Область техники, к которой относится изобретение
Данное изобретение относится к способу бесконтактного измерения наружных размеров поперечных сечений металлургического стержнеобразного изделия, как правило в процессе производства, и к модульной раме, позволяющей реализовать данный способ измерения.
Уровень техники
Качество изготовления металлургического стержнеобразного изделия, в частности, труб, оценивается на основании многих производственных параметров, включая внешнее поперечное сечение (диаметр) и овальность, которые также указаны в Европейском стандарте EN 13508. Эти параметры являются исключительно важными, в частности при производстве горячекатаных бесшовных стальных труб. Благодаря применению данной производственной технологии осуществляется непрерывный контроль диаметра и овальности вдоль всей длины труб; кроме того, детектируются возможные дефекты поверхности, которые могут также указывать на наличие дефектов прокатного стана. Измерение труб следует выполнять как можно быстрее, в идеальном варианте сразу же после прокатного стана во время их изготовления, чтобы можно было бы устранить вовремя любые дефекты, что позволило бы минимизировать потери материала и электроэнергии. При этом требуется измерение горячих труб с температурами, соответствующими их формованию (примерно 1000°С). С целью точного определения причины дефекта операторы или контролеры нуждаются в детальной информации о трубе и инструменте, что обеспечивает им возможность выполнить детальный анализ полученной информации. Зачастую также необходимо хранить эти данные хранились (по меньшей мере в течение гарантийного периода) с целью проведения долгосрочного производственного анализа или использования в качестве средств поддержки в случае предъявления претензий.
При выполнении измерения диаметра прокатанных труб используются контактные и бесконтактные способы.
Первая группа включает в себя способы, основанные на установке на трубе или захвате трубы посредством контактных регулируемых элементов механического калибра, которые обеспечивают измерение значения диаметра непосредственно или путем преобразования. Специалист обычно выполняет измерения вручную. Преимуществом этого способа является простота и низкая стоимость. Недостатком является очень низкая скорость и очень малое количество выполняемых операций по измерению, что исключает возможность непрерывной оценки овальности и сбора данных для детального анализа. Выполнение измерения горячих труб также затруднено или практически невозможно, что приводит к значительной задержке выполнения измерений по отношению к производству. В целом, эти способы считаются устаревшими и неудовлетворительными.
Другая группа включает в себя бесконтактные способы, основанные на применении оптических технологий, что позволяет полностью автоматизировать процедуру измерений с высокой скоростью, включая составление регистрационных записей.
Теневой способ контроля основывается на принципе оценки оттенения от освещенного объекта (трубы). В этом способе излучатель (с параллельным пучком света с плоской волной) устанавливают напротив приемника, выполняющего оценку светового сигнала от излучателя. Измеряемая труба помещается между этими двумя элементами, так чтобы ее ось была перпендикулярна фронту волны. Труба экранирует часть излучаемого света на приемник, который оценивает длину тени, соответствующей диаметру трубы. Преимущество данного способа состоит в высокой точности, которая в лабораторных условиях может доходить до микронов (в случае производства путем формования подобная точность может даже и не использоваться). Недостатком данного способа является тот факт, что выполняется измерение только одного диаметра в секции плоскости, проходящей через ось трубы, перпендикулярную плоскости светового пучка, испускаемого излучателем. Этот недостаток устраняется путем одновременного использования нескольких измерительных устройств, которые окружают трубу в плоскости, перпендикулярной трубе, и, таким образом, создают кольцо, через которое проходит труба. На практике может использоваться до шести устройств, распределенных под углом 30 градусов, что позволяет одновременно измерять шесть диаметров. Неохваченная часть контролируется затем путем поворота или колебаний кольца. Недостатком данного решения является пространственные требования, неспособность обнаружения глубоких продольных разрезов, а также относительно высокая закупочная стоимость и эксплуатационные расходы. Путем уменьшения количества измерительных устройств или путем исключения колебаний стоимость можно сократить, однако при этом уменьшится зона покрытия измеряемой трубы и будет иметь место потенциальное увеличение неточности расчета овальности или возможности пропускания некоторых дефектов поверхности. С помощью этого способа невозможно обнаружить очень глубокие вырезы вдоль оси трубы.
Способ измерения диаметра с помощью триангуляционных лазерных дальномеров заключается в равномерном размещении нескольких пар триангуляционных лазерных дальномеров по периметру кольца, окружающего измеряемую трубу так, чтобы луч каждого дальномера был направлен на ось трубы, а все лучи вместе находились в плоскости, перпендикулярной оси трубы. Когда трубы проходят через кольцо, каждый дальномер измеряет расстояние от поверхности трубы, при этом диаметр определяется с помощью пары синхронизированных дальномеров, обращенных друг к другу. Количество одновременно измеряемых диаметров зависит от количества пар дальномеров. На практике используется до 36 дальномеров (LIMAB - TubeProfile), которые устанавливают с интервалом в десять градусов. Неохваченная часть контролируется затем путем поворота или колебаний кольца. Недостаток этого технического решения состоит в необходимости высокой стабильности прохождения трубы, чтобы ее ось всегда находилась между парой лазерных дальномеров. В случае вертикального перемещения трубы данная проблема решается путем динамического отклонения кольца с дальномерами, находящимися в плоскости измерения, чтобы оно повторяло вертикальное перемещение трубы. По сравнению с предлагаемым техническим решением в этом способе предлагается существенно меньшее количество точек измеряемой поверхности наряду с высокой закупочной стоимостью и расходами на техническое обслуживание.
Другой способ заключается в измерении с использованием триангуляционных лазерных сканеров и оценке сканируемых поверхностей. В этом способе обычно используются триангуляционные лазерные сканеры, расположенные в форме кольца, которые проектируют линию на поверхность трубы в плоскости, перпендикулярной ее оси, с использованием дифракции лазерных лучей. Сканеры устанавливают парами таким образом, чтобы проектируемые сегменты линий образовывали полностью окружающую линию на измеряемой трубе. Пары сканеров устанавливают напротив друг друга и выполняют их синхронизацию. Одновременно каждый сканер считывает проектируемое на трубу изображение, после чего выполняется оценка отсканированной части поверхности трубы. Пара зарегистрированных участков соединяется в одно изображение, которое используется для оценки диаметра. Таким образом, каждый сканер сканирует часть трубы, которую соответствующее программное обеспечение соединяет с другими частями в одно полноценное изображение, представляющее собой профиль трубы в заданном отсканированном поперечном сечении. Это изображение используется для оценки диаметров, при этом оцениваются деформации. Недостатком данного способа является принцип сканирования изображения проектируемой линии, когда изображение оценивается за один раз, причем качество полученного за один раз изображения в центре отличается от качества по краям. Причиной этого является форма трубы - по направлению к центру угол падения лазерного луча изменяется вместе с интенсивностью отраженного изображения. Свойства изображения в центре линии сканирования отличаются от соответствующих свойств по краям, что делает усложняет оценку. Вследствие этого угол покрытия сканера оказывается относительно низким, что, при сканировании всей окружности трубы, приводит к необходимости использования большего количества сканеров, в связи с чем повышается стоимость данного технического решения. Устранить этот недостаток можно путем замены сканера, проектирующего линию, сканером, поточечно сканирующим отраженный управляемый луч. Однако в этом случае возникают проблемы с вертикальными колебаниями труб, когда сканируемая кривая также включает в себя перемещение труб. Таким образом, данный принцип не может быть применен к трубам со значительным вертикальным перемещением.
Для осуществления указанных бесконтактных способов измерения используют массивные плохо приспосабливаемые рамы, оснащенные источниками света, лазерами или сканерами, которые требуют значительное пространство. В некоторых случаев рамы устанавливают на существующие производственные линии, при этом их установка требует значительных усилий и дополнительных расходов помимо расходов на приобретение оборудования, поскольку также имеется необходимость в выключении производственной линии. С целью обеспечения оптимальных условий для выполнения измерений в большинстве способов измерения требуется, чтобы рамы могли поворачиваться вокруг своей оси, что дополнительно усложняет проектирование и установку рам, в результате чего рамы в большей степени подвержены поломке.
Раскрытие изобретения
В силу вышеизложенных фактов задача настоящего изобретения заключается в предложении способа бесконтактного измерения наружных диаметров поперечных сечений металлургического стержнеобразного изделия, который позволяет устранить вышеуказанные недостатки и обеспечивает возможность надежного измерения значения необходимых параметров даже в том случае, когда измеряемое изделие перемещается или вибрирует в вертикальном направлении во время измерения. Кроме того, задачей настоящего изобретения является создание оборудования, которое позволяет реализовать данный способ и которое является гибким и простым для установки.
Способ бесконтактного измерения наружных размеров поперечных сечений металлургического стержнеобразного изделия содержит следующие этапы:
- размещают по меньшей мере три равномерно вращающихся или колеблющихся лазерных луча от сканеров, откалиброванных и синхронизированных обычным образом, симметрично вокруг стержнеобразного изделия таким образом, что центральные положения лучей направлены к оси стержнеобразного объекта, и повторно измеряют расстояние между началом систем координат сканеров и поверхностью сканируемого стержнеобразного изделия;
- преобразуют группу одновременно измеренных расстояний в координаты точек в общей системе координат;
- вычисляют диаметры и центр тяжести (центр) стержнеобразного изделия в плоскости сканирования с использованием указанной группы точек в общей системе координат;
- определяют по меньшей мере одну функцию поперечного перемещения стержнеобразного изделия во время сканирования на основании аппроксимации изменений центров тяжести стержнеобразного изделия со временем;
- преобразуют координаты измеренных точек соответствующего поперечного сечения с использованием функции/функций поперечного перемещения стержнеобразного изделия во время одного цикла отклонения лучей, чтобы исключить поперечное перемещение и смещение стержнеобразного изделия во время одной последовательности сканирования для определения фактического поперечного сечения стержнеобразного изделия.
На основании известной или измеренной скорости перемещения стержнеобразного изделия предпочтительно можно определить положение сканируемых поперечных сечений, включая общую длину стержнеобразного изделия.
