Область техники, к которой относится изобретение
Настоящее изобретение относится к высокопрочному с низким отношением предела текучести к пределу прочности оцинкованному погружением стальному листу, высокопрочному с низким отношением предела текучести к пределу прочности отожженному оцинкованному погружением стальному листу, способу изготовления высокопрочного с низким отношением предела текучести к пределу прочности оцинкованного погружением стального листа и способу изготовления высокопрочного с низким отношением предела текучести к пределу прочности отожженного оцинкованного погружением стального листа.
Известный уровень техники
В области автомобильной промышленности в последние годы, с точки зрения охраны окружающей среды, снижение веса кузова автомобиля в значительной мере является востребованным, например, для улучшения расхода топлива, направленного на снижение выбросов CO2. Между тем, с точки зрения обеспечения безопасности водителя и пассажиров кузов автомобиля, очевидно, должен быть более прочным при ударе. По этой причине более прочный тонкий стальной лист, как правило, применяется в качестве автомобильного стального листа. Поэтому для изготовления оцинкованной погружением листовой стали, используемой в качестве автомобильного стального листа, такого как высокопрочный тонкий стальной лист, как указано выше, необходимо производить основной лист с покрытием, который обладает покрытием с превосходными свойствами и также требуемыми характеристиками по прочности и пластичности после цинкования или после легирования.
В общем, в целях упрочнения листовой стали добавляют твердый раствор упрочняющих элементов, таких как P, Mn и Si, или выделения упрочняющих элементов, таких как Ti, Nb и V. При этом, когда стальной лист с этими добавленными легирующими элементами обрабатывается на линии непрерывного цинкования погружением (CGL), необходимо добавлять большое количество легирующих элементов для упрочнения, потому что трудно получить высокую прочность в результате отжига листовой стали применяемого при температуре Аc1 превращения или выше и медленной скорости охлаждения. Однако добавление большого количества легирующих элементов значительно ухудшается свойства покрытия при цинковании. Таким образом, включение легирующих элементов дает противоположный эффект в упрочнении и улучшении свойств покрытия. Соответственно добавлением легирующих элементов можно добиться упрочнения, но нельзя ожидать получения хороших свойств покрытия на линии непрерывного цинкования погружением (CGL). Кроме того, недостатком добавления легирующих элементов являются плохие характеристики формуемости, такие как относительное удлинение, и, следовательно, существуют трудности в достижении высокой прочности тонкого стального листа, который обладает как высокой прочностью, так и хорошей формуемостью, и возможности достижения хороших свойств покрытия при цинковании погружением или легировании. Добавление большого количества легирующих элементов также вызывает проблему значительного увеличения затрат.
Между тем, в качестве высокопрочной тонколистовой стали с хорошей формуемостью обычно предлагают лист из двухфазной стали, которая включает фазу низкотемпературного превращения (включающую остаточный аустенит), содержащую мартенсит в качестве основной фазы ферритной основы. Этот лист из двухфазной стали не состарен при комнатной температуре и имеет низкое отношение предела текучести к пределу прочности (YR=предел текучести [YS]/предел прочности [TS]), и, таким образом, выделяется по формуемости и способности к закалке при отжиге после обработки. В качестве способа изготовления листа из двухфазной стали известен способ, в котором стальной лист нагревают до межкритической температуры и затем закаливают водяным или газовым охлаждением. Преимущество этого способа в том, что количество добавленных легирующих элементов может быть снижено при повышении скорости охлаждения. Например, патентный документ JP №3887235 раскрывает способ изготовления, в качестве вышеописанного листа из двухфазной стали, высокопрочной оцинкованной погружением листовой стали, которая выделяется пригодностью к отбортовке с растяжением и ударостойкостью. В патентном документе JP №3887235 пригодность к отбортовке с растяжением и ударостойкость улучшены контролем химического состава стали и максимального размера зерна и доли площади мартенсита.
Сущность изобретения
Проблема, решаемая изобретением
Контроль содержания компонентов, условий изготовления и др., описанные в патентном документе JP №3887235, обеспечивает недостаточную дисперсность мартенсита в некоторых случаях, и не учитывает улучшение пластичности в качестве элемента формуемости, что приводит к случаям, в которых не обязательно достигаются и хорошая формуемость и хорошие свойства покрытия высокопрочной оцинкованной погружением листовой стали с низким отношением предела текучести к пределу прочности.
Настоящее изобретение было выполнено в связи с вышеописанной проблемой. Целью настоящего изобретения является создание высокопрочной оцинкованной погружением листовой стали с низким отношением предела текучести к пределу прочности и отожженной высокопрочной оцинкованной погружением листовой стали с низким отношением предела текучести к пределу прочности, каждая из которых имеет низкое отношение предела текучести к пределу прочности и высокую прочность и выделяется формуемостью и свойствами покрытия. Другой целью настоящего изобретения является способ изготовления высокопрочной оцинкованной погружением листовой стали с низким отношением предела текучести к пределу прочности и способ изготовления отожженной высокопрочной оцинкованной погружением листовой стали с низким отношением предела текучести к пределу прочности.
Средства решения проблем
Для решения вышеописанной проблемы авторы настоящего изобретения выполнили ряд исследований и в результате установили, что высокопрочный тонкий стальной лист с низким отношением предела текучести к пределу прочности и с хорошей формуемостью и хорошими свойствами покрытия получается диспергированием пластинчатой структуры, образованной вторичной фазой (например, мартенсит, перлит и бейнит) до заданного уровня и точным подбором, например, доли площади мартенсита. Таким образом, авторы настоящего изобретения установили следующее.
Высокопрочный с низким отношением предела текучести к пределу прочности стальной лист включает, в % масс.: 0,03-0,20% С, 1,0% или менее Si, от более 1,5 до 3,0% Mn, 0,10% или менее P, 0,05% или менее S, 0,10% или менее Al, 0,010% или менее N, 0,5% или менее Cr и 0,01-0,50% Мо и остальное Fe с неизбежными примесями; имеет структуру, включающую феррит и вторичную фазу в качестве микроструктуры, в которой доля площади феррита 50% или более, и вторичная фаза включает мартенсит, доля площади которого составляет от 7 до менее 25%, и толщина пластинчатой структуры, образованной вторичной фазой, удовлетворяет уравнению (1):

Тb является средней толщиной пластинчатой структуры в направлении толщины листа и Т является толщиной листа.
В высокопрочном с низким отношением предела текучести к пределу прочности оцинкованном погружением стальном листе мартенсит может иметь средний размер кристаллического зерна 1-8 мкм.
В химический состав, в % масс., высокопрочного с низким отношением предела текучести к пределу прочности оцинкованного погружением стального листа может быть дополнительно включен, по меньшей мере, один элемент, выбранный из 0,001-1,0% Cu, 0,001-1,0% Ni, 0,001-1,0% V и 0,0003-0,0050% В.
