%;
REM: от 0,0003% до 0,01%; и
Zr: от 0,0003% до 0,01%.
[0018] (9) Стальной лист для горячего прессования согласно любому из пунктов (6)-(8), в котором химический состав содержит, мас.%, В: от 0,0003% до 0,01%.
[0019] (10) Стальной лист для горячего прессования согласно любому из пунктов (6)-(9), в котором химический состав содержит, мас.%, Bi: от 0,0003% до 0,01%.
[0020] (11) Способ изготовления детали из горячепрессованного стального листа, включающий:
стадию, в которой нагревают стальной лист для горячего прессования согласно любому из пунктов (6)-(10) в диапазоне температур от 720°С до точки Ас3, чтобы создать концентрацию Mn в аустените, равную или более высокую, чем 1,20-кратная величина концентрации Mn в феррите; и
стадию, в которой после нагревания проводят горячее прессование и охлаждение до точки Ms со средней скоростью охлаждения от 10°С/секунду до 500°С/секунду,
причем сниженное содержание С на поверхности стального листа для горячего прессования в течение периода времени от завершения стадии нагревания до начала стадии горячего прессования составляет менее 0,0005 мас.%.
[0021] (12) Способ изготовления детали из горячепрессованного стального листа согласно пункту (11), в котором период времени, в течение которого стальной лист для горячего прессования подвергают воздействию атмосферы в течение периода времени от завершения стадии нагревания до начала стадии горячего прессования, составляет менее 15 секунд.
ПРЕИМУЩЕСТВЕННЫЕ РЕЗУЛЬТАТЫ ИЗОБРЕТЕНИЯ
[0022] Согласно настоящему изобретению можно получить превосходные пластичность и ударную вязкость, в то же время с достижением высокого предела прочности при растяжении.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0023] Далее будут описаны варианты осуществления настоящего изобретения. Варианты осуществления настоящего изобретения относятся к детали из горячепрессованного стального листа, имеющей предел прочности при растяжении 980 МПа или более.
[0024] Сначала будут описаны химические составы детали из горячепрессованного стального листа (далее иногда называемой «стальной листовой деталью») согласно варианту осуществления настоящего изобретения и стального листа для горячего прессования, используемого для ее изготовления. В нижеследующем описании символ «%», представляющий единицу содержания каждого элемента, наличествующего в стальной листовой детали или в стальном листе для горячего прессования, означает «мас.%», если не оговорено иное.
[0025] Химический состав стальной листовой детали согласно варианту исполнения и стального листа для горячего прессования, используемого для ее изготовления, представлен, мас.%, элементами C: от 0,10% до 0,34%, Si: от 0,5% до 2,0%, Mn: от 1,0% до 3,0%, кислотно-растворимый Al: от 0,001% до 1,0%, P: 0,05% или менее, S: 0,01% или менее, N: 0,01% или менее, Ti: от 0% до 0,20%, Nb: от 0% до 0,20%, V: от 0% до 0,20%, Cr: от 0% до 1,0%, Mo: от 0% до 1,0%, Cu: от 0% до 1,0%, Ni: от 0% до 1,0%, Ca: от 0% до 0,01%, Mg: от 0% до 0,01%, REM: от 0% до 0,01%, Zr: от 0% до 0,01%, B: от 0% до 0,01%, Bi: от 0% до 0,01% и остальное количество: Fe и примеси. Примеры примесей включают такие, которые содержатся в сырьевых материалах, таких как руда и металлолом, и такие, которые примешиваются во время процесса изготовления.
[0026] (С: от 0,10% до 0,34%)
Углерод (С) представляет собой очень важный элемент, который повышает прокаливаемость стального листа для горячего прессования и в основном определяет прочность стальной листовой детали. Когда содержание С в стальной листовой детали составляет менее 0,10%, может быть затруднительным обеспечение предела прочности при растяжении на уровне 980 МПа или более. Соответственно этому содержание С в стальной листовой детали составляет 0,10% или более. Содержание С в стальной листовой детали предпочтительно составляет 0,12% или более. Когда содержание С в стальной листовой детали составляет более 0,34%, мартенсит в стальной листовой детали может становиться твердым и может быть значительным ухудшение ударной вязкости. Таким образом, содержание С в стальной листовой детали составляет 0,34% или менее. По соображениям улучшения свариваемости содержание С в стальной листовой детали предпочтительно составляет 0,30% или менее и более предпочтительно 0,25% или менее. Как будет описано позже, при изготовлении детали из горячепрессованного стального листа иногда происходит обезуглероживание, но степень обезуглероживания является пренебрежимо малой и поэтому содержание С в стальном листе для горячего прессования по существу соответствует содержанию С в стальной листовой детали.
[0027] (Si: от 0,5% до 2,0%)
Кремний (Si) является очень эффективным элементом для улучшения пластичности стальной листовой детали и стабильного обеспечения прочности стальной листовой детали. Когда содержание Si составляет менее 0,5%, получение вышеописанных эффектов может быть затруднительным. Таким образом, содержание Si составляет 0,5% или более. Когда содержание Si составляет более 2,0%, вышеописанный эффект может насыщаться, становясь экономически неблагоприятным, и значительно снижается смачиваемость при плакировании, зачастую вызывая образование непокрытых участков. Таким образом, содержание Si составляет 2,0% или менее. Из соображений улучшения свариваемости содержание Si предпочтительно составляет 0,7% или более, и более предпочтительно 1,1% или более. В плане предотвращения образования дефектов поверхности стальной листовой детали содержание Si предпочтительно составляет 1,8% или менее, и более предпочтительно 1,35% или менее.
[0028] (Mn: от 1,0% до 3,0%)
Марганец (Mn) представляет собой очень важный элемент для повышения прокаливаемости стального листа для горячего прессования и обеспечения прочности стальной листовой детали. Когда содержание Mn составляет менее 1,0%, может быть очень затруднительным обеспечение предела прочности при растяжении на уровне 980 МПа или более в стальной листовой детали. Таким образом, содержание Mn составляет 1,0% или более. Для более надежного достижения вышеописанных эффектов содержание Mn предпочтительно составляет 1,1% или более и более предпочтительно 1,15% или более. Когда содержание Mn превышает 3,0%, структура стали в стальной листовой детали может становиться в значительной мере полосчатой структурой и может происходить существенное ухудшение изгибаемости и безопасности при столкновениях. Таким образом, содержание Mn составляет 3,0% или менее. С позиции производительности при горячей прокатке и холодной прокатке для получения стального листа для горячего прессования содержание Mn предпочтительно составляет 2,5% или менее и более предпочтительно 2,45% или менее.
[0029] (Растворимый Al (кислотно-растворимый Al): от 0,001% до 1,0%)
Алюминий (Al) представляет собой элемент, проявляющий эффект раскисления стали для получения лучшего стального материала. Когда содержание растворимого Al составляет менее 0,001%, получение вышеописанного эффекта может быть затруднительным. Таким образом, содержание растворимого Al составляет 0,001% или более. Для более надежного получения вышеописанного эффекта содержание растворимого Al предпочтительно составляет 0,015% или более. Когда содержание растворимого Al составляет свыше 1,0%, может значительно снижаться свариваемость, может возрастать количество включений на основе оксидов и может значительно ухудшаться состояние поверхности. Таким образом, содержание растворимого Al составляет 1,0% или менее. Чтобы получить лучшие характеристики поверхности, содержание растворимого Al предпочтительно составляет 0,080% или менее.
[0030] (Р: 0,05% или менее)
Фосфор (Р) не является существенным элементом и содержится в стали, например, как примесь. По соображениям свариваемости лучшим является более низкое содержание Р. В частности, когда содержание Р составляет более 0,05%, может значительно снижаться свариваемость. Таким образом, содержание Р составляет 0,05% или менее. Чтобы обеспечить лучшую свариваемость, содержание Р предпочтительно составляет 0,018% или менее. С другой стороны, Р проявляет эффект повышения прочности стали в результате упрочнения твердого раствора. Для получения этого эффекта Р может содержаться в количестве 0,003% или более.