С целью исключения эффекта теплового расширения стержневого изделия предпочтительно измеряют температуру поверхности стержневого изделия для каждого сегмента вместе с измерением расстояния между началом систем координат сканеров и поверхностью сканируемого стержнеобразного изделия; при этом указанную температуру используют для преобразования размеров стержнеобразного изделия из горячего состояния в холодное состояние.
Расстояния между началами систем координат сканеров и поверхностью сканируемого стержнеобразного изделия обычно измеряют с помощью триангуляционных способов либо путем оценки фазового сдвига отраженного модулированного лазерного луча.
Ниже приведено подробное описание этого способа.
Сущность изобретения состоит в способе непрерывного бесконтактного измерения наружных диаметров, овальности и сканировании трехмерной модели стержнеобразного изделия. Этот способ, который может применяться непосредственно во время процесса производства либо во время выполнения процедуры дополнительного контроля, подходит для стержнеобразных изделий различных типов, при этом наилучшие результаты получаются при измерении стержнеобразных изделий с овальным поперечным сечением и других металлургических изделий с аксиально-симметричным поперечным сечением (обычно это трубы или круглый прокат), когда имеется возможность измерить их овальность с высокой точностью. Стержнеобразные изделия (ниже также трубы или прокат) проходят вдоль своей оси перпендикулярно плоскости сканирования, которая образована по меньшей мере тремя равномерно вращающимися или колеблющимися лазерными лучами от обычным образом откалиброванных и синхронизированных сканеров, симметрично окружающих измеряемое стержнеобразные изделия таким образом, что центральные положения лучей направлены на ось стержнеобразных изделий. Сканеры равномерно распределены по периметру стержнеобразного изделия таким образом, что их плоскости сканирования вместе образуют плоскость, перпендикулярную его оси, а каждый сканер поворачивается таким образом, что он сканирует определенную часть сектора поперечного сечения стержнеобразного изделия. Вместе сектора сканирования покрывают все поперечное сечение стержнеобразного изделия или его часть. Сканеры должны быть установлены парами, направленными друг на друга. Сканеры, которые обычно устанавливают на неподвижной раме, окружающей измеряемое стержнеобразное изделие, и в которых используется управляемый лазерный луч и датчик, повторно сканируют поперечное сечение проходящего стержнеобразного изделия вдоль плоскости сканирования путем выполнения, за один цикл отклонения лучей, периодически повторяемых синхронных измерений расстояний между началами систем координат сканеров и поверхностью сканируемого стержнеобразного изделия с использованием триангуляционного способа оценки фазового сдвига отраженного модулированного сигнала лазерного луча.
Каждое измерение расстояния выполняется синхронно на всех сканерах, которые для каждого цикла формируют группу одновременно измеренных расстояний, которые преобразуются в координаты точек в общей системе координат. После применения фильтра указанная группа измеренных точек в общей системе координат используется для расчета диаметров и центра тяжести (центра) стержнеобразного изделия в плоскости сканирования. Таким образом, во время одного цикла отклонения лазерного луча получается исчерпывающий набор точек, которые представляют полное сканированное поперечное сечение, обычно также вместе с поперечным перемещением стержнеобразного изделия. Функция поперечного перемещения стержнеобразного изделия во время сканирования одной поперечной секции определяется отдельно на основании аппроксимации изменений положения центров тяжести стержнеобразного изделия со временем.
В качестве дополнительного варианта выполняется оценка, в течение того же интервала времени, перемещения продольно смещенного центра тяжести поперечного сечения в другой плоскости или плоскостях измерения, параллельных плоскости сканирования, сдвинутой на заданное расстояние. Оценка центра тяжести в этих плоскостях выполняется синхронно с измерением в плоскости сканирования с помощью по меньшей мере трех сканеров с использованием того же самого способа, что и в плоскости сканирования, либо эти сканеры заменяют по меньшей мере на три обычным образом откалиброванных лазерных дальномера, установленных по периметру стержнеобразного изделия в плоскости измерения таким образом, чтобы их лучи были направлены к центру стержнеобразного изделия и они измеряли расстояние между началом лазерного дальномера и поверхностью стержнеобразного изделия. В плоскости измерения опять обнаруживают группы из по меньшей мере трех точек поперечного сечения стержнеобразного изделия, по которым можно получить оценку функции изменения центра тяжести в зависимости от времени с использованием того же способа, что и в плоскости сканирования. Функция изменения со временем сдвинутого центра тяжести может быть заменена надежно определенной точкой, расположенной на пересечении оси стержнеобразного изделия и ближайшей плоскости, в которой не происходит поперечного перемещения вследствие жесткого направления стержнеобразного изделия.
С использованием функций поперечного перемещения измеряемого стержнеобразного изделия в течение одного цикла отклонения лучей координаты измеренных точек соответствующего поперечного сечения преобразуются для исключения поперечного перемещения и смещения стержнеобразного изделия во время одной последовательности сканирования и, таким образом, для получения фактического поперечного сечения стержнеобразного изделия в плоскости сканирования, которая является точно перпендикулярной его оси.
На основании известной или измеренной скорости перемещения (полученной с помощью доплеровского лазера или оптического датчика перемещений, либо системы камер) стержнеобразного изделия, определяется положение сканируемых поперечных сечений, а также общей длины стержнеобразного изделия. Одновременно измеряется температура стержнеобразного изделия для каждого сегмента, которая затем вводится в качестве данных для преобразования размеров стержнеобразного изделия от горячего состояния в холодное.
Все просканированные поперечные сечения и информация об их положениях затем используется для формирования трехмерной модели измеряемого стержнеобразного изделия и диаграмм изменений диаметра или овальности, а также других рассчитываемых значений. Зарегистрированные значения могут быть заархивированы в хранилище данных (база данных или файловая система), откуда они реконструируются с помощью специальной программы и визуализируются, включая трехмерную модель стержнеобразного изделия, характер изменений контролируемых значений, детальное изображение отдельных отсканированных поперечных сечений, помеченные диаметры и выявленные дефекты.
Основным преимуществом данного изобретения является возможность детального измерения внешних размеров поперечных сечений и даже овальности стержнеобразного изделия вдоль его длины и детальное сканирование всей поверхности, позволяющее обнаруживать различные дефекты поверхности непосредственно на производственной линии во время транспортировки или прокатки стержнеобразного изделия в горячих состояниях (до 2400°С) и во время вибраций стержнеобразного изделия.
Существенным преимуществом является возможность выполнения безопасных измерений стержнеобразного изделия, которое колеблется во время его перемещения в поперечных направлениях при условии, что частота колебаний не превышает половину частоты отклонения лазерного луча сканера, а отклонение не выходит за пределы поля сканирования сканеров. Одновременно, данный способ позволяет исключить смещение стержнеобразного изделия, когда плоскость сканирования не точно перпендикулярна оси стержнеобразного изделия.
Наконец, важное преимущество данного изобретения заключается в возможности сканировать детальную трехмерную модель поверхности стержнеобразного изделия, которая заархивирована и может быть затем в любое время реконструирована для прикладной аналитической программы, с помощью которой можно выполнить детальный анализ точности формы стержнеобразного изделия.
Другой важной характеристикой данного технического решения является конструкция модульной рамы, с помощью которой обеспечивается требуемое положение отдельных сканеров при измерении требуемых параметров.
Основной идеей модульной рамы, оснащенной по меньшей мере одним сканером и электропроводкой, в соответствии с изобретением, является то, что она имеет форму многоугольника, вершины которого образованы по меньшей мере одним соединительным коленом и по меньшей мере двумя крепежными коленами, при этом указанные соединительные колена и крепежные колена соединены соединительными рычагами, причем указанные рычаги оснащены (с использованием креплений при помощи хомутов) защитными кожухами со встроенными сканерами для сканеров, при этом на модульной раме установлена система распределения для по меньшей мере одной охлаждающей среды. Помимо функции соединения, крепежные колена выполняют специфическую функцию надежного скрепления модульной рамы. Предпочтительно эти крепежные колена всегда установлены на модульной раме таким образом, чтобы их длинные стороны (рычаги) были ориентированы вертикально. Имеются крепежные держатели, приваренные к длинным сторонам, для крепления модульной рамы. Рама, образующая замкнутое кольцо многоугольной формы (в большинстве случаев неправильный восьмиугольник), может иметь простую или двойную конструкцию. Путем выбора соединительных и крепежных колен (их углов) и длин соединительных рычагов, соединенных, с возможностью демонтажа, с помощью по большей части зажимных (или распорных) соединений, либо с помощью постоянных соединений (с использованием сварки, склеивания или пайки), можно изготовить модульную раму, обеспечивающую произвольную симметричную или асимметричную установку сканеров. Путем изменения длин соединительных рычагов и типа переходных частей (соединительных коленей) форму и размеры рамы можно изменять и приспосабливать к производственной линии любого вида. Благодаря указанным характеристикам и возможности выбирать требуемое количество сканеров, можно выполнять сканирование произвольных сегментов измеряемой трубы. Для стандартных соединительных колен наиболее часто используются углы 120°, 135°, 150° и 144°. Измеряемая труба проходит через модульную раму в направлении своей оси, перпендикулярно плоскости сканирования, которая образована управляемыми лучами от по меньшей мере трех сканеров.
Внутри модульной рамы предпочтительно циркулирует по меньшей мере одна охлаждающая среда, которая поддерживает температуру внутри рамы в допустимом диапазоне. Подача охлаждающей среды в модульную раму осуществляется через входное отверстие охлаждающей среды, которое предпочтительно расположено на крепежном колене. В качестве охлаждающей среды можно использовать охлаждающий воздух и/или жидкость. Кроме того, в случае эксплуатации в окружающей среде с высокими температурами модульная рама (изготовленную из высокопрочной стали с низким коэффициентом теплового расширения) предпочтительно защищена с помощью теплоизоляционного материала, так что вместе с охлаждением температура модульной рамы поддерживается в требуемом диапазоне, в котором можно пренебречь тепловым расширением рамы. Выходные отверстия для охлаждающей среды, которые распределяют охлаждающую среду в защитные корпуса сканеров, предпочтительно расположены на соединительных коленах. Охлаждение сканера в его корпусе предпочтительно обеспечивается с помощью жидкостного охладителя, соединенного с системой распределения жидкой охлаждающей среды и/или воздушных потоков. Кроме того, потоки воздуха предотвращают загрязнение оптической части сканера. Предпочтительно системы распределения, т.е. система распределения воздуха, система распределения жидкой среды и/или проводка проложены по наружному краю модульной рамы или, что даже лучше, внутри модульной рамы. Еще более целесообразно выполнить их защиту с помощью прочной планки, которая прикрепленной к модульной раме, которая может быть легко отсоединена.
