Настоящее изобретение относится к трубопроводу, требующему катодной защиты, и к способам изготовления и укладки такого трубопровода.
Трубопроводы могут быть изготовлены из разных типов стали, включая нержавеющие стали, такие как дуплексные стали, и мартенситные хромистые стали. Однако все стали подвергаются коррозии под воздействием воды, в частности морской воды.
Известно покрытие стальных труб для предотвращения коррозии, однако покрытие склонно повреждаться, оставляя трубу незащищенной от воздействия воды. Поэтому обычным способом обеспечения коррозионной защиты стальных труб является добавление анодов, в частности расходуемых анодов, изготовленных из металла, которые разлагаются, предпочтительно, к материалу трубы.
Обычной технологией подсоединения анодов к трубопроводу было использование накладок, привариваемых непосредственно к трубопроводу посредством угловых сварных швов. Однако угловые сварные швы создают концентрацию напряжений в кромке лицевой поверхности сварного шва, приводящую к возможности водородоиндуцированного растрескивания (hydrogen induced stress cracking - HISC) и соответственно повреждения трубопровода.
В GB 2406376 B описана труба с «анодным блоком», содержащая муфту, выполненную из мягкой стали, такой как St255 или St355, и имеющая по меньшей мере 100 см между краем муфты и электрическим соединителем. Упомянутая муфта выполнена в виде двух полукруглых профилей длиной, предпочтительно, 6 м, расположенных поверх несущей трубы и соединенных вместе продольным сварным швом. Муфта приварена также к трубе на ее концах. Кроме того, вокруг трубы, предпочтительно, предусмотрены сходные участки муфты, чтобы придавать дополнительную прочность соединению между муфтой и трубой с учетом напряжения, прикладываемого к трубе во время использования.
Таким образом, применение каждой основной муфты, описанной в GB 2406367 B, требует сварочных работ, которые также приводят к возможности водородоиндуцированного растрескивания. К тому же нет гарантии закрепления на трубе муфты и, следовательно, дополнительных участков муфты.
Кроме того, хотя GB 2406367 B утверждает, что его труба может быть намотана на барабан, который позволяет выпускать трубопровод при использовании, описанная муфта имеет длину в пределах 2-10 м, предпочтительно, 6 м. Такая длинная муфта сама по себе нелегко поддается изгибу, и проблемы водородоиндуцированного растрескивания и недостаточности соединения между муфтой (муфтами) и несущей трубой будут только возрастать, если такая труба будет подвергаться сгибанию, необходимому для наматывания на барабан. Длина и характер упомянутой муфты не предполагает, что это возможно осуществлять на практике, не нарушая целостность трубы и/или муфты.
Целью настоящего изобретения является обеспечение катодной защиты трубопровода без необходимости сварки на трубопроводе. Данная технология может быть использована для укладки трубопровода с использованием любого способа укладки труб.
Таким образом, в соответствии с одним аспектом настоящего изобретения предусмотрен трубопровод, содержащий одну или более труб, причем упомянутый трубопровод содержит:
один или более расходуемых анодов, предусмотренных на нем для обеспечения катодной защиты;
одно или более предварительно отформованных металлических колец вокруг по меньшей мере одной трубы; и
один или более электрических соединителей, прикрепленных к упомянутому одному или каждому металлическому кольцу и к по меньшей мере одному расходуемому аноду для обеспечения протекания электрического тока между упомянутым трубопроводом и одним или более расходуемыми анодами.
Поскольку упомянутое одно или каждое металлическое кольцо предварительно отформовано, оно может быть насажено на трубу без необходимости какой-либо последующей сварки, устраняя вышеупомянутые проблемы, связанные со сваркой. Кроме того, предварительно отформованное кольцо также не содержит очевидных слабых мест, поэтому существует большая гарантия его прикрепление к или фиксации с трубой. Кроме того, относительно тонкое кольцо более податливое к любому воздействию на трубу, в частности сгибанию, по сравнению с обычно более длинными муфтами или другими типами длинных секций.
Упомянутое одно или каждое кольцо может быть предварительно отформовано любым способом, включая литье, резание, штамповку, механическую обработку и др., чтобы образовать монолитное или бесшовное цельное или неразъемное кольцо, которое является преимущественно однородным или равномерным.
