Область техники
[0001] Изобретение относится к станку для трехмерной обработки объемных металлических предметов случайной формы и размера, в частности, для тепловой и/или лазерной резки отверстий и случайных контуров в металлических шкафах в собранном состоянии, когда обработанные поверхности могут наклоняться, а также для неплоской конфигурации. Станок также подходит для обработки листовых материалов.
Уровень техники
[0002] В различных областях промышленности требуется изготовление объемных металлических шкафов, которые предназначены для установки электрической регулирующей, коммутирующей и контролирующей аппаратуры различного целевого назначения, а также для аппаратуры другого предназначения. Такие металлические шкафы изготавливаются сначала отдельно, к примеру, нижняя сторона, боковая сторона, двери, внутренние разделительные элементы или перегородки, а затем производится механический монтаж всех элементов в соответствии с конкретными требованиями к металлическому шкафу, либо они свариваются для получения цельной конструкции. На окружающих и внутренних поверхностях обработанных металлических шкафов требуется смонтировать определенные элементы.
[0003] Известны станки для обработки металлических шкафов, в частности, станки для создания отверстий в электрических шкафах, предназначенных для установки технических элементов различного назначения, в которых отверстия формируются путем расточки или тепловой резки.
[0004] Различные отверстия и проемы выполняются путем обработки отдельных окружающих поверхностей/плоскостей за счет ручного перемещения (поворота) шкафа к рабочей зоне станка, когда шкаф является монолитным, или за счет последовательной обработки отдельных компонентов после разбора. Для подобной обработки металлических шкафов требуется множество ручных операций, что вызывает не только потерю времени, но также и неточности в результате смены положения (перемещения).
[0005] Известны станки для лазерной резки плоского листового металла, которые имеют поперечину, двигающуюся над рабочим столом, предназначенным для выбора положения обрабатываемого предмета, к примеру, плоского листового металла.
[0006] Известен комбинированный станок для лазерной резки и сверления плоского листового металла, ЕР 0491747 В1, который состоит из рамы с рабочим столом, при этом к раме, на портальной конструкции вертикальных и горизонтальных балок, крепится подвижный манипулятор с лазерной режущей головкой, установленной на него, и также имеется возможность перемещения вдоль системы координат с двумя взаимно ортогональными осями X и Y.
[0007] Известен станок для комбинированной лазерной резки и сверления плоского листового металла, ЕР 2444195, который состоит из С-образной рамы, в которой координатный стол с возможностью перемещения вдоль координатной системы с двумя взаимно ортогональными осями X и Y установлен на нижнюю часть рамы, а к верхней части рамы крепится головка лазерной резки, при этом каждый из них приводится в движение отдельным приводным механизмом, предпочтительно линейными двигателями.
[0008] Недостаток известных станков лазерной резки выражен в ограниченности их применения - к примеру, они предназначены только для резки листовых материалов, так как их конструкция, в частности, конструкция приводных механизмов, и свобода перемещения режущей головки не позволяют обрабатывать объемные предметы.
[0009] В электротехнической промышленности требуется изготовление металлических шкафов, которые предназначены для установки электрической регулирующей, коммутирующей и контролирующей аппаратуры различного целевого назначения, а также для аппаратуры другого предназначения, на поверхности с общим положением в пространстве.
Область техники изобретения
[0010] С учетом указанного выше известного уровня техники в этой области, цель изобретения - предложить станок для обработки металлических предметов, которая позволяет обрабатывать окружающие поверхности крупных предметов путем тепловой резки, при этом обеспечивая высокую точность обработки всех отверстий и/или проемов.
[0011] Указанная выше цель достигается при помощи станка для обработки объемных металлических предметов в собранном состоянии, который представляет собой пятикоординатный станок с ЧПУ (числовым программным управлением), тремя осями перемещения и двумя осями вращения с цифровым управлением и который обеспечивает произвольное перемещение рабочего органа в пространстве и плавное перемещение на всем диапазоне хода.
[0012] Станок состоит из рамы, при этом на нижней части рамы установлен стол и манипулятор имеет возможность перемещения вдоль координатной системы с двумя взаимно ортогональными осями X и Y, а режущий инструмент и сверлильная головка приводятся в движение отдельным приводным механизмом.