В химический состав, в % масс., высокопрочного с низким отношением предела текучести к пределу прочности оцинкованного погружением стального листа может быть дополнительно включено 0,005-0,050% Ti.
В химический состав, в % масс., высокопрочного с низким отношением предела текучести к пределу прочности оцинкованного погружением стального листа могут быть дополнительно включены 0,001-0,005% Ca и/или 0,001-0,005% REM (РЗМ).
В высокопрочном с низким отношением предела текучести к пределу прочности отожженном оцинкованном погружением стальном листе цинковое покрытие вышеописанного высокопрочного с низким отношением предела текучести к пределу прочности оцинкованном погружением стальном листе является легированным цинковым сплавом.
Способ изготовления высокопрочного с низким отношением предела текучести к пределу прочности оцинкованного погружением стального листа включает: нагрев стального сляба вышеописанного химического состава; горячую прокатку нагретого стального сляба при конечной температуре 850-950°C; охлаждение горячекатаной стали со средней скоростью охлаждения 7-60°C/с; намотку охлажденной стали при температуре 450-750°C, нагрев полученного горячекатаного листа или холоднокатаного листа, полученного процессом холодной прокатки после намотки при температуре 800°C или выше; охлаждение нагретого листа до температуры 700-550°C со средней скоростью охлаждения 3°C/с или выше; и цинкование погружением охлажденного листа.
Способ изготовления высокопрочного с низким отношением предела текучести к пределу прочности оцинкованного погружением стального листа включает: нагрев стального сляба вышеописанного химического состава; горячую прокатку нагретого стального сляба при конечной температуре 850-950°C; охлаждение горячекатаной стали со средней скоростью охлаждения 7-60°C/с; намотку охлажденной стали при температуре 450-750°C, однократный нагрев полученного горячекатаного листа или холоднокатаного листа, полученного процессом холодной прокатки после намотки, до 800°C или выше; повторный нагрев листа до 750°C или выше после прохождения охлаждения и декапирования, охлаждение нагретого листа до температуры 700-550°C со средней скоростью охлаждения 3°C/с или выше, и цинкование погружением охлажденного листа.
Способ изготовления высокопрочного с низким отношением предела текучести к пределу прочности отожженного оцинкованного погружением стального листа включает: нагрев стального сляба вышеописанного химического состава; горячую прокатку нагретого стального сляба при конечной температуре 850-950°C; охлаждение горячекатаной стали со средней скоростью охлаждения 7-60°C/с; намотку охлажденной стали при температуре 450-750°C, нагрев полученного горячекатаного листа или холоднокатаного листа, полученного процессом холодной прокатки после намотки, до 800°C или выше; охлаждение нагретого листа до температуры 700-550°C со средней скоростью охлаждения 3°C/с или выше, цинкование погружением для создания цинкового покрытия на листе; и легирование цинкового покрытия.
Способ изготовления высокопрочного с низким отношением предела текучести к пределу прочности отожженного оцинкованного погружением стального листа включает: нагрев стального сляба вышеописанного химического состава; горячую прокатку нагретого стального сляба при конечной температуре 850-950°C; охлаждение горячекатаной стали со средней скоростью охлаждения 7-60°C/с; намотку охлажденной стали при температуре 450-750°C, однократный нагрев полученного горячекатаного листа или холоднокатаного листа, полученного процессом холодной прокатки после намотки, до 800°C или выше; повторный нагрев листа до 750°C или выше после прохождения охлаждения и декапирования, охлаждение нагретого листа до температуры 700-550°C со средней скоростью охлаждения 3°C/с или выше; цинкование погружением для создания цинкового покрытия на листе; и легирование цинкового покрытия.
Эффект изобретения
В соответствии с настоящим изобретением можно создать высокопрочный с низким отношением предела текучести к пределу прочности оцинкованный погружением стальной лист и высокопрочный с низким отношением предела текучести к пределу прочности отожженный оцинкованный погружением стальной лист, каждый из которых имеет низкое отношение предела текучести к пределу прочности и выделяется формуемостью и свойствами покрытия и также можно предложить способ изготовления высокопрочного с низким отношением предела текучести к пределу прочности оцинкованного погружением стального листа и способ изготовления высокопрочного с низким отношением предела текучести к пределу прочности отожженного оцинкованного погружением стального листа.
Лучший способ(ы) осуществления изобретения
Далее будет приведено описание осуществления изготовления высокопрочного с низким отношением предела текучести к пределу прочности оцинкованного погружением стального листа, высокопрочного с низким отношением предела текучести к пределу прочности отожженного оцинкованного погружением стального листа, способа изготовления высокопрочного с низким отношением предела текучести к пределу прочности оцинкованного погружением стального листа, и способа изготовления высокопрочного с низким отношением предела текучести к пределу прочности отожженного оцинкованного погружением стального листа, в соответствии с настоящим изобретением. В описании, приведенном далее, если не оговорено иное, обозначение "%", представляющее содержание элементов состава стали, относится к "% масс.".
Во-первых, будет дано описание экспериментальных результатов, которые привели к настоящему изобретению. В этом эксперименте листовую заготовку толщиной 30 мм готовят из стального сляба химического состава, включающего 0,09% C, 0,01% Si, 2,0% Mn, 0,009% P, 0,003% S, 0,041% Al, N 0,0026%, 0,15% Mo, 0,02% Cr и остальное по существу состоит из Fe. Затем листовую заготовку нагревают до 1200°C и проводят горячую прокатку в пять проходов для формирования горячекатаного листа толщиной 2,5 мм. Чистовую прокатку проводят при температуре 900°C и охлаждение выполняют со средней скоростью охлаждения 13°C/с. Последующую намотку выполняют при 640°C. Затем горячекатаный стальной лист, полученный таким образом, декапируют и отжигают. В процессе отжига некоторые стальные листы нагревают и выдерживают в течение одной минуты при температуре 800-900°C для предварительного отжига и после охлаждения до комнатной температуры со средней скоростью охлаждения 10°C/с декапируют и затем стальные листы нагревают и выдерживают в течение одной минуты при 780°C, чтобы быть полностью отожженными и охлаждают от 700°C до 550°C со средней скоростью охлаждения 10°C/с; после этого стальные листы выдерживают в течение одной секунды при 470°C для моделирования термообработки при нанесении покрытия, далее нагревают до 550°C для моделирования легирования покрытия и затем охлаждают до комнатной температуры. Некоторые другие стальные листы предварительно не отжигают, но нагревают и выдерживают в течение одной минуты при температуре 800-900°C для полного отжига и охлаждают от 700°C до 550°C со средней скоростью охлаждения 10°C/с; после этого стальные листы выдерживают в течение одной секунды при 470°C для моделирования термообработки при нанесении покрытия, далее нагревают до 550°C для моделирования легирования покрытия и затем охлаждают до комнатной температуры.
