Объектом изобретения являются способ и устройство наполнения транспортных контейнеров стержнеобразными изделиями табачной промышленности, в частности устройство, содержащее счетный модуль для стержнеобразных изделий.
Объект изобретения используют в табачной промышленности в системах транспортировки стержнеобразных изделий с использованием транспортных контейнеров.
Стандартной практикой в существующих системах производства сигарет, многосегментных фильтров или других стержнеобразных изделий, изготавливаемых в табачной промышленности, является заказывание готовых фильтрующих стержней и других полуфабрикатных стержнеобразных изделий производителями у сторонних поставщиков. Заказываемые таким образом изделия поставляются изготовителю сигарет в контейнерах, обычно в лотках или картонных коробках емкостью от 500 до 8000 стержней в одном контейнере в зависимости от типа изделий. В случае такого типа поставки стержнеобразных изделий возникает проблема определения точного количества изделий, находящихся в контейнере.
Известные на данный момент счетные системы для стержнеобразных изделий основаны на подсчете каждого изделия в однослойном потоке на ленте или барабане перед вхождением в накопитель и наполнением контейнера. Такие решения никогда не дают стопроцентной гарантии, что все изделия, которые были подсчитаны, попадут в контейнер. Существует вероятность того, что во время упаковывания поток изделий может быть нарушен, или изделия могут застрять или упасть с конвейера, в результате чего подсчитанное до наполнения количество не будет соответствовать фактическому количеству изделий, находящихся в контейнере. Также возможно, что дефектные стержнеобразные изделия, например, поврежденные в потоке, попадают внутрь накопителя до наполнения контейнера. В этом случае удаление таких дефектных изделий перед размещением в контейнере приведет к расхождению между количеством, подсчитанным датчиком, и фактическим количеством изделий в контейнере.
Недостатком таких счетных систем является то, что они не дают значения фактического количества стержнеобразных изделий, помещенных внутрь контейнеров.
Из уровня техники известны способы определения количества стержнеобразных изделий табачной промышленности, однако они представляют собой системы, которые определяют количество стержнеобразных изделий, размещаемых при окончательном упаковывании, например, сигарет в упаковке, предназначенной для конечного потребителя. Подсчет стержнеобразных изделий в упаковках обычно выполняют с точностью приблизительно 5% при стандартном постоянном количестве, равном 20 изделий в упаковке, имеющей поверхность площадью приблизительно 15 см2. Точность измерения, составляющая 5%, означает, что система способна корректно обнаруживать отсутствие отдельного изделия в упаковке.
В документе EP2649890 раскрыто устройство проверки количества сигарет с фильтром в упаковке на основе изображения, показывающего торцевые поверхности фильтров всех сигарет, расположенных параллельно в упаковке. Количество сигарет в упаковке обычно составляет 20 штук. Идентификация отдельной сигареты основана на детектировании контуров передних поверхностей в регистрированном изображении, при этом на основании этого определяют количество сигарет в упаковке. Устройство дополнительно имеет модуль, проверяющий корректность идентификации отдельных сигарет, то есть не была ли отдельная сигарета идентифицирована как две сигареты.
В документе US20060262293 раскрыт способ проверки наполнения контейнеров, наполненных стержнеобразными изделиями табачной промышленности. В соответствии с этим способом детектируют по меньшей мере одно свойство содержимого контейнера и сравнивают по меньшей мере одно свойство, в частности заданное требуемое содержимое контейнера. Кроме того, когда отклонение от требуемого содержимого больше заданного значения допуска, генерируют сигнал, идентифицирующий неправильное наполнение. Уровень наполнения контейнера детектируют лазерным датчиком, расположенным над изделиями, причем содержимое контейнера измеряют посредством высоты изделий в контейнере. Данная высота может варьироваться в зависимости от ширины контейнера. Также детектируют стержнеобразные изделия, расположенные под наклоном в самом верхнем слое изделий в контейнере. В раскрытом устройстве также используется одна или множество камер, регистрирующих изображение контейнера, чтобы оценить правильность наполнения контейнера. Также раскрыт один линейный датчик изображения, работающий совместно с перемещаемым контейнером для создания изображения изделий в контейнере.
В документе US7115857 раскрыто устройство, предназначенное для подсчета отдельных объектов на основе изображений объектов, регистрированных камерой. Каждое из таких изображений регистрируется различными отдельными источниками света, расположенными под различными углами к наблюдаемой поверхности объектов. Это позволяет правильно идентифицировать тени, созданные объектами, расположенными на различных расстояниях от камеры.
В документе WO2016022085 раскрыто устройство, подсчитывающее слои листов в штабеле с использованием одного оптического линейного датчика, расположенного параллельно подсчитываемым объектам. Датчик может перемещаться вдоль высоты штабеля, генерируя одномерный сигнал, соответствующий количеству слоев листов в штабеле.
В документе US6531693 раскрыто устройство и способ проверки того, укомплектованы ли партии сигарет и достаточно ли наполнены сигареты. Несмотря на тщательное изготовление, при производстве сигарет и наполнении партий сигарет упаковками сигарет с использованием высокопроизводительных установок возможно, что некоторые упаковки сигарет производятся с сигаретами или содержат сигареты, которые недостаточно наполнены табаком. Раскрытое устройство обеспечивает улучшенный бесконтактный способ проверки партий сигарет или отдельных сигарет. Согласно данному способу на концах сигарет или в пространстве между ними измеряют интенсивность сигнала камеры на приборе с зарядовой связью (ПЗС) или микроскопа на ПЗС с линейным сканированием. Описанный способ позволяет проверить, укомплектованы ли сигаретные партии и достаточно ли наполнены сигареты с помощью высокопроизводительных установок, таких как ленточные или барабанные конвейеры.
Нерешенная проблема, существующая в уровне техники, заключается в определении количества стержнеобразных изделий, находящихся в транспортном контейнере, причем в этом случае количество стержнеобразных изделий в контейнере варьируется в диапазоне от 500 до 8000 штук. В уровне техники оценочное количество стержнеобразных изделий, находящихся в контейнере, определяют на основе размеров контейнера и геометрии изделия. Точность такой оценки находится в пределах приблизительно 5%. Такая низкая точность оценки является результатом неравномерного распределения последних слоев размещаемых стержнеобразных изделий и образования свободных пространств, появляющихся в результате динамики процесса наполнения контейнера.
Под термином «транспортный контейнер» подразумевается однокамерная или многосегментная кассета, используемая в табачной промышленности, или картонные коробки, которые могут иметь различные размеры в зависимости от типа упакованного изделия.
Известные решения проблемы определения количества изделий в контейнере предполагают определение веса наполненного лотка, при этом они недостаточно точны ввиду небольшого веса отдельного стержнеобразного изделия.
Задачей изобретения является создание устройства наполнения транспортных контейнеров стержнеобразными изделиями табачной промышленности, содержащего область, выполненную с возможностью приема стержнеобразных изделий в виде массового потока, область хранения стержнеобразных изделий, содержащую по меньшей мере две боковые стенки, наполнительный блок, образующий нижнюю стенку области хранения для перемещения стержнеобразных изделий из области хранения в транспортный контейнер, опускающий конвейер, выполненный с возможностью совместной работы с наполнительным блоком и предназначенный для опускания транспортного контейнера при наполнении стержнеобразными изделиями.
Устройство согласно изобретению отличается тем, что оно дополнительно содержит счетный модуль, предназначенный для подсчета стержнеобразных изделий в транспортных контейнерах и обеспечивающий возможность подсчета отдельных стержнеобразных изделий, находящихся в транспортном контейнере.