[0013] В соответствии с промышленным образцом на внешних/торцевых частях рамы на горизонтально ориентированных балках установлены и закреплены линейные направляющие, задающие ось Y, наверху которых располагается две вертикально ориентированные каретки, параллельные друг другу, при этом каретки соединены на своих верхних концах с поперечинами, ориентированными вдоль оси X перпендикулярно оси Y.
[0014] На поперечине установлено по меньшей мере две линейные направляющие, к которым подсоединена горизонтально ориентированная каретка с возможностью перемещения вдоль оси X, при этом ползун прикреплен к каретке с направляющими, установленными на нее, которые перемещают каретку вдоль оси X и обеспечивают возможность вертикального хода вдоль оси Z.
[0015] На нижнем конце ползуна установлены две вращающиеся оси: ось С, которая может вращаться вокруг вертикальной оси, и ось В, которая может вращаться вокруг горизонтальной оси, при этом приводной механизм оси В установлен на приводной блок оси С, а на приводной блок оси С установлен приводной блок дополнительной оси перемещения LH, оснащенный подвижной кареткой, на которой закреплен режущий инструмент, при этом ось каретки и инструмент ориентированы соосно.
[0016] В станке для обработки шкафов в собранном состоянии в качестве режущего инструмента используется волоконный лазер с импульсным режимом работы.
В пробной версии станка по промышленному образцу приводной механизм оси В установлен на приводной блок оси С.
[0017] Предпочтительно дополнительная ось перемещения LH должна быть соосной оси режущей головки, так как это перемещение используется для компенсации недостатка плоскостности обрабатываемой поверхности и поддержания постоянного расстояния между режущей головкой (к примеру, лазерной головкой) и металлической поверхностью.
[0018] Для достижения плавного перемещения приводных механизмов осей перемещения X, Y, Z и осей вращения В и С, каждое движение выполняется при помощи механизмов без внутреннего зазора (люфта) с использованием шариковых винтов и волновых редукторов.
[0019] В соответствии с дополнительным вариантом осуществления станка оси перемещения X, Y, Z приводятся в движение линейными двигателями, а оси вращения В и С приводятся роторными двигателями.
[0020] В зависимости от обработки конкретного объемного предмета, второстепенную рабочую головку можно установить на ось перемещения LH, и она может быть сверлильной или винторезной головкой.
[0021] В соответствии с промышленным образцом станок для обработки объемных предметов из металла отличается улучшенной способностью обрабатывать проемы и отверстия в окружающих поверхностях металлических шкафов, что достигается при помощи пятикоординатного станка с числовым программным управлением (ЧПУ), который имеет три оси перемещения и две оси вращения и обеспечивает возможность произвольного расположения блока обработки в пространстве и плавного движения по всей длине хода.
[0022] Описанные возможности позволяют значительно уменьшить трудоемкость и время обработки объемных металлических предметов, и они предназначены для электротехнической промышленности, а также для обработки объемных металлических предметов, для чего требуются различные операции по типу и характеру внутреннего пространства.
