Данное изобретение относится к рабочей установке и соответствующему способу обработки поверхности рабочих цилиндров и, в частности, раскатных цилиндров.
Изобретение преимущественно применяется, например, для поверхностной обработки, которой подвергаются цилиндры, подходящие для изготовления металлических тонких листов с определенными характеристиками или параметрами шероховатости, чтобы сделать их пригодными для использования в конкретных прикладных задачах, таких как, например, формование и окраска.
Соответственно, нижеследующее описание относится конкретно к данному типу прикладной задачи с сохранением, однако, при этом универсальности применения.
Процесс раскатки металлов в настоящее время включает пропускание металлического листа через пару вращающихся цилиндров с приданием листу определенной толщины и прочности, при этом в некоторых случаях, например при холодной прокатке плоских изделий, предназначенных для конструирования автомобилей и бытовой техники, в качестве геометрических характеристик поверхности обрабатываемому листу с помощью негативного тиснения придают определенную шероховатость.
Вышеупомянутый параметр шероховатости и, следовательно, характеристики поверхности раскатных цилиндров заранее задают исходя из конечного назначения листа, полученного пропусканием через эти цилиндры.
Вышеуказанные цилиндры, используемые для раскатывания, как правило, должны периодически подвергаться шлифовке вследствие ухудшения их качества во время производственного процесса. Этот процесс шлифовки не всегда является достаточным для придания поверхности цилиндра всех необходимых характеристик, поэтому иногда, например для вышеупомянутых областей применения, требуется дополнительная обработка поверхности, которая обеспечивает возможность получения и регулирования определенной степени шероховатости. Что касается всех требуемых характеристик этой шероховатости, следует отметить, что указанная шероховатость определяется как распределение выступов и углублений. Эти углубления должны иметь более или менее равномерные размеры и должны быть распределены по возможности случайным образом.
В существующем известном способе обработки поверхности этих раскатных цилиндров используют различные более или менее сложные технологии, из которых наиболее широко применяемыми являются пескоструйная обработка и электроэрозия, также известная специалистам в данной области как электроискровое текстурирование (ЭИТ).
Эти технологии обработки обеспечивают возможность качественного регулирования средней шероховатости, однако характеризуются опасностью процесса обработки и сильным воздействием на окружающую среду и, как следствие, значительной сложностью управления и удаления отходов производства в дополнение к высокой стоимости эксплуатации.
Например, для пескоструйной обработки требуются крупногабаритные установки, для работы которых используются массивные турбины, являющиеся шумными и опасными. Кроме того, этот процесс отличается значительной токсичностью из-за пыли, которая создается абразивным песком и которую необходимо очищать и отфильтровывать с помощью специальной системы.
И наконец, характер этого процесса требует значительного технического обслуживания вследствие используемого абразива, наносящего повреждения многочисленным элементам, которые не могут быть надлежащим образом защищены.
Дополнительно ко всему вышесказанному пескоструйная обработка не обеспечивает возможности качественного регулирования шероховатости, и, следовательно, цилиндры, обрабатываемые с помощью этого процесса, создают лист, который имеет низкую однородность с точки зрения шероховатости.
Электроэрозия или ЭИТ является технологией, которая в настоящее время обеспечивает наилучшие результаты с точки зрения качества вследствие однородности получаемой шероховатости и полного отсутствия следов выполнения этапа механической обработки.
Однако следует отметить, что указанный процесс является чрезвычайно опасным вследствие широкого использования легко воспламеняемых веществ, например жидких диэлектриков, и, соответственно, требует введения сложных систем противопожарной защиты для исключения любых возможных источников воспламенения.
Воздействие ЭИТ на окружающую среду также является значительным и даже более сильным, чем воздействие пескоструйной обработки, так как жидкий диэлектрик чрезвычайно токсичен и его необходимо часто ликвидировать с помощью специальных, весьма дорогостоящих процедур.
Вариантом ЭИТ процесса, пусть и менее широко распространенным, является электронно-лучевое текстурирование (ЭЛТ), при котором выполняют локальное плавление материала для образования микроуглубления с отложением материала у сторон этого углубления.
Большим недостатком установок, выполняющих этот процесс, является то, что цилиндр во время обработки должен быть расположен в камере, в которой поддерживается высокая степень вакуума, что делает эту установку весьма дорогостоящей, сложной для технического обслуживания и, в конечном счете, неподходящей для условий, в которых выполняется прокатывание тонких листов.
Существуют также другие технологии, с помощью которых требуемую шероховатость пытаются получить путем наложения материала на поверхность цилиндра, а не его удаления, как в случае ЭИТ технологии, однако результаты, полученные до настоящего времени, не представляют интереса для применения в промышленности.
Другая технология обработки цилиндров, доступная в настоящее время и способная решить существенные проблемы вышеописанных технологий, заключается в обработке поверхностей цилиндров с образованием насечек при помощи непрерывного излучения лазеров на углекислом газе или «CO2 лазеров».
Вышеуказанная обработка непрерывным излучением СО2 лазера обеспечивает высокую мощность (мощность лучей может достигать значений порядка киловатт) и не оказывает никакого отрицательного воздействия на окружающую среду, однако она также имеет недостатки, такие как, например, отсутствие гибкости и высокая чувствительность процесса передачи светового луча в направлении поверхности обрабатываемого цилиндра. Фактически, при работе в средней инфракрасной области диапазона частот (в которой стекло является непрозрачным и, следовательно, оптическое волокно не действует) наведение луча для выполнения насечки на обрабатываемом элементе осуществляют при помощи системы линз и зеркал, и это технологическое ограничение усложняет обеспечение относительного перемещения между обрабатываемым цилиндром и лазерным излучателем. Кроме того, использование распространяющегося в воздухе непрерывного луча высокой мощности с относительно широким сечением, который является невидимым, поскольку относится к ИК диапазону, делает эти установки опасными по своей природе, особенно с точки зрения возможного повреждения глаз. Следовательно, вся система (в том числе оптический путь) должна быть защищена для исключения возникновения опасных неконтролируемых отражений.
Ограничения по передаче луча CO2 лазера чрезвычайно усложняют создание поверхностей без регулярности, так как последовательности насечек, создаваемые по этой технологии, имеют тенденцию к образованию проходных линий на раскатных цилиндрах, что придает металлическим листам качество шероховатости, которое не может использоваться во многих областях применения, таких как, например, окраска листов, подходящих для использования в качестве наружных частей автомобилей или бытовых приборов.