Защитный корпус защищает каждый сканер от механического повреждения, от загрязнения оптической части сканера и внешнего теплового воздействия. Защитные корпуса прикреплены к жесткой простой или двойной раме модульной конструкции, закрепленной с помощью жестких хомутов с держателями, которые обеспечивают возможность регулировки и поворот вдоль и вокруг сторон рамы. Хомут позволяет легко закреплять сканеры в любом месте по периметру рамы, при этом, таким образом, можно модифицировать систему для различного количества сканеров. Между хомутом и корпусом при необходимости установлена регулируемая часть, обеспечивающая возможность поворота защитного корпуса со сканером в плоскости сканирования вокруг центра сектора сканирования и его позиционирования по направлению к оси стержнеобразного изделия. Предпочтительно защитный корпус дополнительно содержит элементы тонкой настройки, с помощью которых можно поворачивать и позиционировать сканеры по всем трем осям с высокой точностью и в ограниченном диапазоне. Таким образом обеспечивается требуемое положение сканеров по направлению к измеряемой трубе. Охлаждение сканера внутри защитного корпуса обеспечивается системой водяного охлаждения, а оптическая часть охлаждается с помощью двух независимых воздушных потоков, которые также защищают оптическую часть от загрязнения.
Предпочтительно на модульной раме может быть установлен по меньшей мере один пирометр, который измеряет температуру поверхности стержнеобразного изделия. Кроме того, модульная рама может быть оснащена датчиком скорости перемещения трубы, который используется в том случае, когда скорость трубы постоянно меняется или когда невозможно определить скорость трубы другим способом. Если скорость перемещения измеряемой трубы является постоянной и она известна, то измерять скорость нет необходимости, при этом она определяется как входное значение (переменное) программного обеспечения для оценки.
Рама одновременно используется для распределения охлаждающей среды, которая представляет собой либо воздух, либо охлаждающую жидкость. Кроме того, в окружающей среде с высокой температурой модульная рама защищена теплоизоляционным материалом, что позволяет, вместе с использованием охлаждения, поддерживать температуру модульной рамы в требуемом диапазоне, в котором тепловым расширением рамы можно пренебречь.
Одно из преимуществ предлагаемого оборудования заключается в сочетании относительной низкой стоимости с высокой модульностью, меняющейся в зависимости от требуемой точности измерений и детальности сканирования. По соображениям обеспечения простоты производства и сборки модульную раму выполняют в виде многоугольника с прямыми сторонами, предпочтительно изготовленными из труб (с круглым поперечным сечением). Образованные из труб рычаги удобны для сборки, поскольку их можно поворачивать в требуемом направлении, когда их соединяют. Имеются трубы различной конструкции, при этом их производство довольно просто, так что их использование сокращает общие расходы на производство модульной рамы. Расширение системы можно провести в любой момент времени с использованием других сканеров, и, таким образом, можно улучшить точность и детальность измерения при минимальных дополнительных расходах. Модульная конструкция рамы позволяет выполнять симметричную и ассиметричную установку требуемого количества сканеров (обычно в количестве от 3 до 12), в зависимости от диапазона диаметров измеряемых труб и доступного пространства.
Другим существенным преимуществом является эксплуатационная надежность технического решения при минимальном количестве движущихся частей, а также возможность функционирования системы всего с тремя сканерами, т.е. имеется возможность использовать систему ограниченным образом в случае поломки сканеров при том условии, что по меньшей мере три сканера будут работать.
Другим преимуществом данного решения является устойчивость к воздействию высокой температуры катаного изделия (до 2400°С) и к загрязнению окружающей среды в связи с процессом производства благодаря эффективному охлаждению сканеров и рамы и моделированию воздушного потока, который препятствует загрязнению оптических частей сканеров.
Другим существенным преимуществом является также низкие требования к пространству и модульная конструкция рамы, которая позволяет приспособить раму к эксплуатации в реальных условиях, что помогает снизить расходы на модификацию существующих производственных линий.
Прочный защитный корпус, содержащий жидкостный охладитель сканера, прикреплен к держателю. Одновременно корпус подает и формирует два независимых воздушных потока, которые обдувают надлежащим образом оптическую систему сканера и, таким образом, охлаждают ее и защищают от загрязнения. Корпус также содержит устройство крепления сканера с механической регулировкой и системой блокировки, с помощью которой можно поворачивать сканер с высокой точностью в пределах ограниченного диапазона во всех направлениях. Кабели, системы распределения воздуха и воды установлены либо внутри рамы, либо по периметру рамы, защищенной прочными планками. Сама модульная рама содержит трубопровод для охлаждающей среды - это либо охлаждающий газ, либо охлаждающая жидкость. Кроме того, при работе в высокотемпературной среде модульная рама защищена теплоизоляционным материалом, что позволяет, вместе с охлаждением, поддерживать температуру модульной рамы в требуемом диапазоне, в котором можно пренебречь тепловым расширением рамы.