Описание чертежей
[0023] В приведенном ниже описании представлен пример станка для обработки металлических объемных предметов в собранном состоянии посредством сопроводительных чертежей, а именно:
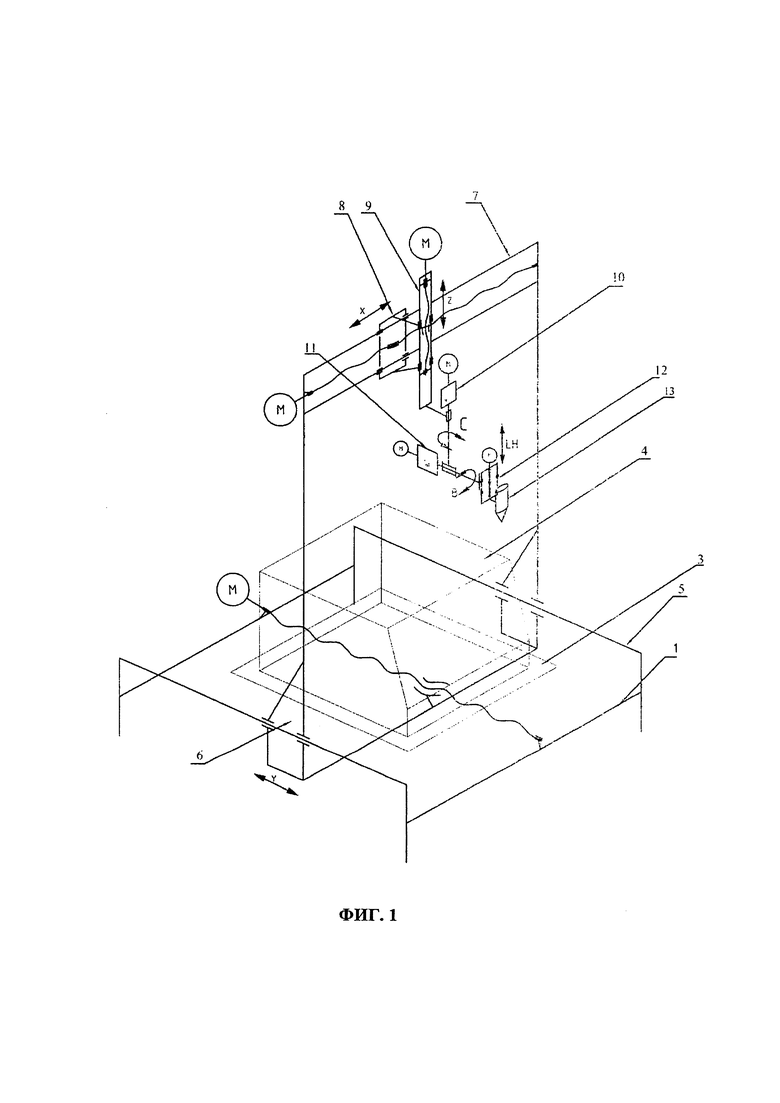
На Фиг. 1 показана общая аксонометрическая проекция станка.
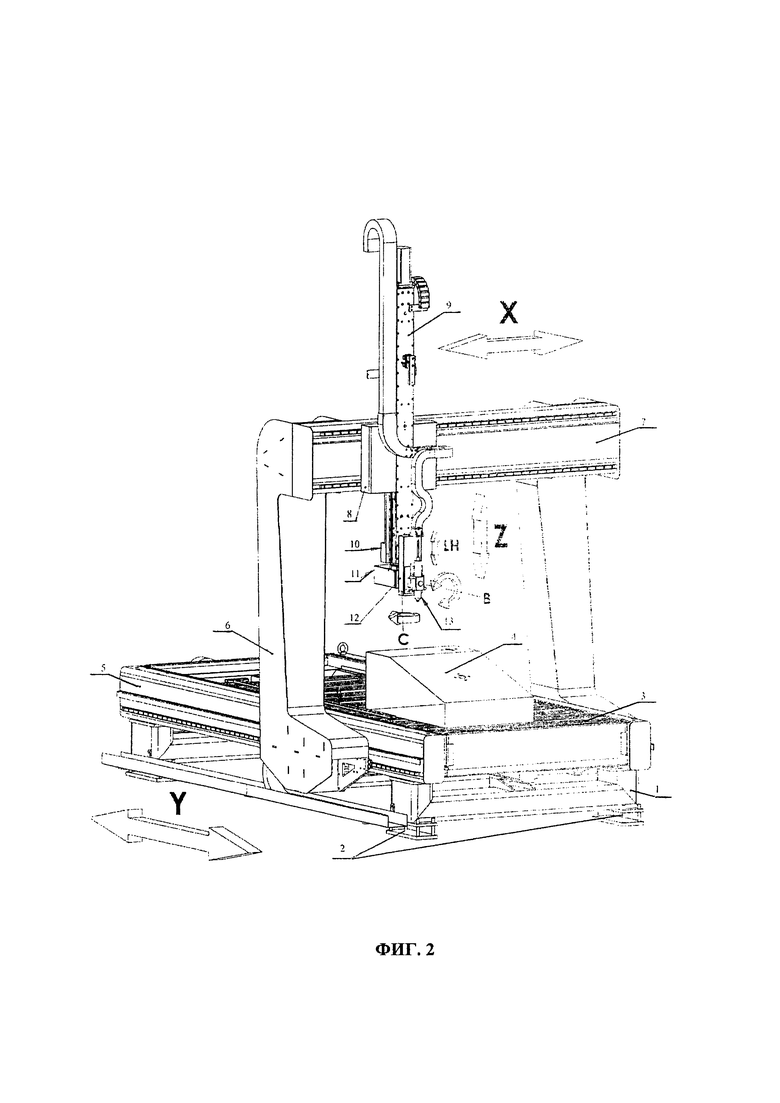
На Фиг. 2 показана кинематическая схема станка для обработки шкафов в собранном состоянии.