Устройство согласно изобретению дополнительно отличается тем, что счетный модуль содержит датчик, выполненный с возможностью получения изображения стержнеобразных изделий в транспортном контейнере, причем данный датчик расположен в устройстве наполнения на пути транспортировки транспортных контейнеров, наполненных стержнеобразными изделиями, под наполнительным блоком, и счетную систему, выполненную с возможностью подсчета стержнеобразных изделий в транспортном контейнере на основе изображения от датчика.
Устройство согласно изобретению отличается тем, что путь транспортировки содержит в частности область наполнительного блока, опускающий конвейер, конвейер, принимающий наполненные транспортные контейнеры, наполненные стержнеобразными изделиями, конвейер, поднимающий наполненные транспортные контейнеры.
Устройство согласно изобретению отличается тем, что датчик стационарно установлен на конструкции устройства, при этом в процессе измерения контейнер со стержнеобразными изделиями остается неподвижным перед датчиком.
Устройство согласно изобретению отличается тем, что датчик стационарно установлен на конструкции устройства, тогда как в процессе измерения обеспечена возможность перемещения контейнера со стержнеобразными изделиями перед датчиком.
Устройство согласно изобретению отличается тем, что датчик установлен с возможностью перемещения относительно конструкции устройства, тогда как в процессе измерения контейнер со стержнеобразными изделиями остается неподвижным перед датчиком.
Устройство согласно изобретению отличается тем, что датчик установлен с возможностью перемещения относительно конструкции устройства, при этом в процессе измерения дополнительно обеспечена возможность перемещения контейнера со стержнеобразными изделиями перед датчиком.
Устройство согласно изобретению отличается тем, что оно дополнительно имеет блок регулировки уровня наполнения контейнера стержнеобразными изделиями на основе количества стержнеобразных изделий, определенного счетным модулем.
Устройство согласно изобретению отличается тем, что управляющий блок выполнен с возможностью генерации сигнала, классифицирующего транспортные контейнеры как правильно наполненные контейнеры и неправильно наполненные контейнеры на основе количества стержнеобразных изделий, определенного счетным модулем.
Устройство согласно изобретению отличается тем, что оно дополнительно содержит конвейер, принимающий транспортные контейнеры, классифицированные управляющим блоком как правильно наполненные контейнеры, и конвейер, принимающий транспортные контейнеры, классифицированные управляющим блоком как неправильно наполненные контейнеры.
Устройство согласно изобретению отличается тем, что счетный модуль, выполняющий подсчет стержнеобразных изделий, содержит датчик, выбранный из группы, включающей в себя датчики электромагнитного излучения, в том числе инфракрасные датчики, датчики, работающие в диапазоне видимого света, и датчики, работающие в диапазоне ультрафиолетового света или рентгеновского излучения, выполненные с возможностью создания изображения отдельных стержнеобразных изделий в транспортном контейнере, при этом счетная система выполнена с возможностью определения количества стержнеобразных изделий путем анализа изображения, поступающего от датчика.
Кроме того, задачей изобретения является создание способа наполнения контейнера стержнеобразными изделиями табачной промышленности, включающего в себя этапы, на которых: доставляют пустые контейнеры в устройство наполнения, подают стержнеобразные изделия из области хранения внутрь контейнера посредством наполнительного блока, перемещают контейнер в течение процесса наполнения контейнера, принимают наполненный контейнер.
Способ согласно изобретению отличается тем, что перед приемом наполненного контейнера подсчитывают отдельные стержнеобразные изделия, расположенные в контейнере, посредством счетного модуля.
Способ согласно изобретению дополнительно отличается тем, что количество стержнеобразных изделий, подсчитанное счетным модулем, сравнивают с ожидаемым количеством стержнеобразных изделий и генерируют управляющий сигнал в зависимости от результата сравнения.
Способ согласно изобретению дополнительно отличается тем, что уровень наполнения контейнера стержнеобразными изделиями регулируют на основе количества стержнеобразных изделий, определенных счетным модулем.
Способ согласно изобретению дополнительно отличается тем, что посредством управляющего блока наполненный транспортный контейнер классифицируют как неправильно наполненный, если подсчитанное количество стержнеобразных изделий отличается от ожидаемого количества, и затем направляют транспортный контейнер, классифицированный как неправильно наполненный, на конвейер, принимающий транспортные контейнеры, классифицированные управляющим блоком как неправильно наполненные контейнеры.
Использование счетного модуля в устройстве наполнения позволяет в реальном времени контролировать количество стержней, помещенных внутрь транспортных контейнеров, со значительно большей точностью по сравнению со статистическими способами, известными из уровня техники, для определения количества стержней в контейнере. Решение согласно изобретению основано на подсчете отдельных стержнеобразных изделий, фактически находящихся в транспортном контейнере, что позволяет избежать неопределенности, имеющей место в стандартных способах и возникающей из-за принятой методики с использованием ряда предположений геометрического рода, относящихся к размеру транспортного контейнера или связанных с физическими параметрами стержнеобразных изделий, таких как их форма, размеры, сжимаемость и восприимчивость к деформации.
Кроме того, способ и устройство согласно изобретению решают техническую проблему, которая не могла быть решена известными статистическими способами, причем способ и устройство согласно изобретению учитывают в процессе подсчета стержней любые неравномерности расположения стержнеобразных изделий в контейнере, которые возникают в процессе наполнения транспортного контейнера стержнеобразными изделиями. Данные неравномерности расположения стержнеобразных изделий возникают в процессе наполнения из-за возникновения трения между отдельными стержнеобразными изделиями, упругости стержнеобразных изделий, возникающей в процессе механического взаимодействия с другими стержнеобразными изделиями, а также с исполнительными элементами наполнительного блока и стенками накопителя или стенками транспортных контейнеров. Кроме того, на расположение стержнеобразных изделий в контейнере влияют такие факторы окружающей среды, как влажность воздуха и наличие электростатических зарядов.