Затем определяют предел прочности TS и отношение предела текучести к пределу прочности YR каждого из стальных листов, полученных, как описано выше, и значение TSxEL. Затем проверяют соотношения между этими значениями и толщиной пластинчатой структуры после отжига в сечении по направлению толщины стального листа. Толщина пластинчатой структуры определяется как отношение Tb/Т средней толщины Tb пластинчатой структуры, состоящей из вторичной фазы, в направлении толщины листа к толщине листа Т, полученного стального листа. Фактическую среднюю толщину Tb пластинчатой структуры определяют следующим образом. Сечение в направлении толщины стального листа полируют и затем травят 3% раствором ниталя. Затем прилегающую область, расположенную на четверти толщины листа, изучают при увеличении около 1500 с помощью сканирующего электронного микроскопа (SEM), и по полученному изображению измеряют толщину столбчатой слоистой структуры вторичной фазы в 20 точках с помощью Image-Pro, разработанной Media Cybernetics. Средняя толщина Tb определяется как среднее значение в 20 точках.
При этом в стали с высоким содержанием С и Mn, концентрированные слои С и Mn, которые агрегируются по границам кристаллических зерен в основном на стадии охлаждения слябов, растягиваются во время горячей прокатки и последующего охлаждения. Таким образом, группа вторичной фазы образуется в столбчатой слоистой форме в направлении прокатки и в направлении ширины листа отожженного листа. Пластинчатая структура состоит из группы вторичной фазы. Пластинчатая структура (пластинчатая структура вторичной фазы), состоящая в основном из С и Mn, способна формироваться толстой, когда большое количество марганца добавляют с целью обеспечения прочности. Это явление приводит к снижению концентрации марганца и других элементов в аустените и, таким образом, является невыгодным для однородной дисперсности мартенсита.
В результате этого эксперимента авторы настоящего изобретения установили, что пластичность и отношение предела текучести к пределу прочности существенно изменяются в непосредственной близости от значения Tb/Т 0,005 в стальном листе после отжига, и также установили, что, когда значение Tb/Т составляет 0,005 или менее отношение предела текучести к пределу прочности YR составляет всего 70% или менее, и соотношение TSxEL имеет подходящее значение 16000 МПа·% или более. Таким образом, изобретатели обнаружили, что значение Tb/Т является приблизительным ориентиром для получения следующего эффекта. Проведением нагрева (предварительный отжиг) при заданной температуре на установке, такой как линия непрерывного отжига до проведения нагрева (основной отжиг) на линии непрерывного цинкования погружением, толщина пластинчатой структуры полосы может быть уменьшена и тонко диспергирована нагревом в линии непрерывного отжига. Кроме того, в результате этого эффекта, даже когда стальной лист выдерживается при заданной температуре в процессе цинкования погружением на линии непрерывного цинкования погружением, или, например, в последующем процессе легирования, мартенсит может быть диспергирован желательным образом в ферритной основе после охлаждения, так как концентрация С и Mn увеличивается в фазе аустенита.
Следует отметить, что вышеописанный эффект достигается не только в случае, когда нагрев проводят дважды, один раз при предварительном отжиге и другой - при основном отжиге, но также в случае высокотемпературного нагрева, в котором нагрев проводят один раз, например, на линии непрерывного цинкования погружением. Однако в последнем случае свойства покрытия могут ухудшиться в некоторой степени, потому что высокотемпературный нагрев способен увеличить содержание Mn на поверхности стального листа. Соответственно для обеспечения более стабильных свойств покрытия предпочтительно осуществлять предварительный отжиг на линии непрерывного отжига и выполнять основной отжиг на линии непрерывного цинкования погружением.
Далее описание высокопрочного с низким отношением предела текучести к пределу прочности оцинкованного погружением стального листа, высокопрочного с низким отношением предела текучести к пределу прочности отожженного оцинкованного погружением стального листа, способа изготовления высокопрочного с низким отношением предела текучести к пределу прочности оцинкованного погружением стального листа, и способа изготовления высокопрочного с низким отношением предела текучести к пределу прочности отожженного оцинкованного погружением стального листа, в соответствии с настоящим изобретением будет разделено на подробное описание химического состава, микроструктуры и способов изготовления стальных листов.
Во-первых, будет описан химический состав.
(Содержание С)
Углерод (С) является одним из важных основных компонентов стали и, в частности, в настоящем изобретении является важным элементом, потому что углерод влияет на объемную долю фазы аустенита при нагревании до межкритической температуры и, следовательно, на количество мартенсита после превращения. Механические свойства, такие как прочность на растяжение, полученные стальным листом, сильно зависят от доли мартенсита (доля площади) и твердости фазы мартенсита. При этом фаза мартенсита образуется с трудом, когда содержание С менее 0,03%. Между тем свариваемость методом точечной сварки ухудшается, когда содержание С превышает 0,20%. Соответственно, содержание С составляет 0,03-0,20%. Для достижения лучших свойств содержание С предпочтительно устанавливается в диапазоне 0,03-0,15%.
(Содержание Si)
Кремний (Si) является элементом, который улучшает формуемость, например относительное удлинение, за счет снижения количества растворенного углерода в альфа-фазе. Однако включение Si, превышающее 1,0%, ухудшает свариваемость методом точечной сварки и свойства покрытия. Соответственно содержание Si устанавливается равным 1,0% или менее, предпочтительно 0,7% или менее.
(Содержание Mn)
В настоящем изобретении марганец (Mn) концентрируется в фазе аустенита и обладает эффектом облегчения мартенситного превращения, таким образом, являясь важным элементом в качестве основного компонента. Однако вышеуказанный эффект не достигается, когда содержание марганца составляет 1,5% или менее. Между тем, свариваемость методом точечной сварки и свойства покрытия значительно ухудшаются, когда содержание Mn превышает 3,0%. Соответственно, содержание Mn устанавливается равным 1,5-3,0% и предпочтительно 1,5-2,2%.
(Содержание P)
Фосфор (P) является эффективным элементом для достижения высокой прочности при низкой стоимости. Однако включение P, превышающее 0,10%, существенно ухудшает свариваемость методом точечной сварки. Соответственно содержание P устанавливается равным 0,10% или менее, предпочтительно ограниченное 0,050% или менее.
(Содержание S)
Сера (S) может быть фактором, вызывающим горячие трещины при горячей прокатке и также вызывает разрывы в сварной точке детали, изготовленной методом точечной сварки. Поэтому предпочтительно уменьшить содержание S как можно больше. Соответственно содержание S устанавливается равным 0,05% или менее, предпочтительно ограниченное 0,010%) или менее.
(Содержание Al)
Алюминий (А1) является эффективным элементом в качестве раскислителя в процессе производства стали, и для стабилизации N, вызывающего ухудшение при старении, в виде AlN. Однако чрезмерное добавление Al до уровня более 0,10% ведет к увеличению производственных затрат. Соответственно содержание Al устанавливается равным 0,10% или менее, предпочтительно ограниченное 0,050% или менее.