Соответственно, целью данного изобретения является создание установки, которая реализует процесс, способный устранить вышеописанные недостатки известного уровня техники.
В частности, целью данного изобретения является создание новой установки для поверхностной обработки рабочих цилиндров, которая способна обеспечить эффективные результаты наряду с незначительным воздействием на окружающую среду, типичным для обычных обрабатывающих инструментов, при этом использование обработанных таким образом цилиндров может обеспечить возможность изготовления металлических листов, имеющих достаточно приемлемую шероховатость и подходящих для областей применения, требующих высокой степени качества, таких как указанные выше.
Другой целью является создание способа поверхностной обработки рабочих цилиндров, который является быстрым, эффективным и экономически выгодным. В свете вышеуказанных целей в данном изобретении предложены установка и соответствующий способ поверхностной обработки цилиндров, имеющие особенности, указанные в прилагаемой формуле изобретения.
Конструктивные и функциональные особенности данного изобретения и его преимущества по отношению к известному уровню техники станут более очевидны из нижеследующего описания, приведенного со ссылкой на прилагаемые чертежи, на которых схематически изображен предпочтительный, но не ограничивающий вариант выполнения рассматриваемой рабочей установки для поверхностной обработки и на которых
фиг.1 изображает схематический вид сверху предпочтительного варианта выполнения установки для поверхностной обработки цилиндра,
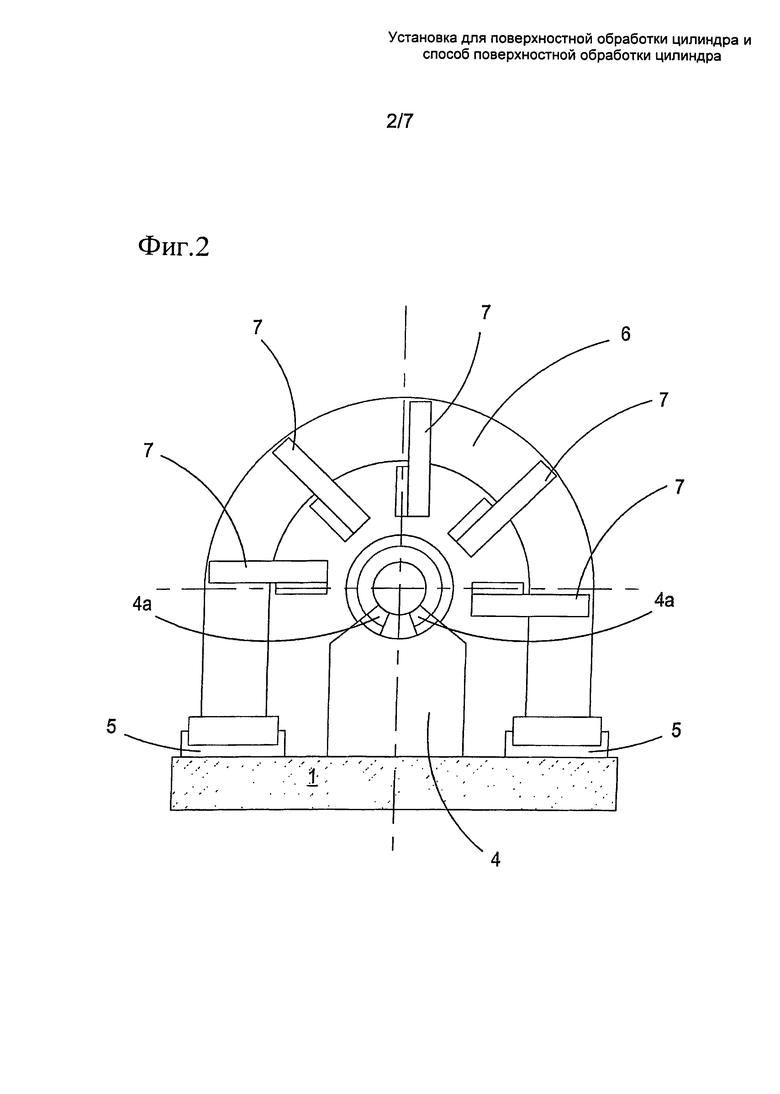
фиг.2 изображает поперечный разрез установки, показанной на фиг.1,
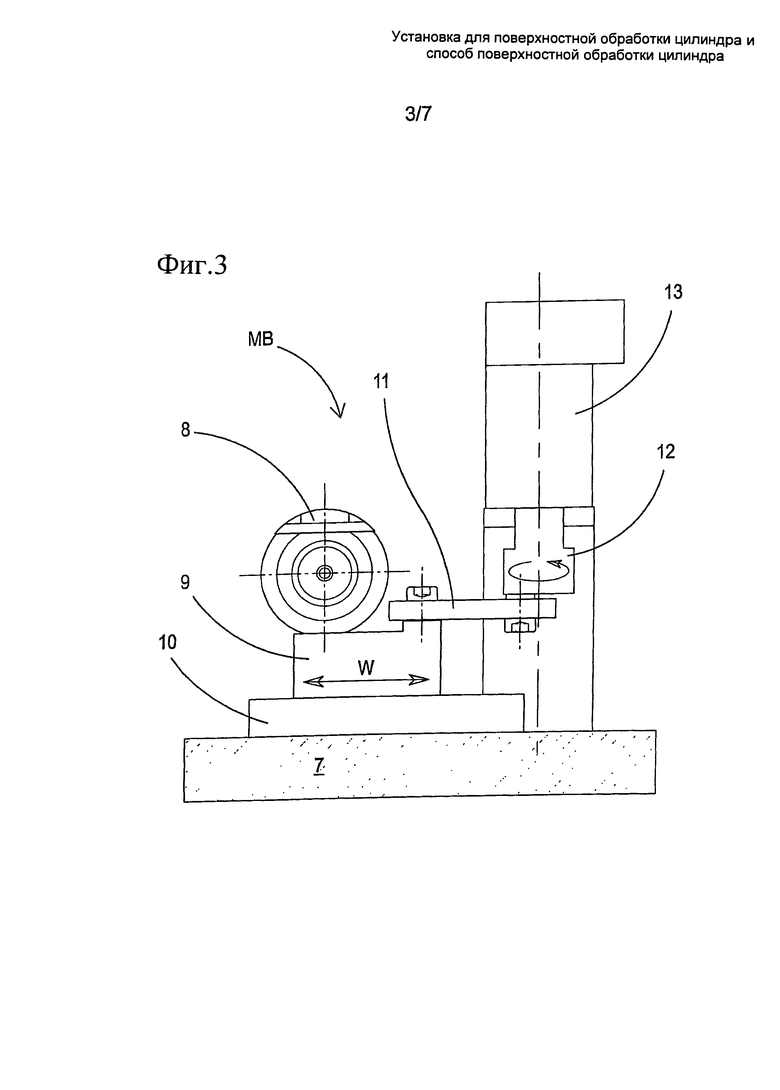