Изобретение подробно показано в предпочтительном варианте его осуществления на чертежах, на которых:
на фиг. 1 показан первый вариант осуществления устройства согласно изобретению;
на фиг. 2 показан второй вариант осуществления устройства согласно изобретению;
на фиг. 3 показан третий вариант осуществления устройства согласно изобретению;
на фиг. 4 показан другой вариант осуществления устройства согласно изобретению;
на фиг. 5 показан другой вариант осуществления устройства согласно изобретению;
на фиг. 6 показан другой вариант осуществления устройства согласно изобретению;
на фиг. 7 показан другой вариант осуществления устройства согласно изобретению;
на фиг. 8 показан другой вариант осуществления устройства согласно изобретению;
на фиг. 9 показан другой вариант осуществления устройства согласно изобретению;
на фиг. 10-12 показан другой вариант осуществления устройства согласно изобретению;
на фиг. 13-14 показан другой вариант осуществления устройства согласно изобретению;
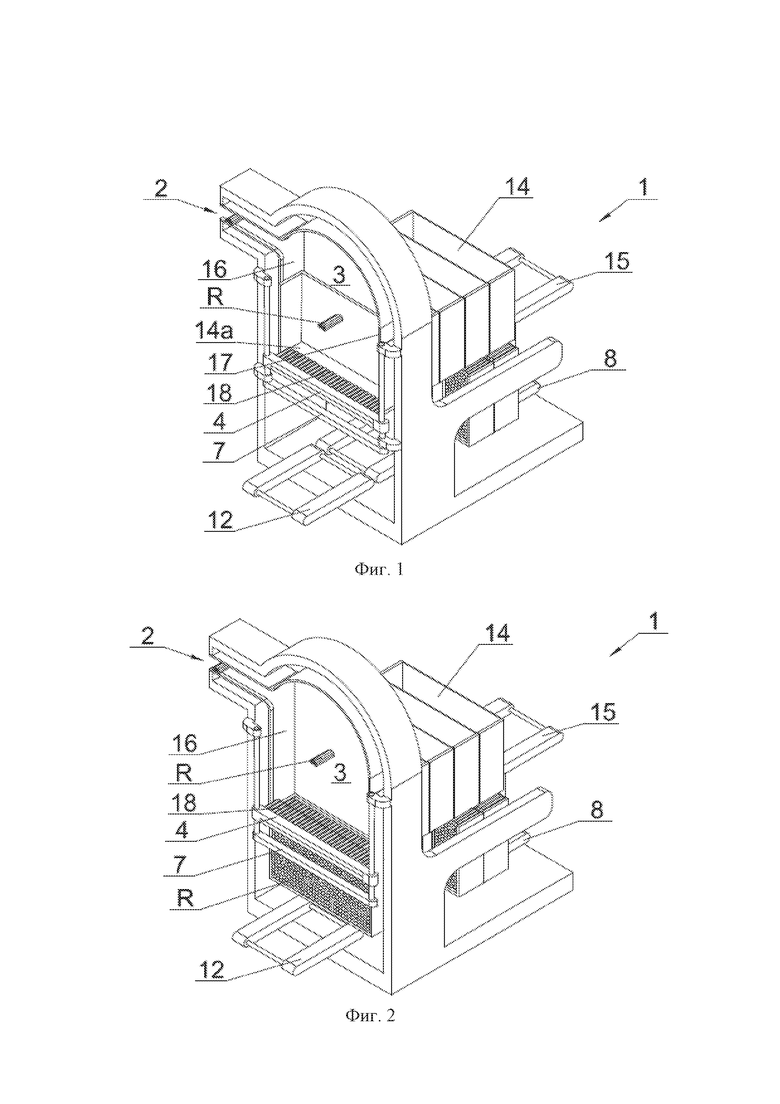
На фиг. 1 показан первый вариант осуществления изобретения в виде устройства (1) наполнения транспортных контейнеров (14) стержнеобразными изделиями (R) табачной промышленности. Устройство согласно изобретению содержит область (2), принимающую стержнеобразные изделия в виде массового потока, область (3) хранения стержнеобразных изделий, содержащую по меньшей мере две боковые стенки (16, 17), наполнительный блок (4), образующий нижнюю стенку области (3) хранения для перемещения стержнеобразных изделий (R) из области (3) хранения в транспортный контейнер (14). Устройство (1) дополнительно содержит модуль (6) (показан на фиг. 10-14) для подсчета стержнеобразных изделий (R) в транспортных контейнерах (14), выполненный так, что он подсчитывает отдельные стержнеобразные изделия (R), расположенные в транспортном контейнере (14).
Устройство (1) согласно первому варианту осуществления изобретения содержит модуль (6) (показан на фиг. 10-14) для подсчета стержнеобразных изделий (R), содержащий датчик (7), выбранный из группы, включающей в себя датчики электромагнитного излучения, в том числе инфракрасные датчики, датчики, работающие в диапазоне видимого света, и датчики, работающие в диапазоне ультрафиолетового излучения и рентгеновского излучения, или другие датчики, создающие изображение, на котором показаны отдельные стержнеобразные изделия (R) в транспортном контейнере (14), причем подсчет осуществляют путем анализа изображения передней поверхности стержнеобразных изделий (R), который поступает от датчика (7). Для этой цели счетный модуль (6) оснащен счетной системой (26) (показана на фиг. 10-14) для подсчета стержнеобразных изделий (R) в транспортном контейнере (14) на основе изображения передней поверхности стержнеобразных изделий (R) от датчика (7). Данная счетная система (26) представляет собой систему, содержащую, например, классические искусственные нейронные сети, сверточные нейронные сети или любую другую систему анализа изображений, известную из уровня техники и способную идентифицировать стержнеобразные изделия в изображении от датчика (7).
Пустые транспортные контейнеры (14) доставляются вручную или автоматически на пустой контейнерный конвейер (15), откуда они транспортируются к области (3) хранения стержнеобразных изделий (R). После вставления нижней стенки транспортного контейнера (14) в область наполнительного блока (4) непосредственно под его рабочими элементами (18), процесс наполнения контейнера (14) начинается путем приведения рабочих элементов (18) наполнительного блока (4) в колебательное движение, позволяющее стержнеобразным изделиям (R) высыпаться из области (3) хранения в транспортный контейнер (14).
Рабочими элементами (18) наполнительного блока (4) управляют в зависимости от требований, чтобы наполнять транспортный контейнер (14) стержнеобразными изделиями (R). В течение процесса наполнения транспортного контейнера (14) он опускается вниз посредством опускающего конвейера (5) (показан на фиг. 10-14) со скоростью, соответствующей скорости высыпания стержнеобразных изделий (R) через рабочие элементы (18) наполнительного блока (4).
В данном варианте осуществления изобретения модуль (6) подсчета стержнеобразных изделий (R) получает изображение, на котором показаны стержнеобразные изделия (R) в транспортном контейнере (14), расположенном непосредственно под наполнительным блоком (4), т.е. нижней стенкой области (3) хранения. Датчик (7) счетного модуля (6) расположен в области наполнительного блока (4), так что поле работы датчика (7) позволяет создать изображение, на котором показана передняя поверхность стержнеобразных изделий (R) в области наполнительного блока (4), что показано на фиг. 2.
При опускании транспортного контейнера (14) вниз датчик (7), в данном варианте осуществления в виде линейного датчика, стационарно установленного на конструкции устройства (1), регистрирует изображение передней поверхности стержнеобразного изделия (R), находящегося в транспортном контейнере (14), которое затем переносится в счетную систему (26) (фиг. 10-14).
После окончания процесса наполнения правильно наполненный контейнер (14) транспортируется посредством приемного конвейера (8) в направлении (Т) транспортировки контейнера (14).
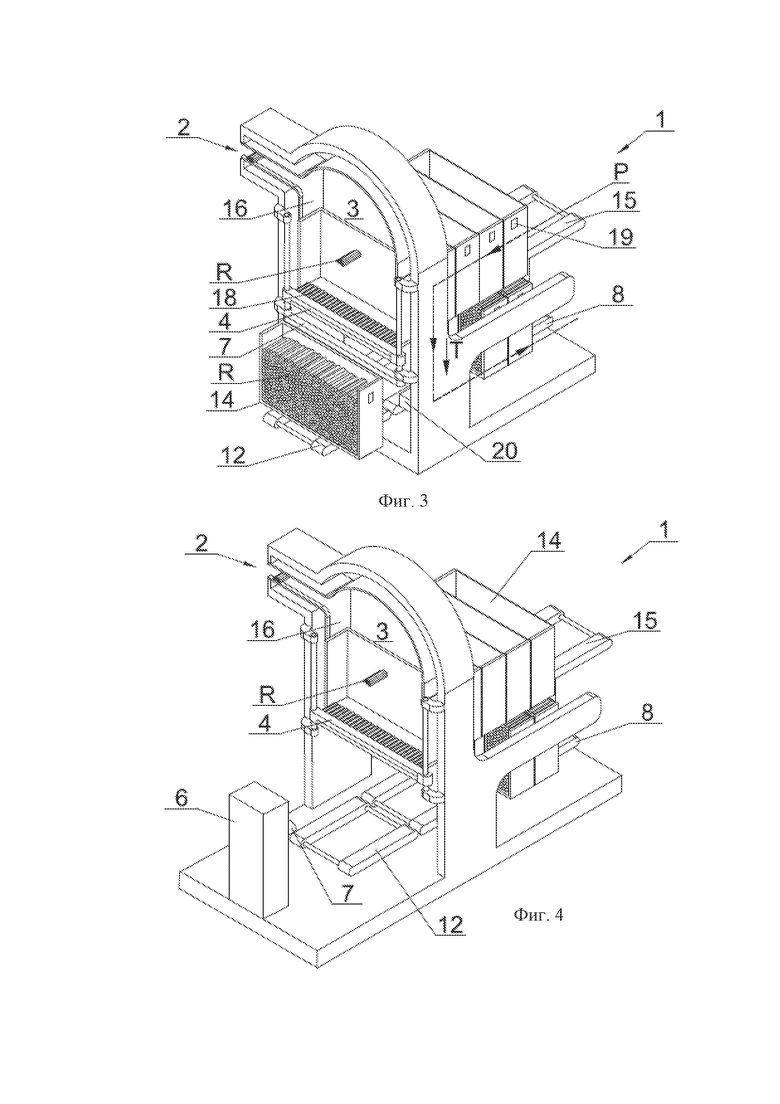
На фиг. 3 показано устройство (1) наполнения транспортных контейнеров (14) стержнеобразными изделиями (R) с датчиком (7), стационарно установленным на конструкции устройства (1) и расположенным под наполнительным блоком (4), вниз по пути (P) транспортировки контейнера (14), если смотреть в направлении (T). В данном варианте осуществления изобретения устройство (1) дополнительно содержит конвейер (12), принимающий транспортные контейнеры, которые были неправильно наполнены. После подсчета количества находящихся в контейнере (14) стержнеобразных изделий (R) посредством счетного модуля (6) (не показан на фиг. 3) и на основе сигнала от счетного модуля (6), управляющий блок (11) генерирует сигнал, классифицирующий наполненные транспортные контейнеры (14) как правильно наполненные контейнеры, которые направляются на приемный конвейер (8), и неправильно наполненные контейнеры, которые направляются на приемный конвейер (12).