На доступном расстоянии от рамы установлены два источника воздуха и один источник охлаждающей жидкости. Охлаждающая жидкость подается по трубопроводу от системы кондиционирования воздуха в раму, где она проходит через охладители сканеров, установленные в корпусах, и течет обратно по замкнутому контуру в систему охлаждения.
Краткое описание чертежей
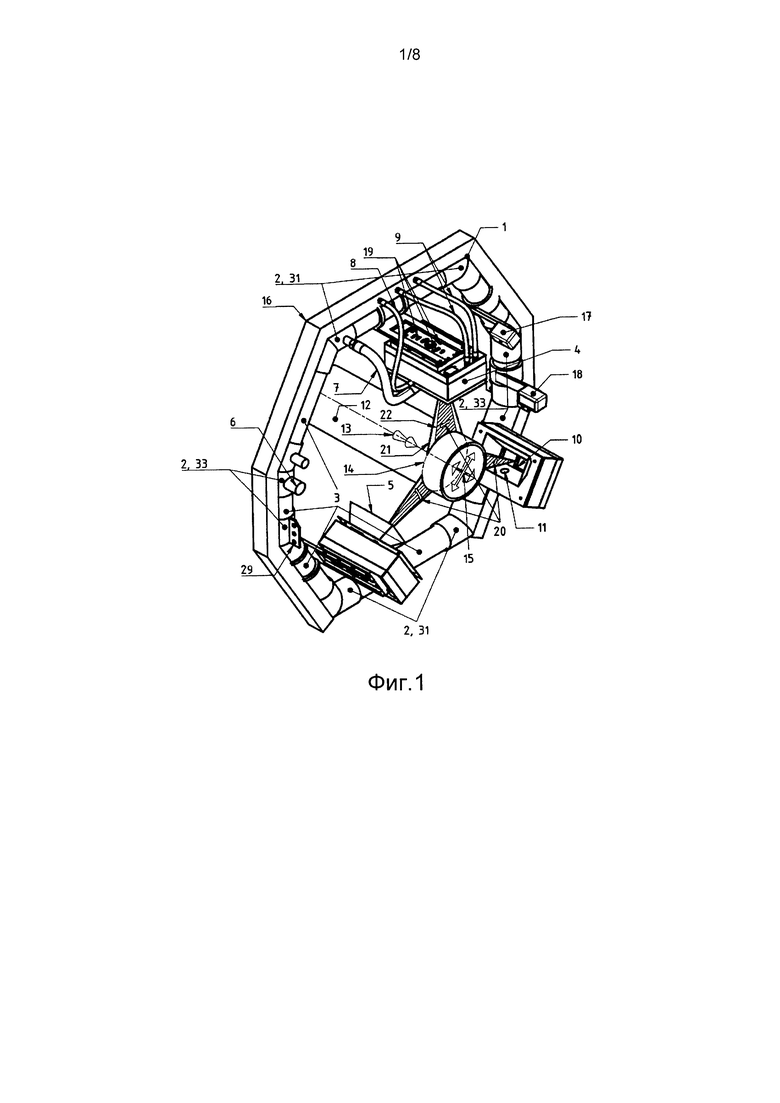
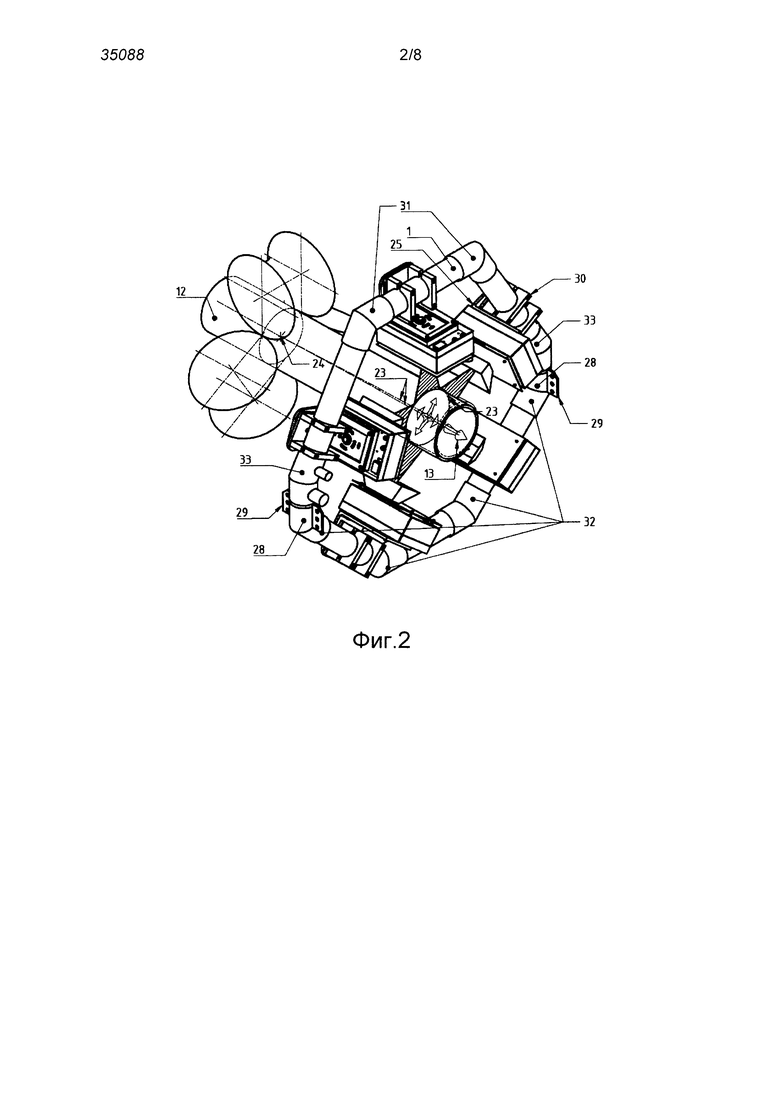
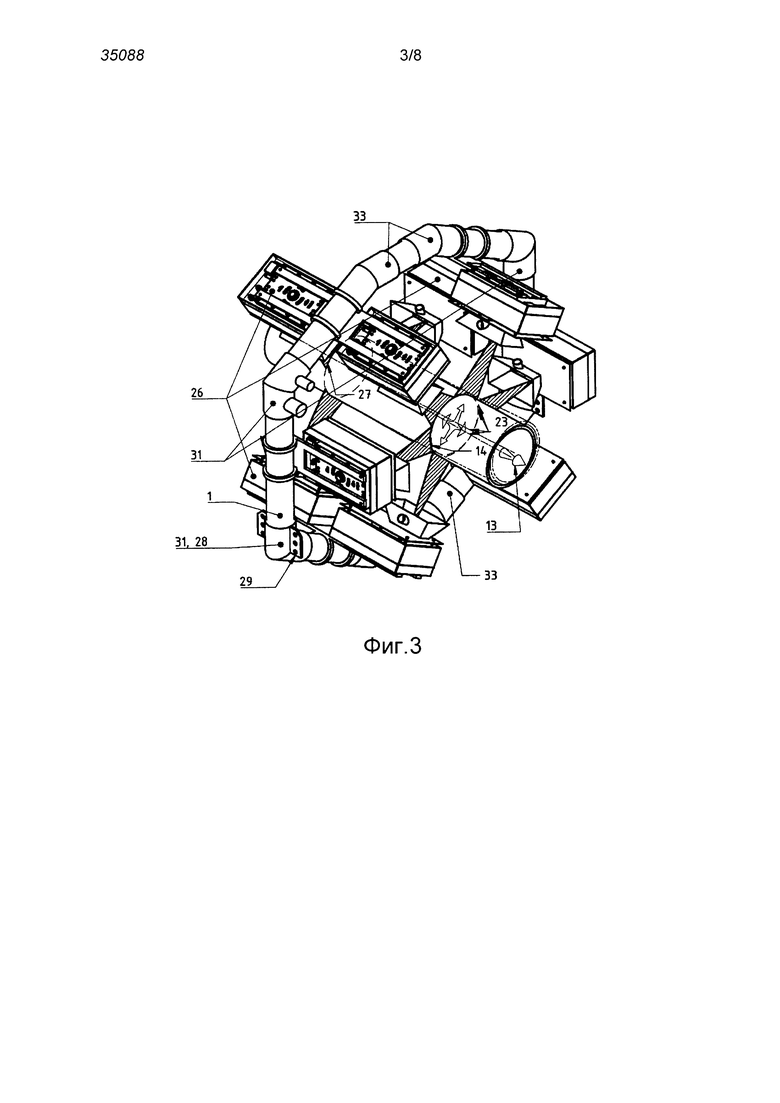
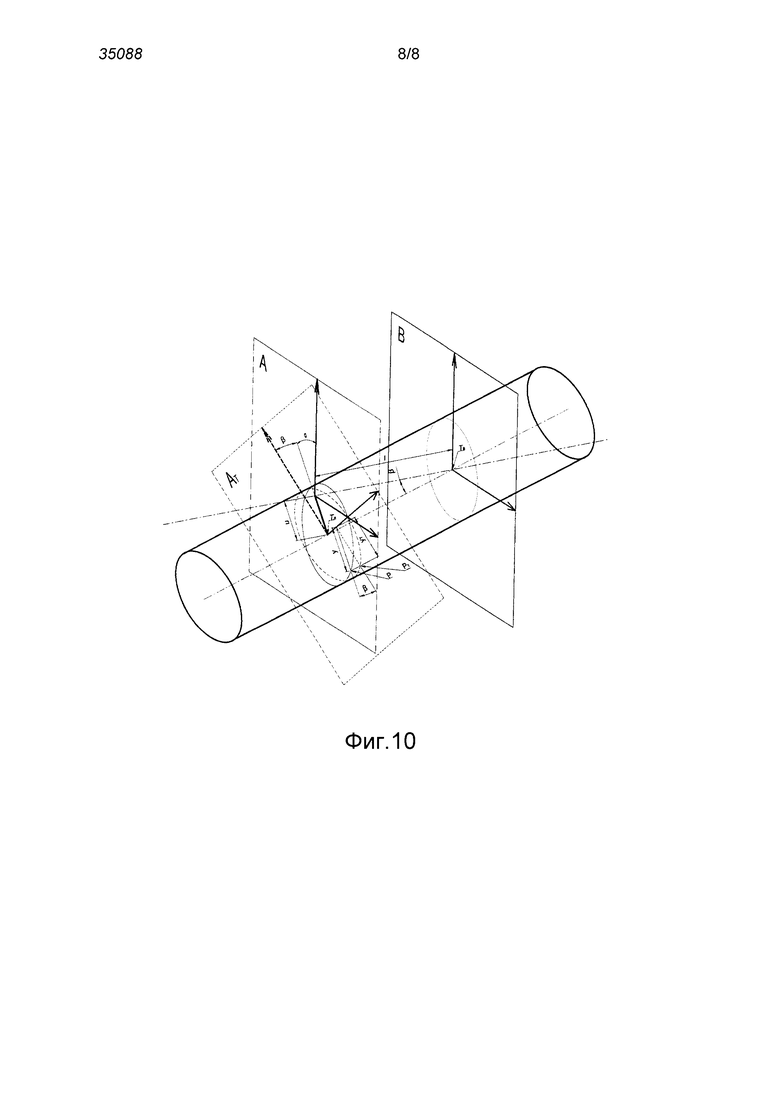
Изобретение описано более подробное настоящего дается в виде конкретных вариантов его осуществления с использованием прилагаемых чертежей. На фиг. 1 показана реализация модульной рамы в базовой конструкции с тремя сканерами и защитной планкой по периметру рамы; на фиг. 2 показана конструкция рамы с пятью сканерами и показаны наборы валков прокатного стана, а на фиг. 3 показана конструкция с шестью сканерами с тремя дополнительными лазерными сканерами во вторичной плоскости измерения. На фиг. 4 показано определение показателя фильтрации точек касания, на фиг. 5 показаны отфильтрованные точки в случае ошибочного измерения отдельной точки, на фиг. 6 показаны отфильтрованные точки в случае ошибочного сканирования крупного объекта, на фиг. 7 показан набор точек, полученных за один цикл отклонения лазерных лучей под влиянием поперечного перемещения измеряемой трубы, на фиг. 8 и 9 показано исключение поперечного перемещения путем последовательного расчета центров тяжести групп одновременно измеряемых точек (фиг. 8) и путем сдвига этих групп к общему центру тяжести (фиг. 9), а на фиг. 10 показан принцип исключения перекоса движения труб в плоскости сканирования.
Осуществление изобретения
Во всех нижеприведенных вариантах осуществления изобретения используется принцип модульной трубчатой рамы 1, обеспечивающей крепление сканеров в требуемом положении по направлению к измеряемой трубе 12. Трубчатая рама 1 изготовлена из стали повышенной прочности с низким коэффициентом теплового расширения, при этом она оснащена изоляцией и охлаждается воздухом или водой. Охлаждающая среда циркулирует внутри рамы, поддерживает температуру рамы в заданном диапазоне, так что можно пренебречь эффектом теплового расширения материала. Измеряемая труба 12 проходит через трубчатую раму 1 в направлении 13 своей оси перпендикулярно плоскости сканирования 14, которая образована управляемыми лучами от по меньшей мере трех сканеров. Конструкция рамы образует многоугольное кольцо (на практике это обычно неправильный восьмиугольник), стороны которого представляют собой соединительные трубы 3, соединенные между собой с помощью соединительных колен 2 (угловые соединители). Путем выбора соединительных колен 2 и длин соединительных труб 3 можно скомпоновать трубчатую раму 1, которая позволить выполнять произвольное симметричное или асимметричное позиционирование сканеров для выполнениясканирования любых сегментов измеряемой трубы 12. Соединительные колена 2 обычно изготовлены заранее и соединяют соединительные трубы 3 с образованием сторон рамы под заданными углами (основные значения углов: 120°, 135°, 150° и 144°), так чтобы соединительные колена 2 формировали гнезда, в которые вставляются концы 3 труб. Соединения являются либо съемными (в большинстве случаев зажимные или распорные соединения), либо несъемными (сварные, клеевые или паяные). По меньшей мере два крепежных колена 28 помимо функции соединения также выполняют специальную функцию обеспечения неподвижного крепления трубчатой рамы 1 и подачи охлаждающей среды в трубчатую раму 1. Эти крепежные колена 28 установлены в трубчатой раме, так чтобы их длинные стороны были всегда ориентированы вертикально. Держатели 29 приварены к указанным длинным сторонам крепежных колен, в этом же месте расположено входное отверстие 6 охлаждающей среды (воздуха). Другие соединительные колена могут быть оснащены выходным отверстием 7 охлаждающей среды (воздуха) для распределения охлаждающей среды в защитные корпуса 4 сканеров. Защитный корпус 4 защищает каждый сканер от механических повреждений, загрязнения оптической части сканера и от воздействия внешнего тепла, поступающего в большинстве случаев от прокатанных труб. Защитные корпуса 4 прикреплены к трубчатой раме 1 с помощью держателей с хомутами 30 - либо непосредственно к сторонам трубчатой рамы, либо с помощью регулируемой части 25, обеспечивающей основной поворот сканера в плоскости сканирования. Защитный корпус 4 содержит элементы 19 точной настройки для точного позиционирования сканера, включая механизм блокировки, с помощью которого можно поворачивать сканеры вокруг всех трех осей с большой точностью и в ограниченном диапазоне, и, таким образом, точно позиционировать сканеры.