фиг.3 изображает схематический вид спереди рабочего элемента установки, показанной на фиг.1,
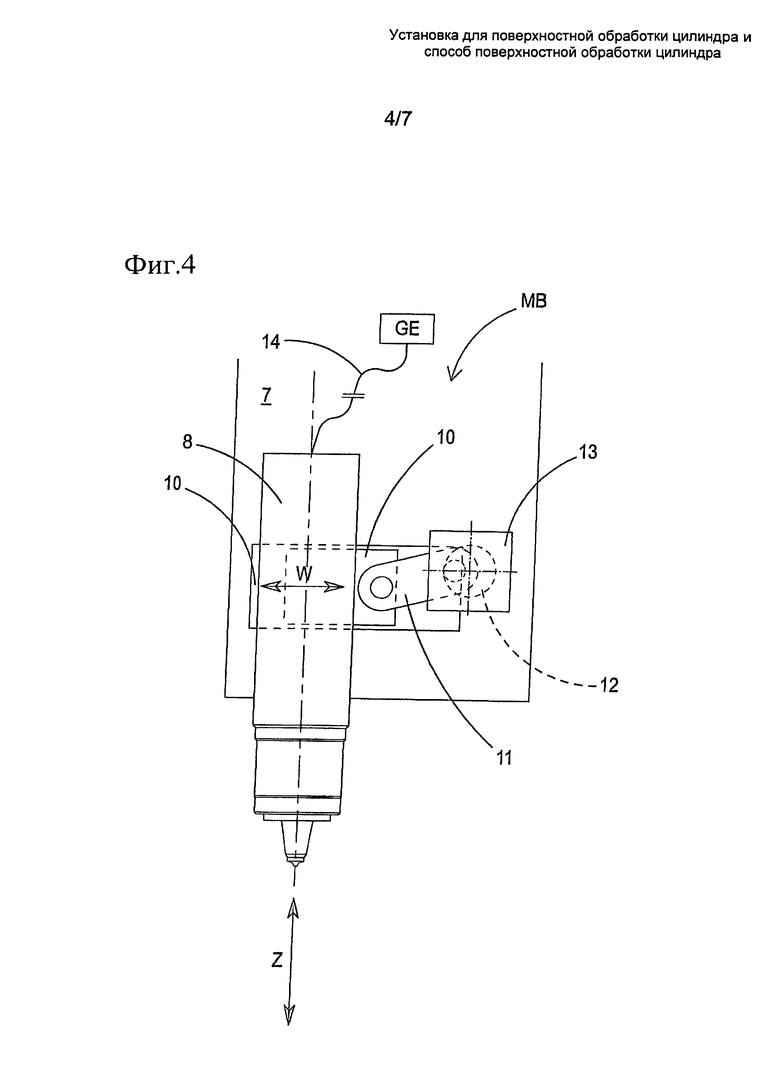
фиг.4 изображает схематический увеличенный вид сверху части элемента, показанного на фиг.3,
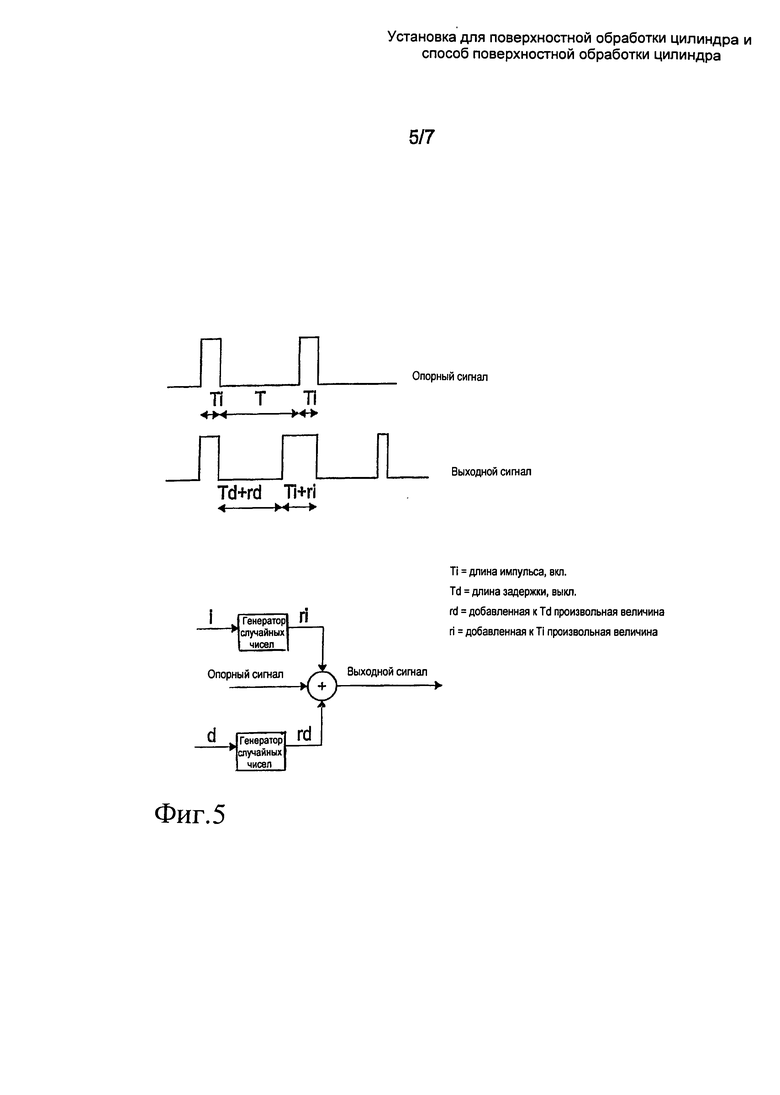
фиг.5 изображает диаграмму, схематически иллюстрирующую процесс генерации лазерных импульсов, подходящих для создания требуемой шероховатости на поверхности цилиндра, работающего в предложенной установке,
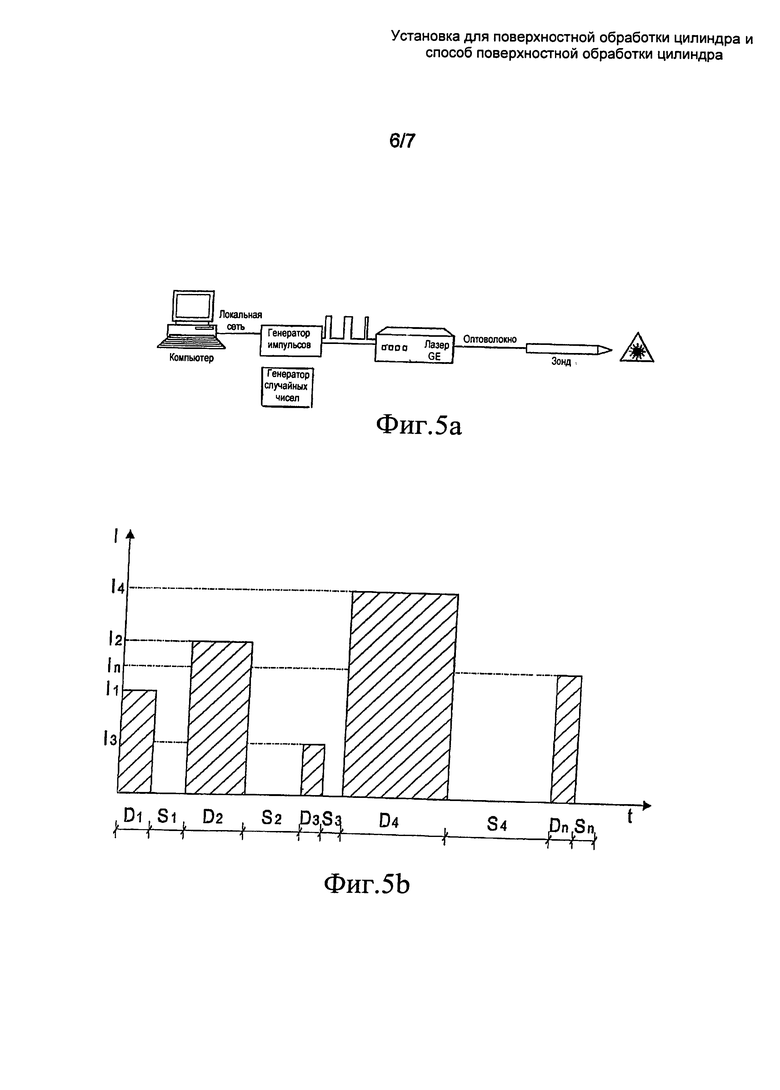
фиг.5а изображает схему, показывающую некоторые элементы, относящиеся к средствам управления предложенной установки,
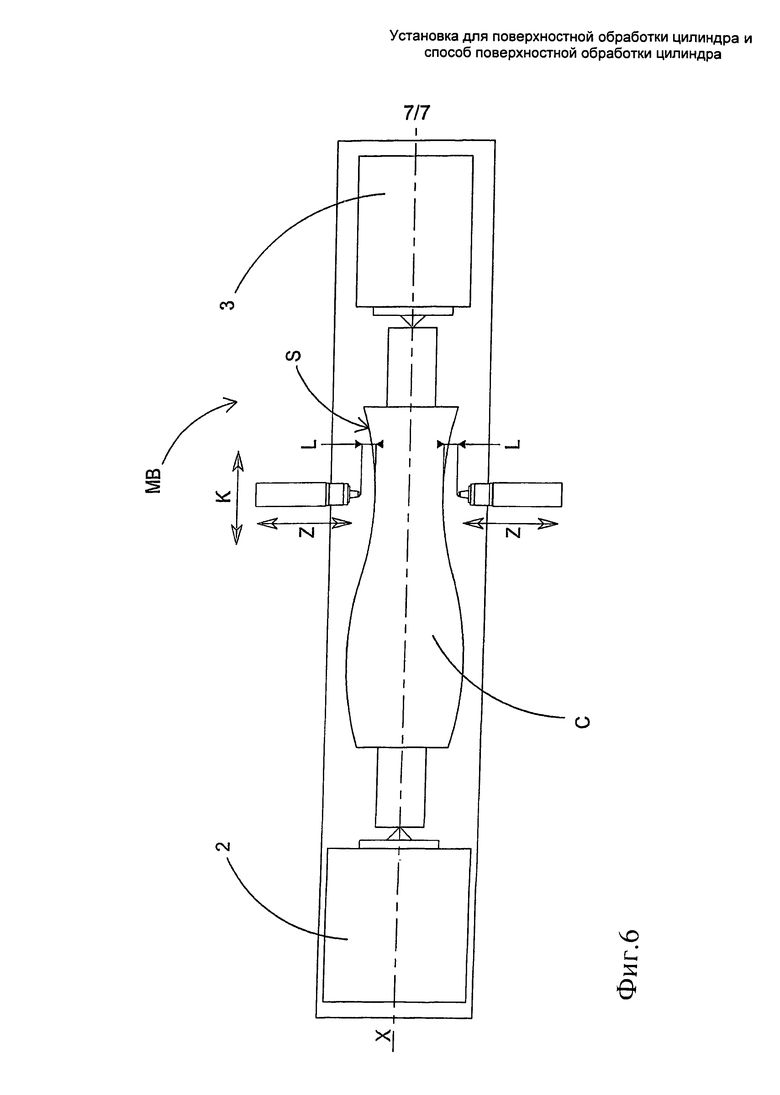
фиг.5b изображает диаграмму функциональных переменных в ходе работы во время управления предложенной установкой,
фиг.6 изображает вид сверху обрабатываемого цилиндра, который может быть получен с помощью элементов, показанных на фиг.1, 2, 3 и 4.