(Содержание N)
Азот (N) приводит к ухудшению при старении и также приводит к повышению предела текучести (отношение предела текучести к пределу прочности) и удлинению, соответствующему пределу текучести. Соответственно содержание N устанавливается равным 0,010% или менее, предпочтительно ограниченное 0,0050% или менее.
(Содержание Cr)
Хром (Cr) является эффективным элементом для получения фазы мартенсита также как Mn и Мо. Однако включение Cr, превышающее 0,5%, ухудшает свойства покрытия. Соответственно содержание Cr устанавливается равным 0,5% или менее, предпочтительно 0,35% или менее.
(Содержание Мо)
Молибден (Мо) является эффективным средством получения фазы мартенсита без ухудшения свойств покрытия и является важным элементом в настоящем изобретении. Этот эффект достигается содержанием Мо 0,01% или более. Однако добавление Мо до более 0,50% вряд ли обеспечит более высокий эффект, но приводит к увеличению производственных затрат. Соответственно содержание Мо составляет 0,01-0,50%, и предпочтительно 0,02-0,35%.
(Содержание Cu, Ni, V и В)
Медь (Cu), никель (Ni), ванадий (V) и бор (В) являются эффективными элементами для упрочнения стали упрочнением твердого раствора или формированием низкотемпературных превращений фаз, таких как фаза мартенсита. Этот эффект достигается включением, по меньшей мере, одного элемента, выбранного из этих элементов, в заданном диапазоне их содержания 0,001-1,0% для Cu, Ni и V и 0,0003-0,0050% для В. Однако добавление любого из этих элементов в количестве, превышающем вышеописанный диапазон, насыщает их эффект и повышает стоимость. Соответственно, когда добавляют, по меньшей мере, один элемент из Cu, Ni, V и В их содержание составляет 0,001-1,0% для Cu, Ni и V и 0,0003-0,0050% для В.
(Содержание Ti)
Титан (Ti) является эффективным элементом для стабилизации N, вызывающего ухудшение при старении в виде TiN. Этот эффект достигается созданием содержания Ti 0,005% или более. Между тем, добавление Ti более 0,050%) создает избыточный TiC и тем самым значительно повышает отношение предела текучести к пределу прочности YR. Соответственно содержание Ti при добавлении устанавливается равным 0,005 - 0,050%.
(Содержание Ca и РЗМ)
Кальций (Ca) и редкоземельные металлы (РЗМ) являются эффективными элементами для повышения формуемости морфологическим контролем сульфидов. Этот эффект достигается путем включения кальция и/или REM содержанием каждого из элементов 0,001%) и более. Однако чрезмерное добавление любого элемента из Ca и REM до уровня более 0,005% может ухудшить чистоту стали. Соответственно при добавлении содержание каждого из кальция и/или REM устанавливается равным 0,001-0,005%.
Остаток, отличающийся от компонентов, содержание которых описано выше, состоит из Fe и неизбежных примесей. Включение компонентов, отличных от вышеописанных, не исключено, пока их содержание не вредит эффектам настоящего изобретения.
Далее будет описана микроструктура листа
(Доля площади мартенсита)
Уменьшение доли площади мартенсита до менее 7% значительно повышает отношение предела текучести к пределу прочности YR. В то же время увеличение доли площади мартенсита до 25% или более снижает местную пластичность и снижает таким образом общее удлинение EL. Соответственно доля мартенсита составляет от 7 до менее 25%. Доля площади мартенсита предпочтительно устанавливается равной 7-22% и более предпочтительно 7-20%.
(Доля площади феррита)
Уменьшение доли площади феррита до менее 50% существенно снижает общее удлинение EL. Соответственно доля площади феррита составляет 50% или более, предпочтительно 60% или более.
Здесь доля площади феррита представляет собой долю площади, занимаемой фазой феррита в наблюдаемой области, а доля площади мартенсита представляет собой долю площади, занимаемой фазой мартенсита в наблюдаемой области. Фактические значения доли площади феррита и доли площади мартенсита определяют следующим образом. Сечение в направлении толщины полученного стального листа полируют и протравливают 3% раствором ниталя. Затем прилегающую область, расположенную на четверти толщины листа, изучают при увеличении около 1500 с помощью сканирующего электронного микроскопа (SEM), и полученное изображение анализируют с помощью вышеуказанной Image-Pro. Таким образом определяют долю площади каждой из фаз. На полученном изображении феррит может быть распознан как структура (основная структура) серого цвета и мартенсит может быть распознан как структура белого цвета.
(Средний размер кристаллического зерна мартенсита)
Уменьшение среднего размера кристаллического зерна мартенсита до менее 1 мкм значительно повышает отношение предела текучести к пределу прочности YR. Между тем увеличение среднего размера кристаллического зерна мартенсита до более 8 мкм уменьшает локальную пластичность и, таким образом, снижает общее удлинение EL. Соответственно средний размер кристаллического зерна мартенсита предпочтительно составляет 1-8 мкм, и более предпочтительно 2-7 мкм.
Фактическое значение среднего размера кристаллического зерна мартенсита определяется следующим образом. Полученный стальной лист изучают при увеличении около 1500 с помощью сканирующего электронного микроскопа (SEM), и общую площадь мартенсита на рассматриваемой области делят на количество областей мартенсита для определения средней площади мартенсита. Затем определенную среднюю площадь возводят в степень 1/2 для получения значения среднего размера кристаллического зерна мартенсита.
(Пластинчатая структура)
Толщину пластинчатой структуры задают такой, чтобы удовлетворяла уравнению (1), приведенному ниже. Это потому, что, как описано выше, если толщина пластинчатой структуры не удовлетворяет уравнению (1), приведенному ниже, и значение Tb/Т превышает 0,005, мартенсит не может быть диспергирован необходимым образом в ферритной основе и таким образом происходит повышение отношения предела текучести к пределу прочности YR и снижение величины TSxEL. В уравнении (1), приведенном ниже, Tb представляет среднюю толщину пластинчатой структуры в направлении толщины листа и Т представляет толщину полученного стального листа.

В некоторых случаях микроструктура включает структуры, такие как бейнит, перлит и остаточный аустенит, отличающиеся от вышеописанной структуры. Однако цель настоящего изобретения может быть достигнута, если удовлетворены вышеописанные условия для микроструктуры. Следует отметить, однако, что, с точки зрения отношения предела текучести к пределу прочности, содержание перлита и остаточного аустенита предпочтительно должно быть снижено, содержание перлита предпочтительно должно составлять 8% или менее и содержание остаточного аустенита предпочтительно должно составлять 3% или менее.