Конвейеры используются в устройствах наполнения для автоматизации процесса наполнения.
Устройство (1) наполнения транспортных контейнеров (14) стержнеобразными изделиями (R) может содержать датчик (20) идентификационных меток (19) контейнеров (14) и связывать информацию о количестве стержнеобразных изделий (R) с информацией, идентифицирующей соответствующий транспортный контейнер (14). Такая агрегированная информация используется для управления процессом наполнения и транспортировки транспортного контейнера (14). Например, агрегированная информация, содержащая идентификационные данные контейнера (14) и количество стержнеобразных изделий (R), размещенных внутри него, может быть использована для направления контейнеров (14), содержащих меньше стержнеобразных изделий (R), чем допустимое предельное количество изделий (R), к соответствующей транспортной ветви транспортной системы, в которой работает устройство наполнения контейнера, в частности, которая отличается от транспортной ветви, к которой направляются контейнеры (14), содержащие больше стержнеобразных изделий (R), чем допустимое предельное количество изделий (R).
В качестве идентификационной метки (19) может быть использована, например, метка радиочастотной идентификации (метка RFID), размещенная на транспортном контейнере (14), или наклеенная на контейнер (14) напечатанная этикетка, которая содержит детали о количестве и типе стержнеобразных изделий в этом контейнере, или только штрих-код. После наполнения и подсчета количества находящихся в контейнере (14) стержнеобразных изделий (R) с помощью счетного модуля (6) контейнер (14), имеющий такую метку, транспортируется в область работы датчика идентификационных меток (20), где конкретному контейнеру присваивается информация, или прикрепляется метка, содержащая такую информацию.
На фиг. 4 показано устройство (1) наполнения транспортных контейнеров (14) стержнеобразными изделиями (R). В данном варианте осуществления устройство (1) содержит стационарный датчик (7) счетного модуля (6), расположенный перед наполнительным блоком (4), так что изображение наполненного контейнера (14) может быть регистрировано для подсчета количества стержнеобразных изделий, содержащихся в нем. Счетный модуль (6) в такой форме может быть перемещен в другое место на устройстве (1), где можно подсчитать стержнеобразные изделия в контейнере (14). Счетный модуль (6) также может представлять собой автономный модуль, размещенный рядом с устройством (1) в месте, где можно регистрировать изображение наполненного контейнера с помощью датчика (7). Даже если счетный модуль (6) не закреплен стационарно на устройстве (1), он может быть соединен проводным или беспроводным способом (например, через беспроводные сети, такие как Bluetooth или Wi-Fi) с управляющим блоком (11) и/или устройством (1) для передачи информации или сигнала о количестве подсчитанных стержнеобразных изделий (R), находящихся в контейнере, и/или обратного сигнала в блок (10) регулировки уровня наполнения в контейнерах (14), как показано далее на чертежах.
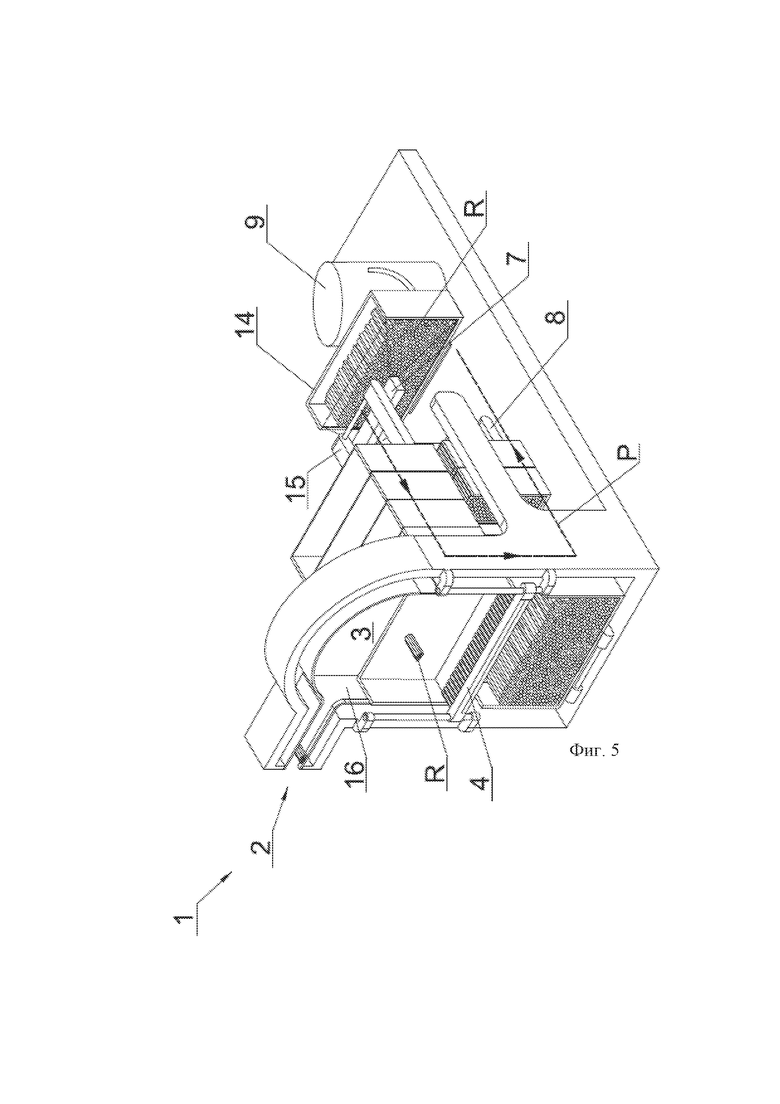
На фиг. 5 показан вариант осуществления устройства (1) с подъемным конвейером (9), расположенным на конце пути (Р) транспортировки контейнера (14) на устройстве (1).
После наполнения стержнеобразными изделиями (R) с помощью наполнительного блока (4) транспортный контейнер (14) транспортируется с помощью приемного конвейера (8) вдоль пути (Р), в конце которого он переносится на подъемный конвейер (9). Когда транспортный контейнер (14) уже находится на конвейере (9), посредством датчика (7) регистрируется изображение передней поверхности стержнеобразных изделий (R), находящихся в транспортном контейнере (14). Датчик (7) в данном варианте осуществления расположен под конвейером пустых контейнеров (15). Также возможно другое место установки датчика (7), например, в области приемного конвейера (8).