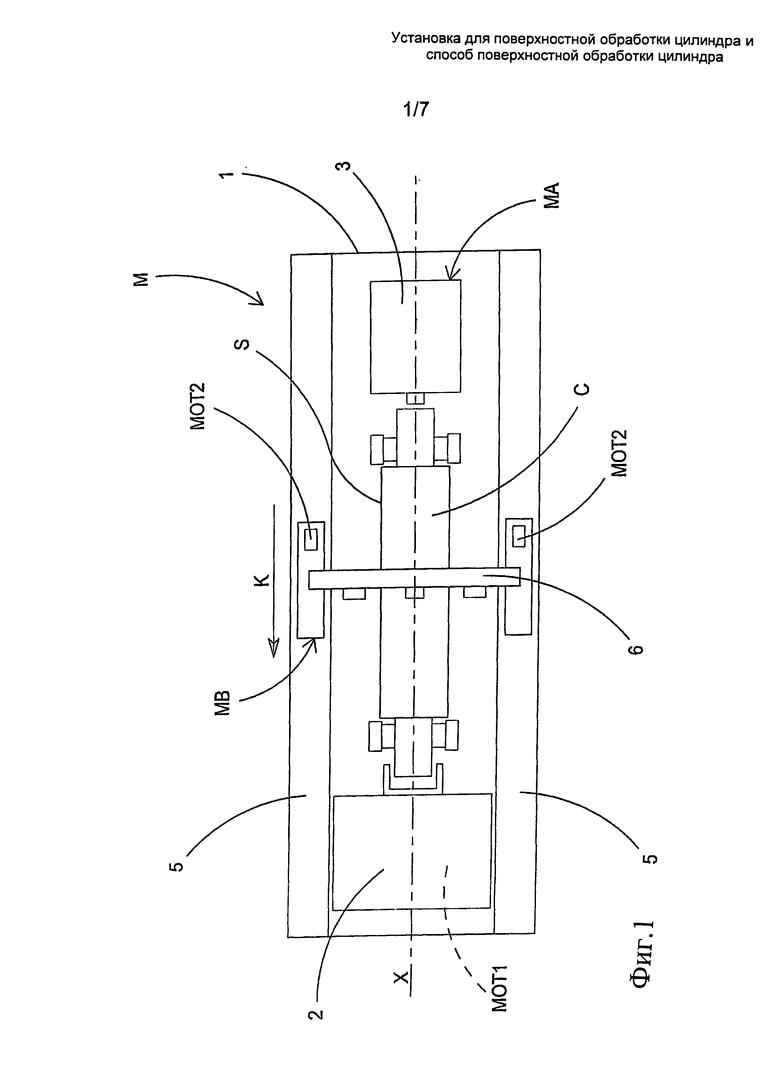
В соответствии с фиг.1 символ М обозначает в целом рабочую установку, предпочтительно с автоматическим и, возможно, числовым программным управлением, подходящую для осуществления обработки поверхности S рабочего цилиндра C с получением регулируемой и оптимальной шероховатости по всей периферической протяженности поверхности S цилиндра C.
В частности, пара цилиндров C, соответствующим образом обработанных с использованием установки M, подходит для преимущественного и эффективного раскатывания металлических листов, предназначенных для областей применения, требующих высокого качества, например для формования и окраски таких листов, используемых в автомобильной промышленности или в промышленности, производящей бытовую технику.
Установка M по существу выполнена из двух рабочих станций, взаимодействующих и соединенных друг с другом и обозначенных на фиг.1 символами МА и MB.
Станция МА установки М по существу ограничена опорным основанием 1 для узла 2 или головки держателя, которое обеспечивает возможность вращения цилиндра C вокруг его собственной продольной оси Х под действием двигателя МОТ1 и поддерживает узел 3 или задний центр, который вместе с узлом 2 служит для удерживания цилиндра С в осевом направлении во время обработки.
Поддержание цилиндра C во время обработки может быть реализовано, как это обычно бывает в случае технологии шлифования для цилиндров прокатных станов, с помощью пары подходящих опор 4, которые обычно называются «люнетами» и каждая из которых снабжена по меньшей мере двумя салазками 4а, выполненными с возможностью регулирования в радиальном направлении для приведения их в соответствие с диаметром поддерживаемой части цилиндра. Указанные «люнеты» 4 могут быть удобно установлены на опорном основании 1. Однако если цилиндр C имеет конкретные геометрические характеристики, то, очевидно, также возможно использование узлов 2 и 3 для поддержания цилиндра C и задание его оси вращения (опоры между центрами), причем в этом случае «люнеты» 4 не используются.
Станция MB скользит по паре направляющих 5, удобно расположенных на основании 1, и содержит по меньшей мере одну опорную конструкцию 6, например портальную раму, выполненную с возможностью перемещения вдоль первого направления K, параллельного оси X вращения цилиндра C.
Указанные направляющие 5 могут быть выполнены с роликами, например гидростатическими или гидродинамическими (известны и не показаны), тогда как подвижная конструкция или конструкции 6 может (могут) быть приведена (приведены) в действие одним или более двигателями МОТ2.
Конструкции 6 станции MB выполнены с возможностью поддержания одного или более рычагов 7, которые могут перемещаться в радиальном направлении, или втором направлении Z, относительно центра установки, определяемого линией оси Х в плоскости, в которой установка M представлена на фиг.2.
Это направление, обозначенное символом Z, перпендикулярно оси Х и направлению K, а перемещение в этом направлении обеспечивается известными средствами и потому не проиллюстрировано.
Рычаг 7, в свою очередь, выполнен с возможностью переноса (при помощи подходящих опорных и перемещающих механизмов, описанных ниже) излучателя или головки 8, излучающей лазерные лучи в импульсном режиме или последовательность лазерных импульсов, присоединенной оптоволокном 14 к лазерному генератору GE и составляющей его часть.
Характеристики этой последовательности лазерных импульсов представлены на диаграмме, которая показана на фиг.5 и на которой по абсциссе отложено время t, а по ординате отложено состояние сигнала: состояние с высоким уровнем сигнала, или состояние 1, либо состояние с низким уровнем сигнала, или состояние 0.