Охлаждение сканера в корпусе обеспечивается с помощью жидкостного охладителя, соединенного с системой 9 распределения жидкой охлаждающей среды и двух независимых потоков воздуха, которые, помимо охлаждения, также предотвращают загрязнение оптической части сканера. Первый поток фильтруется и в форме моделированного потока от воздушного сопла 10 оптической части сканера непосредственно обдувает оптические части сканеров. Второй не фильтрованный и направленный поток воздуха от охлаждающего сопла 11 сканеров обдувает и охлаждает теплозащитный и рассеивающий экран 5 и улучшает эффективность защиты сканера от загрязнения. Второй поток воздуха распределяется непосредственно с помощью трубчатой рамы 1, соединенной с одной стороны с входным отверстием 6 охлаждающей среды (воздуха), а с другой стороны - с выходным отверстием 7 охлаждающей среды (воздуха), причем трубчатая рама 1 одновременно охлаждается этим воздухом. Другие распределительные системы, т.е. распределительная система 8 технологического (отфильтрованного) воздуха и распределительная система 9 жидкой охлаждающей среды установлены вместе с электропроводкой на краю трубчатой рамы 1 и защищены с помощью массивной защитной планки 16. Защитная планка 16 обычно представляет собой канал, причем она соединена с трубчатой рамой 1 съемным образом, например, с помощью стальных лент, окружающих соединительные трубы 3 трубчатой рамы 1, либо с помощью винтового соединения с соединительными или крепежными коленами 2, 28.
Все варианты выполнения рамы также включают в себя по меньшей мере один пирометр 17, установленный на трубчатой раме и измеряющий температуру поверхности труб. Все варианты выполнения рамы могут также быть оснащены датчиком 18 скорости перемещения трубы, который используется в том случае, когда скорость трубы подвержена изменениям, либо когда, по каким бы то ни было другим причинам, невозможно определить скорость трубы. Если скорость перемещения измеряемой трубы 12 является постоянной и известной, то измерять скорость нет необходимости и она определяется как входное значение (переменное) параметра программного обеспечения для оценки.
Значения, указанные в нижеследующем описании примера осуществления изобретения, применимы в случае, если сканеры используются в диапазоне измерений сканирующего луча 200-700 мм, а максимальный угол сектора сканирования составляет 50°, с гарантированной точностью до ±0,1 мм и разрешением 0,1 мм при измерении участков, которые наклонены по отношению к лучу максимум на 45°, при этом точность снижается до ±0,15 мм, когда поверхности сканирования наклонены по отношению к лучу максимум на 40°. Плотность сканируемых точек (шаг точки) по периметру профиля, перпендикулярного оси трубы, применяется к сканерам с частотой измерения 2 кГц и частотой сканирования 10 Гц. Минимальное значение плотности точек вдоль трубы dx зависит от скорости перемещения трубы и частоты сканирования сканеров. Например, если скорость перемещения трубы составляет 0,5 мс-1, а частота сканирования равна 10 Гц, то продольный шаг между точками равен 50 мм, при этом если скорость перемещения трубы составляет 0,3 мс-1, а частота сканирования равна 30 Гц, то продольный шаг между точками равен 10 мм.
Первый вариант осуществления изобретения представлен трубчатой рамой 1 в базовой конфигурации с тремя сканерами, показанной на фиг. 1, с изображенной защитной планкой 16 по периметру трубчатой рамы 1. Это наиболее дешевый вариант, подходящий для основного сканирования и измерения диаметров измеряемых труб 12, в котором нет необходимости подробно измерять и сканировать весь профиль, а достаточно только максимум трех измеряемых секторов 22 (контроль дефектов на участках между валками прокатного стана, контроль сварных соединений и т.д.). Сканирование за пределами измеряемых секторов 22, т.е. в секторе 19 колеблющегося или вращающегося лазерного луча сканера, либо сканирование сектора 20 не используется для измерения диаметра и расчета овальности, а только для визуализации существенности дефекта, которая увеличивается с увеличением угла сектора. В этом варианте также невозможно исключить осевое смещение 23 труб при неточности формы и вертикальное перемещение 15 труб, которые могут перемещаться в вертикальном направлении 15 (вибрации) неприемлемым способом, либо отклоняться от оси, что приводит к входу в плоскость сканирования с осевым смещением. В этом случае труба должна направляться, так чтобы вертикальным перемещением и осевым смещением можно было пренебречь, либо применяемая производственная технология должна гарантировать овальность ниже одного процента. Для точного измерения диаметров с точностью ±0,2 мм и охватом 50% профиля поверхность разделяется на три сектора, причем этот вариант позволяет измерять трубы диаметром до 470 мм. Рама имеет форму неправильного восьмиугольника, симметричного относительно вертикальной оси, причем пары верхних и нижних соединительных колен 31 образуют угол в 120°, а две другие пары соединительных колен 33 образуют угол в 150°. Три сканера расположены так чтобы они образовывали вершины равнобедренного треугольника, основание которого расположено горизонтально. Благодаря данному расположению нижняя половина высоты рамы (от оси измеряемой трубы) может быть на одну треть меньше верхней половины. В этом конкретном случае одна половина ширины рамы (от оси измеряемой трубы до оси трубы, образующей вертикальную сторону рамы) и верхняя половина высоты (от оси измеряемой трубы до оси трубы, образующей верхнюю сторону рамы) равна 904 мм, причем размер нижней половины рамы (от оси измеряемой трубы до оси трубы, образующей нижнюю половину рамы) может находиться в диапазоне от 610 до 904 мм в зависимости от свободного пространства. Толщина рамы определяется наружным диаметром колен, чаще всего это значение равно 140 мм. В месте установки сканера толщина задается размерами корпусов сканеров (примерно 450 мм). Половины ширины и верхняя половина высоты рамы могут быть уменьшены на 250 мм при том условии, что сканеры будут установлены на боковых сторонах рамы, а не так, как показано на фиг. 1, где сканеры установлены внутри рамы. В этом случае толщина рамы в месте установки сканеров увеличивается до 700 мм. Другая возможность состоит в повороте рамы на 90°, когда сканеры образуют вершины равностороннего треугольника с одной вертикальной стороной. Можно также выбрать раму, форма которой представляет собой правильный шестиугольник, когда каждое соединительные колено образует угол 120°, тогда половина ширины рамы равностороннего варианта составляет 904 мм, а одна половина высоты равна 1044 мм. Еще одной из возможных форм рамы является правильный двенадцатиугольник, когда все колена образуют углы 150°, при этом в случае равностороннего варианта одна половина высоты и ширина рамы составляет 904 мм.
Еще один иллюстративный вариант осуществления изобретения представляет собой трубчатую раму с четырьмя сканерами. В отличие от варианта с тремя сканерами, этот вариант позволяет исключить вертикальное перемещение трубы 12 и искажение ее формы. В то же время устройство в данном варианте исполнения может ограниченно функционировать даже в случае поломки одного сканера, когда процедура измерения автоматически переходит к работе в варианте с тремя сканерами. При точности измерений диаметров, равной ±0,2 мм, и при охвате 50% поверхности профиля, разделенной на четыре сектора, в этом варианте можно измерять трубы, диаметры которых составляют от 12 до 645 мм. В случае измерения труб, диаметры которых составляют от 12 до 280 мм, охват поверхности может быть больше 82%. В данном варианте осуществления изобретения рама обычно имеет форму правильного восьмиугольника, когда все соединительные колена 35 составляют угол 135°, при этом одна половина высоты является такой же, как и одна половина ширины, в частности, 940 мм. Сканеры установлены таким образом, чтобы они образовывали вершины квадрата. Половины ширины и высоты рамы можно уменьшить на 250 мм при том условии, что сканеры будут установлены на боковых сторонах рамы. Значения ширины и высоты рамы можно также постепенно изменять в приблизительном диапазоне от 800 до 940 мм путем выбора различных длин сторон восьмиугольника.
Третий иллюстративный вариант осуществления изобретения, показанный на фиг. 2, с указанием группы валков прокатного стана, представляет собой вариант, в котором используется трубчатая рама и пять сканеров. Этот вариант осуществления изобретения позволяет измерять трубы 12 с диаметром до 305 мм в полном диапазоне с максимальной точностью в ±0,2 мм (по отношению к касательной угол падения луча на поверхность трубы составляет максимум 45°). Можно полностью сканировать и измерять трубы 12 с диаметром до 435 мм с точностью ±0,3 мм (по отношению к касательной угол падения луча на поверхность трубы составляет максимум 40°). Расстояние между отдельными точками по периметру профиля, перпендикулярного оси трубы, составляет dy=1,75 мм. Если известен центр 24 ближайшей неподвижной направляющей трубы (например, центр ближайшей группы валков прокатного стана), то можно также исключить влияние осевого смещения 23 труб. Восьмиугольная конструкция трубчатой рамы 1 обеспечивает равномерное распределение сканеров с использованием регулируемой части 25, которая позволяет выполнять поворот сканеров в плоскости сканирования. Для измерения труб диметром до 305 мм используется рама, форма которой представляет собой неправильный восьмиугольник, симметричный относительно своей вертикальной оси, когда пара колен 31, 33, 32 (в направлении сверху вниз) образует следующие углы: 120°, 150°, 135° и снова 135°. Пять сканеров установлены так, чтобы они образовывали вершины пятиконечной звезды. Это достигается путем использования специальной регулируемой части 25 L-образной формы, которая позволяет наклонять сканеры таким образом, чтобы центр сектора сканирования каждого сканера был направлен на ось измеряемой трубы. Благодаря такому позиционированию нижняя половина высоты рамы (от оси измеряемой трубы) может иметь значения в диапазоне от 847 до 926 мм. В данном конкретном варианте одна половина ширины рамы (от оси измеряемой трубы до оси трубы, образующей вертикальную сторону рамы) составляет 989 мм, а верхняя половина высоты (от оси измеряемой трубы до оси трубы, образующей верхнюю сторону рамы) равна 926 мм.