[0031] (S: 0,01% или менее)
Сера (S) не является существенным элементом и содержится в стали, например, как примесь. С позиции свариваемости лучшим является более низкое содержание S. В частности, когда содержание S составляет более 0,01%, может значительно снижаться свариваемость. Таким образом, содержание S составляет 0,01% или менее. Чтобы обеспечить лучшую свариваемость, содержание S предпочтительно составляет 0,003% или менее и более предпочтительно 0,0015% или менее.
[0032] (N: 0,01% или менее)
Азот (N) не является существенным элементом и содержится в стали, например, как примесь. По соображениям свариваемости лучшим является более низкое содержание N. В частности, когда содержание N составляет более 0,01%, может значительно снижаться свариваемость. Таким образом, содержание N составляет 0,01% или менее. Чтобы обеспечить лучшую свариваемость, содержание N предпочтительно составляет 0,006% или менее.
[0033] Ti, Nb, V, Cr, Mo, Cu, Ni, Са, Mg, REM, Zr, В и Bi не являются существенными элементами и представляют собой произвольно добавляемые элементы, которые надлежащим образом могут содержаться вплоть до определенного количества в качестве предельного в стальной листовой детали и в стальном листе для горячего прессования.
[0034] (Ti: от 0% до 0,20%, Nb: от 0% до 0,20%, V: от 0% до 0,20%, Cr: от 0% до 1,0%, Mo: от 0% до 1,0%, Cu: от 0% до 1,0% и Ni: от 0% до 1,0%)
Каждый из Ti, Nb, V, Cr, Mo, Cu и Ni представляет собой элемент, эффективный для стабильного обеспечения прочности стальной листовой детали. Таким образом, также могут содержаться один или многие элементы, выбранные из группы, состоящей из этих элементов. Однако, когда содержание Ti, Nb и V составляет свыше 0,20%, может становиться затруднительным выполнение горячей прокатки и холодной прокатки для получения стального листа для горячего прессования и, кроме того, может затрудняться стабильное обеспечение прочности. Таким образом, содержание Ti, содержание Nb и содержание V в каждом случае составляют 0,20% или менее. Когда содержание Cr составляет более 1,0%, может становиться затруднительным стабильное обеспечение прочности. Таким образом, содержание Cr составляет 1,0% или менее. Когда содержание Mo превышает 1,0%, может становиться затруднительным выполнение горячей прокатки и холодной прокатки для получения стального листа для горячего прессования. Таким образом, содержание Mo составляет 1,0% или менее. Когда содержание одного из Cu и Ni составляет 1,0%, вышеописанные эффекты могут насыщаться, приводя к экономически неблагоприятным результатам, и может становиться затруднительным проведение горячей прокатки и холодной прокатки для получения стального листа для горячего прессования. Таким образом, содержание Cu и содержание Ni в каждом случае составляют 1,0% или менее. Для стабильного обеспечения прочности стальной листовой детали каждое из содержания Ti, содержания Nb и содержания V предпочтительно составляет 0,003% или более и каждое из содержания Cr, содержания Mo, содержания Cu и содержания Ni предпочтительно составляет 0,005% или более. То есть предпочтительно удовлетворяется по меньшей мере одно условие из «Ti: от 0,003% до 0,20%», «Nb: от 0,003% до 0,20%», «V: от 0,003% до 0,20%», «Cr: от 0,005% до 1,0%», «Mo: от 0,005% до 1,0%», «Cu: от 0,005% до 1,0%» и «Ni: от 0,005% до 1,0%».
[0035] (Ca: от 0% до 0,01%, Mg: от 0% до 0,01%, REM: от 0% до 0,01% и Zr: от 0% до 0,01%)
Каждый из Са, Mg, REM и Zr представляет собой элемент, который проявляет действие, состоящее в содействии регулированию включений, в частности тонкому диспергированию включений, для повышения ударной вязкости. Таким образом, могут содержаться один или многие элементы, выбранные из состоящей из них группы. Однако, когда содержание любого из них составляет более 0,01%, может становиться заметным ухудшение свойств поверхности. Таким образом, каждое из содержания Са, содержания Mg, содержания REM и содержания Zr составляет 0,01% или менее. Чтобы улучшить ударную вязкость, каждое из содержания Са, содержания Mg, содержания REM и содержания Zr предпочтительно составляет 0,0003% или более. То есть удовлетворяется по меньшей мере одно условие из «Са: от 0,0003% до 0,01%», «Mg: от 0,0003% до 0,01%», «REM: от 0,0003% до 0,01%» и «Zr: от 0,0003% до 0,01%».
[0036] REM (редкоземельный металл) обозначает 17 элементов, в совокупности Sc, Y и лантаноиды, и «содержание REM» означает совокупное содержание этих 17 элементов. Лантаноид при промышленном производстве может быть добавлен в форме, например, мишметалла.
[0037] (В: от 0% до 0,01%)
Бор (В) представляет собой элемент, проявляющий эффект усиления ударной вязкости стального листа. Таким образом, бор (В) может содержаться. Однако, когда содержание В составляет более 0,01%, может ухудшаться обрабатываемость в горячем состоянии и может становиться затруднительной горячая прокатка для получения стального листа для горячего прессования. Таким образом, содержание В составляет 0,01% или менее. Для повышения ударной вязкости содержание В предпочтительно составляет 0,0003% или более. То есть содержание В предпочтительно составляет от 0,0003% до 0,01%,
[0038] (Bi: от 0% до 0,01%)
Висмут (Bi) представляет собой элемент, действие которого состоит в обеспечении большей однородности структуры стали и повышении безопасности при столкновениях. Тем самым Bi может содержаться. Однако, когда содержание Bi превышает 0,01%, может ухудшаться обрабатываемость в горячем состоянии и может становиться затруднительной горячая прокатка для получения стального листа для горячего прессования. Поэтому содержание Bi составляет 0,01% или менее. Чтобы улучшить безопасность при столкновениях, содержание Bi предпочтительно составляет 0,0003% или более. То есть содержание Bi предпочтительно составляет от 0,0003% до 0,01%.
[0039] Далее будет описана структура стали в стальной листовой детали согласно варианту исполнения. Эта стальная листовая деталь имеет структуру стали, в которой доля площади феррита на участке поверхностного слоя, протяженного от поверхности до глубины 15 мкм, является равной или меньшей, чем 1,20-кратная величина доли площади феррита на участке внутреннего слоя, за исключением участка поверхностного слоя, и участок внутреннего слоя имеет структуру стали, представляемую в процентах площади: ферритом: от 10% до 70% и мартенситом: от 30% до 90%, совокупной площадью феррита и мартенсита: от 90% до 100%. На участке внутреннего слоя концентрация Mn в мартенсите является равной или большей, чем 1,20-кратная величина концентрации Mn в феррите на участке внутреннего слоя. Участок поверхностного слоя стальной листовой детали подразумевает участок поверхности, протяженный от поверхности до глубины 15 мкм, и участок внутреннего слоя означает область за исключением участка поверхностного слоя. То есть участок внутреннего слоя представляет собой иную область, нежели участок поверхностного слоя стальной листовой детали. Каждое из численных значений, относящихся к структуре стали на участке внутреннего слоя, представляет, например, усредненное значение по всему участку внутреннего слоя по направлению толщины, но оно может быть представлено численным значением, относящимся к структуре стали в точке, где глубина от поверхности стальной листовой детали составляет 1/4 толщины стальной листовой детали (далее эта точка иногда называется «положением на 1/4 глубины»). Например, когда толщина стальной листовой детали составляет 2,0 мм, она может быть представлено численным значением в точке, расположенной на глубине 0,50 мм от поверхности. Это обусловливается тем, что структура стали в положении на 1/4 глубины показывает усредненную структуру стали по направлению толщины стальной листовой детали. Таким образом, в настоящем изобретении доля площади феррита и доля площади мартенсита, измеренные в положении на 1/4 глубины, рассматриваются как доля площади феррита и доля площади мартенсита на участке внутреннего слоя соответственно. Обоснование того, почему участок поверхностного слоя определяется как область поверхности, протяженная от поверхности до глубины 15 мкм, состоит в том, что, по результатам исследований авторов настоящей заявки, максимальная глубина в диапазоне, где происходит обезуглероживание, составляет приблизительно 15 мкм.