В настоящем изобретении сталь вышеописанного химического состава обеспечивается микроструктурой, описанной выше, и таким образом получается высокопрочная с низким отношением предела текучести к пределу прочности оцинкованная погружением листовая сталь, например, выделяющаяся формуемостью и свойствами покрытия. Далее будет дано описание способов получения высокопрочной с низким отношением предела текучести к пределу прочности оцинкованной погружением листовой стали и т.д., такой, как описана выше.
Прежде всего, в случае изготовления оцинкованного погружением стального листа, стальной сляб вышеописанного химический состава, полученный, например, процессом непрерывного литья, нагревают; после чего проводят горячую прокатку нагретого стального сляба в температурном диапазоне, соответствующем температуре чистовой прокатки 850-950°C или ниже и охлаждают со средней скоростью охлаждения 7-60°C/с (процесс горячей прокатки); и затем проводят намотку горячекатаной стали при температуре 450-750°C (процесс намотки). Затем горячекатаный лист после декапирования и затем удаления окалины или холоднокатаный лист, полученный процессом холодной прокатки после намотки и декапирования, нагревают до 800°C или выше (процесс отжига) и затем охлаждают до температуры 700-550°C со средней скоростью охлаждения 3°C/с или выше, таким образом, получается основа листа для цинкования. После этого проводят цинкование погружением основы листа. Этим способом получается высокопрочная с низким отношением предела текучести к пределу прочности оцинкованная погружением листовая сталь с превосходной пластичностью и свойствами покрытия. В случае изготовления отожженной оцинкованной погружением листовой стали дополнительно проводят легирование цинкового покрытия после цинкования погружением. Этим способом получается высокопрочная с низким отношением предела текучести к пределу прочности отожженная оцинкованная погружением листовая сталь с превосходной пластичностью и свойствами покрытия.
В случае изготовления оцинкованного погружением стального листа проведением нагрева два раза, стальной сляб вышеописанного химический состава нагревают, после чего проводят горячую прокатку нагретого стального сляба в температурном диапазоне, соответствующем температуре чистовой прокатки 850-950°C или ниже, и охлаждают со средней скоростью охлаждения 7-60°C/с (процесс горячей прокатки); и затем проводят намотку охлажденной стали при температуре 450-750°C (процесс намотки). Затем горячекатаный лист после декапирования и удаления окалины или холоднокатаный лист, полученный процессом холодной прокатки после намотки и декапирования, нагревают до 800°C или выше (процесс предварительного отжига) и затем проводят процессы охлаждения и декапирования, повторно нагревают до 750°C или выше (процесс основного отжига); и затем нагретый лист охлаждают до температуры 700-550°C со средней скоростью охлаждения 3°C/с или выше, таким образом, получается основа листа для цинкования. После этого проводят цинкование погружением основы листа. Этим способом получается высокопрочная с низким отношением предела текучести к пределу прочности оцинкованная погружением листовая сталь с отличной пластичностью и свойствами покрытия. В случае изготовления отожженной оцинкованной погружением листовой стали дополнительно проводят легирование цинкового покрытия после цинкования погружением. Этим способом получается высокопрочная с низким отношением предела текучести к пределу прочности отожженная оцинкованная погружением листовая сталь с превосходной пластичностью и свойствами покрытия.
Далее будут описаны температурные диапазоны и другое в соответствующих процессах.
(Процесс горячей прокатки)
Процесс горячей прокатки включает черновую прокатку и чистовую прокатку. Стальной сляб после нагревания становится горячекатаным листом проведением черновой прокатки и чистовой прокатки. Когда температура нагрева сляба превышает 1300°C, аустенит значительно укрупняется и, таким образом, падает пластичность после отжига. Между тем, когда температура нагрева сляба ниже 1150°C, такие дефекты, как пузыри и сегрегация в поверхностном слое сляба, вряд ли могут быть удалены и трещины, неровности и т.п. на поверхности стального листа увеличиваются в размерах, что приводит к дефектному материалу в некоторых случаях. По этой причине температура нагрева сляба предпочтительно составляет 1150-1300°C. При температуре чистовой прокатки более 950°C, зерно аустенита чрезмерно укрупняется и, таким образом, пластичность падает после отжига. Между тем, когда температура чистовой прокатки ниже 850°C, сляб прокатывается при межкритической температуре и, таким образом, может создаваться неравномерное напряжение. По этой причине усиливается формирование пластинчатой структуры, и пластинчатая структура, остающаяся после отжига, вызывает снижение пластичности. Соответственно конечная температура горячей прокатки устанавливается в диапазоне температур 850-950°C.
При средней скорости охлаждения после чистовой прокатки до намотки, превышающей 60°C/с, форма листа значительно ухудшается, что вызывает проблемы во время холодной прокатки или отжига после охлаждения. Между тем, когда средняя скорость охлаждения составляет менее 7°C/с, формирование пластинчатой структуры значительно увеличивается, и пластинчатая структура, остающаяся после отжига, вызывает падение пластичности. Соответственно средняя скорость охлаждения от чистовой прокатки до намотки устанавливается 7-60°C/с, предпочтительно 9-50°C/с.
(Процесс намотки)
Когда температура во время намотки горячекатаного листа после горячей прокатки превышает 750°C, увеличивается толщина окалины и эффективность декапирования ухудшается. Кроме того, возникает ситуация, при которой скорость охлаждения после намотки значительно меняется от ведущего конца к центральной части и заднему концу в продольном направлении рулона, или скорость охлаждения после намотки значительно меняется между краями и центральной частью в направлении ширины рулона. Таким образом, возрастает изменение качества материала. Соответственно температура намотки устанавливается 750°C или ниже, и предпочтительно 700°C или ниже. Между тем, чрезмерно низкая температура намотки вызывает ухудшение холодной прокатываемости. Соответственно температура намотки ограничена 450°C или выше.
(Процессы декапирования и холодной прокатки)
В последующем процессе декапирования удаляют черную окалину, образующуюся на поверхности. Условия декапирования особенно не ограничены. При проведении холодной прокатки после декапирования достаточно использовать обычные способы и их условия особенно не ограничены.
(Процесс предварительного отжига и процесс основного отжига)
В способе изготовления, в котором проводят процесс предварительного отжига и процесс основного отжига, листовой прокат нагревают до температуры 800°C или выше (предварительный отжиг) и охлаждают до цинкования погружением и, таким образом, как описано выше, С и Mn, сконцентрированные в пластинчатой структуре, могут быть диспергированы. Этим способом эффективно формируется двойная фаза феррита и мартенсита и, таким образом, пластичность может быть улучшена. В частности, пластинчатая структура утончается и становится мелкодисперсной при нагревании в ходе предварительного отжига, и, таким образом, в микроструктуре, полученной в конечном счете после завершения процесса основного отжига, толщина пластинчатой структуры может быть снижена до достаточно малой величины, чтобы удовлетворять уравнению (1), приведенному выше, и пластинчатая структура может быть мелкодисперсной. Кроме того, когда стальной лист проходит процесс цинкования погружением на линии непрерывного цинкования погружением или, например, процесс последующего легирования, концентрация С и Mn в фазе аустенита увеличивается и, таким образом, фаза мартенсита может быть диспергирована необходимым образом в ферритной основе. Этот нагрев предпочтительно проводить на линии непрерывного отжига.