Подъемный конвейер (9) поднимает, путем создания вращательного восходящего движения, контейнер (14), наполненный стержнеобразными изделиями (R), на высоту, которая удобна для принимающего контейнер (14) оператора.
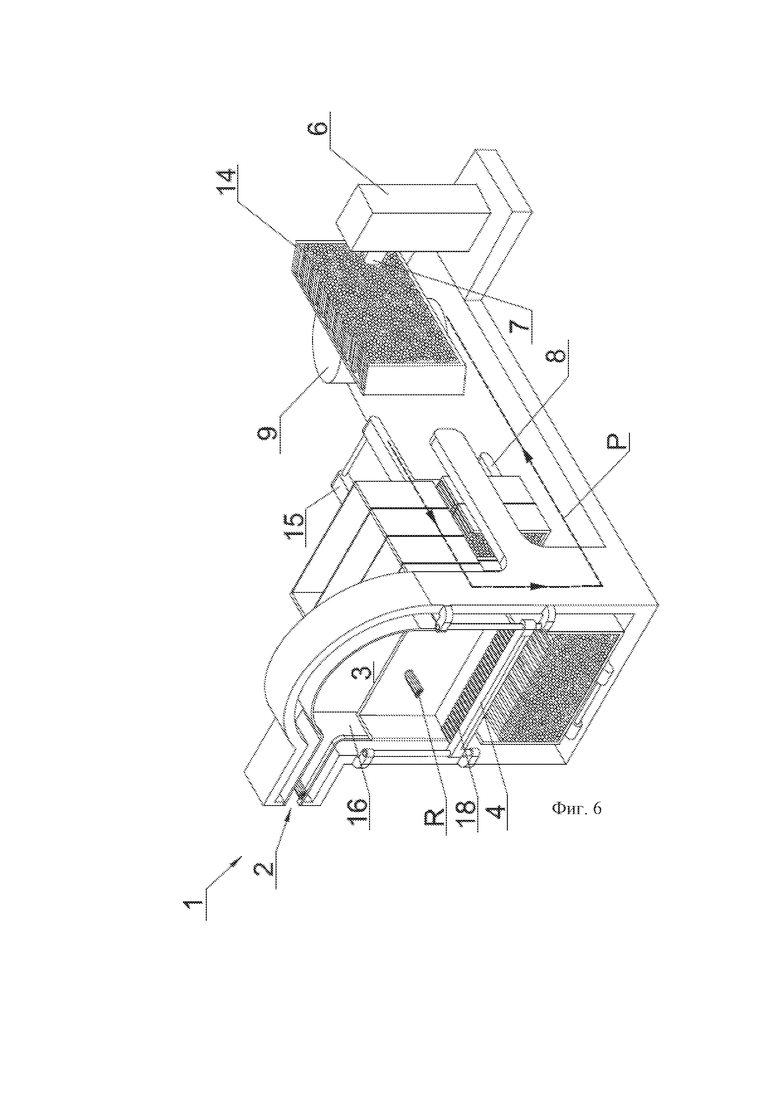
На фиг. 6 показано устройство (1) наполнения контейнеров (14) стержнеобразными изделиями (R), причем счетный модуль (6) расположен на конце пути (Р) транспортировки контейнера (14), если смотреть вниз от наполнительного блока (4). В данном варианте осуществления передняя поверхность стержнеобразных изделий (R), находящихся в контейнере (14), может быть регистрирована в момент поворота и/или подъема контейнера (14) на подъемном конвейере (9). После подсчета подъемный конвейер (9) может совершать дополнительный поворот, например на 90 градусов, чтобы облегчить доступ для оператора к контейнеру (14), расположенному на конвейере (9).
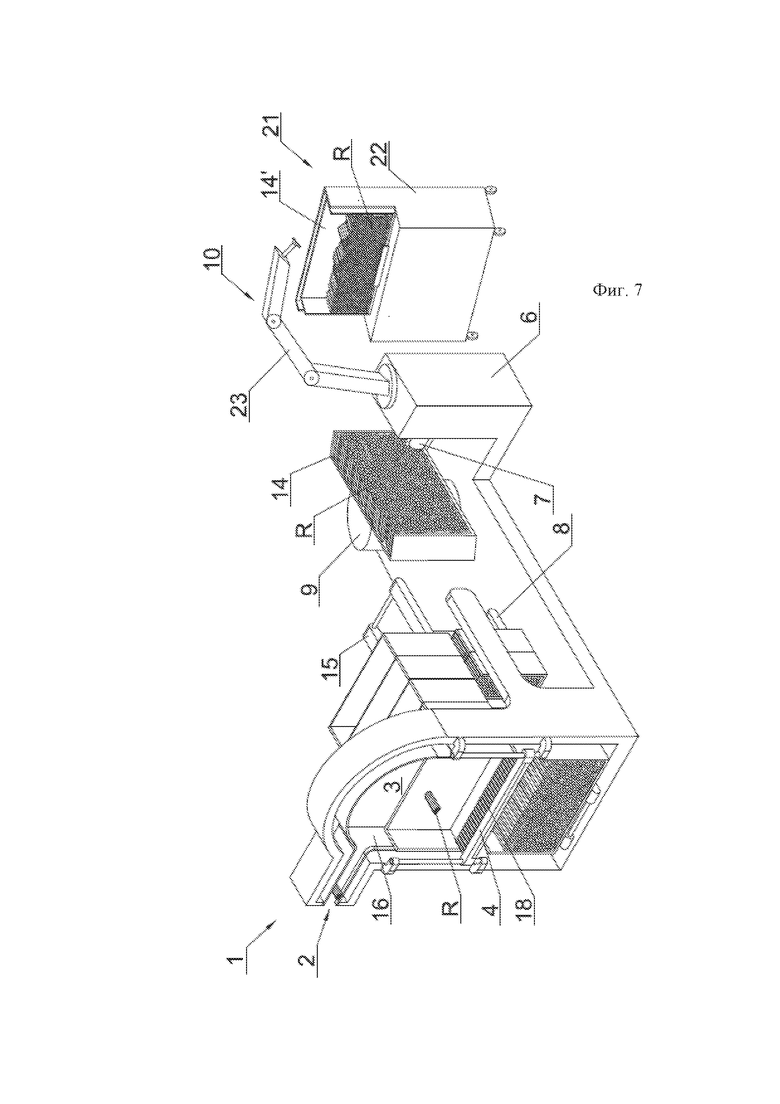
На фиг. 7 показано устройство (1), содержащее блок (10) регулировки уровня наполнения контейнера (14) стержнеобразными изделиями (R). После подсчета количества находящихся в контейнере (14) стержнеобразных изделий (R) с помощью счетного модуля (6) результат сравнивается управляющим блоком (26) (не показан на фиг. 7) с требуемым значением, обозначающим ожидаемое количество стержнеобразных изделий (R), которые должны находиться в контейнере (14) после его наполнения. Если результат отличается от требуемого значения, управляющий блок (11) посылает сигнал (13) (показан на фиг. 10-14) в блок (10) регулировки уровня наполнения, который регулирует уровень наполнения контейнера (14) до требуемого значения. Блок (10) регулировки уровня наполнения может представлять собой, как в данном варианте осуществления, манипулятор (23), который, если количество стержнеобразных изделий (R) в контейнере (14) меньше допустимого предельного количества стержнеобразных изделий (R) в контейнере (14), выгружает количество стержнеобразных изделий (R) из контейнера (21) для хранения, которое соответствует количеству, отсутствующему в контейнере (14). В данном варианте осуществления контейнер (14'), расположенный на тележке (22), использован в качестве контейнера (21) для хранения стержнеобразных изделий (R).