[0040] (Доля площади феррита на участке поверхностного слоя: равная или меньшая, чем 1,20-кратная величина доли площади феррита на участке внутреннего слоя)
Когда доля площади феррита на участке поверхностного слоя составляет более, чем 1,20-кратная величина доли площади феррита на участке внутреннего слоя, границы зерен феррита на участке поверхностного слоя могут быть уязвимыми, и ударная вязкость может быть в значительной мере низкой. Таким образом, доля площади феррита на участке поверхностного слоя является равной или меньшей, чем 1,20-кратная величина доли площади феррита на участке внутреннего слоя. Доля площади феррита на участке поверхностного слоя предпочтительно является равной или меньшей, чем 1,18-кратная величина доли площади феррита на участке внутреннего слоя. Когда стальной лист для горячего прессования согласно варианту осуществления настоящего изобретения используют для подвергания горячему прессованию в описываемых позже условиях, беспрепятственное обезуглероживание не происходит и поэтому доля площади феррита на участке поверхностного слоя стальной листовой детали лучше всего является равной или меньшей, чем 1,16-кратная величина доли площади феррита на участке внутреннего слоя.
[0041] Обработка для повышения концентрации углерода (С) вблизи поверхности стального листа, такая как обработка науглероживанием, не выполняется при нагревании в традиционном горячем прессовании. Таким образом, доля площади феррита на участке поверхностного слоя обычно не становится меньшей, чем доля площади феррита на участке внутреннего слоя, и доля площади феррита на участке поверхностного слоя является равной или большей, чем 1,0-кратная величина доли площади феррита на участке внутреннего слоя.
[0042] (Доля площади феррита на участке внутреннего слоя: от 10% до 70%)
На участке внутреннего слоя обеспечивают присутствие определенного количества феррита, чтобы тем самым сделать возможным получение хорошей пластичности. Когда доля площади феррита на участке внутреннего слоя составляет менее 10%, большинство феррита может быть изолировано, затрудняя получение хорошей пластичности. Таким образом, доля площади феррита на участке внутреннего слоя составляет 10% или более. Когда доля площади феррита на участке внутреннего слоя составляет более 70%, мартенсит, будучи упрочняющей фазой, может быть не обеспечен в достаточной мере и может быть затруднительным достижение предела прочности при растяжении 980 МПа или более. Таким образом, доля площади феррита на участке внутреннего слоя составляет 70% или менее. Для обеспечения лучшей пластичности доля площади феррита на участке внутреннего слоя предпочтительно составляет 30% или более.
[0043] (Доля площади мартенсита на участке внутреннего слоя: от 30% до 90%)
На участке внутреннего слоя обеспечивают присутствие определенного количества мартенсита, тем самым делая возможным получение высокой прочности. Когда доля площади мартенсита на участке внутреннего слоя составляет менее 30%, может быть затруднительным обеспечение предела прочности при растяжении 980 МПа или более. Таким образом, доля площади мартенсита на участке внутреннего слоя составляет 30% или более. Когда доля площади мартенсита на участке внутреннего слоя составляет более 90%, доля площади феррита становится меньшей чем 10%, приводя к тому, что может быть затруднительным получение хорошей пластичности, как было описано выше. Таким образом, доля площади мартенсита на участке внутреннего слоя составляет 90% или менее. Для обеспечения хорошей пластичности доля площади мартенсита на участке внутреннего слоя предпочтительно составляет 70% или менее.
[0044] (Совокупная доля площади феррита и мартенсита на участке внутреннего слоя: от 90% до 100%)
Участок внутреннего слоя горячепрессованной стальной листовой детали согласно варианту исполнения предпочтительно состоит из феррита и мартенсита, а именно совокупная доля площади феррита и мартенсита предпочтительно составляет 100%. Однако, в зависимости от условий изготовления, могут содержаться одно или более, выбранное из группы, состоящей из бейнита, остаточного аустенита, цементита и перлита как фаза или структура, иная, нежели феррит и мартенсит. В этом случае, когда доля площади иной фазы или структуры, нежели феррит и мартенсит, составляет более 10%, заданные характеристики в некоторых случаях могут быть не получены вследствие влияния этой фазы или структуры. Соответственно этому доля площади иной фазы или структуры, нежели феррит и мартенсит, на участке внутреннего слоя составляет 10% или менее. То есть совокупная доля площади феррита и мартенсита на участке внутреннего слоя составляет 90% или более.
[0045] В качестве метода измерения доли площади каждой фазы в вышеуказанной структуре стали может быть использован метод, хорошо известный квалифицированному специалисту в этой области технологии. Каждую из долей площади получают, например, как среднее значение величины, измеренной в поперечном сечении перпендикулярно направлению прокатки, и величины, измеренной в поперечном сечении перпендикулярно направлению ширины листа (направлению, которое является перпендикулярным направлению прокатки). Другими словами, долю площади получают, например, как среднее значение величин долей площади, измеренных в двух поперечных сечениях.
[0046] (Концентрация Mn в мартенсите на участке внутреннего слоя: равная или большая, чем 1,20-кратная величина концентрации Mn в феррите на участке внутреннего слоя)
Когда концентрация Mn в мартенсите на участке внутреннего слоя составляет менее 1,20-кратной величины концентрации Mn в феррите на участке внутреннего слоя, доля площади феррита на участке поверхностного слоя неизбежно является высокой, приводя к тому, что может быть не получена хорошая ударная вязкость. Таким образом, концентрация Mn в мартенсите на участке внутреннего слоя является равной или большей, чем 1,20-кратная величина концентрации Mn в феррите на участке внутреннего слоя. Верхний предел этого соотношения не является конкретно ограниченным, но соотношение не превышает 3,0.
[0047] Стальная листовая деталь может быть изготовлена обработкой конкретного стального листа для горячего прессования при заданных условиях.
[0048] Здесь будет описана структура стали и тому подобная в стальном листе для горячего прессования, применяемом для изготовления стальной листовой детали согласно варианту исполнения. Этот стальной лист для горячего прессования имеет структуру стали, содержащую феррит и мартенсит, при совокупной доле площади бейнита и мартенсита от 0% до 10% и доле площади цементита 1% или более. Концентрация Mn в цементите составляет 5% или более.
[0049] (Феррит и цементит)
Феррит и цементит могут присутствовать таким образом, что содержатся в перлите, или могут также присутствовать в структуре стали стального листа для горячего прессования, будучи многофазной структурой из феррита и перлита, и это называется многофазной структурой из феррита, перлита и сфероидизированного цементита. Кроме того, структура стали стального листа для горячего прессования также может содержать мартенсит. Когда совокупная доля площади феррита и цементита составляет менее 90%, существует возможность протекания обезуглероживания во время горячего прессования. Таким образом, совокупная доля площади феррита и цементита предпочтительно составляет 90% или более, включая феррит и цементит, содержащиеся в перлите.
[0050] (Доля площади цементита: 1% или более)
Когда доля площади цементита составляет менее 1%, может существовать вероятность протекания обезуглероживания во время горячего прессования, приводя к тому, что не может быть легко получена хорошая ударная вязкость горячепрессованной стальной листовой детали, изготовленной из этого стального листа для горячего прессования. Таким образом, доля площади цементита составляет 1% или более.