По существу, имеется опорный сигнал, на который накладывается звук исходя из случайного изменения продолжительности состояний 0 и 1. Характеристики звука, сопровождающего состояние 0 с низким уровнем и состояние 1 с высоким уровнем, в целом являются различными.
На фиг.5a изображена схема элементов, образующих ту часть, которая относится к созданию и регулированию излучения волоконно-оптического лазера.
Параметры обработки, например характеристики импульсной и звуковой кривой, задаются с помощью операторского интерфейса, установленного, например, на компьютере любого устройства, подходящего для управления человеко-машинными интерфейсами, после чего импульсный генератор передает к лазерному генератору GE опорный сигнал, который соответствует наличию на выходе зонда лазерного луча с заданными характеристиками.
Лазерный генератор GE испускает луч, продолжительность и энергия которого зависят как от периода задержки (состояния 0), во время которого система перезаряжается, так и от продолжительности импульса или состояния 1 с высоким уровнем сигнала.
На фиг.5b схематически показана характеристика лазера, обрабатывающего цилиндр резкой. Генератор GE может испускать лазерный сигнал с основной интенсивностью In, продолжительностью Dn и паузой Sn между одним сигналом Dn и другим сигналом Dn+1.
Изображенная на фиг.5b диаграмма ясно показывает, что все переменные In, Dn и Sn могут быть изменены в соответствии с необходимостью при помощи подходящей системы управления генератора GE.
Другой основной и характерной особенностью вышеуказанной головки 8 является то, что сигнал, созданный генератором GE, передается с помощью простого оптоволокна, которое не занимает много места и является механически гибким и преимущества которого относительно традиционной CO2 технологии станут понятны из нижеследующего описания.
В соответствии с тем что показано в примере неограничивающего варианта выполнения изобретения, изображенном на фиг.3 и 4, головка 8 прикреплена к тележке 9, которая может перемещаться с помощью соответствующих опорных направляющих 10 вдоль третьего направления W, которое, в свою очередь, параллельно вышеуказанным первому направлению K и оси X цилиндра C. Возможное перемещение головки 8 вдоль направления W может быть задано, например, с помощью обычного кривошипно-шатунного механизма, показанного на фиг.3 и 4 в виде шатуна 11 и кривошипа 12, приводимого во вращение соответствующим генератором вращений, обозначенным номером 13 позиции.
Вышеописанный простой механизм при использовании обеспечивает возможность выполнения регулирующих перемещений только головки 8 вдоль направления W, параллельного направлениям K и X, при этом закон ее перемещения не зависит от перемещения конструкции или конструкций 6 под действием двигателя МОТ2. Кроме того, также имеется возможность регулирования степени перемещения головки вдоль направления W путем воздействия на эксцентрик 12.
Вкратце, положение головки 8 относительно цилиндра C может быть изменено в соответствии с двумя степенями свободы, т.е. в соответствии с микрометрическим регулированием в направлении Z от цилиндра C и к нему, обеспечиваемым путем перемещения рычага 7 для выполнения двух задач: во-первых, для приведения положения головки в соответствие с диаметром обрабатываемого цилиндра на заданном относительном расстоянии L (фиг.6) и, во-вторых, для изменения положения головки вдоль направления Z с поддержанием указанного расстояния L постоянным при изменении положения станции MB вдоль направления K относительно профиля цилиндра в предположении (довольно распространенном), что этот профиль не является «плоским», при этом цилиндры, в частности используемые для раскатки металлов, по существу имеют профили различных форм, которые могут быть вогнутыми, выпуклыми, синусоидальными или, в общем, иметь сложную форму.
Более того, если установка М выполнена в варианте, в котором станция MB снабжена лазерными головками 8 в количестве более одной, установленными на соответствующих рычагах 7, то они могут работать одновременно и охватывать и обрабатывать различные области поверхности S цилиндра C с ускорением тем самым процесса.
Кроме того, если используются различные законы перемещения по оси W для каждой головки 8, то можно получить даже более эффективный результат с точки зрения случайного характера распределения.
Таким образом, при использовании установка М обеспечивает возможность распределения выполняемых на поверхности S цилиндра C насечек или микроуглублений, которые создают определенную шероховатость на указанной поверхности S цилиндра C.
Здесь следует отметить, что использование степеней свободы по оси Z и, возможно, по оси W для одной или более головок 8 практически невозможно при генерировании лазерного сигнала в соответствии с традиционной CO2 технологией. Поскольку данный сигнал может быть «передан» фактически только с помощью зеркал и линз, то генератор GE должен быть смонтирован непосредственно на тележке 9, однако масса и габариты этих устройств делают использование вышеупомянутых степеней свободы по осям W и Z с приемлемыми динамическими характеристиками чрезвычайно сложным или даже невозможным.
Следует отметить, что в целом имеется три основных фундаментальных параметра, которые определяют качество поверхностной обработки цилиндра или шероховатость поверхности этого цилиндра:
- глубина микроуглублений, созданных на поверхности цилиндра,
- их размер, который может характеризоваться, например, их диаметром в соответствии с поверхностью цилиндра,
- плотность и распределение микроуглублений на заданной области поверхности цилиндра.
При использовании вышеописанной предложенной установки М для поверхностной обработки глубина и размер микроуглублений регулируются путем изменения мощности лазерного генератора GE (эти параметры определяются величиной 1 на диаграмме, показанной на фиг.5b) и путем изменения расстояния между излучающей головкой 8 и поверхностью S цилиндра C. Это расстояние изменяют с помощью рычага 7, который обладает возможностью поступательного перемещения перпендикулярно к цилиндру C вдоль направления Z.
После регулирования расстояние между цилиндром C и головкой 8 поддерживают постоянным на протяжении всего цикла обработки цилиндра C.
Затем выполняют регулирование плотности микроуглублений, создаваемых на цилиндре C, путем воздействия на различные параметры, такие как скорость вращения цилиндра C вокруг его собственной оси X, скорость поступательного перемещения конструкции MB вдоль направления K, скорость и дальность поступательного перемещения тележки 9 вдоль направления W (при его выполнении) и количество лазерных импульсов, испускаемых лазерной головкой 8 в единицу времени, т.е. комбинация переменных Dn и Sn, представленных на диаграмме, показанной на фиг.5b.