Подробное описание изобретения
[0024] Один из примеров осуществления станка для обработки наружных поверхностей объемных предметов в собранном состоянии в соответствии с промышленным образцом описан ниже, так как конструктивные элементы и их взаимная ориентация не ограничивают использование других эквивалентных элементов или материалов с теми же свойствами и функционалом.
[0025] Станок для обработки объемных предметов подходит для обработки металлических шкафов в электротехнической промышленности, при этом в собранном состоянии на корпусе металлического шкафа можно сделать проемы, отверстия или иные прорези с заранее заданным расположением, формой и размером.
[0026] Станок состоит из рамы 2, стоит на четырех выравнивающих опорах 2, при этом на раме 1 закреплен рабочий стол 3, на верхней поверхности которого располагается обрабатываемый объемный предмет 4 - шкаф или двухмерный предмет - листовой материал. На наружных частях рамы 1 на горизонтальной ориентированных балках 5 закреплены линейные направляющие, на которых располагаются две вертикально ориентированные каретки 6, параллельные друг другу. В своей верхней части каретки 6 соединены с поперечиной 7, горизонтально ориентированной в сторону оси X, чья балка располагается перпендикулярно в направлении оси Y.
[0027] На поперечине 7 установлено по меньшей мере две линейные направляющие, на которых по горизонтали закреплена каретка 8, имеющая возможность перемещения вдоль оси X. Ползун 8 установлен на каретке 8 с возможностью перемещения в вертикальном направлении вдоль оси Z, так как одновременно с этим он перемещает направляющие вдоль упомянутой оси Z, и направляющие двигаются вдоль оси X через каретку 8.
[0028] Внизу ползуна 9 установлены две оси вращения, вертикально ориентированная ось 10 С и ось 11 В, перпендикулярная оси 10 С, оснащенные приводным механизмом. Таким образом, приводной механизм оси 11 В установлен на блок обработки оси 10 С. На блоке обработки оси 10 С также установлен приводной механизм второстепенной оси 12 перемещения LH, оснащенной подвижной кареткой (седлом), на которой закреплен режущий инструмент, к примеру, лазерная головка 12, так как ось 11 В и каретка 12 LH имеют перпендикулярные оси.
Работа станка в соответствии с изобретением
[0029] Станок для обработки металлических шкафов в собранном состоянии в соответствии с промышленным образцом используется следующим образом: обрабатываемый предмет, к примеру, собранный корпус металлического шкафа, предназначенного для монтажа электротехнических элементов, необходимо поместить на рабочий стол 3 в конкретное положение от системы координат машины. Обработка выполняется последовательно, поверхность за поверхностью, в соответствии с программой, заданной в системе ЧПУ (числовое программное управление).
[0030] Путем перемещения описанных трех осей перемещения X, Y, Z обеспечивается необходимое точное расположение в рабочем объеме станка, а вращение вокруг вертикальной и горизонтальной оси обеспечивает нормальное (перпендикулярно обрабатываемой поверхности) расположение режущей лазерной головки 13 на соответствующей обрабатываемой поверхности. Дополнительная аналоговая ось перемещения, соосная оси режущей головки 13, обеспечивает постоянное расстояние между рабочим инструментом и обрабатываемой поверхностью за счет компенсации отклонения от номинального расположения (к примеру, неплоскостность плоских поверхностей), что требуется для нормального выполнения тепловой резки.
[0031] Привод осей вращения В и С и осей перемещения X, Y, Z осуществляется механизмами без люфта, что позволяет добиться высокой точности и плавности движения рабочей головки.