Кроме того, пластичность может быть улучшена применением предварительного отжига. В частности, при одноразовом нагреве листового проката до 800°C или выше и его охлаждения, рекристаллизация облегчается, и концентрирование С и Mn в аустените также облегчается, тем самым создавая возможность дальнейшему улучшению формуемости. Хотя прямо не указано, верхний предел температуры предпочтительно составляет около 950°C и ниже с точки зрения производительности. Когда средняя скорость охлаждения после нагрева в предварительном отжиге составляет менее 3°C/с, Mn выделяется еще раз с формированием пластинчатой структуры в некоторых случаях. По этой причине средняя скорость охлаждения после нагрева в предварительном отжиге предпочтительно составляет 3°C/с или более и более предпочтительно 5°C/с или более.
Когда предварительный отжиг проводится в соответствии с вышеописанными условиями, достаточно, чтобы температура нагрева в основном отжиге составляла 750°C или выше, потому что пластинчатая структура подавляется предварительным отжигом. Однако при температуре менее 750°C недостаточно формируется аустенит и трудно получить необходимое количество мартенсита. Соответственно температура нагрева в основном отжиге составляет 750°C или выше в случае проведения предварительного отжига. Хотя прямо не указано, верхний предел температуры предпочтительно составляет 850°C или ниже, потому что превышение температуры 850°C может позволить таким элементам, как Cr, Mn, Si и повторно концентрироаться на поверхности, и, таким образом, могут ухудшиться свойства покрытия. Верхний предел температуры более предпочтительно должен быть 825°C или ниже.
При средней скорости охлаждения после основного отжига в диапазоне температур 700-550°C менее 3°C/с при охлаждении чрезмерно образуются феррит и перлит и, таким образом, не получается необходимое количество мартенсита. Соответственно средняя скорость охлаждения после основного отжига в диапазоне температур 700-550°C составляет 3°C/с или более. Хотя прямо не указано, верхний предел средней скорости охлаждения предпочтительно составляет около 100°C/с или менее, потому что средняя скорость охлаждения, превышающая 100°C/с может ухудшить форму листа из-за быстрой термоусадки и таким образом может вызвать технологические проблемы, такие как извилистость.
В случае проведения предварительного отжига элементы, ингибирующие свойства покрытия, такие как Cr, Si и Mn чрезмерно концентрируются на поверхности во время основного отжига, и, таким образом, ухудшают свойства покрытия. Поэтому поверхностный концентрированный слой должен быть удален, например, декапированием после предварительного отжига. Однако удаление окалины декапированием после намотки после горячей прокатки не влияет на эффект настоящего изобретения. В целях повышения производительности линии непрерывного цинкования погружением, выполняющей пост-процесс, дрессировка может быть выполнена в период после предварительного отжига и до декапирования.
Процесс цинкования погружением предпочтительно выполнять погружением стального листа, полученного вышеописанными процессами, в цинковальной ванне при температуре 440-500°C с последующей регулировкой массы покрытия, например, удалением газом. Кроме того, при легировании цинкового покрытия, цинковое покрытие предпочтительно легируют при температуре 460-580°C в течение 1-40 секунд. Предпочтительно использовать цинковальную ванну, содержащую 0,08-0,18% масс. Al для цинкования.
Дрессировка стального листа может быть применена после цинкования погружением или после дополнительного легирования цинкового покрытия с целью, например, выпрямления формы или корректировки шероховатости поверхности. Также могут быть применены различные типы обработки покрытия, такие как нанесение смолы или масла.
(Процесс отжига)
В способе изготовления, в котором производится процесса отжига, стальной лист нагревают до высокой температуры 800°C или выше. Установка температуры отжига 800°С или выше исключает сегрегацию С и элементов, образующих твердый раствор замещения, таких как Mn, которые концентрируются в пластинчатом состоянии, и, таким образом, подавляется пластинчатая структура, в результате улучшается формуемость. После нагрева стальной лист охлаждают до температуры 700-550°C со средней скоростью охлаждения 3°C/с или выше. При средней скорости охлаждения после нагревания до температуры 700-550°C менее 3°C/с, при охлаждении чрезмерно образуются феррит и перлит, и, таким образом, не получается необходимое количество мартенсита. Соответственно средняя скорость охлаждения после нагревания до температуры 700-550°C устанавливается равной 3°C/с и выше. Хотя прямо не указано, верхний предел средней скорости охлаждения предпочтительнее составляет около 100°C/с или менее, потому что среднюю скорость охлаждения, превышающая 100°C/с, может ухудшить форму листа из-за быстрой термоусадки и таким образом может вызвать технологические проблемы, такие как извилистость. Следует отметить, что условия цинкования погружением и легирования такие же, как описаны выше.
В вышеописанном процессе отжига, можно получить тот же эффект, как и в случае проведения предварительного отжига и основного отжига, описанных выше, хотя при однократном нагреве.
(Примеры)
В таблице 1 приведен химический состав (в % масс.) стали примеров настоящего изобретения и сравнительных примеров, выступающей в качестве образцов. Таблица 2 представляет условия изготовления примеров настоящего изобретения и сравнительных примеров. Следует отметить, что в пунктах "Присутствующие структуры (тип)" таблицы 2, "В" означает бейнит, "Р" - перлит, "ТМ" - мартенсит отпуска, и "γ" - остаточный аустенит.