Следует отметить, что все вышеуказанные параметры могут соответствующим образом изменяться во время эксплуатационной фазы установки М с обеспечением тем самым возможности получения полностью случайного распределения микроуглублений без образования каких-либо проходных линий или повторяемых последовательностей, расположенных с равными интервалами, что сделало бы готовое обработанное изделие неприемлемым.
В частности, во время рабочего цикла установки M скорость узла 3 или головки держателя может изменяться циклически, например с перемещением по синусоиде относительно конкретного среднего значения, тогда как конструкция MB поступательно перемещается параллельно оси X цилиндра.
Тележка 9 перемещается одновременно с поступательным перемещением конструкции MB благодаря кривошипно-шатунному механизму, образованному элементами 11, 12 и 13, в результате чего создается дополнительный источник «рандомизации» в процессе электроэрозионной обработки поверхности цилиндра C, причем этот источник может быть дополнительно улучшен путем задания непостоянного закона перемещения для генератора 13.
Таким образом, преимущественно можно изменять как шероховатость (Ra) поверхности S цилиндра C, так и количество выступов, выполняемых на поверхности S.
Количество импульсов, генерируемых лазерным генератором GE, также предпочтительно может изменяться путем задания эксплуатационных параметров случайным образом через дисплейный интерфейс (компьютер), как схематически показано на фиг.5 и 5a.
Здесь становится очевидным другое значительное преимущество данного изобретения по сравнению с известной CO2 лазерной технологией. В данном случае лазерный сигнал фактически испускается CO2 источником с постоянной интенсивностью I и, соответственно, без какого-либо изменения пиков Dn и пауз Sn. Следовательно, единственным способом получения случайного характера насечек, выполняемых лазером на поверхности S цилиндра C, является размещение между излучателем CO2 лазера и поверхностью S устройства, способного обеспечивать возможность прохождения луча или его блокирования с частотой порядка кГц.
Это может быть достигнуто, например, с помощью диска, который расположен между источником и обрабатываемой поверхностью S и на кромке которого выполнена последовательность прямоугольных зубцов, и лазерного луча, который проходит точно в соответствии с этой областью.
При повороте этот диск создает последовательность вышеописанных импульсных пиков Dn и пауз Sn. Однако указанная изменчивость ограничена количеством зубцов, которые могут быть выполнены на указанном диске, т.е. ограничена диаметром диска, который по практическим соображениям удобства не может быть слишком большим. Очевидно, что после завершения оборота диска последовательность зубцов повторяется с созданием, таким образом, периодичности, которая неизбежно ставит под угрозу принцип «рандомизации». Одним способом преодоления этого ограничения может быть сообщение указанному диску переменного вращательного перемещения. Однако, в конечном счете, известный уровень техники предусматривает три переменные рандомизации (угловую скорость цилиндра, угловую скорость диска и относительное расстояние между головкой и цилиндром) против восьми переменных в данном изобретении, т.е. вращения цилиндра вокруг оси Z, закона перемещения конструкции или конструкций 6 вдоль направления K, траектории в направлении W, закона перемещения эксцентрика 12, положения головки вдоль оси Z, интенсивности импульса I лазера и продолжительности импульсов Dn и пауз Sn.
Рабочий цикл установки М для поверхностной обработки цилиндра C реализуют в соответствии со следующими рабочими этапами.
- Цилиндр C располагают на станции МА.
- После задания в специальном интерфейсе вышеупомянутых параметров обработки запускают установку М, при этом цилиндр C начинает вращаться вокруг оси X.
- Каждую излучающую головку 8 располагают с помощью соответствующего привода на рычаге 7 (известен и не показан) близко к цилиндру C на заданном расстоянии L, при этом привод 11, 12, 13 вызывает колебание головки 8 в направлении W с заданным режимом работы. На этом этапе головка 8 начинает испускать последовательность лазерных импульсов, которые постепенно выбивают точки, расположенные на полосе вдоль периферии поверхности S цилиндра C. Таким образом, при вращении цилиндра одновременно с поступательным перемещением портальной рамы или рам 6 эта полоса образует спираль, которая постепенно проходит по всей поверхности обрабатываемого цилиндра C. Соответственно, на всей поверхности S создается распределение микроуглублений, которое определяет конечную шероховатость цилиндра C. Случайный характер выполнения этих углублений зависит, в соответствии с описанием данного изобретения, от вышеуказанных параметров, при этом очевидно, что при таком большом количестве параметров, которые могут активно регулироваться во время обработки, может быть получено полностью случайное распределение углублений, как это требуется для процессов, в которых используются цилиндры C, в частности цилиндры, предназначенные для раскатки металлов.