Трубопровод может быть образован из одной или более труб, иногда называемых также секциями, способом, известным в данной области техники. Трубопровод может продолжаться на коротком расстоянии или на несколько километров, и может включать в себя две или более труб, содержащих одно или более металлических колец вокруг них, таких как регулярно вводимая секция трубы, в частности для обеспечения катодной защиты для большой длины трубопровода. Количество и повторяемость труб, способных обеспечить катодную защиту трубопровода, известны специалистам в данной области техники.
В соответствии с одним вариантом осуществления настоящего изобретения, упомянутое одно или каждое металлическое кольцо имеет первоначальный внутренний диаметр, который равен или меньше чем внешний диаметр трубы.
Размеры упомянутого одного или каждого металлического кольца зависят от размеров труб. Другие размеры не являются ограничивающими. Например, высота металлического кольца может быть равна нескольким миллиметрам или более, обычно в пределах 5-50 мм. Ширина металлического кольца может быть также равна нескольким миллиметрам или более, обычно в пределах 5-50 мм.
Труба или весь трубопровод может содержать два или более металлических колец, являющихся одинаковыми или разными по физическим параметрам, размерам, материалам, способам насаживания или сочетанию упомянутого.
Пригодные способы размещения или прикрепления или насаживания металлического кольца на трубу без сварки и так, чтобы позволить ему плотно прилегать и охватывать трубу с гарантией, хорошо известны в данной области техники. Данные способы включают посадку с натягом, фрикционную посадку и посадку посредством сжатия.
Предпочтительно, металлическое кольцо подвергается расширению так, чтобы позволить ему обхватывать трубу, и затем подвергается усадке. Примеры включают термическую усадку и натяжение предварительно растянутого разрезного кольца.
Так, в одном варианте осуществления настоящего изобретения, трубопровод содержит одно или более металлических колец, причем упомянутое одно или каждое металлическое кольцо представляет собой термоусаживающееся кольцо.
В другом варианте осуществления настоящего изобретения, трубопровод содержит одно или более металлических колец, причем упомянутое одно или каждое металлическое кольцо представляет собой предварительно растянутое разрезное кольцо.
Настоящее изобретение может содержать смешанную комбинацию таких металлических колец.
Металлическое кольцо (кольца) может быть выполнено из любого пригодного материала, который может быть размещен вокруг трубы. По выбору, упомянутое одно или каждое металлическое кольцо выполнено из углеродистой стали.
Пригодные режимы нагревания и охлаждения для расширения и сжатия металлического кольца, чтобы позволить ему сближаться вплотную и обхватывать трубопровод, известны в данной области техники.
Электрические соединители для прикрепления металлического кольца к расходуемым анодам, обеспечивающие протекание электрического тока между анодами и трубопроводом, известны в данной области техники и включают любой вид крепления, которое может быть надлежащим образом соединено с металлическим кольцом. Такое крепление может быть осуществлено посредством сварки, и такие крепления могут быть образованы из соответствующих стальных прутков или проволоки, которые при необходимости могут быть просто образованы или сформованы.
По выбору, предусмотрено множество электрических соединителей, прикрепленных к упомянутому одному или каждому металлическому кольцу. Это обеспечивает более высокую гибкость для монтажника или укладчика трубопровода.
Трубопровод может представлять собой подводный трубопровод, в частности проложенный в море. Такой трубопровод может быть использован для перемещения текучей среды, такой как, помимо прочих, один или более углеводородов, таких как нефть и газ.
Трубопровод может представлять собой разматываемый трубопровод. То есть выполненный с возможностью размещения на барабане для последующей укладки, преимущественно посредством трубоукладочного судна.
Трубопровод может содержать покрытие. Упомянутое покрытие, предпочтительно, накладывается или наносится за пределами электрического соединителя (соединителей) и обычно представляет собой такое же или подобное покрытиям, известным в данной области техники, используемым для защиты трубы и трубопроводов, в частности трубопроводов, размещаемых под водой. Данное покрытие может предусматривать некоторую степень теплоизоляции, а также внешней физической защиты, и пригодные материалы, толщины и процессы для нанесения такого покрытия известны в данной области техники и дополнительно не описаны в данном документе.