[0051] (Совокупная доля площади бейнита и мартенсита: от 0% до 10%)
Когда совокупная доля площади бейнита и мартенсита составляет более 10%, может быть весьма вероятным протекание обезуглероживания во время горячего прессования, приводя к тому, что не может быть легко получена хорошая ударная вязкость горячепрессованной стальной листовой детали, изготовленной из этого стального листа для горячего прессования. Таким образом, совокупная доля площади бейнита и мартенсита составляет 10% или менее. Бейнит и мартенсит необязательно должны содержаться. Тогда, если совокупная доля площади бейнита и мартенсита составляет 10% или менее, хорошая ударная вязкость может быть получена в горячепрессованной стальной листовой детали, пока содержатся феррит и цементит.
[0052] (Концентрация Mn в цементите: 5% или более)
Когда концентрация Mn в цементите составляет менее 5%, является вероятным протекание обезуглероживания во время горячего прессования, в результате чего может быть не получена хорошая ударная вязкость горячепрессованной стальной листовой детали, изготовленной из этого стального листа для горячего прессования. Таким образом, концентрация Mn в цементите составляет 5% или более.
[0053] Далее будет описан способ изготовления стальной листовой детали согласно варианту исполнения, а именно способ обработки стального листа для горячего прессования. При обработке стального листа для горячего прессования стальной лист для горячего прессования нагревают до температуры в диапазоне от 720°С до точки Ас3, концентрацию Mn в аустените регулируют до значения, равного или большего, чем 1,20-кратная величина концентрации Mn в феррите, после нагревания проводят горячее прессования и охлаждение до точки Ms при средней скорости охлаждения от 10°С/секунду до 500°С/секунду. Сниженное содержание С на поверхности стального листа для горячего прессования в течение периода времени от завершения нагревания до начала горячего прессования составляет менее 0,0005 мас.%.
[0054] (Температура нагревания стального листа для горячего прессования: диапазон температур от 720°С до точки Ас3)
Подвергаемый горячему прессованию стальной лист, а именно стальной лист для горячего прессования, нагревают до температуры в диапазоне от 720°С до точки Ас3. Точка Ас3 представляет собой температуру (единица: °С), при которой структура стали становится аустенитной однофазной структурой, которая рассчитывается по следующей эмпирической формуле (i).
[0055] Ac3 =910-203×(C0,5)-15,2×Ni+44,7×Si+104×V+31,5×Mo-30×Mn-11×Cr-20×Cu+700×P+400×Al+50×Ti (i)
Здесь символ элемента в вышеуказанной формуле показывает содержание (единица: мас.%) каждого элемента в химическом составе стального листа.
[0056] Когда температура нагревания составляет менее 720°С, формирование аустенита, сопровождающее образование твердого раствора цементита, может быть затруднительным или недостаточным, приводя к осложнениям в достижении предела прочности при растяжении стальной листовой детали на уровне 980 МПа или более. Таким образом, температура нагревания составляет 720°С или более. Когда температура нагревания составляет свыше точки Ас3, структура стали стальной листовой детали может становиться мартенситной однофазной структурой, что ведет к значительному ухудшению пластичности. Таким образом, температура нагревания составляет температуру точки Ас3 или менее.
[0057] Скорость нагревания до температуры в диапазоне от 720°С до точки Ас3 и продолжительность нагревания для выдерживания в вышеописанном температурном диапазоне не являются конкретно ограниченными, но они в каждом случае предпочтительно находятся в следующем диапазоне.
[0058] Средняя скорость нагревания при нагреве до температуры в диапазоне от 720°С до точки Ас3 предпочтительно составляет от 0,2°С/секунду до 100°С/секунду. Регулирование средней скорости нагревания на 0,2°С/секунду или более позволяет обеспечить более высокую производительность. Кроме того, регулирование средней скорости нагревания на 100°С/секунду или менее позволяет легко контролировать температуру нагревания, когда нагревание проводится с использованием обычной печи.
[0059] В частности, средняя скорость нагревания в температурном диапазоне от 600°С до 720°С предпочтительно составляет от 0,2°С/секунду до 10°С/секунду. Это благоприятно для большего стимулирования распределения Mn между ферритом и аустенитом, большего содействия концентрированию Mn в аустените и более надежного подавления обезуглероживания.
[0060] Продолжительность нагревания в температурном диапазоне от 720°С до точки Ас3 предпочтительно составляет от 3 минут до 10 минут. Продолжительность нагревания представляет собой период времени от момента времени, когда температура стального листа достигает 720°С, до момента завершения нагревания. Более конкретно, момент завершения нагревания представляет собой время, когда стальной лист извлекают из нагревательной печи в случае печного нагрева, и представляет собой момент времени, когда отключают подачу питания или тому подобное в случае нагревания с подведением энергии или индукционного нагревания. Продолжительность нагревания составляет 3 минуты или более и тем самым более надежно обеспечивается распределение Mn между ферритом и аустенитом, и в большей степени стимулируется концентрирование Mn в аустените, приводя к тому, что дополнительно подавляется обезуглероживание. Поэтому доля площади феррита на участке поверхностного слоя стальной листовой детали с большей вероятностью становится равной или меньшей, чем 1,20-кратная величина доли площади феррита на участке внутреннего слоя. Продолжительность нагревания составляет 10 минут или менее, и тем самым структура стали стальной листовой детали может быть сделана более мелкозернистой, обусловливая дополнительное улучшение ударной вязкости стальной листовой детали.
[0061] (Концентрация Mn в аустените: равная или большая, чем 1,20-кратная величина концентрации Mn в феррите)
Концентрацию Mn в аустените создают равной или большей, чем 1,2-кратная величина концентрации Mn в феррите, выполнением нагревания. Аустенит является больше стабилизированным, и проявление обезуглероживания становится очень маловероятным при горячем прессовании в результате концентрирования Mn в аустените до уровня, равного или большего, чем 1,2-кратная величина концентрации Mn в феррите. Когда концентрация Mn в аустените не создается равной или большей, чем 1,2-кратная величина концентрации Mn в феррите, а именно, когда концентрация Mn в аустените является меньшей, чем 1,2-кратная величина концентрации Mn в феррите, на момент завершения нагревания, распределение Mn между ферритом и аустенитом может быть не обеспечено в достаточной степени и поэтому аустенит может разлагаться и может легко развиваться обезуглероживание, когда стальной лист подвергается воздействию атмосферы в течение периода времени от завершения нагревания до начала горячего прессования. Таким образом, концентрацию Mn в аустените доводят до величины, равной или большей, чем 1,2-кратная величина концентрации Mn в феррите, выполнением нагревания. Верхний предел этого отношения не является конкретно ограниченным, но отношение не превышает 3,0. Концентрация Mn в аустените и концентрация Mn в феррите могут быть скорректированы химическим составом и структурой стали стального листа для горячего прессования и условиями нагревания. Например, увеличивают продолжительность нагревания в температурном диапазоне от 720°С до точки Ас3, создавая тем самым возможность стимулировать концентрирование Mn в аустените.
[0062] (Сниженное содержание С на поверхности стального листа для горячего прессования в течение периода времени от завершения нагревания до начала горячего прессования: на величину менее 0,0005%)
Когда сниженное содержание С на поверхности стального листа для горячего прессования в течение этого периода времени от завершения нагревания до начала горячего прессования составляет 0,0005% или более, может быть затруднительным обеспечение доли площади феррита на участке поверхностного слоя стальной листовой детали, чтобы она становилась равной или меньшей, чем 1,20-кратная величина доли площади феррита на участке внутреннего слоя, вследствие влияния обезуглероживания. Поэтому может быть затруднительным получение достаточной ударной вязкости в стальной листовой детали. Таким образом, это сниженное содержание С составляет менее 0,0005%. Сниженное содержание С может быть измерено, например, с использованием эмиссионной спектроскопии коронного разряда (GDS) или электронно-зондового микроанализатора (EPMA). То есть поверхность стального листа для горячего прессования анализируют в момент завершения нагревания и во время начала горячего прессования и сравнивают результаты анализов, тем самым может быть найдена степень снижения содержания углерода (С).
