Изобретение относится к устройству для изготовления изделий из композитного материала методом трансферного формования, а также к способу использования этого устройства.
Из уровня техники известно, что формовать изделия из композитного материала можно методами пропитки волокон смолой и, в частности, в закрытой форме.
Прежде всего в качестве примера методов формования можно привести метод трансферного формования, для которого в литературе используется термин RTM-метод (от англ. Resin Transfer Molding).
Согласно данному методу группу армирующих волокон располагают особым образом вокруг опоры, а затем помещают эту группу внутрь закрытой формы, профиль которой по существу соответствует профилю изготавливаемого изделия.
В случае традиционного RTM-метода указанная форма состоит из двух частей - принимающей формы, или матрицы, и ответной формы, или пуансона.
В форму инжектируют смолу, которую затем полимеризуют посредством подвода энергии. При этом молекулы смолы образуют связи друг с другом, формируя сплошную сетку. В результате получается жесткое изделие из композитного материала, содержащее волокна и полимеризованную смолу.
Можно также упомянуть метод формования посредством инфузии смолы.
Этот метод включает в себя, как правило, несколько этапов, в числе которых размещение волокнистых армирующих элементов на форме.
После этого форму закрывают гибкой крышкой, обеспечивающей возможность контролируемого прохождения смолы, которую нагнетают внутрь к указанным армирующим волокнам, а затем полимеризуют с получением готового жесткого изделия.
Смола распространяется под действием движущей силы, возникающей в результате разрежения в некоторых точках крышки, в сторону которых введенная в форму смола и перемещается.
В соответствии с традиционной инфузионной технологией, формовочная оснастка состоит из формовочной матрицы и герметичной крышки типа кожуха, служащей в качестве ответной формы.
Формовочная оснастка, используемая в рассмотренных выше методах, будь то стандартный RTM-метод или формование посредством инфузии смолы, является довольно тяжелой и рассчитана, как правило, на изготовление изделий специального профиля. Следовательно, если требуется изготавливать изделия разных типов, в оснастку нужно вносить изменения, приводящие к существенному увеличению ее стоимости.
Кроме того, подобная оснастка может иметь довольно малый срок службы. Это связано с тем, что при использовании стандартной оснастки для RTM-метода всякое разрушение матричной части формы, или ответной формы, или их обеих неизбежно влечет за собой и разрушение всей оснастки в целом.
Наконец, вследствие сложности разработки формовочной оснастки, пригодной для изготовления изделий из композитного материала особых типов, рассматриваемые технологии ограничиваются лишь случаем изготовления изделий, имеющих простой или умеренно сложный профиль и не содержащих тонких деталей.
Настоящее изобретение направлено на устранение указанных выше недостатков.
В этой связи основная задача изобретения заключается в разработке устройства для изготовления изделий из композитного материала методом инжекции смолы, которое отличалось бы меньшей сложностью и более простой формовочной оснасткой по сравнению с той, которая используется в рассмотренных выше системах с закрытой формой.
Другая задача изобретения состоит в разработке устройства для изготовления изделий из композитного материала методом инжекции смолы, формовочная оснастка которого обладала бы возможностью переналадки, была бы легко адаптируемой к профилю изготавливаемых изделий и в то же время легкозаменяемой.
Желательно также разработать устройство для изготовления изделий из композитного материала методом инжекции смолы, с помощью которого обеспечивалось бы устранение недостатков RTM-методов и методов формования с инфузией смолы с сохранением в то же время присущих им преимуществ.
Таким образом, еще одна задача изобретения - это разработка устройства для изготовления изделий из композитного материала методом инжекции смолы, с помощью которого обеспечивалось бы снижение производственных и временных затрат на изготовление и подготовку изделий из композитного материала.
В рамках решения поставленных задач предложено устройство для изготовления изделия из композитного материала методом инжекции смолы, содержащее форму, куда предполагается помещать заготовку изделия, обладающую возможностью пропитывания смолой. Устройство характеризуется тем, что форма разделена на матрицу и один или несколько подвижных конструктивных элементов, выполненных с возможностью регулируемого размещения на матрице, причем после сборки весь полученный узел образует полость, профиль которой соответствует профилю изготавливаемого изделия.