В соответствии с другим аспектом настоящего изобретения, предусмотрен способ образования трубопровода, содержащего одну или более труб и требующего катодной защиты, включающий по меньшей мере этапы:
- обеспечения трубы;
- расширения одной или более металлических труб;
- размещения упомянутого одного или каждого металлического кольца на упомянутой трубе;
- обеспечение возможности усадки упомянутого одного или каждого расширенного металлического кольца;
- образования трубопровода, содержащего по меньшей мере упомянутую трубу с упомянутым металлическим кольцом;
- прикрепления одного или более электрических соединителей к упомянутому одному или каждому металлическому кольцу, чтобы обеспечить протекание электрического тока между трубопроводом и одним или более расходуемыми анодами.
Упомянутое одно или каждое металлическое кольцо выполнено с возможностью расширения посредством нагрева, например индукционного нагрева.
В качестве альтернативы, упомянутое одно или каждое металлическое кольцо может представлять сбой предварительно растянутое разрезное кольцо, и упомянутое одно или каждое разрезное кольцо подвергают расширению посредством внешнего натяжения.
По выбору, способ настоящего изобретения включает расширение упомянутого одного или каждого металлического кольца посредством нагревания для размещения упомянутого металлического кольца на внутреннем трубопроводе.
По выбору, способ настоящего изобретения включает продвижение упомянутого одного или каждого металлического кольца на внутреннем трубопроводе.
Предпочтительно, упомянутое одно или каждое металлическое кольцо расположено в посадке с натягом или посадке посредством сжатия с трубой.
По выбору, упомянутое одно или каждое металлическое кольцо подвергается термической усадке на внутреннем трубопроводе.
В соответствии с дополнительным аспектом настоящего изобретения, предусмотрен способ катодной защиты трубопровода, включающий по меньшей мере этапы:
- обеспечения трубопровода, который описан в данном документе;
- добавления одного или более расходуемых анодов к по меньшей мере одному из электрических соединителей; и
- укладки упомянутого трубопровода.
По выбору, упомянутый способ используется для катодной защиты подводного трубопровода.
По выбору, упомянутый трубопровод расположен на барабане, и упомянутый трубопровод укладывают с барабана.
В другом варианте осуществления настоящего изобретения, предусмотрен способ образования и укладки подводного трубопровода, требующего катодной защиты, включающий по меньшей мере этапы:
(i) обеспечения трубы;
(ii) расширения одного или более металлических колец;
(iii) размещения упомянутого одного или каждого металлического кольца на упомянутой трубе;
(iv) обеспечения возможности усадки упомянутого одного или каждого расширенного металлического кольца;
(v) образования трубопровода с использованием трубы с металлическим кольцом;
(vi) прикрепления одного или более электрических соединителей к упомянутому одному или каждому металлическому кольцу для обеспечения протекания электрического тока между трубопроводом и одним или более расходуемыми анодами;
(vii) покрытия трубопровода;
(viii) наматывания трубопровода на барабан, выполненный с возможностью транспортировки посредством трубоукладочного судна;
(ix) доставки трубопровода к морской монтажной площадке на трубоукладочном судне;
(x) разматывания трубопровода для укладки под водой;
(xi) добавления к трубопроводу одного или более расходуемых анодов;
(xii) подсоединения упомянутых расходуемых анодов к электрическому соединителю (соединителям); и
(xiii) укладки трубопровода под водой.