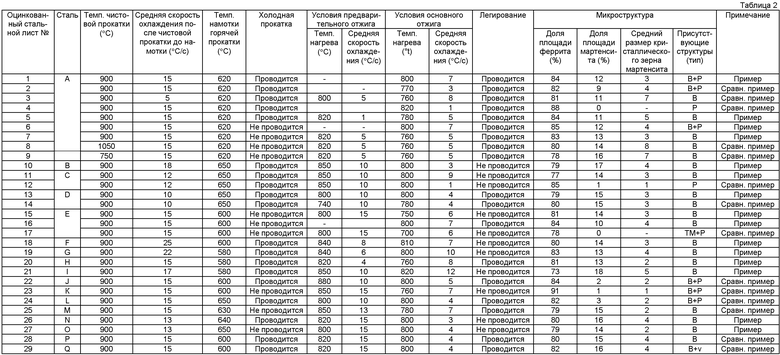
В настоящем примере каждый сляб, полученный непрерывным литьем, химического состава, приведенного в таблице 1, и толщиной 220 мм нагревают до 1200°C с условиями изготовления, приведенными в таблице 2, и после черновой прокатки в два прохода, проводят намотку горячекатаного рулона 2,3 мм толщиной на стане чистовой прокатки с семью клетями. Затем, после последующего декапирования, часть горячекатаного рулона подвергают холодной прокатке до толщины 1,0 мм. После этого, часть каждого горячекатаного рулона и холоднокатаного рулона, полученных таким образом, отжигают в условиях, приведенных в таблице 2 на линии непрерывного отжига, и после декапирования подвергаются отжигу (основной отжиг) и цинкованию, также как легированию на линии непрерывного цинкования погружением. Некоторые стальные листы предварительно не отжигают, но подвергают отжигу и цинкованию, также как легированию в условиях, приведенных в таблице 2 на линии непрерывного цинкования погружением. Здесь в процессе цинкования стальные листы погружают в цинковальную ванну при температуре 460°C и наносят двухстороннее покрытие с массой покрытия 35-45 г/м. В случае применения легирования, цинковое покрытие легируют при температуре 480-540°C и стальные листы охлаждают до комнатной температуры со средней скоростью охлаждения 10°C/с после цинкования или легирования.
Каждый из стальных листов, полученных, как описано выше, используют в качестве образца для оценки механических свойств, свойств покрытия, пригодности к легированию и свариваемости методом точечной сварки. Результаты представлены в таблице 3.
Механические свойства, определяемые испытанием на растяжение, оценивают в соответствии с JIS Z 2241 (2011). Измеряют предел текучести YS, предел прочности TS и общее удлинение EL и определяют значение отношение предела текучести к пределу прочности YR TSxEL (баланс TSxEL). Структуру стального листа изучают тем же методом, как описано выше, и получают таким образом долю площади феррита, долю площади мартенсита и средний размер кристаллического зерна мартенсита. Кроме того, измеряют среднюю толщину пластинчатой структуры в направлении толщины листа и определяют отношение Tb/Т средней толщины Tb пластинчатой структуры к толщине листа Т.
Свойства покрытия оцениваются как "превосходные", когда отсутствуют участки без покрытия, как "хорошие", когда имеются небольшие участки без покрытия, но их количество является приемлемым, и как "плохие", когда имеется много участков без покрытия, и оцениваются визуально. Пригодность к легированию оценивается как "превосходная", когда не существует неравномерного легирования, как "хорошая", когда имеется слегка неравномерное легирование, но его уровень является приемлемым, и как "плохая", когда имеется значительная неравномерность легирования, и оценивается визуально. Свариваемость методом точечной сварки оценивают проведением испытаний прочности на сдвиг при растяжении сварного соединения в соответствии с JIS Z 3136 (1999). Полагая прочность на сдвиг при растяжении 6700 Н в качестве нижнего предела прочности, свариваемость методом точечной сварки оценивается как "превосходная", когда прочность на сдвиг при растяжении равна или больше нижнего предела прочности, и как "плохая", когда прочность на сдвиг при растяжении ниже, чем нижний предел прочности.
Как показано в таблице 3, примеры сталей настоящего изобретения оценивают следующим образом. Отношение предела текучести к пределу прочности YR является низким; баланс TSxEL является хорошим и также хорошими являются свойства покрытия, пригодность к легированию и свариваемость методом точечной сварки.
Как описано выше, в соответствии с настоящим изобретением, содержание таких элементов, как Mn, и условия изготовления контролируются и таким образом пластинчатую структуру можно утончить до нужной толщины и получить мелкодисперсной. Таким образом, мартенсит может быть диспергирован в необходимой степени в ферритной основе. Кроме того, например, доля площади мартенсита может быть соответственно изменена. Соответственно при применении цинкования погружением или даже когда дополнительно применяется легирование, на установке, такой как линия непрерывного цинкования погружением, можно стабильно производить высокопрочный с низким отношением предела текучести к пределу прочности оцинкованный цинкованием погружением стальной лист и высокопрочный с низким отношением предела текучести к пределу прочности отожженный оцинкованный цинкованием погружением стальной лист, каждый из которых имеет высокую прочность и низкое отношение предела текучести к пределу прочности и выделяется формуемостью и свойствами покрытия и также можно стабильно применять способ изготовления высокопрочного с низким отношением предела текучести к пределу прочности оцинкованного цинкованием погружением стального листа и способ изготовления высокопрочного с низким отношением предела текучести к пределу прочности отожженного оцинкованного цинкованием погружением стального листа. В частности, можно получать высокопрочный с низким отношением предела текучести к пределу прочности оцинкованный цинкованием погружением стальной лист и т.д., который имеет хорошие свойства покрытия, удовлетворяя при этом, в качестве индикатора, представляющего прочность, отношение предела текучести к пределу прочности и пластичность, условию, что отношение предела текучести к пределу прочности YR составляет 70% или менее и величина TSxEL составляет 16000 МПа·% или более.
Настоящее изобретение является особенно подходящим для применения в качестве автомобильного стального листа, используемого, например, для внутренних панелей и внешних панелей кузова автомобиля. Применение настоящего изобретения для автомобильной листовой стали может привести к снижению веса и упрочнению элементов силовой конструкции автомобиля, и может привести к глобальному сохранению природы улучшением расхода топлива и обеспечения безопасности водителя и пассажиров.
Осуществление настоящего изобретения было описано выше. Однако настоящее изобретение не ограничивается описанием составляющих частей раскрытия настоящего изобретения осуществлением. То есть другие осуществления, примеры, технологические операции и т.п., которые выполнены на основе настоящего осуществления специалистами в данной области техники, включены в объем настоящего изобретения. Например, в серии термических обработок в способе изготовления, описанном выше, достаточно, чтобы выполнялись условия в отношении, например, диапазона температур в соответствующих процессах и средства осуществления тепловой обработки, например, особенно не ограничены.
Изобретение относится к области металлургии, а именно к высокопрочному оцинкованному погружением стальному листу, используемому в автомобилестроении. Лист выполнен из стали, содержащей в мас.%: 0,03-0,20 С, 1,0 или менее Si, от более 1,5 до 3,0 Mn, 0,10 или менее P, 0,05 или менее S, 0,10 или менее Al, 0,010 или менее N, 0,5 или менее Cr и 0,01-0,50 Мо и остальное Fe с неизбежными примесями. Микроструктура листа содержит феррит и вторичную фазу. Доля площади феррита составляет 50% или более, а доля площади вторичной фазы, включающей мартенсит, составляет 7-25%. Средний размер кристаллического зерна мартенсита составляет 1-8 мкм. Лист имеет отношение предела текучести к пределу прочности, составляющее 0,7 или менее, высокую формуемость и свойства покрытия. 6 н. и 4 з.п. ф-лы, 3 табл., 1 пр.