Следует уточнить, что матрица может иметь любой профиль.
Предлагаемое устройство может характеризоваться одним из перечисленных ниже признаков, которые рассматриваются либо по отдельности, либо в комбинации:
- матрица имеет плоский профиль;
- указанные конструктивные элементы, которые могут быть выполнены разборными, представляют собой самостоятельные трехмерные геометрические блоки, профиль и размеры которых соответствуют профилю и размерам изготавливаемого изделия;
- указанные конструктивные элементы, которые могут быть выполнены разборными, могут включать в себя гибкие или жесткие сердцевины любого типа, профиль и размеры которых соответствуют полым структурам;
- конструктивные элементы обеспечивают однородное распределение смолы;
- конструктивные элементы формы способны выполнять функцию отводного патрубка;
- устройство дополнительно содержит средства инжекции, выполненные с возможностью обеспечения смешанной пропитки заготовки инжектированной смолой;
- средства инжекции распределены по поверхности формы таким образом, что это способствует поперечной и/или послойной диффузии смолы;
- устройство дополнительно содержит систему уплотнения конструктивных элементов в отношении инжектируемой в форму смолы.
Предметом изобретения является также способ использования описанного выше устройства, включающий в себя по меньшей мере один этап, в ходе которого один или несколько подвижных конструктивных элементов формы с возможностью регулирования размещают на матрице таким образом, что после сборки весь полученный узел образует полость, профиль которой соответствует профилю изготавливаемого изделия.
Способ согласно изобретению может также характеризоваться следующим признаком:
он дополнительно включает этап, на котором выполняют поперечную пропитку в отношении плоскости заготовки и одновременно послойную пропитку в отношении этой плоскости заготовки.
Сущность изобретения, а также другие его особенности и преимущества станут более понятными из ознакомления с нижеследующим подробным описанием, которое приведено в качестве примера, не ограничивающего объем правовой охраны изобретения, и снабжено ссылками на приложенные чертежи, на которых:
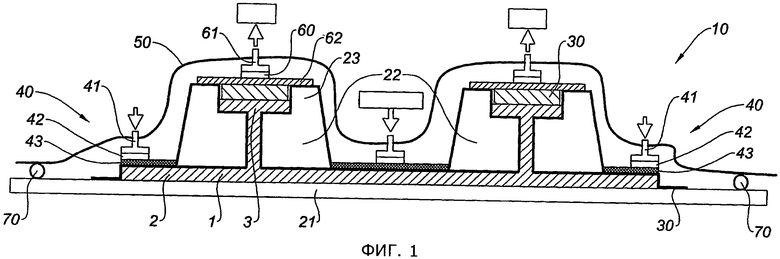
фиг.1 в сечении изображает один из вариантов выполнения предложенного устройства, предназначенного для изготовления изделия из композитного материала методом инжекции смолы;
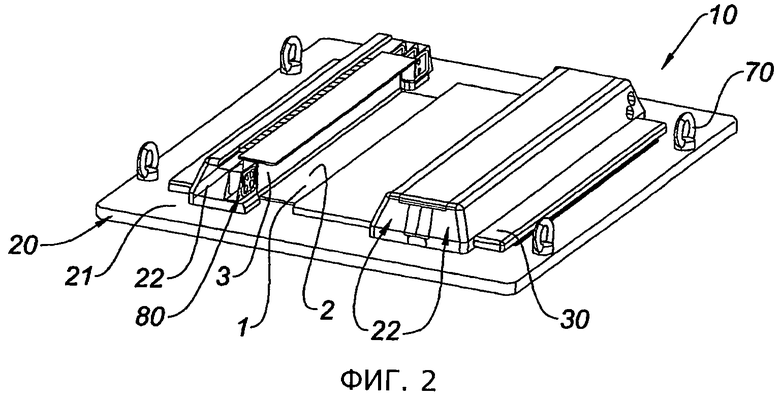