[0063] Способ корректирования сниженного содержания С не является конкретно ограниченным. Например, стальной лист иногда подвергается воздействию атмосферы между извлечением из нагревательного устройства, такого как нагревательная печь, используемая для вышеописанного нагревания, и помещением в устройство для горячего прессования, но этот период времени предпочтительно является настолько коротким, насколько возможно, и предпочтительно составляет менее 15 секунд как наиболее длительный и более предпочтительно 10 секунд или менее. Это обусловливается тем, что, когда этот период времени составляет 15 секунд или более, может развиваться обезуглероживание и может возрастать доля площади феррита на участке поверхностного слоя стальной листовой детали.
[0064] Корректирование этого периода времени может быть выполнено, например, регулированием продолжительности переноса от момента извлечения из нагревательного устройства в прессующий штамп устройства для горячего прессования.
[0065] (Средняя скорость охлаждения до точки Ms: не менее 10°С/секунду и не более 500°С/секунду)
После нагревания выполняют горячее прессование и охлаждение до точки Ms со средней скоростью охлаждения от 10°С/секунду до 500°С/секунду. Когда средняя скорость охлаждения составляет менее 10°С/секунду, может чрезмерно развиваться диффузионное превращение, такое как бейнитное превращение, затрудняя тем самым обеспечение доли площади мартенсита, который представляет собой упрочняющую фазу, в результате чего становится затруднительным достижение предела прочности при растяжении стальной листовой детали на уровне 980 МПа или более. Таким образом, средняя скорость охлаждения составляет 10°С/секунду или более. Когда средняя скорость охлаждения составляет свыше 500°С/секунду, может становиться очень трудным выдерживание периода томления детали, приводя к тому, что прочность уже больше не стабилизируется. Таким образом, средняя скорость охлаждения составляет 500°С/секунду или менее.
[0066] При этом охлаждении может чрезмерно возрастать выделение тепла при фазовом превращении после того, как температура достигает 400°С. Поэтому, когда охлаждение до низкотемпературного диапазона ниже 400°С выполняется таким же способом, как охлаждение в температурном диапазоне 400°С или более, в некоторых случаях может быть затруднительным обеспечение достаточной средней скорости охлаждения. Предпочтительно выполнять охлаждение до точки Ms от температуры 400°С более интенсивно, чем охлаждение до температуры 400°С. Например, предпочтительно использование следующего способа.
[0067] Как правило, охлаждение при горячем прессования выполняется заблаговременным доведением штамповочной матрицы, изготовленной из стали, которая применяется для формования нагретого стального листа, до нормальной температуры или температуры около нескольких десятков градусов Цельсия и приведением стального листа в контакт со штамповочной матрицей. Соответственно этому среднюю скорость охлаждения можно регулировать, например, изменением теплоемкости с изменением размеров штамповочной матрицы. Среднюю скорость охлаждения также можно контролировать заменой материала штамповочной матрицы на другой металл (например, Cu или тому подобный). Среднюю скорость охлаждения также можно регулировать применением штамповочной матрицы с водяным охлаждением и изменением количества охлаждающей воды, протекающей через штамповочную матрицу. Среднюю скорость охлаждения также можно регулировать заблаговременным формированием многочисленных канавок в штамповочной матрице и пропусканием воды через канавки во время горячего прессования. Среднюю скорость охлаждения также можно контролировать приподниманием установки для горячего прессования на середине горячего прессования и пропусканием воды через образованный зазор. Среднюю скорость охлаждения также можно регулировать корректированием габаритов штампа и изменением площади контакта штамповочной матрицы со стальным листом.
[0068] Примеры способа повышения скорости охлаждения при температуре около 400°С и ниже включают следующие три типа.
(а) Непосредственно после достижения температуры 400°С стальной лист перемещают в штамповочную матрицу с иной теплоемкостью или в штамповочную матрицу при комнатной температуре.
(b) Используют штамповочную матрицу с водяным охлаждением, и величину расхода потока воды через штамповочную матрицу увеличивают немедленно после достижения температуры 400°С.
(с) Непосредственно после достижения температуры 400°С пропускают воду между штамповочной матрицей и стальным листом. В этом способе скорость охлаждения может быть дополнительно повышена увеличением количества воды сообразно температуре.
[0069] Режим формования при горячем прессовании в варианте исполнения не является конкретно ограниченным. Примеры режима формования включают изгибание, вытяжку, выпучивание, раздачу отверстия и отбортовку фланца. Режим формования может быть надлежащим образом выбран в зависимости от типа целевой стальной листовой детали. Показательные примеры стальной листовой детали включают поручень двери, усилитель бампера и тому подобные, которые представляют собой укрепляющие компоненты автомобиля. Горячее формование не ограничивается горячим прессованием, пока стальной лист может быть охлажден одновременно с формованием или немедленно после формования. Например, роликовое профилирование листового металла может быть выполнено как горячее формование.
[0070] Такие серии обработок выполняют на вышеописанном стальном листе для горячего прессования и тем самым может быть изготовлена стальная листовая деталь согласно варианту исполнения. Другими словами, можно получить горячепрессованную стальную листовую деталь, имеющую желательную структуру стали, предел прочности при растяжении 980 МПа или более, и превосходные пластичность и ударную вязкость.
[0071] Например, пластичность может быть оценена по общему относительному удлинению (EL) в испытании на растяжение, и в этом варианте исполнения общее относительное удлинение в испытании на растяжение предпочтительно составляет 12% или более. Общее относительное удлинение предпочтительно составляет 14% или более.
[0072] После горячего прессования и охлаждения может быть выполнена дробеструйная обработка. Дробеструйной обработкой может быть удалена окалина. Дробеструйная обработка также проявляет действие, состоящее в создании сжимающего напряжения в поверхности стальной листовой детали, и поэтому могут быть также получены эффекты подавления замедленного разрушения и повышения усталостной прочности.
[0073] В вышеописанном способе изготовления стальной листовой детали горячее прессование не сопровождается предварительным формованием, стальной лист для горячего прессования нагревают до температуры в диапазоне от 720°С до точки Ас3, чтобы вызвать аустенитное превращение до некоторой степени, и затем формуют. Таким образом, механические характеристики стального листа для горячего прессования при комнатной температуре перед нагреванием не имеют особого значения. Поэтому в качестве стального листа для горячего прессования, например, может быть использован горячекатаный стальной лист, холоднокатаный стальной лист, плакированный стальной лист и тому подобный. Примеры горячекатаного стального листа включают лист, содержащий многофазную структуру из феррита и перлита, и лист, содержащий сфероидизированный цементит после сфероидизирующего отжига при температуре от 650°С до 700°С. Примеры холоднокатаного стального листа включают неотожженный материал максимальной твердости и отожженный материал. Примеры плакированного стального листа включают плакированный алюминием стальной лист и оцинкованный стальной лист. Способы их изготовления не являются конкретно ограниченными. Когда используют горячекатаный стальной лист или неотожженный материал, распределение Mn во время нагревания при горячем прессовании с большей вероятностью стимулируется в случае, когда структура стали является многофазной структурой из феррита и перлита. Когда применяют отожженный материал, распределение Mn во время нагревания при горячем прессовании с большей вероятностью стимулируется, когда температура отжига приходится на температурный диапазон двухфазной структуры из феррита и аустенита.