- После завершения поверхностной обработки каждую головку 8 отводят от цилиндра C под действием тягового усилия ее привода, и установка М автоматически устанавливается в режим извлечения обработанного цилиндра C.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ лазерного термоупрочнения рабочей поверхности гильзы цилиндра ДВС или цилиндра двигателя воздушного охлаждения | 2021 |
|
RU2809898C2 |
| Способ микротекстурирования поверхностного слоя керамических пластин электроэрозионной обработкой | 2020 |
|
RU2751606C1 |
| Инструмент для поверхностной обработки | 2016 |
|
RU2690072C2 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ | 2008 |
|
RU2375465C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ СЛОЕВ НА ПОВЕРХНОСТИ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ МЕТОДОМ ЛАЗЕРНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2011 |
|
RU2463246C1 |
| ГИЛЬЗА ЦИЛИНДРА, БЛОК ЦИЛИНДРОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ ЦИЛИНДРА | 2006 |
|
RU2374034C1 |
| ГИЛЬЗА ЦИЛИНДРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2764951C1 |
| СПОСОБ ЛАЗЕРНОЙ ТЕРМООБРАБОТКИ СЛОЖНЫХ ПРОСТРАНСТВЕННЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 2010 |
|
RU2425894C1 |
| Способ чистовой обработки детали | 1989 |
|
SU1703417A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ОБЪЕМНЫХ МЕТАЛЛИЧЕСКИХ ПРЕДМЕТОВ | 2015 |
|
RU2703665C2 |
Изобретение относится к области поверхностной обработки прокатных цилиндров для получения заданной шероховатости. Установка (M) содержит устройство (МА) для поддержания обрабатываемого цилиндра (C) и приведения его во вращение вокруг его собственной продольной оси (X) и по меньшей мере одно устройство (MB), взаимодействующее с указанной первой станцией (МА) для создания и испускания с помощью оптоволоконного устройства импульсного лазерного излучения, случайным образом воздействующего на поверхность (S) цилиндра (C) и создающего заданную шероховатость на этой поверхности (S). Устройство (MB) соединено с возможностью регулирования с первым устройством (МА) в первом направлении (K), параллельном оси (X) цилиндра (C), и на ней расположены одна или более головок (8), испускающих импульсное лазерное излучение, которые смонтированы с возможностью скольжения относительно цилиндра (C) во втором направлении (Z), перпендикулярном указанной оси (X). 2 н. и 3 з.п. ф-лы, 8 ил.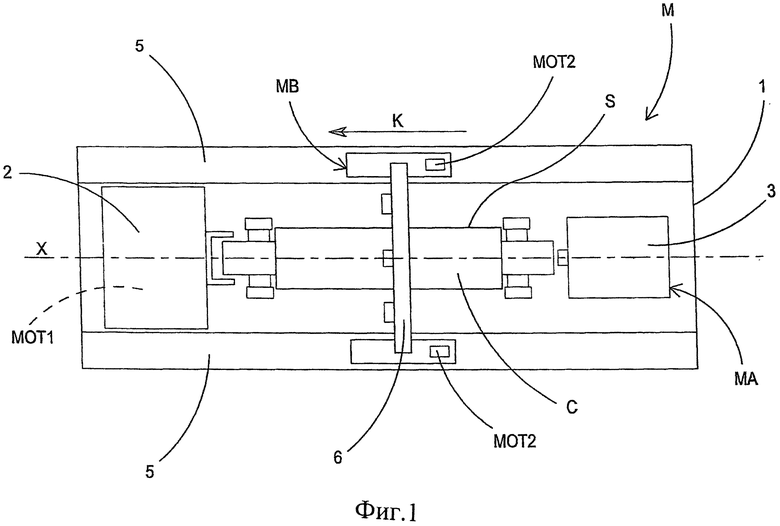
1. Установка (М) для обработки прокатного валика (С) с получением заданной поверхностной шероховатости, содержащая устройство (МА) для поддержания указанного валика (С) и приведения его во вращение с изменяемой скоростью вращения вокруг его продольной оси (X), и по меньшей мере одно устройство (MB) для лазерной обработки, расположенное на указанном устройстве (МА) с возможностью регулируемого перемещения с изменяемой скоростью поступательного перемещения в первом направлении (К), параллельном продольной оси (X) указанного валика (С), и включающее в себя оптоволоконное устройство для передачи импульсного лазерного излучения от лазерного генератора (GE) с изменяемой мощностью и по меньшей мере одну головку (8) для испускания указанного излучения с изменяемым количеством лазерных импульсов в единицу времени с возможностью формирования указанного излучения случайным образом,
при этом указанная по меньшей мере одна головка (8) установлена на средстве (6) для ее поддержания, которое снабжено средствами (МОТ2, 5) для его регулируемого перемещения в указанном первом направлении (К), при этом указанное средство (6) снабжено рычагом (7), установленным с возможностью перемещения относительно поверхности (S) указанного валика (С) во втором направлении (Z), перпендикулярном указанной оси (X),
причем указанное по меньшей мере одно устройство (MB) для лазерной обработки выполнено с возможностью получения микроуглублений со случайным распределением по поверхности (S) указанного валика (С) с созданием заданной шероховатости на этой поверхности (S), когда указанная скорость вращения, указанная скорость поступательного перемещения, указанная мощность и указанное количество лазерных импульсов в единицу времени изменяются.
2. Установка (М) по п. 1, содержащая опорную тележку (9), установленную с возможностью перемещения вдоль третьего направления (W), параллельного первому направлению (К) и указанной оси (X), по размещенной на рычаге (7) направляющей (10) посредством двигателя (13), соединенного с указанной тележкой (9) с помощью кривошипа (12) и шатуна (11) с образованием колебательного узла, а указанная по меньшей мере одна головка (8) размещена на указанной опорной тележке (9).
3. Установка (М) по п. 2, отличающаяся тем, что указанный рычаг (7) установлен с возможностью непрерывного регулирования заданного положения указанной по меньшей мере одной головки (8) вдоль указанного второго направления (Z).
4. Способ обработки прокатного валика (С) с получением заданной поверхностной шероховатости, включающий:
- вращение указанного валика (С) с изменяемой скоростью вращения относительно его собственной продольной оси (X),
- перемещение по меньшей мере одной излучающей головки (8) со средством (6) для ее поддержания с изменяемой скоростью поступательного перемещения относительно указанного валика (С) вдоль первого направления (К), параллельного продольной оси (X) валика (С), посредством перемещения рычага (7), установленного на указанном средстве (6), во втором направлении (Z), перпендикулярном указанной оси (X),
- передачу импульсного лазерного излучения от лазерного генератора (GE) с изменяемой мощностью к указанной по меньшей мере одной излучающей головке (8),
- воздействие на поверхность (S) указанного валика (С) последовательностью импульсов лазерного излучения с изменяемым количеством лазерных импульсов в единицу времени посредством по меньшей мере одной излучающей головки (8),
с созданием распределенных насечек или углублений на указанной поверхности (S) для получения заданной поверхностной шероховатости на указанной поверхности (S).
5. Способ по п. 4, в котором дополнительно перемещают опорную тележку (9), установленную на рычаге (7) и соединенную с двигателем (13) с помощью кривошипа (12) и шатуна (11) с образованием колебательного узла вдоль третьего направления (W), параллельного первому направлению (К) и указанной оси (X).
| US 4806731 A, 21.02.1989 | |||
| Кран фонтанчик | 1932 |
|
SU28840A1 |
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1997 |
|
RU2127179C1 |
| US 2010072181 A1, 25.03.2010 | |||
| EP 1475053 A1, 10.11.2004 | |||
| US 4377736 A, 22.03.1983 | |||
| US 2006186100 A1, 24.08.2006. | |||