фиг.2 в аксонометрии изображает показанное на фиг.1 устройство;
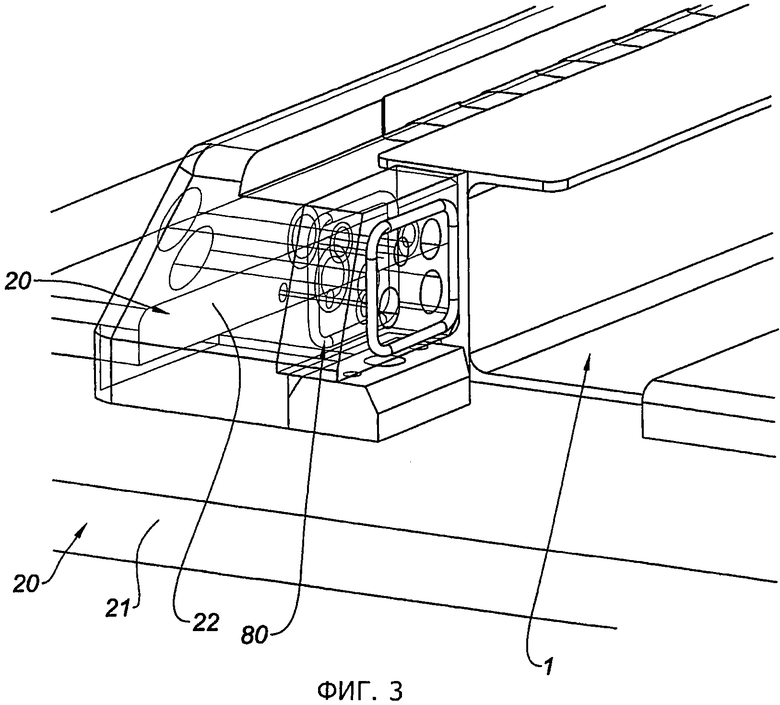
фиг.3 в аксонометрии в увеличенном масштабе изображает систему уплотнения показанного на фиг.2 устройства.
Процесс изготовления изделия из композитного материала заключается по существу в формовании композитного элемента с помощью соответствующего устройства методом инжекции жидкой смолы в каркас из по существу сухих армирующих волокон, которые предварительно укладывают в закрытую форму и которым предварительно придается профиль, по существу соответствующий профилю изготавливаемого изделия.
На фиг.1 и 2 показано устройство 10 для изготовления изделия из композитного материала методом инжекции смолы.
Это устройство имеет формовочную полость (не показана), куда вставляется форма 20, в которую помещают заготовку 1, пропитываемую смолой с получением изготавливаемого изделия из композитного материала.
В соответствии с изобретением форма 20 разделена на формовочную матрицу 21 и один или несколько независимых подвижных конструктивных элементов 22, которые с возможностью регулирования устанавливают на матрице таким образом, что после сборки узла все они образуют полость, профиль которой соответствует профилю изготавливаемого изделия.
В данном случае матрица 21 для примера показана плоской.
Что касается конструктивных элементов 22, то они выполнены с возможностью перемещения на формовочной матрице 21 в зависимости от профиля изготавливаемых изделий. Они представляют собой трехмерные геометрические блоки 23, для которых выбирают такие профиль, размеры, толщину и положение на матрице 21, чтобы они соответствовали профилю изготавливаемого изделия. Благодаря этому будут учтены все требования к изготавливаемому изделию в отношении геометрии, размеров и толщины.
Как должно быть понятно, преимущество такой формы состоит в том, что она проста в эксплуатации, обладает возможностью переналадки и ее можно адаптировать к профилю создаваемых изделий.
Действительно, оказывается возможным создавать самые разнообразные изделия из композитного материала с помощью одной-единственной формы, в результате чего снижаются затраты на оснастку.
Кроме того, при работе с такой формой можно без труда заменять составляющие ее элементы без необходимости замены всей формы целиком, что позволяет увеличить срок службы форм.
С помощью подобной оснастки можно создавать, во-первых, заготовку 1 из армирующих волокон и, во-вторых, конечное изделие из композитного материала.