Если количество стержнеобразных изделий (R) в контейнере (14) больше требуемого значения, обозначающего ожидаемое количество стержнеобразных изделий (R) в контейнере (14), блок (10) регулировки уровня наполнения выгружает из контейнера (14) количество стержнеобразных изделий (R), соответствующее количеству стержнеобразных изделий (R) в контейнере (14), на которое превышено требуемое количество стержнеобразных изделий (R). Выгруженные стержнеобразные изделия (R) помещаются внутрь контейнера (21) для хранения. После окончания процесса регулировки уровня наполнения в контейнере (14) имеется требуемое количество стержнеобразных изделий (R).
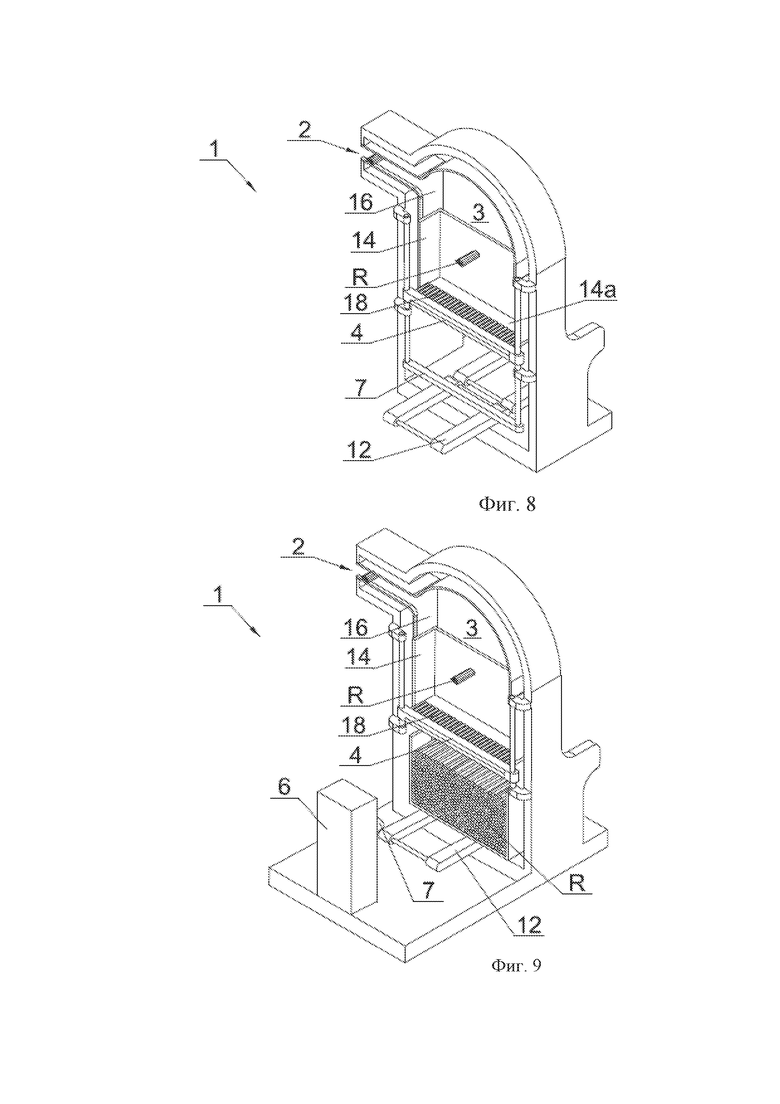
На фиг. 8, 9 показан другой вариант осуществления устройства 1, в котором устройство (1) наполнения контейнеров (14) выполнено с возможностью ручного размещения транспортных контейнеров (14) в устройстве (1) наполнения и ручного приема контейнеров (14) из устройства (1) наполнения. Пустые транспортные контейнеры (14) вручную доставляются оператором в устройство (1) наполнения контейнера (14), показанное на фиг. 8, внутрь области наполнительного блока (4). После вставления нижней стенки (14а) транспортного контейнера (14) внутрь области наполнительного блока (4) непосредственно под его рабочими элементами (18), процесс наполнения контейнера (14) начинается путем приведения рабочих элементов (18) наполнительного блока (4) в колебательное движение, позволяющее стержнеобразным изделиям (R) высыпаться из области (3) хранения в транспортный контейнер (14).
Рабочие элементы (18) наполнительного блока (4) управляются в зависимости от требований так, чтобы наполнять транспортный контейнер (14) стержнеобразными изделиями (R). В случае устройства с фиг. 8 он опускается в процессе наполнения транспортного контейнера (14) посредством опускающего конвейера (5) (показан на фиг. 10-14) со скоростью, соответствующей скорости высыпания стержнеобразных изделий (R) через рабочие элементы (18) наполнительного блока (4). В данном варианте осуществления изображение передней поверхности стержнеобразных изделий (R), находящихся в контейнере (14), регистрируется посредством датчика (7) счетного модуля (6), установленного с возможностью перемещения относительно конструкции устройства (1) после окончания процесса наполнения контейнера (14). На фиг. 9 изображение может быть также регистрировано сразу после наполнения контейнера (14). На основе регистрированного изображения и специально выбранных алгоритмов подсчитывается количество стержнеобразных изделий (R), находящихся в контейнере (14). Если количество изделий (R), находящихся в контейнере (14), не соответствует требуемому количеству изделий, которые должны находиться в нем, контейнер (14) переносится на приемный конвейер (12) и доставляется для поднятия оператором, например, с целью ручной регулировки уровня наполнения контейнера (14). Если количество изделий (R), находящихся в контейнере (14), соответствует требуемому количеству, наполненный контейнер (14) принимается оператором на стороне устройства (1), расположенной напротив стороны, где принимаются неправильно наполненные контейнеры.