Другой иллюстративный вариант осуществления изобретения показан на фиг. 3. В этом варианте используется шесть сканеров со вторичным набором лазерных сканеров во второй плоскости измерения. В этом рекомендуемом варианте обеспечивается измерение труб 12 с диаметрами до 495 мм с точностью ±0,2 мм (по отношению к касательной угол падения луча на поверхность трубы составляет максимум 45°). Расстояние между отдельными точками по периметру профиля измеряемой трубы 12, перпендикулярного ее оси, составляет dy=2 мм. Можно полностью сканировать и измерять трубы с диаметром до 585 мм с точностью ±0,3 мм (по отношению к касательной угол падения луча на поверхность трубы составляет максимум 40°). В данном варианте осуществления изобретения можно полностью исключить вертикальное перемещение трубы и осевое смещение труб (смещение). С целью исключения осевого смещения необходимо знать местоположение ближайшего центра 24 неподвижной направляющей трубы (например, центра ближайшей группы валков прокатного стана), либо оборудование необходимо оснастить вторичной плоскостью измерения/плоскостью 27 сканирования с по меньшей мере тремя сканерами, расположенной параллельно первичной плоскости и смещена на заданное расстояние (в идеальном случае это расстояние равно максимальному измеряемому диаметру трубы). Сканеры 26 во вторичной плоскости сканирования могут быть заменены лазерными дальномерами, которые измеряют расстояние от местоположения дальномера до теоретического центра трубы. На основании отклонений взаимно откалиброванных дальномеров, смещение трубы одновременно оценивается во вторичной плоскости и сравнивается с измеренным центром тяжести плоскости сканирования. Трубчатая рама 1, имеющая форму правильного восьмиугольника, позволяет распределять сканеры симметрично с минимизацией высоты рамы. Рама симметрична относительно вертикальной оси, когда пары верхних и нижних соединительных колен 31 образуют угол 120°, а две другие пары соединительных колен 33 образуют угол 150°. Шесть сканеров установлены таким образом, что они образуют вершины правильного шестиугольника, верхняя и нижняя стороны которого расположены горизонтально. Для измерения труб диаметром до 495 мм одна половина ширины рамы (от оси измеряемой трубы до оси трубы, образующей вертикальную сторону рамы) составляет 926 мм, а одна половина высоты (от оси измеряемой трубы до оси трубы, образующей верхнюю/нижнюю стороны рамы) находится в диапазоне от 890 до 926 мм. В описанном варианте осуществления изобретения используется вторичная измерительная плоскость с дополнительными тремя сканерами на той же раме. В принципе, каждый другой сканер дублируется таким образом, что дополнительные сканеры выполняют измерения в плоскости смещения. Вторичная измерительная плоскость существенно изменяет ширину рамы в месте установки корпуса сканера в зависимости от смещения вторичной плоскости. В данном случае ширина составляет 920 мм при расстоянии между плоскостями, равном 520 мм. В другом варианте осуществления изобретения предлагается реализовать вторичную плоскость с помощью другой независимой рамы.
Ниже описан другой вариант осуществления изобретения, отличающимся количеством используемых сканеров.
Вариант осуществления изобретения с семью сканерами гарантирует максимальную точность ±0,2 мм для труб 12 диаметром до 620 мм и при расстоянии между отдельными точками по периметру профиля, перпендикулярного оси, которое составляет dy=2,3 мм. Точность, достигаемая для труб диаметром до 685 мм, составляет ±0,3 мм. В данном варианте осуществления изобретения рама обычно имеет форму неравнобокого правильного восьмиугольника с соединительными коленами, образующими угол 135°. Сканеры прикреплены к раме с помощью L-образной регулируемой части 25, с помощью которой сканеры наклонены. В этом случае можно устанавливать сканеры по периметру рамы таким образом, чтобы они образовывали вершины правильного равнобедренного семиугольника, нижняя сторона которого расположена горизонтально. Половина высоты и ширины рамы составляет примерно 910 мм.
Вариант осуществления изобретения с восемью сканерами гарантирует максимальную точность ±0.2 м для труб 12 диаметром до 700 мм и при расстоянии между отдельными точками по периметру профиля, перпендикулярного оси, составляющем dy=2,5 мм. В данном варианте осуществления изобретения рама в большинстве случаев имеет форму правильного равнобедренного семиугольника с соединительными коленами, образующими угол 135°. Сканеры прикреплены к половинам сторон. Одна половина ширины рамы (от оси измеряемой трубы до оси трубы, образующей вертикальную сторону рамы) и одна половина высоты (от оси измеряемой трубы до оси трубы, образующей верхнюю/нижнюю стороны рамы) составляет 897 мм.
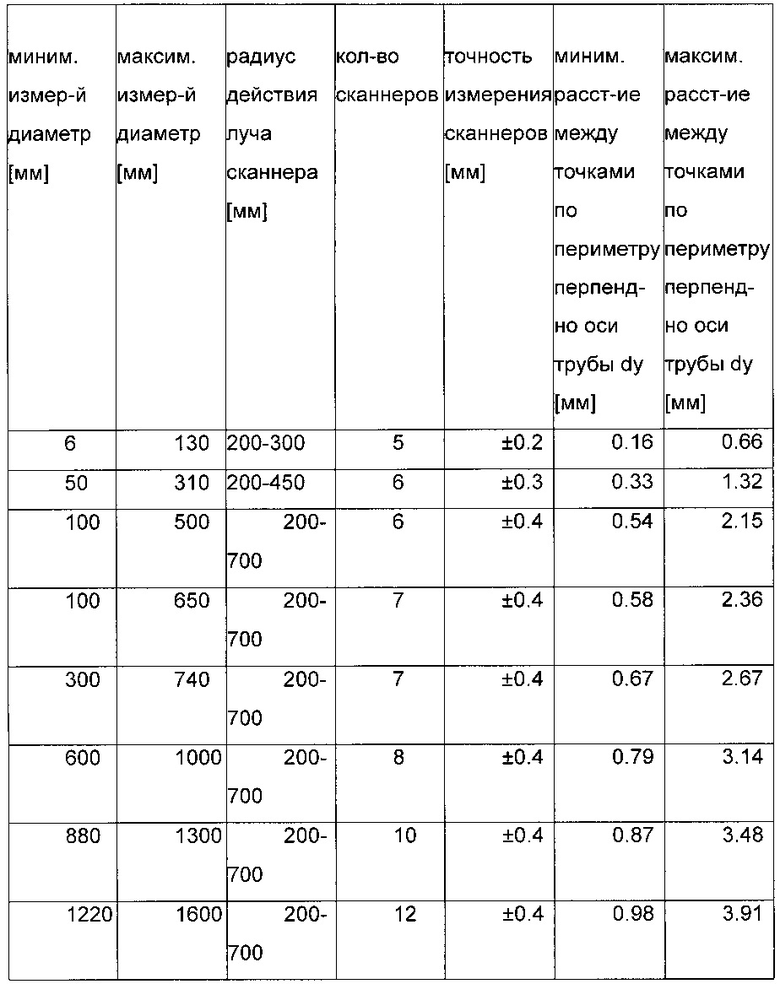
Для измерения труб большего диаметра или для использования меньшего количества сканеров можно представить другие варианты осуществления изобретения, в которых задано значение наименьшего диаметра измеряемой трубы. Возможны другие варианты осуществления изобретения при использовании лучей сканеров с различной дальностью действия, при этом точность может также различаться. Могут быть реализованы многочисленные варианты в соответствии с потребностями клиентов. В нижеследующей таблице приведены некоторые из них.
С точки зрения формы, имеется несколько типичных вариантов трубчатой рамы 1, которые можно осуществить путем сочетания соединительных колен 2 и соединительных труб 3. Форма и размеры трубчатой рамы 1 зависят от диапазонов измерения диаметров и количества используемых сканеров. Для варианта с тремя или шестью сканерами можно использовать правильный восьмиугольник с соединительными коленами 2 (угловые соединения), образующими угол 120°, либо, что еще лучше, использовать неправильный восьмиугольник путем сочетания четырех соединительных колен 2 под углом 150° и четырех соединительных колен под углом 120°, при этом путем поворота трубчатой рамы на 90° охватываются другие части измеряемой трубы 12. В варианте с четырьмя или восемью сканерами идеальной формой трубчатой рамы 1 будет правильный восьмиугольник с соединительными коленами под углом 135°. В варианте с пятью сканерами используется трубчатая рама 1 в форме неправильного восьмиугольника с двумя соединительными коленами под углом 150°, двумя соединительными коленами под углом 120° и четырьмя соединительными коленами под углом 135°. В этом случае сканеры в плоскости сканирования повернуты таким образом, чтобы центр сектора сканирования каждого сканера был направлен на ось измеряемой трубы 12. Это достигается с помощью простой регулируемой части 25, имеющей L-образную форму. В варианте с использованием десяти сканеров применяется рама в форме правильного десятиугольника с коленами под углом 144° или в форме двенадцатиугольника, когда пары верхних и нижних колен образуют угол 162°, а остальные колена образуют угол 144°. В варианте с использованием двенадцати сканеров применяется рама в форме правильного двенадцатиугольника с соединительными коленами под углом 150°. Конструкционный принцип позволяет выполнить раму даже с большим количеством сканеров - обычно с четным количеством. В подобных случаях рама проектируется для специального применения.