Варианты осуществления настоящего изобретения будут описаны ниже только в качестве примера и со ссылкой на прилагаемые чертежи, из которых:
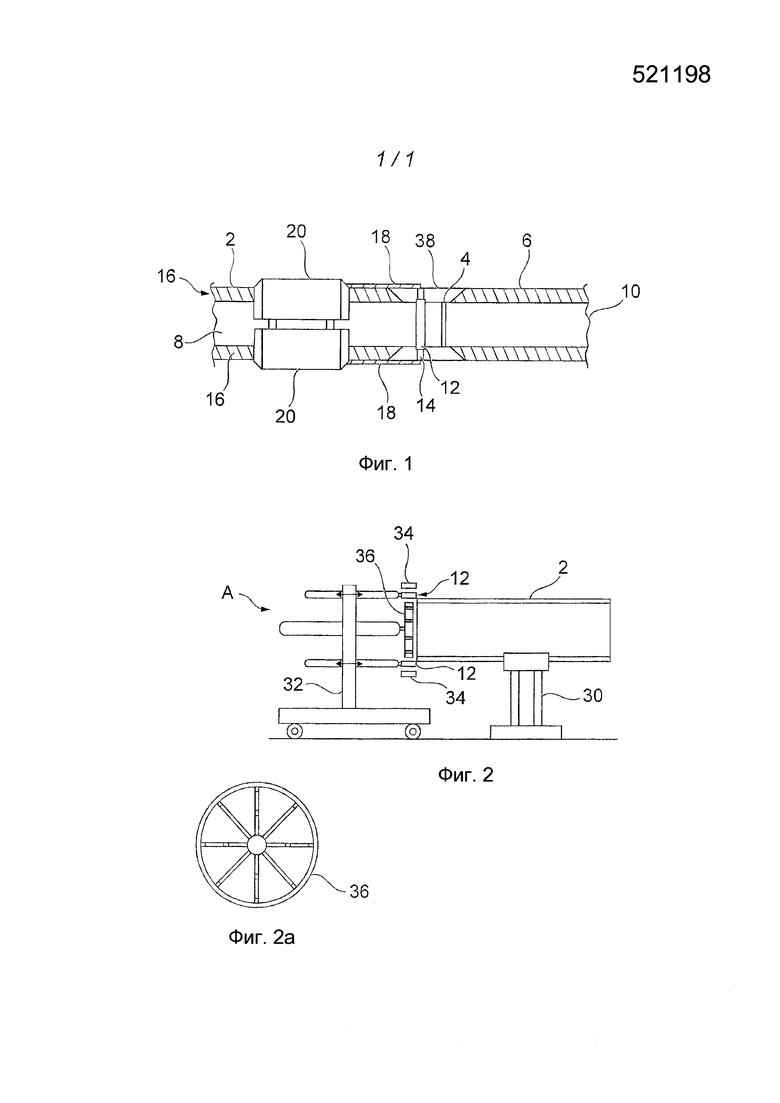
фиг. 1 представляет собой вид сбоку трубы в соответствии с одним вариантом осуществления настоящего изобретения;
фиг. 2 представляет собой схематичный вид сбоку способа образования трубы в соответствии с другим вариантом осуществления настоящего изобретения; и
фиг. 2а представляет собой увеличенный вид спереди части фиг. 2.
Ссылаясь на чертежи, на фиг. 1 показана труба 2, приваренная посредством сварного шва 4 к отдельной трубе или секции 6 трубопровода. Хотя это не показано, специалист может понять, что секция 6 трубопровода может представлять собой одну из нескольких дополнительных секций трубопровода, совместно образующих трубопровод, по выбору длиной в несколько сотен метров и, возможно, несколько километров. Такие трубопроводы известны в данной области техники и могут быть приспособлены для перемещения текучей среды, в частности углеводородной текучей среды, такой как нефть и/или газ. Такие трубопроводы включают подводные трубопроводы для углеводородов.
Подводный трубопровод подвержен коррозии, в частности вследствие влажной хлоридной среды, и более конкретно, когда трубопровод находится при относительно нормальной температуре окружающей среды. Если труба и какие-либо секции трубопровода выполнены из нержавеющей стали, то для обеспечения защиты от коррозии обычно используют анодную защиту. Технология и действие анодной защиты труб в трубопроводе хорошо известны в данной области техники.
На фиг. 1 показана труба 2, содержащая внутренний сборный трубопровод 8 для перемещения текучей среды, причем внутренний сборный трубопровод 8 является чувствительным к водороду. Внутренний сборный трубопровод 8 может быть выполнен из нержавеющей стали.
Внутренний сборный трубопровод 8, предпочтительно, имеет внутренний диаметр, совершенно или по существу такой же, как внутренний диаметр любых подсоединенных труб или секций труб, таких как внутренний трубопровод 10 секции 6 трубы, для того, чтобы образовать между ними непрерывный и гладкий канал. Аналогично, внешний диаметр внутреннего сборного трубопровода 8 может быть таким же или близким к внешнему диаметру подсоединенных труб или секций труб. Одним примером является труба с внешним диаметром 10 дюймов (254,4 мм), известная в данной области техники.