[0074] Стальная листовая деталь согласно этому варианту исполнения также может быть изготовлена проведением горячего прессования с предварительным формованием. Например, в диапазоне, где удовлетворяются вышеописанные условия нагревания, обработки в отношении обезуглероживания и охлаждения, горячепрессованная стальная листовая деталь может быть изготовлена предварительным формованием путем обработки давлением стального листа для горячего прессования с использованием штамповочной матрицы до заданной формы, помещением его в штамповочную матрицу того же типа, приложением к нему прижимающего усилия и быстрым охлаждением его. В этом случае также сорт стального листа для горячего прессования и структура его стали не являются ограниченными, но предпочтительным является применение стального листа, который имеет настолько низкую прочность, насколько возможно, и имеет пластичность. Например, предел прочности при растяжении предпочтительно составляет 700 МПа или менее. Температура намотки в рулон после горячей прокатки горячекатаного стального листа предпочтительно составляет 450°С или выше, чтобы получить мягкий стальной лист, и предпочтительно 700°С или ниже, чтобы снизить потери с окалиной. В случае холоднокатаного стального листа отжиг является предпочтительным для получения мягкого стального листа, и температура отжига предпочтительно варьирует от точки Ас1 до точки Ас3. Средняя скорость охлаждения до комнатной температуры после отжига предпочтительно составляет верхнюю критическую скорость охлаждения или ниже.
[0075] Следует отметить, что вышеописанный вариант исполнения всего лишь иллюстрирует конкретный пример исполнения настоящего изобретения, и техническая область настоящего изобретения не должна рассматриваться как ограниченная этим вариантом осуществления. То есть настоящее изобретение может быть исполнено в разнообразных формах без выхода за пределы технической области или его основных признаков.
ПРИМЕР
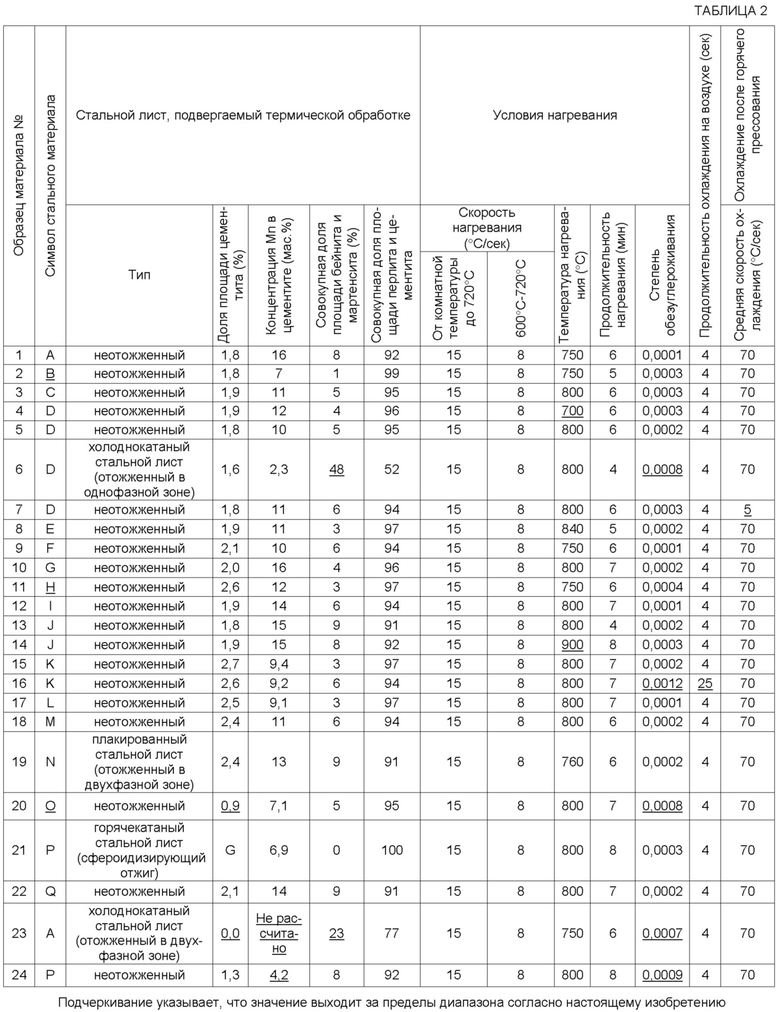
[0076] Далее будет описан эксперимент, проведенный авторами настоящей заявки. В этом эксперименте, во-первых, были использованы стальные материалы 17 сортов, имеющие перечисленные в Таблице 1 химические составы, для изготовления стальных листов для горячего прессования 24 типов (стальные листы, подвергаемые термической обработке), имеющих структуры стали, перечисленные в Таблице 2. Остальное количество в каждом стальном материале составляли Fe и примеси. Кроме того, доли площади феррита и цементита, содержащихся в перлите, также включены в совокупную долю площади феррита и цементита в Таблице 2. При изготовлении стального листа, подвергаемого термической обработке, во-первых, каждый из слябов, изготовленных в лаборатории, нагревали при температуре 1250°С в течение 30 минут и подвергали горячей прокатке до толщины 2,6 мм при температуре 900°С или более. Затем каждое из полученных изделий охлаждали до температуры 600°С путем набрызгивания воды и помещали в печь для выдерживания в течение 30 минут при температуре 600°С. После этого выполняли медленное охлаждение до комнатной температуры со скоростью 20°С/час. Это процесс охлаждения представляет собой процесс, моделирующий стадию намотки в рулон при горячей прокатке. Структуры стали каждого из горячекатаных стальных листов, полученных, как указано выше, были многофазной структурой из феррита и перлита.
[0077] Затем с каждого из горячекатаных стальных листов удаляли окалину и затем каждый из горячекатаных стальных листов подвергали холодной прокатке до толщины 1,2 мм, за исключением образца материала № 21 с декапированием. Что касается образца материала № 6, холоднокатаный стальной лист, полученный холодной прокаткой, подвергли отжигу в области аустенитной однофазной структуры после холодной прокатки. В отношении образца материала № 19 полученный холодной прокаткой холоднокатаный стальной лист подвергали отжигу в области двухфазной структуры из феррита и аустенита после холодной прокатки и затем подвергали обработке горячим погружным цинкованием с образованием покрытия с удельным весом в расчете на одну сторону 60 г/м2.
[0078] Что касается образца материала № 21, окалину удалили с горячекатаного стального листа декапированием и после этого выполнили сфероидизирующий отжиг. При этом сфероидизирующем отжиге горячекатаный стальной лист выдерживали при температуре 650°С в течение 5 часов.
[0079] После изготовления стальных листов, подвергаемых термической обработке, стальные листы нагревали в печи с газовым отоплением при соотношении «воздух-топливо» 0,85 в условиях, перечисленных в Таблице 2. В Таблице 2 «ПРОДОЛЖИТЕЛЬНОСТЬ НАГРЕВАНИЯ» показывает период времени от момента, когда стальной лист помещают в печь с газовым отоплением и затем температура стального листа достигает 720°С, до момента, когда стальной лист извлекают из печи с газовым отоплением. В Таблице 2 «ТЕМПЕРАТУРА НАГРЕВАНИЯ» показывает не температуру стального листа, но температуру внутри печи с газовым отоплением. Затем каждый из стальных листов извлекли из печи с газовым отоплением, выполнили охлаждение на воздухе в течение различных периодов времени, выполнили горячее прессование каждого из стальных листов, и каждый из стальных листов охладили после горячего прессования. При горячем прессовании использовали плоскую штамповочную матрицу, изготовленную из стали. То есть формование не проводили. При охлаждении стального листа стальной лист охлаждали до точки Ms со средней скоростью охлаждения, указанной в Таблице 2, с оставлением стального листа в контакте со штамповочной матрицей и дополнительно охлаждали до температуры 150°С, и затем стальной лист извлекали из штамповочной матрицы, чтобы позволить стальному листу остывать. При охлаждении до температуры 150°С периметр штамповочной матрицы охлаждали водой, пока температура стального листа не становилась равной 150°С, или готовили штамповочную матрицу, отрегулированную до нормальной температуры, и затем стальной лист выдерживали в штамповочной матрице, пока температура стального листа не достигала 150°С. При измерении средней скорости охлаждения до 150°С заранее присоединяли термопару к стальному листу и анализировали температурную историю стального листа. Этим путем изготовили 24 типа образцов материалов (образцов стальных листов). Образец материала (образец стального листа) иногда называется ниже «горячепрессованным стальным листом».