Аналогичным образом могут быть спроектированы другие варианты рамы с многоугольными конструкциями.
В иллюстративном способе измерения наружных размеров поперечных сечений и сканирования труб/круглого проката используются их поступательное движение во время производства или на производственном конвейере. Измерение выполняется по меньшей мере тремя 2D-сканерами с управляемым лазерным лучом, которые равномерно распределены по периметру трубы таким образом, что их плоскости сканирования вместе образуют плоскость, перпендикулярную оси трубы, при этом каждый сканер повернут таким образом, что он охватывает заданную часть сегмента профиля трубы/круглого проката. Вместе секторы сканирования сканируют все поперечное сечение трубы или его часть. Пары сканеров должны быть направлены друг на друга. Сканеры проектируют управляемые лазерные лучи на поверхность трубы/круглого проката и в определенные моменты синхронизовано измеряют расстояние между системами координат сканеров и спроектированными точками лазерных лучей на поверхность трубы/круглого проката. Данное измерение синхронно повторяется за один цикл отклонения таким образом, что весь профиль трубы/круглого проката сканируется точка за точкой в плоскости сканирования. Цикл отклонения периодически повторяется при одновременном перемещении трубы/круглого проката вдоль его оси, что позволяет постепенно сканировать всю поверхность трубы/круглого проката. Оценка диаметров и центра тяжести выполняется на основании точек, полученных в определенный момент от всех сканеров. После фильтрации и аппроксимации изменение центра тяжести используется для оценки выполненного вертикального перемещения профиля в течение одного цикла отклонения. На основании информации о вертикальном перемещении измеренного участка и, возможно, других измеренных перемещений центра тяжести в параллельной плоскости, сдвинутой на заданное расстояние, измеренные положения точек преобразуются с целью исключить вертикальное перемещение и возможное осевое смещение труб/круглого проката. Изменение центра тяжести второго участка в параллельной плоскости оценивается с помощью по меньшей мере трех сканеров или лазерных дальномеров, либо измерение заменяется четко определенной точкой, которая обеспечивает точную ориентацию труб в заданной точке.
Ниже приведено описание процесса анализа и расчета измеренных данных.
Каждое измерение расстояния выполняется синхронно на всех сканерах, в результате чего для каждого цикла формируется группа одновременно измеренных расстояний, которые преобразуются в координаты точек в общей системе координат. После применения фильтра группа измеренных точек используется для расчета диаметров и центра тяжести (центра) сечения трубы в плоскости сканирования.
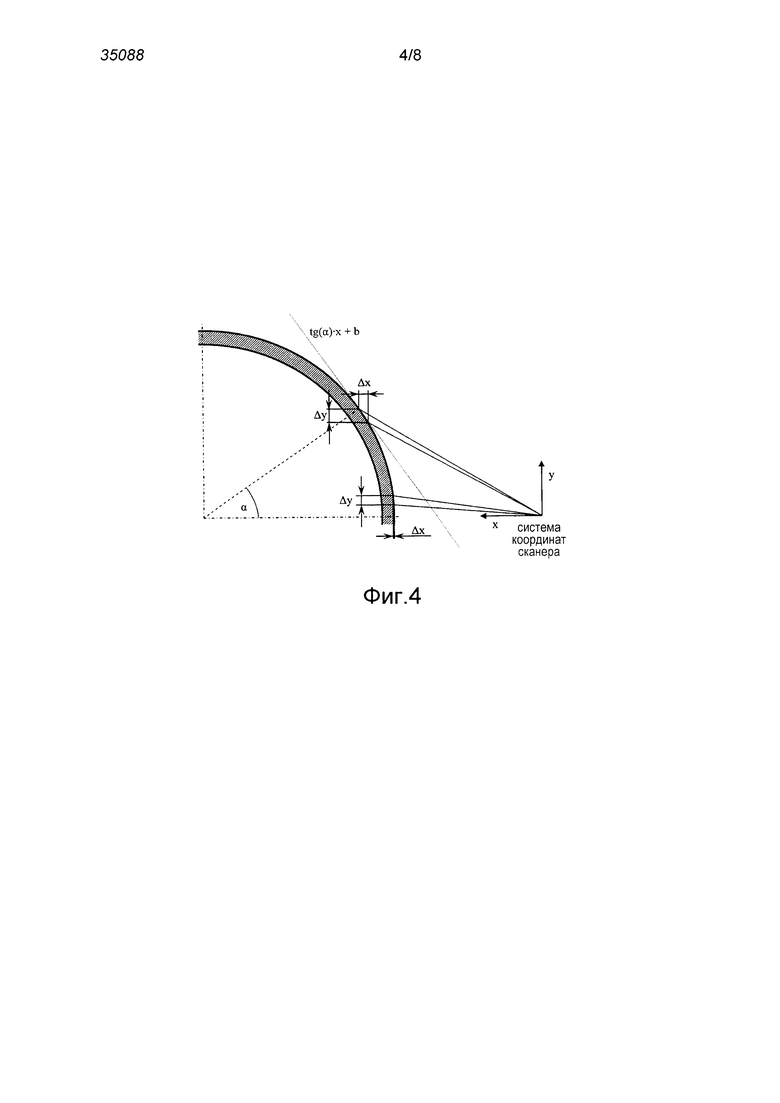
Во-первых, к каждому сканеру по отдельности применяется фильтр точек касания (FTP). Этот фильтр применяется раздельно в отдельных системах координат сканеров. Используемые точки должны удовлетворять условию |Δx/Δy|<FTP, где Δx и Δy представляют собой значения расстояния между двумя последовательными измеренными точками одного скана по осям x и y. В принципе, при этом определяется угол покрытия трубы одним сканером. Как показано на фиг. 4, с математической точки зрения величина Δx/Δy представляет собой угол наклона секущей, проходящей через две соседние точки. Для достаточно близких точек (Δx/Δy→0) эта секущая превращается в касательную, которая может быть аналитически выражена производной круга sin(α)/cos(α)=tg(α)=FTP. Для требуемого максимального угла покрытия трубы сканером β=2⋅α легко определить значение фильтра. Для общего покрытия трубы четырьмя сканерами, расположенными под углом 90° (угол покрытия составляет β=90°), угол равен α=45°. Следовательно, коэффициент фильтрации равен tg(45°)=1.
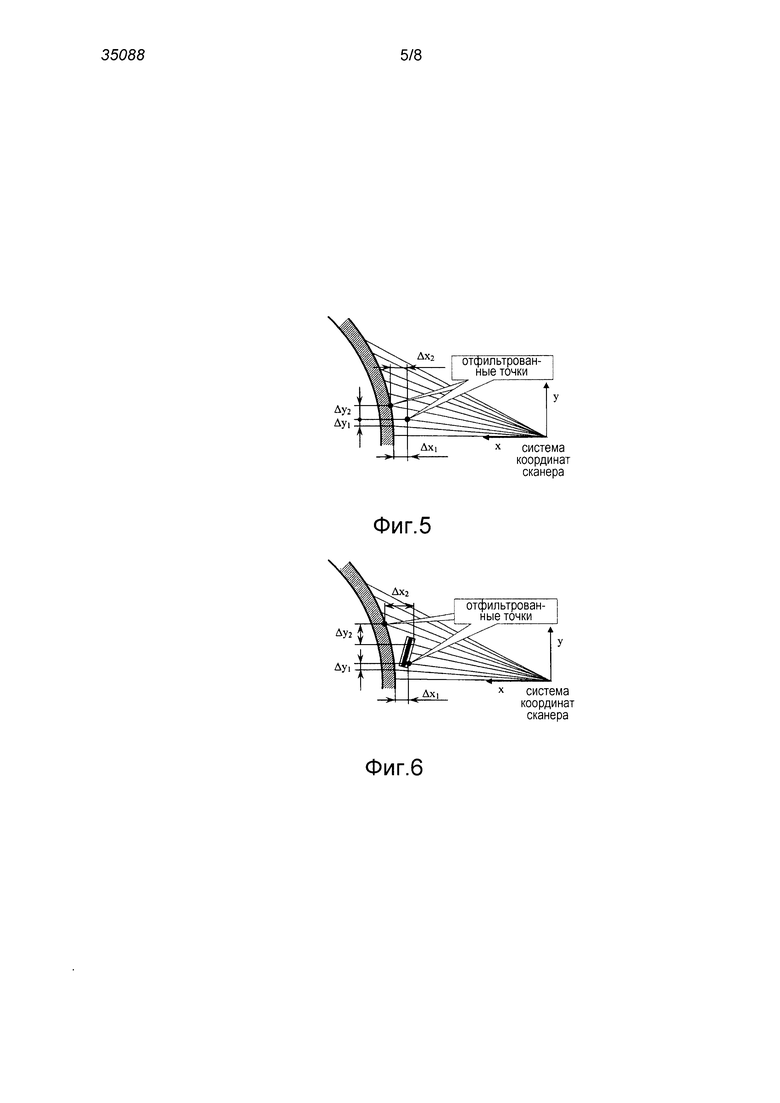
Помимо фильтрации точек, расположенных за пределами угла покрытия, фильтр также исключает одиночные ошибочно измеренные точки. Если измеренная точка значительно сдвинута по сравнению к предыдущей точкой (|Δx/Δy|>FTP), она автоматически отфильтровывается, при этом она используется для последующего сравнения. Если эта точка является одиночной (например, случайное отражение от частицы пыли), то может быть отфильтрована также и последующая точка, поскольку будет снова применяться соотношение |Δx/Δy|>FTP. Однако, если эта ошибка не является случайной, а следующая точка расположена в непосредственной близости к уже отфильтрованной точке, то фильтр оставит ее как есть. На практике отфильтровываются те одиночные точки, которые были измерены ошибочно вследствие, например, попадания капли воды, частицы пыли и т.д., см. фиг. 5. Однако, если выявлен более существенный объект, см. фиг. 6, на котором измерены по меньшей мере две точки, то будет отфильтрована только первая точка.