1. Высокопрочный с отношением предела текучести к пределу прочности, составляющим 0,7 или менее, оцинкованный погружением стальной лист, имеющий:
химический состав, в % мас.: 0,03-0,20 С, 1,0 или менее Si, от более 1,5 до 3,0 Mn, 0,10 или менее P, 0,05 или менее S, 0,10 или менее Al, 0,010 или менее N, 0,5 или менее Cr и 0,01-0,50 Мо и остальное Fe с неизбежными примесями, и
структуру, включающую феррит и вторичную фазу в качестве микроструктуры, в которой доля площади феррита составляет 50% или более и доля площади вторичной фазы, включающей мартенсит, составляет от 7 до менее 25% и толщина пластинчатой структуры, образованной вторичной фазой удовлетворяет следующему уравнению (1):

где Tb является средней толщиной пластинчатой структуры в направлении толщины листа и Т является толщиной листа, и средний размер кристаллического зерна мартенсита составляет 1-8 мкм.
2. Стальной лист по п.1, который дополнительно включает в % мас.: по меньшей мере, один элемент, выбранный из 0,001-1,0% Cu, 0,001-1,0% Ni, 0,001-1,0% V, и 0,0003-0,0050% В.
3. Стальной лист по любому из пп.1 или 2, который дополнительно включает 0,005-0,050 мас.% Ti.
4. Стальной лист по любому из пп.1 или 2, который дополнительно включает в % мас.: 0,001-0,005 Ca и/или 0,001-0,005 REM.
5. Стальной лист по п.3, который дополнительно включает в % мас.: 0,001-0,005 Ca и/или 0,001-0,005 REM.
6. Высокопрочный с отношением предела текучести к пределу прочности, составляющим 0,7 или менее, оцинкованный погружением с отжигом стальной лист, в котором оцинкованный погружением стальной лист по любому из пп. 1-5 подвергнут отжигу, и цинковое покрытие представляет собой легированное цинковое покрытие.
7. Способ изготовления высокопрочного с отношением предела текучести к пределу прочности, составляющим 0,7 или менее, оцинкованного погружением стального листа, включающий:
нагрев стального сляба, имеющего состав, указанный в любом из пп.1-5;
горячую прокатку стального сляба, нагретого до конечной температуры 850-950°C;
охлаждение горячекатаной стали со средней скоростью охлаждения 7-60°C/с;
намотку охлажденной стали при температуре 450-750°C;
нагрев полученного горячекатаного листа или холоднокатаного листа, полученного холодной прокаткой, после намотки до температуры 800°C или выше;
охлаждение нагретого листа до температуры 700-550°C со средней скоростью охлаждения 3°C/с или выше, и
цинкование охлажденного листа погружением.
8. Способ изготовления высокопрочного с отношением предела текучести к пределу прочности, составляющим 0,7 или менее, оцинкованного погружением стального листа, включающий:
нагрев стального сляба, имеющего состав, в % мас.: 0,03-0,20 С, 1,0 или менее Si, от более 1,5 до 3,0 Mn, 0,10 или менее P, 0,05 или менее S, 0,10 или менее Al, 0,010 или менее N, 0,5 или менее Cr и 0,01-0,50 Мо и остальное Fe с неизбежными примесями;
горячую прокатку стального сляба, нагретого до конечной температуры 850-950°C;
охлаждение горячекатаной стали со средней скоростью охлаждения 7-60°C/с;
намотку охлажденной стали при температуре 450-750°C;
нагрев полученного горячекатаного листа или холоднокатаного листа, полученного холодной прокаткой, после намотки до температуры 800°C или выше;
повторный нагрев листа до 750°C или выше после прохождения охлаждения и декапирования;
охлаждение нагретого листа до температуры 700-550°C со средней скоростью охлаждения 3°C/с или выше, и
цинкование охлажденного листа погружением.
9. Способ изготовления высокопрочного с отношением предела текучести к пределу прочности, составляющим 0,7 или менее, оцинкованного погружением с отжигом стального листа, включающий:
нагрев стального сляба, имеющего состав, указанный в любом из пп.1-5;
горячую прокатку стального сляба, нагретого до конечной температуры 850-950°C;
охлаждение горячекатаной стали со средней скоростью охлаждения 7-60°C/с;
намотку охлажденной стали при температуре 450-750°C;
нагрев полученного горячекатаного листа или холоднокатаного листа, полученного холодной прокаткой, после намотки до 800°C или выше;
охлаждение нагретого листа до температуры 700-550°C со средней скоростью охлаждения 3°C/с или выше, и
цинкование погружением для создания цинкового покрытия на листе, и
легирование цинкового покрытия.
10. Способ изготовления высокопрочного с отношением предела текучести к пределу прочности, составляющим 0,7 или менее, оцинкованного погружением с отжигом стального листа, включающий:
нагрев стального сляба, имеющего состав, в % мас.: 0,03-0,20 С, 1,0 или менее Si, от более 1,5 до 3,0 Mn, 0,10 или менее P, 0,05 или менее S, 0,10 или менее Al, 0,010 или менее N, 0,5 или менее Cr и 0,01-0,50 Мо и остальное Fe с неизбежными примесями;
горячую прокатку стального сляба, нагретого до конечной температуры 850-950°C;
охлаждение горячекатаной стали со средней скоростью охлаждения 7-60°C/с;
намотку охлажденной стали при температуре 450-750°C;
нагрев полученного горячекатаного листа или холоднокатаного листа, полученного холодной прокаткой, после намотки до температуры 800°C или выше;
повторный нагрев листа до 750°C или выше после прохождения охлаждения и декапирования;
охлаждение нагретого листа до температуры 700-550°C со средней скоростью охлаждения 3°C/с или выше, и
цинкование погружением для создания цинкового покрытия на листе, и
легирование цинкового покрытия.
| Клапанное устройство для испытания пласта | 1988 |
|
SU1571230A1 |
| ВЫСОКОПРОЧНЫЙ ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ С ПРЕДЕЛОМ ПРОЧНОСТИ НА РАЗРЫВ 780 МПа ИЛИ БОЛЕЕ, ИМЕЮЩИЙ ПРЕВОСХОДНУЮ ЛОКАЛЬНУЮ ДЕФОРМИРУЕМОСТЬ И ЗАМЕДЛЕННОЕ ПОВЫШЕНИЕ ТВЕРДОСТИ МЕСТА СВАРКИ | 2004 |
|
RU2312163C2 |
| ВЫСОКОПРОЧНЫЙ СТАЛЬНОЙ ЛИСТ С ПОКРЫТИЕМ ИЗ РАСПЛАВЛЕННОГО ЦИНКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2312162C2 |
| Кольцевая пружина | 1983 |
|
SU1193322A1 |
| ДУГОГАСЯЩИЙ РЕАКТОР С РЕГУЛИРУЕМЫМ МАГНИТНЫМ ЗАЗОРОМ "РДМР" | 2008 |
|
RU2392683C1 |