[0032] Дополнительной возможностью является нарезка резьбы в просверленных отверстиях. Для этого устанавливается приспособление для нарезания резьбы, соосное режущей головке. На фигурах оно не изображено.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗЕРНЫЙ СТАНОК | 2019 |
|
RU2705482C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ С НЕПОДВИЖНОЙ ОБРАБАТЫВАЕМОЙ ДЕТАЛЬЮ | 1992 |
|
RU2071884C1 |
| СПОСОБ РЕЗКИ НЕПРЕРЫВНОГО МЕТАЛЛОКАШИРОВАННОГО ЛАМИНАТНОГО ПОЛОТНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1987 |
|
RU2035271C1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1993 |
|
RU2129064C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СНИЗУ НЕПОДВИЖНО ЗАКРЕПЛЕННЫХ ДЕТАЛЕЙ | 2007 |
|
RU2434730C2 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ВОЛОКОННЫМ ЛАЗЕРОМ ОБЪЕМНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2386523C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ РЕЗАНИЕМ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО АГРЕГАТА | 2010 |
|
RU2446034C1 |
| СТАНОК ДЛЯ ЗАЧИСТКИ СВАРНОГО ШВА НА МЕТАЛЛИЧЕСКОЙ ПОЛОСЕ | 1972 |
|
SU344940A1 |
| Разметочный станок | 1979 |
|
SU917949A1 |
Изобретение относится к станку для трехмерной обработки объемных металлических предметов в собранном состоянии, в частности для тепловой и/или лазерной резки. Станок состоит из рамы (1). На горизонтально ориентированных балках (5) закреплены линейные направляющие, на которых расположены две вертикально ориентированные каретки (6). К верхнему концу кареток (6) подсоединена поперечина (7), ориентированная в сторону оси X и перпендикулярная оси Y. На поперечине (7) установлены по меньшей мере две линейные направляющие, к которым подсоединена горизонтально ориентированная каретка (8) с возможностью перемещения вдоль оси X, а на каретке 8 установлен ползун (9), который двигается в каретке (8) с возможностью перемещения в вертикальном направлении вдоль оси Z. 8 з.п. ф-лы, 2 ил.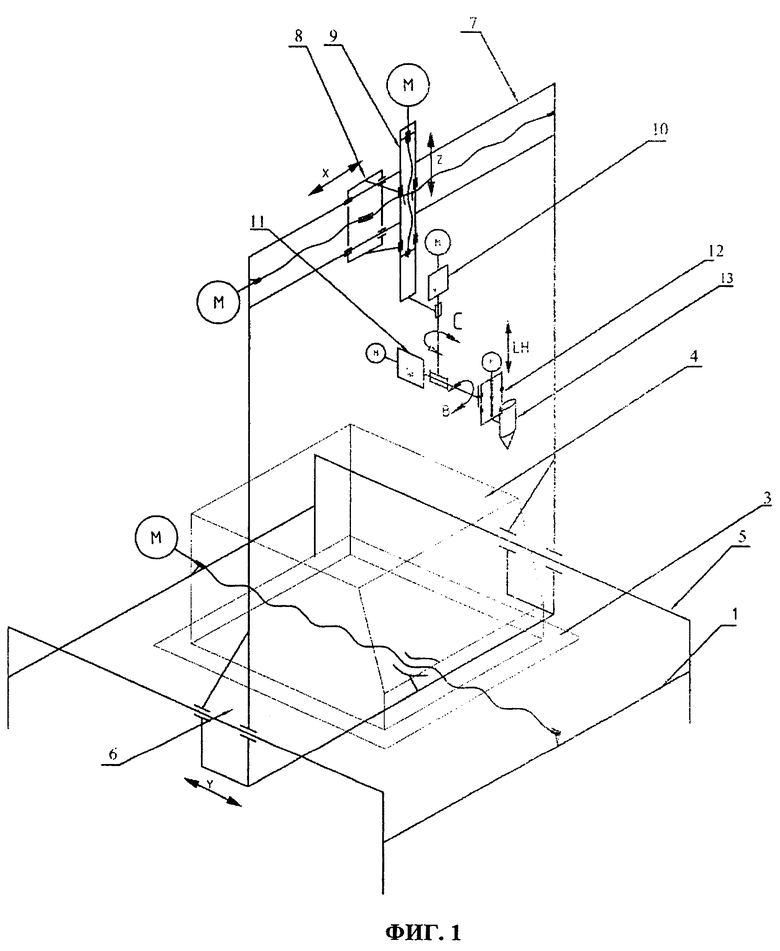
1. Станок для обработки объемных предметов в собранном состоянии путем тепловой резки, состоящий из рамы, рабочего стола, прикрепленного к нижней части рамы, манипулятора, выполненного с возможностью перемещения в координатной системе с двумя взаимно перпендикулярными осями X и Y, лазерной головки или сверла или головки для нарезания резьбы, которые приводятся в движение отдельным приводным механизмом, отличающийся тем, что к торцевым сторонам рамы (1) на горизонтально ориентированных балках (5) прикреплены линейные направляющие, на которых расположены две вертикально ориентированные каретки (6), параллельные друг другу, при этом к верхнему концу кареток (6) подсоединена поперечина (7), ориентированная в сторону оси (X) и перпендикулярная оси (Y), а на поперечине (7) установлены по меньшей мере две линейные направляющие, к которым подсоединена горизонтально ориентированная каретка (8) с возможностью перемещения вдоль оси (X), а на каретке (8) установлен ползун (9) с закрепленными на нем направляющими, которые выполнены с возможностью движения в каретке (8) с возможностью перемещения в вертикальном направлении вдоль оси Z, при этом на нижнем конце ползуна (9) установлены приводные механизмы, обеспечивающие вращение вокруг ориентированных перпендикулярно друг другу двух осей, вертикальной оси (10) С и горизонтальной оси (11) В, причем на приводном механизме, обеспечивающем вращение вокруг оси В, установлен приводной механизм, обеспечивающий смещение режущей головки (13) вдоль дополнительной оси (12) перемещения LH.
2. Станок по п. 1, отличающийся тем, что в качестве режущей головки (13) использован волоконный лазер в импульсном режиме.
3. Станок по п. 1, отличающийся тем, что приводной механизм оси В установлен на выходной вал оси С.
4. Станок по п. 1, отличающийся тем, что в плоскости, параллельной монтажной плоскости режущей головки (13), предусмотрена возможность смещения параллельно режущей головке вдоль дополнительной оси (12) перемещения LH.
5. Станок по п. 1, отличающийся тем, что смещение элементов станка вдоль каждой из осей X, Y, Z, в частности каретки (8) вдоль оси X, кареток (6) вдоль оси Y, ползуна (9) вдоль оси Z, осуществляется линейными двигателями, а вращение вдоль каждой из осей вращения В и С осуществляется роторными двигателями.
6. Станок по п. 1, отличающийся тем, что смещение элементов станка вдоль каждой из осей X, Y, Z и вращение вокруг каждой из осей вращения В и С осуществляется механизмами без люфта посредством использования шариково-винтовых соединений и волновых двигателей.
7. Станок по п. 1, отличающийся тем, что на блоке обработки, обеспечивающем вращение вокруг оси С, установлен приводной механизм, обеспечивающий смещение вдоль дополнительной оси LH и оснащенный подвижной кареткой, на которой установлена дополнительная рабочая головка.
8. Станок по п. 7, отличающийся тем, что дополнительная рабочая головка представляет собой сверлильную головку.
9. Станок по п. 7, отличающийся тем, что дополнительная рабочая головка представляет собой головку для нарезки резьбы.
| JP 5077078 A, 30.03.1993 | |||
| JP 2000071085 A, 07.03.2000 | |||
| US 8440932 B2, 14.05.2013 | |||
| US 20080197118 A1, 21.08.2008 | |||
| Состав для малоусадочной и малосминаемой отделки целлюлозосодержащих текстильных материалов | 1991 |
|
SU1838486A3 |
| ЛАЗЕРНАЯ МАШИНА ДЛЯ РЕЗКИ ПЛОСКИХ ЗАГОТОВОК | 1992 |
|
RU2032514C1 |
| СТАНОК ДЛЯ ЛАЗЕРНОЙ РЕЗКИ МАТЕРИАЛОВ | 2011 |
|
RU2468903C1 |
| Колонковое долото | 1949 |
|
SU86129A1 |