[0080] [Таблица 1]
[0081] [Таблица 2]
[0082] После того как были получены горячепрессованные стальные листы, в отношении каждого из этих стальных листов были найдены доля площади феррита на участке поверхностного слоя, доля площади феррита на участке внутреннего слоя и доля площади мартенсита на участке поверхностного слоя. Каждая из этих долей площади представляет собой среднее значение величин, рассчитанных выполнением анализа изображений по изображениям, наблюдаемым с использованием оптического микроскопа, или по изображениям, наблюдаемым с использованием электронного микроскопа, в двух поперечных сечениях: поперечном сечении, перпендикулярном направлению прокатки; и поперечном сечении, перпендикулярном направлению ширины листа (направлению, которое перпендикулярно направлению прокатки). При обследовании структуры стали на участке поверхностного слоя исследовали область, протяженную от поверхности стального листа до глубины 15 мкм. При обследовании структуры стали на участке внутреннего слоя исследование проводили в положении на 1/4 глубины. Отношение доли площади феррита на участке поверхностного слоя к доле площади феррита на участке внутреннего слоя, доля площади феррита и доля площади мартенсита на участке внутреннего слоя перечислены в Таблице 3.
[0083] Также были испытаны механические характеристики горячепрессованных стальных листов. В этом испытании были выполнены измерения предела прочности при растяжении (TS) и общего относительного удлинения (EL) и проведена оценка ударной вязкости. Для измерений предела прочности при растяжении и общего относительного удлинения от каждого из стальных листов был отобран образец JIS № 5 для испытания на растяжение по направлению перпендикулярно направлению прокатки для подвергания испытанию на растяжение. Для оценки ударной вязкости выполняли испытание на удар по Шарпи при температуре 0°С, чтобы измерить процентную долю хрупкого излома. При изготовлении образцов для испытания на удар по Шарпи от каждого из стальных листов отобрали по четыре испытательных образца с V-образным надрезом и объединили их в пакет со свинчиванием между собой. Результаты этого испытания также перечислены в Таблице 3. В отношении каждого из горячепрессованных стальных листов было проведено горячее прессование с использованием плоской штамповочной матрицы, изготовленной из стали, но во время горячего прессования формование не выполнялось. Однако механические характеристики каждого из этих горячепрессованных стальных листов отражают механические свойства горячепрессованной стальной листовой детали, изготовленной с подверганием такой же термической истории, как история согласно горячему прессованию в этом эксперименте во время формования. То есть, пока термическая история является по существу такой же независимо от того, выполняется ли или нет формование во время горячего прессования, механические характеристики после этого становятся по существу равнозначными.
[0084] Концентрацию Mn в феррите и концентрацию Mn в аустените непосредственно после нагревания измеряли с использованием электронно-зондового микроанализатора (EPMA). При этом измерении нагревание в условиях, приведенных в Таблице 2, выполняли в печи с газовым отоплением, и охлаждение водой проводили немедленно после извлечения из печи с газовым отоплением, чтобы зафиксировать структуру стали сразу же после нагревания. В результате этого охлаждения водой аустенит превращался в мартенсит без диффузии, и феррит сохранялся, каким был. Таким образом, концентрация Mn в феррите после охлаждения водой соответствовала концентрации Mn в феррите немедленно после нагревания, и концентрация Mn в аустените после охлаждения водой соответствовала концентрации Mn в аустените сразу же после нагревания. Затем рассчитывали отношение концентрации Mn в аустените к концентрации Mn в феррите (Mn-отношение). Этот результат также приведен в Таблице 3.
[0085] [Таблица 3]
вол стально
го материала
го слоя/участок внутреннего слоя)
центная доля хрупкого излома (%)
щади феррита (%)
щади мартенсита (%)
[0086] Как перечислено в Таблице 3, каждый из образцов материалов № 1, № 3, № 5, №№ 8-10, № 12, № 13, № 15, №№ 17-19, № 21 и № 22, будучи примерами согласно изобретению, проявляли превосходные пластичность и ударную вязкость. То есть были получены предел прочности при растяжении 980 МПа или более (TS), общее относительное удлинение 12% или более (EL) и процентная доля хрупкого излома 10% или менее.
[0087] С другой стороны, в образце материала № 2 предел прочности при растяжении 980 МПа или более не был получен после охлаждения (после отжига), поскольку химический состав был вне диапазона согласно настоящему изобретению. В образцах материалов № 4 и № 7 желательная структура стали не была получена и предел прочности при растяжении 980 МПа или более не был достигнут после охлаждения (после отжига), так как условия изготовления были за пределами диапазона согласно настоящему изобретению и структура стали после горячего прессования также была вне диапазона согласно настоящему изобретению. В образце материала № 6 происходило чрезмерное обезуглероживание, поскольку структура стали в стальном листе, подвергаемом термической обработке, была вне диапазона согласно настоящему изобретению. То есть условия изготовления были за пределами диапазона согласно настоящему изобретению. Структура стали после горячего прессования также была вне диапазона согласно настоящему изобретению. Поэтому желательная структура стали не была получена, и процентная доля хрупкого излома составляла свыше 10%. В образце материала 11 общее относительное удлинение было меньше 12%, так как химический состав был вне диапазона согласно настоящему изобретению. В образце материала № 14 общее относительное удлинение составляло менее 12%, поскольку условия изготовления были за пределами диапазона согласно настоящему изобретению и структура стали после горячего прессования также была вне диапазона согласно настоящему изобретению. В образце материала № 16 желательная структура стали не была получена, и процентная доля хрупкого излома была выше 10%, так как условия изготовления были вне диапазона согласно настоящему изобретению, и структура стали после горячего прессования также была за пределами диапазона согласно настоящему изобретению. В образце материала № 20 предел прочности при растяжении 980 МПа или более не был достигнут после охлаждения (после отжига), так как химический состав был за пределами диапазона согласно настоящему изобретению. Кроме того, происходило чрезмерное обезуглероживание, поскольку структура стали в подвергаемом термической обработке стальном листе была вне диапазона согласно настоящему изобретению. То есть условия изготовления были за пределами диапазона согласно настоящему изобретению. Поэтому желательная структура стали не была получена и процентная доля хрупкого излома составляла более 10%. В образце материала № 23 происходило чрезмерное обезуглероживание, поскольку структура стали в подвергаемом термической обработке стальном листе была вне диапазона согласно настоящему изобретению. То есть условия изготовления были за пределами диапазона согласно настоящему изобретению. Поэтому желательная структура стали не была получена и процентная доля хрупкого излома составляла более 10%. В образце материала № 24 происходило чрезмерное обезуглероживание, поскольку концентрация Mn в цементите подвергаемого термической обработке стального листа была за пределами диапазона согласно настоящему изобретению. То есть условия изготовления были за пределами диапазона согласно настоящему изобретению. Поэтому желательная структура стали не была получена и процентная доля хрупкого излома составляла более 10%.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0088] Настоящее изобретение может быть использовано, например, в отраслях промышленности для изготовления и применения конструкционных компонентов автомобильных кузовов и тому подобных, в которых большое значение имеют превосходные пластичность и ударная вязкость. Настоящее изобретение может быть использовано также в отраслях промышленности для изготовления и применения прочих компонентов механических конструкций и тому подобных.