На фиг. 1 показана труба 2, содержащая металлическое кольцо, представляющее собой кольцо 12 из углеродистой стали, насаженное вокруг внутреннего сборного трубопровода 8. К упомянутому кольцу 12 из углеродистой стали прикреплены два электрических соединителя 14 для обеспечения протекания электрического тока в трубе 2.
Труба 2 содержит покрытие 16 вокруг внутреннего сборного трубопровода 8.
На фиг. 1 показано также, что каждый электрический соединитель 14 подсоединен к плоскому стержню 18 анода и затем к двум анодам 20, прикрепленным к трубе 2 способом, известным в данной области техники.
Кольцо 12 из углеродистой стали предварительно отформовано и может быть образовано несколькими известными способами. Например, оно может быть образовано резанием из одного куска плоской стали, такого как стальная пластина, имеющая требуемую толщину или глубину, такую как 10 мм, 12 мм или 15 мм. Такие кольца могут быть просто нарезаны из соответствующей стальной пластины, чтобы обеспечить неразъемные и цельные детали или элементы для использования с настоящим изобретением.
Предпочтительно, кольцо 12 из углеродистой стали имеет первоначальный внутренний диаметр, который равен или меньше чем внешний диаметр трубы 2. Например, кольцо 12 из углеродистой стали может иметь первоначальный внутренний диаметр, который на 1 мм, 2 мм, 3 мм или 4 мм меньше чем внешний диаметр трубы 2. Кроме того, размеры, требующиеся для нарезания соответствующих колец из углеродистой стали из стальной пластины, легко рассчитать, обеспечивая простоту изготовления.
На фиг. 2 показана труба 2, опирающаяся на подставку 30. Кольцо 12 из углеродистой стали опирается на подвижную тележку 32 посредством одной или более консолей. Соосно с кольцом 12 из углеродистой стали расположены индукционная катушка 34 и рабочее колесо 36. На фиг. 2а более подробно показан вид спереди рабочего колеса 36.
В способе размещения кольца 12 из углеродистой стали вокруг трубы 2, кольцо 12 из углеродистой стали подвергается нагреванию посредством индукции через окружающую индукционную катушку 34. Предпочтительно, кольцо 12 из углеродистой стали подвергается нагреванию до температуры в пределах от 1000°С до 1100°С, для того чтобы вызвать его расширение, и, в частности, такое его расширение, чтобы его внутренний диаметр был таким же как или, предпочтительно, больше чем внешний диаметр трубы 2. Как только нагретое кольцо 12 из углеродистой стали достигло этого размера, его перемещают посредством тележки 32, чтобы насадить вокруг трубы 2, в направлении А, как показано на фиг. 2.
Как только кольцо 12 из углеродистой стали размещено вокруг трубы 2, обеспечивают возможность охлаждения кольца 12 из углеродистой стали, чтобы посадить, более конкретно в горячей посадке, вокруг трубы. Затем один или более электрических соединителей (не показанных на фиг. 2) могут быть прикреплены к кольцу 12 из углеродистой стали посредством сварки или других способов закрепления.
Охлаждение нагретого кольца 12 из углеродистой стали может представлять собой воздушное охлаждение или посредством использования одной или более охлаждающих текучих сред, таких как вода, в частности холодная вода, чтобы ускорить усадку расширенного кольца 12 из углеродистой стали. Это также способствует закалке кольца 12 из углеродистой стали и обеспечению его соединения с трубой 2. Быстрое охлаждение, например, в течение нескольких секунд способно обеспечить бейнитную/мартенситную микроструктуру в кольце 12 из углеродистой стали и, предпочтительно, обеспечивает кольцо 12 из углеродистой стали с пределом текучести свыше 500 МПа.
Вокруг внутреннего сборного трубопровода 8 наносят покрытие, такое как покрытие 16, показанное на фиг. 1. По выбору, другое покрытие, такое как теплозащитное покрытие 38, может быть нанесено на или около или вокруг участка внутреннего сборного трубопровода 8, содержащего кольцо 12 из углеродистой стали, как показано на фиг. 1, причем такое покрытие обходит или расположено вокруг электрических соединителей 14.