На фиг.1 и 2 представлен пример изобретения, не ограничивающий объем его правовой охраны. Согласно этому примеру на формовочную матрицу 21 помещены два параллельных ряда одинаковых конструктивных элементов 22, позволяющих создавать заготовку 1 с плоским основанием 2 и выступами 3.
В соответствии с одним из вариантов изобретения такую формовочную оснастку можно использовать для изготовления двумерных изделий из композитного материала.
Кроме того, ее можно приспособить для изготовления изделий монолитной структуры, многослойных изделий или изделий, включающих в себя полые сердцевины.
Как следует из фиг.1 и 2, устройство 10 снабжено также средствами 30 закрытия созданной заготовки 1, выполненными в виде крышек, размещаемых на поверхности этой заготовки 1, не закрытой формовочными конструктивными элементами 22. Таким образом, как показано на фиг.1, в соответствии с примером, не имеющим ограничительного характера, имеются две крышки, каждая из которых уложена на горизонтальную полку Т-образных выступов 3 созданной заготовки 1. Эти крышки позволяют придавать верхней части указанных выступов надлежащую геометрическую конфигурацию.
Для обеспечения возможности пропитки заготовки 1 смолой форма 20 соединена с емкостью со смолой (не показана), которую помещают внутрь какого-либо нагревательного средства (не показано) типа печи или любого другого аппарата подобного назначения. Указанная емкость связана с формой 20 через средства 40 инжекции смолы.
Эти средства 40 включают в себя несколько инжекторов 41 смолы, каждый из которых известным из уровня техники образом связан с дозатором 42, при этом весь узел располагается на распределительной решетке 43, которая частично опирается на закрывающие средства 30.
Средства 40 инжекции распределены по всей поверхности формы 20 таким образом, что обеспечивают возможность смешанной пропитки, т.е. одновременной или последовательной поперечной и/или послойной пропитки заготовки 1 инжектируемой смолой. Режим поперечной пропитки соответствует наличию распределительной решетки 43, а режим послойной пропитки - отсутствию этой решетки.
Входящие в состав формы конструктивные элементы 22 выполнены также с возможностью равномерного сжатия заготовки 1 и изменения пропорций соответствующих зон, охватываемых конструктивными элементами 22, в форме 20.
Как видно на фиг.1, форма 20 связана с кожухом 50, который предназначен для ее закрывания, а также выполняет функцию ответной формы.
Этот кожух представляет собой газонепроницаемую мембрану, которая закрывает весь узел, состоящий из формовочной матрицы 21, заготовки 1 и формовочных конструктивных элементов 22. Его можно выполнить из пластмассы, смолы или любого другого известного материала.
Кроме того, в нем предусмотрены сквозные каналы, в которые можно помещать инжекторы 41, входящие в состав средств инжекции 40 смолы, и отводные патрубки, описание которых приведено ниже.
Форма 20 снабжена также периферийными уплотнительными прокладками 70, обеспечивающими герметичность между кожухом 50 и формой 20, при этом весь рассматриваемый узел образует герметизированное пространство, соответствующее объему будущего изделия.
В соответствии с одним из вариантов заявляемого устройства 10 в нем предусмотрен второй кожух, обеспечивающий герметичность и непрерывное однородное прессование заготовки 1 на этапе полимеризации смолы, инжектируемой в эту заготовку 1.
Инжекцию смолы осуществляют в вакууме. Благодаря наличию кожуха 50 и уплотнительных прокладок 70 удается получить между наружным пространством и герметизированным пространством перепад давления, который создает сжимающее усилие в процессе инжекции смолы в заготовку 1, находящуюся внутри указанного герметизированного пространства.
Для этой цели устройство 10 снабжено средствами 60 создания вакуума. Эти средства включают в себя вакуумный насос (не показан), связанный с отводными патрубками 61, т.е. каналами для удаления газа, которые обеспечивают вывод воздуха и газов, выделяющихся в процессе инжекции смолы в форму 20.
Согласно представленному на фиг.1 примеру, не имеющему ограничительного характера, в верхней части каждого из двух рядов формовочных конструктивных элементов 22 формы 20 установлен патрубок 61, подсоединенный через устройство 62 блокирования потока.
В предпочтительном случае функцию отводных патрубков 61 выполняют формовочные конструктивные элементы 22 формы 20, связанные с закрывающими средствами 30.
Кроме того, в соответствии с одним из вариантов изобретения форма 20 может быть помещена внутрь какого-либо нагревательного устройства (не показано). В качестве примеров такого устройства, не имеющих ограничительного характера, можно назвать сушильную камеру, автоклав или самонагревающуюся форму. Благодаря размещению этого устройства внутри автоклава создается возможность увеличить действующие на кожух 50 усилия прессования и движущую силу, обуславливающую перенос смолы в заготовку 1.
Как видно на фиг.2 и 3, устройство 10 может также содержать уплотнительную систему 80, предотвращающую попадание инжектируемой в форму 20 смолы в конструктивные элементы 22. Эта защита обеспечивается за счет уплотнительного кольца 80.
Далее описан способ использования рассмотренного выше устройства 10.
Вначале на формовочную матрицу 21 формы 20 устройства 10 помещают каркас из сухих волокнистых армирующих элементов, предназначенных для изготовления изделия из композитного материала.
Затем на всю заготовку или на какую-либо ее часть накладывают один или несколько заранее выбранных конструктивных элементов 22 с получением конфигурации, соответствующей профилю будущего изделия из композитного материала. В результате все выступы 3 оказываются зажатыми между матрицей 21 и формовочными конструктивными элементами 22 с формированием при этом заготовки 1.
На следующем этапе, чтобы закрыть форму 20, надевают на весь этот узел кожух 50, под которым следует предварительно поместить средства инжекции 40 и отводные патрубки 61.
Если потребуется, можно также предварительно выполнить этап дегазации, в ходе которого из находящейся в контейнере смолы удаляют газ для предотвращения попадания в форму слишком большого количества пузырьков по каналам инжекторов.
В случае необходимости смолу нагревают до достижения вязкости, требуемой для переноса смолы в заготовку 1. В качестве смолы можно использовать термоотверждаемую или термопластичную смолу.
На следующем этапе осуществляют инжекцию смолы, используя при этом предусмотренные в устройстве 10 инжекторы 41.
В предпочтительном случае после этого производят инфузию смолы, поддерживая при этом необходимый вакуум.
Смола распространяется внутрь заготовки 1, заполняя пустоты, разделяющие волокнистые армирующие элементы и пропитывая их.
В соответствии с изобретением пропитка заготовки 1 смолой осуществляется либо одновременно, либо последовательно.
Благодаря этому достигается преимущество, заключающееся в обеспечении размерных допусков в критических зонах изделия (выступы 3), в противоположность обычным зонам, где размерный допуск может быть менее жестким.
Кроме того, благодаря возможности размещать дозаторы смолы во множестве по всей поверхности формы продолжительность рабочего цикла изготовления изделия уменьшается, поскольку уменьшается само время инжекции.
Благодаря вакууму, который создается вакуумным насосом, сообщающимся с отводными патрубками 61, возникает, как уже говорилось выше, перепад давления между герметизируемым пространством, ограниченным кожухом 50 и формой 20 устройства 10, и наружным пространством.
В результате этого наружный воздух создает сжимающее усилие, действующее на кожух 50, который обжимает формовочные конструктивные элементы 22 и заготовку 1, облегчая тем самым инфузию смолы в заготовку 1.
На следующем этапе осуществляют полимеризацию смолы либо при комнатной температуре, либо при нагреве. Молекулы смолы образуют связи друг с другом, создавая сплошную сетку. В результате получается жесткое изделие из композитного материала, состоящее из волокон и полимеризованной смолы.
После этого изделие из композитного материала извлекают из формы, предварительно сняв кожух 50. Профиль этого изделия определяется связью между формовочной матрицей 21 и подвижными конструктивными элементами 22 формы 20 устройства 10.
Специалистам данной области техники должно быть очевидно, что по сравнению с известными устройствами для изготовления изделий из композитного материала преимущество заявленного устройства состоит в том, что здесь используется более простая оснастка, не ограничивающаяся лишь одним конкретным профилем изготавливаемого изделия.