Изобретение относится к области металлургии, а именно к получению горячепрессованной стальной листовой детали, используемой в автомобилестроении. Сталь имеет следующий химический состав, мас.%: C: от 0,10 до 0,34; Si: от 0,5 до 2,0; Mn: от 1,0 до 3,0; растворимый Al: от 0,001 до 1,0; P: 0,05 или менее; S: 0,01 или менее; N: 0,01 или менее; Ti: от 0 до 0,20; Nb: от 0 до 0,20; V: от 0 до 0,20; Cr: от 0 до 1,0; Mo: от 0 до 1,0; Cu: от 0 до 1,0; Ni: от 0 до 1,0; Ca: от 0 до 0,01; Mg: от 0 до 0,01; REM: от 0 до 0,01; Zr: от 0 до 0,01; B: от 0 до 0,01; Bi: от 0 до 0,01; остальное: Fe и примеси. Доля площади феррита в структуре стали на участке поверхностного слоя, протяженном от поверхности до глубины 15 мкм, является равной или меньшей, чем 1,20-кратная величина доли площади феррита на участке внутреннего слоя, который представляет собой область за исключением упомянутого участка поверхностного слоя. Участок внутреннего слоя имеет структуру стали, в % площади: феррит: от 10 до 70 и мартенсит: от 30 до 90, а суммарная площадь феррита и мартенсита составляет от 90 до 100. На участке внутреннего слоя концентрация Mn в мартенсите является равной или большей, чем 1,20-кратная величина концентрации Mn в феррите. Получаемые детали имеют предел прочности при растяжении 980 МПа или более, высокие пластичность и ударную вязкость. 3 н. и 9 з.п. ф-лы, 3 табл., 1 пр.
1. Горячепрессованная стальная листовая деталь, содержащая:
химический состав, мас.%:
C: от 0,10 до 0,34;
Si: от 0,5 до 2,0;
Mn: от 1,0 до 3,0;
растворимый Al: от 0,001 до 1,0;
P: 0,05 или менее;
S: 0,01 или менее;
N: 0,01 или менее;
Ti: от 0 до 0,20;
Nb: от 0 до 0,20;
V: от 0 до 0,20;
Cr: от 0 до 1,0;
Mo: от 0 до 1,0;
Cu: от 0 до 1,0;
Ni: от 0 до 1,0;
Ca: от 0 до 0,01;
Mg: от 0 до 0,01;
REM: от 0 до 0,01;
Zr: от 0 до 0,01;
B: от 0 до 0,01;
Bi: от 0 до 0,01; и
остальное: Fe и примеси; и
структуру стали, в которой:
доля площади феррита на участке поверхностного слоя, протяженном от поверхности до глубины 15 мкм, является равной или меньшей, чем 1,20-кратная величина доли площади феррита на участке внутреннего слоя, который представляет собой область за исключением упомянутого участка поверхностного слоя; и
участок внутреннего слоя имеет структуру стали, представленную в % площади:
ферритом: от 10 до 70;
мартенситом: от 30 до 90; и
совокупной площадью феррита и мартенсита: от 90 до 100,
причем на участке внутреннего слоя концентрация Mn в мартенсите является равной или большей, чем 1,20-кратная величина концентрации Mn в феррите, и
причем предел прочности при растяжении горячепрессованной стальной листовой детали составляет 980 МПа или более.
2. Горячепрессованная стальная листовая деталь по п.1, в которой химический состав включает один или более элементов, выбранных из группы, состоящей, мас.%, из:
Ti: от 0,003 до 0,20;
Nb: от 0,003 до 0,20;
V: от 0,003 до 0,20;
Cr: от 0,005 до 1,0;
Mo: от 0,005 до 1,0;
Cu: от 0,005 до 1,0 и
Ni: от 0,005 до 1,0.
3. Горячепрессованная стальная листовая деталь по п. 1 или 2, в которой химический состав включает один или более элементов, выбранных из группы, состоящей, мас.%, из:
Ca: от 0,0003 до 0,01;
Mg: от 0,0003 до 0,01;
REM: от 0,0003 до 0,01 и
Zr: от 0,0003 до 0,01.
4. Горячепрессованная стальная листовая деталь по п. 1 или 2, в которой химический состав содержит, мас.%, В: от 0,0003 до 0,01.
5. Горячепрессованная стальная листовая деталь по п. 1 или 2, в которой химический состав содержит, мас.%, Bi: от 0,0003 до 0,01.
6. Стальной лист для горячего прессования, содержащий:
химический состав, мас.%:
C: от 0,10 до 0,34;
Si: от 0,5 до 2,0;
Mn: от 1,0 до 3,0;
растворимый Al: от 0,001 до 1,0 или менее;
P: 0,05 или менее;
S: 0,01 или менее;
N: 0,01 или менее;
Ti: от 0 до 0,20;
Nb: от 0 до 0,20;
V: от 0 до 0,20;
Cr: от 0 до 1,0;
Mo: от 0 до 1,0;
Cu: от 0 до 1,0;
Ni: от 0 до 1,0;
Ca: от 0 до 0,01;
Mg: от 0 до 0,01;
REM: от 0 до 0,01;
Zr: от 0 до 0,01;
B: от 0 до 0,01;
Bi: от 0 до 0,01 и
остальное: Fe и примеси; и
структуру стали, содержащую феррит и цементит, представленную в % площади:
совокупной долей площади бейнита и мартенсита: от 0 до 10; и
долей площади цементита: 1 или более,
причем концентрация Mn в цементите составляет 5% или более.
7. Стальной лист для горячего прессования по п.6, в котором химический состав содержит один или более элементов, выбранных из группы, состоящей, мас.%, из:
Ti: от 0,003 до 0,20;
Nb: от 0,003 до 0,20;
V: от 0,003 до 0,20;
Cr: от 0,005 до 1,0;
Mo: от 0,005 до 1,0;
Cu: от 0,005 до 1,0 и
Ni: от 0,005 до 1,0.
8. Стальной лист для горячего прессования по п. 6 или 7, в котором химический состав содержит один или более элементов, выбранных из группы, состоящей, мас.%, из:
Ca: от 0,0003 до 0,01;
Mg: от 0,0003 до 0,01;
REM: от 0,0003 до 0,01 и
Zr: от 0,0003 до 0,01.
9. Стальной лист для горячего прессования по п. 6 или 7, в котором химический состав содержит, мас.%, В: от 0,0003 до 0,01.
10. Стальной лист для горячего прессования по п. 6 или 7, в котором химический состав содержит, мас.%, Bi: от 0,0003 до 0,01.
11. Способ изготовления горячепрессованной стальной листовой детали, включающий:
стадию, в которой нагревают стальной лист для горячего прессования по любому из пп. 6-10 в диапазоне температур от 720°С до точки Ас3 для создания концентрации Mn в аустените, равной или более высокой, чем 1,20-кратная величина концентрации Mn в феррите; и
стадию, в которой после нагревания проводят горячее прессование и охлаждение до точки Ms со средней скоростью охлаждения от 10°С/секунду до 500°С/секунду,
причем сниженное содержание С на поверхности стального листа для горячего прессования в течение периода времени от завершения стадии нагревания до начала стадии горячего прессования составляет менее 0,0005 мас.%.
12. Способ по п.11, в котором период времени, в течение которого стальной лист для горячего прессования подвергают воздействию атмосферы в течение периода времени от завершения стадии нагревания до начала стадии горячего прессования, составляет менее 15 секунд.
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| ПОКРЫТЫЕ СТАЛЬНЫЕ ПОЛОСЫ, СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБЫ ИХ ПРИМЕНЕНИЯ, ШТАМПОВАННЫЕ ЗАГОТОВКИ, ИЗГОТОВЛЕННЫЕ ИЗ НИХ, ШТАМПОВАННЫЕ ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЕ ИЗ НИХ, И ПРОМЫШЛЕННЫЕ ТОВАРЫ, СОДЕРЖАЩИЕ ТАКОЕ ШТАМПОВАННОЕ ИЗДЕЛИЕ | 2006 |
|
RU2395593C1 |
| ШТАМПУЕМАЯ СТАЛЬ С НИЗКОЙ УДЕЛЬНОЙ МАССОЙ И ПРЕВОСХОДНОЙ МЕХАНИЧЕСКОЙ ОБРАБАТЫВАЕМОСТЬЮ | 2010 |
|
RU2484174C1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |