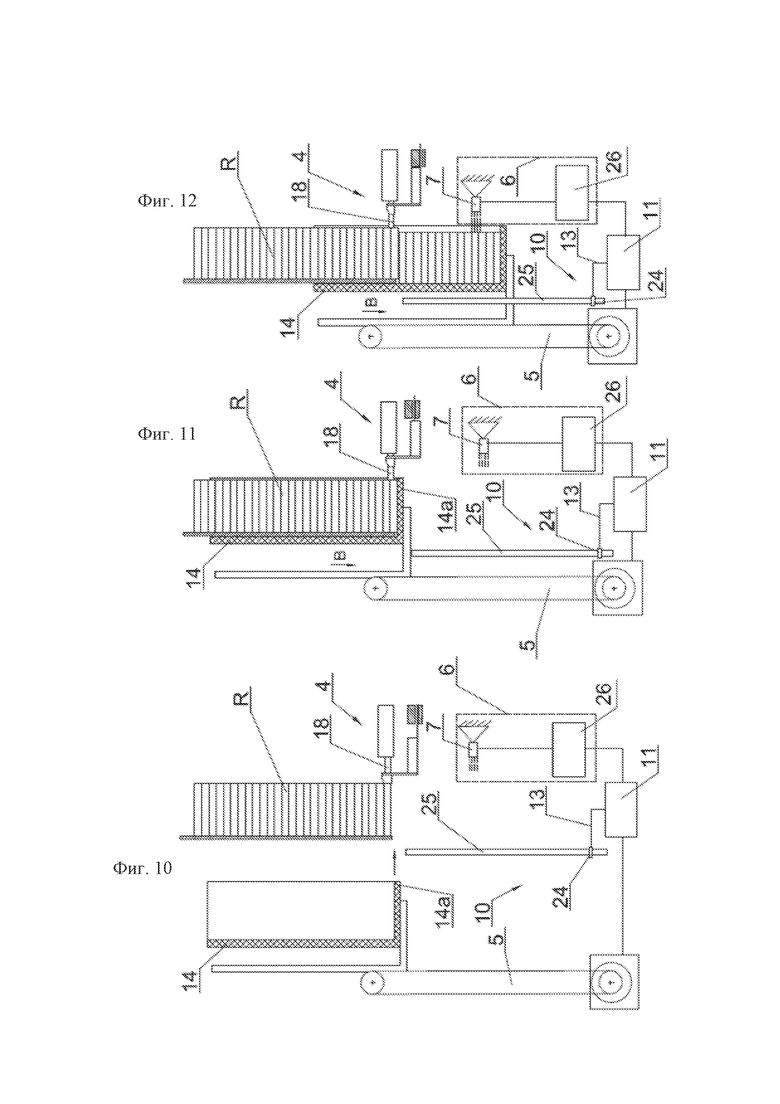
На фиг. 10-12 показаны дополнительные способы регистрации изображения передней поверхности стержнеобразных изделий (R), находящихся в транспортном контейнере (14). После вставления нижней стенки (14а) транспортного контейнера (14) внутрь области наполнительного блока (4) непосредственно под его рабочими элементами (18) (фиг. 11), процесс наполнения контейнера (14) начинается путем приведения рабочих элементов (18) наполнительного блока (4) в колебательное движение, позволяющее стержнеобразным изделиям (R) высыпаться из области (3) хранения в транспортный контейнер (14). В течение процесса наполнения контейнер (14) опускается в направлении (В) вниз посредством опускающего конвейера (5) со скоростью, соответствующей скорости стержнеобразных изделий (R), высыпаемых через рабочие элементы (18) наполнительного блока (4). В процессе опускания контейнера (14) регистрируется изображение передней поверхности стержнеобразных изделий (R), уже находящихся в контейнере (14), посредством датчика (7) счетного модуля (6). Датчик (7) согласно данному варианту осуществления стационарно установлен на конструкции устройства. После регистрации изображения датчиком (7) изображение передней поверхности стержнеобразных изделий (R), находящихся в контейнере (14), обрабатывается, при этом изделия (R) подсчитываются счетной системой (26) счетного модуля (6). На основе полученного результата управляющий блок (11) классифицирует контейнеры как правильно наполненные и неправильно наполненные и посылает сигнал (13) в блок (10) регулировки уровня наполнения контейнера (14). Дополнительно управляющий блок (11) управляет, на основе принятого сообщения от счетного модуля (6) о количестве стержней, находящихся в контейнере, конвейером, принимающим наполненные контейнеры (8), и конвейером, принимающим неправильно наполненные контейнеры (12). Согласно данному варианту осуществления блок (10) регулировки уровня наполнения контейнера (14) изделиями (R), имеет форму датчика (24) наполнения, расположенного на прямом крае (25), вдоль которого контейнер (14) опускается в процессе наполнения посредством опускающего конвейера (5).
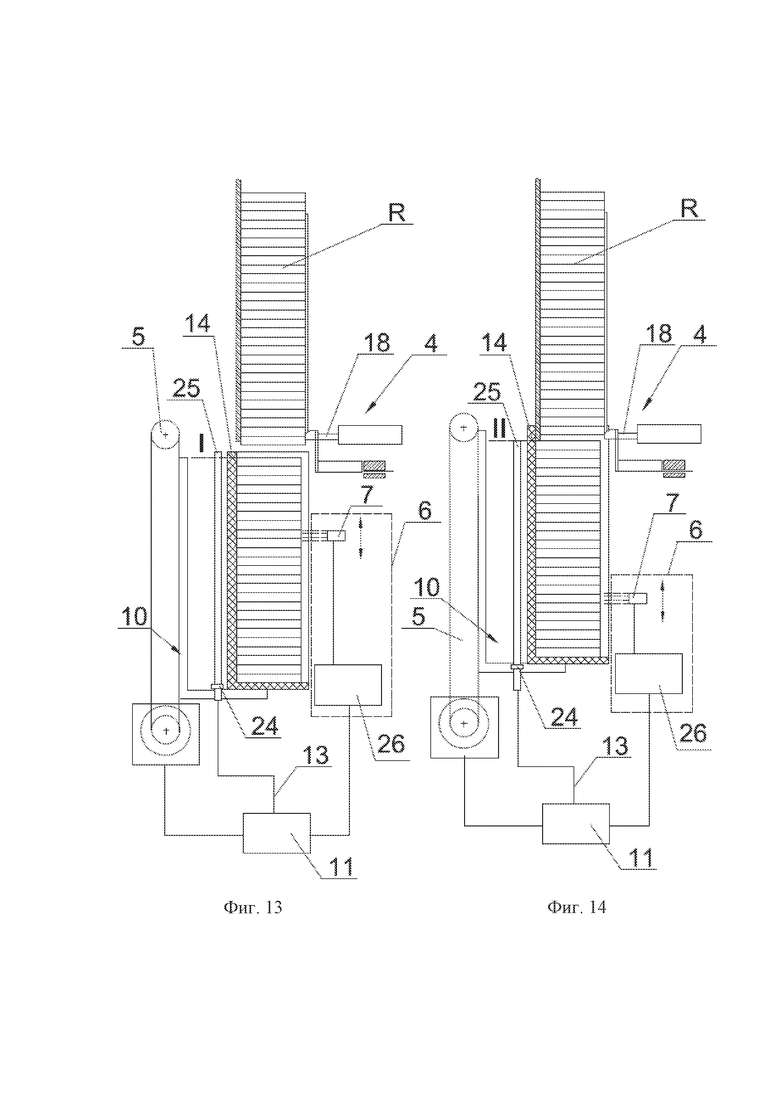
На фиг. 13 показан пример наполнения транспортного контейнера (14) стержнеобразными изделиями (R) до уровня I, обозначенного на фиг. 13 пунктирной линией. После наполнения контейнера (14) рабочие элементы (18) наполнительного блока (4) останавливаются, и изображение передней поверхности стержнеобразных изделий (R), находящихся в контейнере (14), регистрируется посредством датчика (7), в данном варианте осуществления установленного с возможностью перемещения относительно конструкции устройства (1). После обработки полученного изображения и подсчета количества находящихся в контейнере (14) стержнеобразных изделий (R) с помощью счетной системы (26) счетного модуля (6) сигнал, обозначающий количество стержнеобразных изделий (R) в транспортном контейнере (14), передается в управляющий блок (11); на основе этого сигнала управляющий блок (11) посылает сигнал (13) в блок (10) регулировки уровня наполнения контейнера (14). Блок (10) регулировки уровня наполнения, после приема сигнала (13) об избыточном количестве изделий (R), находящихся в контейнере (14), по сравнению с требуемым значением, изменяет настройки датчика (24) наполнения в прямом крае (25), как показано на фиг. 14. Настройки датчика (24) наполнения изменяются на величину, соответствующую разнице между количеством стержнеобразных изделий, находящихся в контейнере (14), и требуемым значением, так что в процессе наполнения следующего контейнера (14) количество изделий (R), находящихся в контейнере (14), соответствует требуемому значению, которое в этом примере соответствует уровню II, отмеченному на чертеже пунктирной линией.
Задачей изобретения является устройство наполнения транспортных контейнеров (1) стержнеобразными изделиями табачной промышленности, содержащее область (2), выполненную с возможностью приема стержнеобразных изделий в виде массового потока, область (3) хранения стержнеобразных изделий, содержащую по меньшей мере две боковые стенки, наполнительный блок (4), образующий нижнюю стенку области хранения, для перемещения стержнеобразных изделий из области хранения в транспортный контейнер, опускающий конвейер (5), выполненный с возможностью совместной работы с наполнительным блоком (4) и предназначенный для опускания транспортного контейнера при наполнении стержнеобразными изделиями. Устройство отличается тем, что оно дополнительно содержит счетный модуль (6), предназначенный для подсчета стержнеобразных изделий в транспортных контейнерах и обеспечивающий возможность подсчета отдельных стержнеобразных изделий, находящихся в транспортном контейнере. 2 н. и 13 з.п. ф-лы, 14 ил.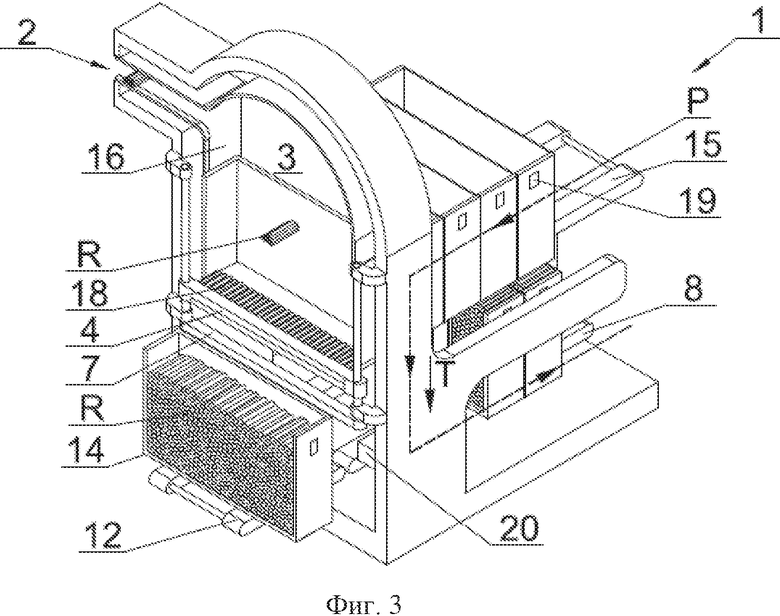
1. Устройство (1) наполнения транспортных контейнеров стержнеобразными изделиями табачной промышленности, содержащее
область (2), выполненную с возможностью приема стержнеобразных изделий в виде массового потока,
область (3) хранения стержнеобразных изделий, содержащую по меньшей мере две боковые стенки,
наполнительный блок (4), образующий нижнюю стенку области хранения, для перемещения стержнеобразных изделий из области хранения в транспортный контейнер,
опускающий конвейер (5), выполненный с возможностью совместной работы с наполнительным блоком (4) и предназначенный для опускания транспортного контейнера при наполнении стержнеобразными изделиями,
отличающееся тем, что оно дополнительно содержит
счетный модуль (6), предназначенный для подсчета стержнеобразных изделий в транспортных контейнерах и обеспечивающий возможность подсчета отдельных стержнеобразных изделий, находящихся в транспортном контейнере.
2. Устройство по п. 1, причем счетный модуль (6) содержит датчик (7), выполненный с возможностью получения изображения стержнеобразных изделий в транспортном контейнере, причем данный датчик (7) расположен в устройстве (1) наполнения на пути транспортировки транспортных контейнеров, наполненных стержнеобразными изделиями, под наполнительным блоком (4), и счетную систему (26), выполненную с возможностью подсчета стержнеобразных изделий в транспортном контейнере на основе изображения от датчика (7).
3. Устройство по п. 1 или 2, причем путь транспортировки содержит, в частности, область (4) наполнительного блока, опускающий конвейер (5), конвейер (8), принимающий наполненные транспортные контейнеры, наполненные стержнеобразными изделиями, и конвейер (9), поднимающий наполненные транспортные контейнеры.
4. Устройство по любому из пп. 1-3, причем датчик (7) стационарно установлен на конструкции устройства, при этом в процессе измерения контейнер со стержнеобразными изделиями остается неподвижным перед датчиком (7).
5. Устройство по любому из пп. 1-3, причем датчик (7) стационарно установлен на конструкции устройства, тогда как в процессе измерения обеспечена возможность перемещения контейнера со стержнеобразными изделиями перед датчиком (7).
6. Устройство по любому из пп. 1-3, причем датчик (7) установлен с возможностью перемещения относительно конструкции устройства, тогда как в процессе измерения контейнер со стержнеобразными изделиями остается неподвижным перед датчиком (7).
7. Устройство по любому из пп. 1-3, причем датчик установлен с возможностью перемещения относительно конструкции устройства, при этом в процессе измерения дополнительно обеспечена возможность перемещения контейнера со стержнеобразными изделиями перед датчиком (7).
8. Устройство по любому из пп. 1-7, причем устройство дополнительно имеет блок (10) регулировки уровня наполнения контейнера стержнеобразными изделиями на основе количества стержнеобразных изделий, определенного счетным модулем (6).
9. Устройство по любому из пп. 1-8, причем управляющий блок (11) выполнен с возможностью генерации сигнала, классифицирующего транспортные контейнеры как правильно наполненные контейнеры и неправильно наполненные контейнеры на основе количества стержнеобразных изделий, определенного счетным модулем (6).
10. Устройство по п. 9, причем устройство дополнительно содержит конвейер (8), принимающий транспортные контейнеры, классифицированные управляющим блоком (11) как правильно наполненные контейнеры, и конвейер (12), принимающий транспортные контейнеры, классифицированные управляющим блоком (11) как неправильно наполненные контейнеры.
11. Устройство по любому из пп. 1-10, причем счетный модуль (6), выполняющий подсчет стержнеобразных изделий, содержит датчик (7), выбранный из группы, включающей в себя датчики электромагнитного излучения, в том числе инфракрасные датчики, датчики, работающие в диапазоне видимого света, и датчики, работающие в диапазоне ультрафиолетового света или рентгеновского излучения, выполненные с возможностью создания изображения отдельных стержнеобразных изделий в транспортном контейнере, при этом счетная система (26) выполнена с возможностью определения количества стержнеобразных изделий путем анализа изображения, поступающего от датчика (7).
12. Способ наполнения контейнера стержнеобразными изделиями табачной промышленности, включающий в себя этапы, на которых:
доставляют пустые контейнеры в устройство (1) наполнения,
подают стержнеобразные изделия из области (3) хранения внутрь контейнера посредством наполнительного блока (4),
перемещают конвейер в течение процесса наполнения контейнера,
принимают наполненный контейнер,
отличающийся тем, что перед приемом наполненного контейнера подсчитывают отдельные стержнеобразные изделия, расположенные в контейнере, посредством счетного модуля (6).
13. Способ по п. 12, причем способ дополнительно включает в себя этап, на котором
сравнивают количество стержнеобразных изделий, подсчитанное счетным модулем (6), с ожидаемым количеством стержнеобразных изделий и
генерируют управляющий сигнал (13) в зависимости от результата сравнения.
14. Способ по п. 12 или 13, причем способ дополнительно включает в себя этап, на котором регулируют уровень наполнения контейнера стержнеобразными изделиями на основе количества стержнеобразных изделий, определенного счетным модулем (6).
15. Способ по любому из пп. 12-14, причем способ дополнительно включает в себя этап, на котором
классифицируют наполненный транспортный контейнер как неправильно наполненный посредством управляющего блока (11), если подсчитанное количество стержнеобразных изделий отличается от ожидаемого количества, и
направляют транспортный контейнер, классифицированный как неправильно наполненный, на конвейер (8), принимающий транспортные контейнеры, классифицированные управляющим блоком (11) как неправильно наполненные контейнеры.
| WO 2012074422 A1, 07.06.2012 | |||
| WO 2013055248 A1, 18.04.2013 | |||
| БАРБОТЕР ДЛЯ ПОСТОЯННОЙ ДОСТАВКИ ПАРА ТВЕРДОГО ХИМИКАТА | 2005 |
|
RU2384652C2 |
| СПОСОБ И СИСТЕМА ДЛЯ УКЛАДКИ СТЕРЖНЕОБРАЗНЫХ ЭЛЕМЕНТОВ | 2012 |
|
RU2527412C2 |