В частности, относительная тонкость кольца 12 из углеродистой стали и его посадка на внутреннем сборном трубопроводе 8 позволяют кольцу 12 из углеродистой стали сгибаться вместе с остальной трубой 2. Поэтому любой трубопровод, образованный с по меньшей мере одной секцией, представляющей собой трубу, как описано в данном документе, может быть смотан и выпрямлен в соответствии с требованиями способов укладки с барабана, используемых для прокладки морских трубопроводов.
Таким образом, настоящее изобретение обеспечивает трубопровод для перемещения текучей среды, и одно или более металлических колец, насаженных вокруг по меньшей мере одной из труб, образующих упомянутый трубопровод, для простого и удобного прикрепления одного или более электрических соединителей для обеспечения протекания электрического тока между трубопроводом и расходуемыми (протекторными) анодами. Поскольку металлическое кольцо (кольца) имеют цельную форму и могут быть относительно тонкими, они обеспечивают более высокую гарантию их прикрепления к или фиксации с трубопроводом, и они являются более податливыми к любому воздействию на трубу, в частности сгибанию, делая трубу более пригодной для укладки с барабана, например, с соответствующим трубопроводом, одновременно также обеспечивая требуемую катодную защиту.
Для специалистов в данной области техники будут очевидны различные модификации и изменения в описанных вариантах осуществления изобретения без отхода от объема изобретения, который определен в данном документе. Хотя изобретение описано со ссылкой на конкретные предпочтительные варианты осуществления, необходимо понимать, что изобретение, описанное в данном документе, не ограничено такими конкретными вариантами осуществления.
Группа изобретений относится к строительству подводных трубопроводов. Трубопровод собран из одной или более труб известным способом. Вокруг трубы размещают одно или более предварительно отформованных термоусаживающихся металлических колец (12). После усадки колец одно или более электрических соединений (14) прикрепляют к упомянутому одному или каждому металлическому кольцу для обеспечения протекания электрического тока между трубопроводом и одним или более расходуемыми анодами. Вокруг трубопровода наносят покрытие и наматывают трубопровод на барабан. Доставленный к морской монтажной площадке на трубоукладочном судне трубопровод разматывают, к электрическим соединителям подсоединяют по меньшей мере один расходуемый анод и укладывают трубопровод под водой. Таким образом обеспечивается катодная защита трубопровода без необходимости сварки металлического кольца на трубопроводе. Упомянутое кольцо является более податливым к любому воздействию на трубу, в частности сгибанию, по сравнению с муфтами или другими типами длинных секций. 4 н. и 13 з.п. ф-лы, 3 ил.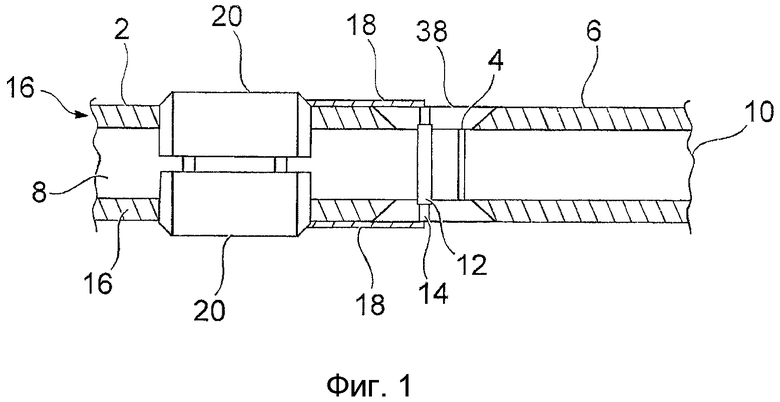
1. Трубопровод, содержащий одну или более труб, причем упомянутый трубопровод содержит:
один или более расходуемых анодов, предусмотренных на нем для обеспечения катодной защиты;
одно или более предварительно отформованных металлических колец вокруг по меньшей мере одной трубы; и
один или более электрических соединителей, прикрепленных к одному или каждому металлическому кольцу и по меньшей мере одному расходуемому аноду для обеспечения протекания электрического тока между трубопроводом и одним или более расходуемыми анодами,
причем упомянутое одно или каждое металлическое кольцо представляет собой термоусаживающееся кольцо.
2. Трубопровод по п. 1, в котором упомянутое одно или каждое кольцо имеет первоначальный внутренний диаметр, который равен или меньше чем внешний диаметр трубы.