Также следует понимать, что объем правовой охраны изобретения не ограничивается вариантами его осуществления, которые описаны выше лишь в качестве иллюстративных примеров, а напротив, охватывает всевозможные их модификации.
Изобретение относится к устройству для изготовления изделий из композитного материала методом трансферного формования, а также к способу использования этого устройства. Техническим результатом заявленного изобретения является упрощение формовочной оснастки, с приданием ей возможности переналадки и замены. Технический результат достигается в устройстве для изготовления изделия из композитного материала методом инжекции смолы, которое содержит форму, куда предполагается помещать заготовку изделия, обладающую возможностью пропитывания смолой. При этом форма разделена на матрицу и один или несколько подвижных конструктивных элементов, выполненных с возможностью регулируемого размещения на матрице. Причем после сборки весь полученный узел образует полость, профиль которой соответствует профилю изготавливаемого изделия. 2 н.з., 8 з.п. ф-лы, 3 ил.
1. Устройство (10) для изготовления изделия из композитного материала методом инжекции смолы, содержащее форму (20), куда предполагается помещать заготовку (1) изделия, обладающую возможностью пропитывания смолой, отличающееся тем, что форма (20) разделена на матрицу (21) и один или несколько подвижных конструктивных элементов (22), выполненных с возможностью регулируемого размещения на матрице (21), причем после сборки весь полученный узел образует полость, профиль которой соответствует профилю изготавливаемого изделия.
2. Устройство по п.1, отличающееся тем, что матрица (21) имеет плоский профиль.
3. Устройство по п.1 или п.2, отличающееся тем, что указанные конструктивные элементы (22), которые могут быть выполнены разборными, представляют собой самостоятельные трехмерные геометрические блоки, профиль и размеры которых соответствуют профилю и размерам изготавливаемого изделия.
4. Устройство по п.1 или п.2, отличающееся тем, что указанные конструктивные элементы, которые могут быть выполнены разборными, могут включать в себя гибкие или жесткие сердцевины любого типа, профиль и размеры которых соответствуют полым структурам.
5. Устройство по п.1 или п.2, отличающееся тем, что указанные конструктивные элементы (22) способны выполнять функцию отводного патрубка (61).
6. Устройство по п.1 или п.2, отличающееся тем, что оно дополнительно содержит средства (40) инжекции, выполненные с возможностью одновременного или последовательного пропитывания заготовки (1) инжектированной смолой.
7. Устройство по п.6, отличающееся тем, что указанные средства (40) инжекции распределены по поверхности формы (20) таким образом, что это способствует поперечной и/или послойной диффузии смолы.
8. Устройство по любому из п.п.1, 2, 7, отличающееся тем, что оно дополнительно содержит систему (80) уплотнения конструктивных элементов (22) в отношении инжектируемой в форму (20) смолы.
9. Способ использования устройства (10) по любому из предшествующих пунктов, отличающийся тем, что он включает в себя по меньшей мере один этап, в ходе которого один или несколько подвижных конструктивных элементов (22) формы с возможностью регулирования размещают на матрице (21) таким образом, что после сборки весь полученный узел образует полость, профиль которой соответствует профилю изготавливаемого изделия.
10. Способ по предшествующему пункту, отличающийся тем, что он дополнительно включает этап, на котором выполняют поперечную пропитку в отношении плоскости заготовки (1) и/или послойную пропитку в отношении этой плоскости заготовки (1).
| US 2006125155 А1, 15.06.2006 | |||
| US 6557201 В1, 06.05.2003 | |||
| EP 1859920 А1, 28.11.2007 | |||
| US 2007182071 A1, 09.08.2007 | |||
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРА ЛИТЬЕМ ПОД ДАВЛЕНИЕМ | 2001 |
|
RU2198789C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТФОРМОВАННОЙ СЛОИСТОЙ ФАСОННОЙ ДЕТАЛИ И ПРЕСС-ФОРМА, ИСПОЛЬЗУЕМАЯ В ЭТОМ СПОСОБЕ | 2001 |
|
RU2270756C9 |