3. Трубопровод по п. 1 или 2, в котором упомянутое одно или каждое металлическое кольцо представляет собой предварительно растянутое разрезное кольцо.
4. Трубопровод по п. 1, в котором упомянутое одно или каждое металлическое кольцо выполнено из углеродистой стали.
5. Трубопровод по п. 1, в котором упомянутый трубопровод представляет собой подводный трубопровод.
6. Трубопровод по п. 1, в котором упомянутый трубопровод представляет собой разматываемый трубопровод.
7. Способ образования трубопровода, содержащего одну или более труб и требующего катодной защиты, включающий по меньшей мере этапы:
- обеспечения трубы;
- расширения одного или более металлических колец;
- размещения одного или каждого металлического кольца на трубе;
- обеспечения усадки одного или каждого расширенного металлического кольца;
- образования трубопровода, содержащего по меньшей мере трубу с металлическим кольцом;
- прикрепления одного или более электрических соединителей к одному или каждому металлическому кольцу для обеспечения протекания электрического тока между трубопроводом и одним или более расходуемыми анодами.
8. Способ по п. 7, в котором упомянутое одно или каждое металлическое кольцо подвергается расширению посредством нагрева.
9. Способ по п. 8, в котором упомянутый нагрев представляет собой индукционный нагрев.
10. Способ по п. 7, в котором упомянутое одно или каждое металлическое кольцо представляет собой предварительно растянутое разрезное кольцо, и упомянутое одно или каждое разрезное кольцо подвергается расширению посредством внешнего натяжения.
11. Способ по любому из пп. 7-10, в котором упомянутое одно или каждое металлическое кольцо перед расширением имеет первоначальный внутренний диаметр, который равен или меньше чем внешний диаметр трубы.
12. Способ по п. 7, включающий продвижение упомянутого одного или каждого металлического кольца на внутреннем трубопроводе.
13. Способ по п. 7, в котором упомянутое одно или каждое металлическое кольцо расположено на упомянутой трубе в посадке с натягом или посадке посредством сжатия.
14. Способ катодной защиты трубопровода, включающий по меньшей мере этапы:
- обеспечения трубопровода по любому из пп. 1-6 или образованного по любому из пп. 7-13;
- добавления одного или более расходуемых анодов к по меньшей мере одному из электрических соединителей; и
- укладки упомянутого трубопровода.
15. Способ по п. 14 для катодной защиты подводного трубопровода.
16. Способ по п. 14 или 15, в котором упомянутый трубопровод расположен на барабане и в котором трубопровод укладывают с барабана.
17. Способ образования и укладки подводного трубопровода, содержащего одну или более труб и требующего катодной защиты, включающий по меньшей мере этапы:
(i) обеспечения трубы;
(ii) расширения одного или более металлических колец;
(iii) размещения одного или каждого металлического кольца на упомянутой трубе;
(iv) обеспечения усадки одного или каждого расширенного металлического кольца;
(v) образования трубопровода с использованием трубы с металлическим кольцом;
(vi) прикрепления одного или более электрических соединителей к одному или каждому металлическому кольцу для обеспечения протекания электрического тока между трубопроводом и одним или более расходуемыми анодами;
(vii) покрытия трубопровода;
(viii) наматывания трубопровода на барабан, транспортируемого посредством трубоукладочного судна;
(ix) доставки трубопровода к морской монтажной площадке на трубоукладочном судне;
(x) разматывания трубопровода для укладки под водой;
(xi) добавления к трубопроводу одного или более расходуемых анодов;
(xii) подсоединения упомянутых расходуемых анодов к электрическому соединителю (соединителям); и
(xiii) укладки трубопровода под водой.
| СПОСОБ ПРОИЗВОДСТВА КОФЕЙНОГО НАПИТКА "БРЯНСКИЙ" | 2010 |
|
RU2406367C1 |
| US 3994795 A, 30.11.1976 | |||
| ДИФФУЗИОННЫЙ СПОСОБ ВВЕДЕНИЯ РАДИОАКТИВНЫХ ЯДЕР В ЯДЕРНЫЕ ФОТОЭМУЛЬСИИ | 0 |
|
SU170129A1 |
| DE 3544128 A1, 25.06.1987 | |||
| Устройство для защиты от коррозии концевых участков металлических трубопроводов | 1979 |
|
SU782416A1 |