Фильтр может быть также расширен с помощью групповой фильтрации, когда максимальное количество точек, которые могут быть отфильтрованы за один раз, определяется на основании следующего соотношения |Δx/Δy|>FTP. В случае данного расширения первая точка, отфильтрованная согласно этому неравенству, будет только маркирована (точка, маркированная как «подозрительная»). Для следующей точки соотношение |Δx/Δy|>FTP проверяется не только в отношении предыдущей и уже «подозрительной» точки, но также и в отношении последней конформной точки, удовлетворяющей соотношению |Δxv/Δyv|>FTP. Если новая точка также отфильтрована по неравенству |Δxv/Δyv|>FTP по отношению к последней конформной точке, но не отфильтрована по отношению к предыдущей точке, то эта точка также маркируется как «подозрительная». Данный процесс повторяется таким образом для других измеренных точек до тех пор, пока количество последовательных точек не превысит заданный предел или если фильтр не выполнит выбраковку до последней «достоверной» точки. В первом случае маркирование всей группы не конформных точек аннулируется «задним числом». Во втором случае маркирование сохраняется и группа этих точек не будет использоваться для расчета центра тяжести. Если в группе имеется только одна «подозрительная» точка, то она не учитывается.
После применения фильтра точек касания используется фильтр измеренного диапазона диаметра. Задача этого фильтра состоит в фильтрации точек, использованных для расчета центра тяжести, которые не соответствуют фактическому возможному измерению на поверхности измеряемого объекта. Это может быть, например, рыхлая окалина или другие объекты, которые попадают в поле зрение сканеров во время измерения. Эти точки регистрируются и используются для автоматического расчета овальности, однако, они не используются для расчета центра тяжести. Вопрос об исключении этих точек из измерения овальности должен решаться ответственным оператором путем вмешательства пользователя.
Фильтр функционирует путем расположения окружности для различных комбинаций триплетных точек (эти триплеты выбираются в варианте осуществления изобретения с более чем четырьмя сканерами таким образом, чтобы никогда не выбирались три соседних точки), для этой окружности рассчитывается диаметр и определяется центр тяжести. Если значение диаметра находится за пределами заданного интервала, который определяется как удвоенное произведение допусков для трубы, или центр расположен за пределами допустимой области, то данный триплет точек маркируется как «подозрительный». Точки, маркированные как «подозрительные» при каждой процедуре расчета, маркируются затем как «подозрительные» постоянно и отфильтровываются для расчета центра тяжести. Параметры фильтра определяются индивидуально в зависимости от измеряемого диаметра и максимально допустимого отклонения трубы, которое определяется на производственной линии.
Если все точки, измеренные всеми сканерами обычным образом, являются конформными, то по ним строится интерполяционная кривая (в большинстве случаев кубический сплайн). В частности между точками соседних сканеров интерполяция выполняется с помощью кривой y=Ax3+Bx2+Cx+D, так чтобы переход от одной кривой к другой в измеренных точках был гладким (первая и вторая производные в общей точке одинаковы для обеих кривых). Образованная замкнутая кривая ограничивает область, для которой затем рассчитывается центр тяжести, который представляет собой центр овального поперечного сечения (например, трубы или круглого проката).
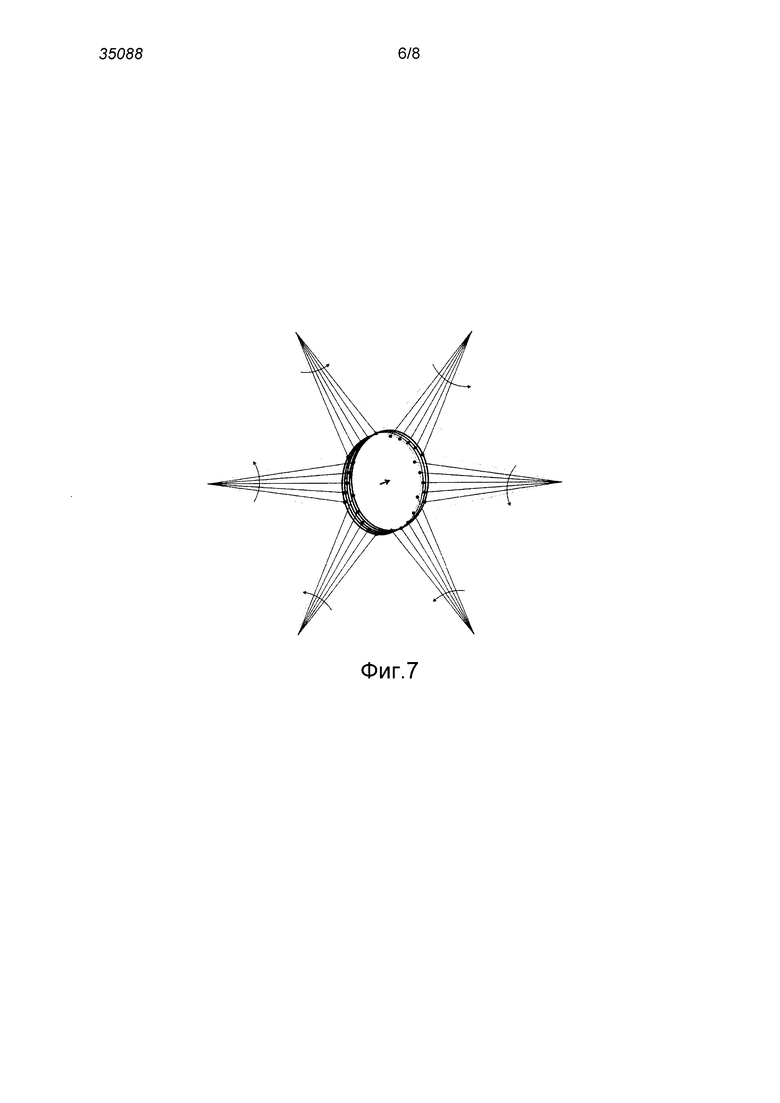
Во время одного цикла отклонения лазерных лучей таким образом определяется полный набор групп точек вместе с координатами центра тяжести, которые представляют все отсканированное поперечное сечение, на которое обычно накладывается поперечное перемещение трубы, см. фиг. 7. Функция поперечного перемещения трубы во время сканирования одного поперечного сечения определяется отдельно на основании аппроксимации изменений центров тяжести трубы в зависимости от времени.
В частности, компоненты координат центра тяжести x и y разделяются на две отдельных строки, по которым формируются таблицы значений (соответственно отдельно для x и y) в зависимости от времени t, которое представляет собой время, в течение которого выполняется сканирование точек. Эти табличные значения аппроксимируются в соответствии с выбранной функцией (прямая линия, парабола или гипербола), которая дает две функции координат центра тяжести в зависимости от времени fx(t) и fy(t). Эти функции определяют функцию поперечного перемещения трубы во время выполнения сканирования одного профиля.
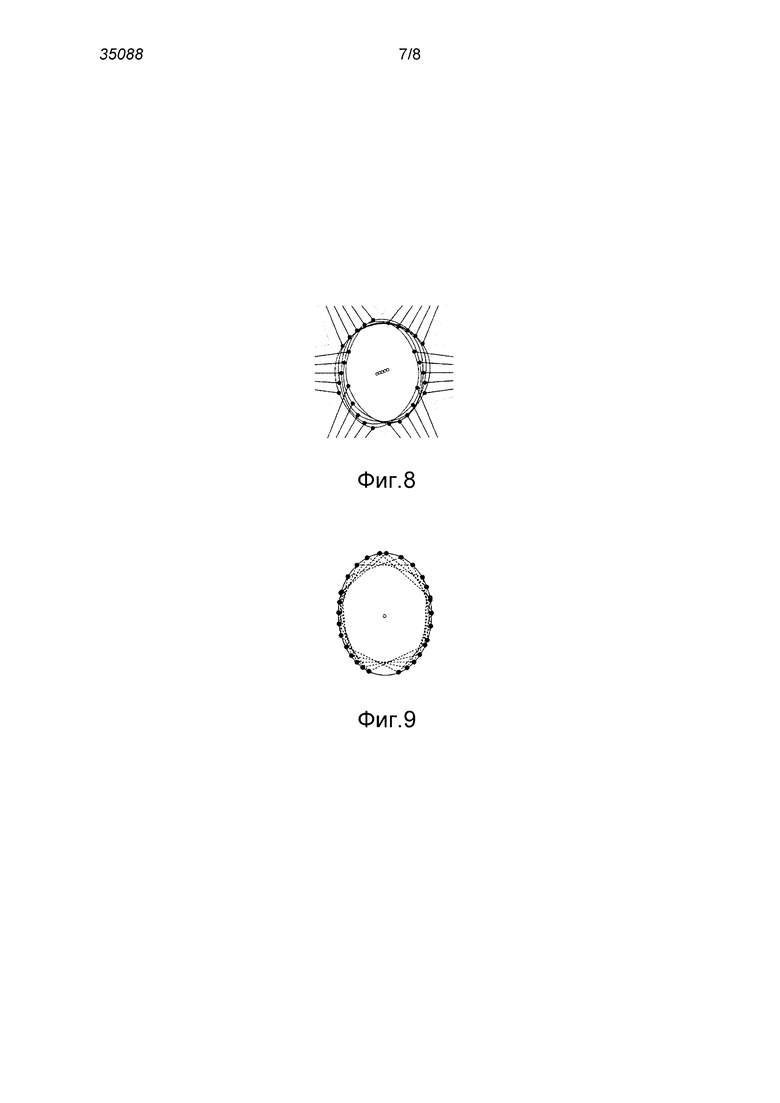
Исключение поперечного перемещения, как показано на фиг. 8 и 9, реализуется путем сдвига отдельных компонент координат измеренных точек в зависимости от времени t, так что функции координат центра тяжести fx(t) и fy(t) проходят через начало координат. Таким способом формируется группа точек профиля без поперечного перемещения и с центром тяжести в начале системы координат.
Произвольным образом и для того же интервала времени выполняется оценка перемещения сдвинутого в продольном направлении центра тяжести профиля трубы в одной или двух других плоскостях измерения, параллельных плоскости сканирования, сдвинутой на заданное расстояние I. Оценка центра тяжести в этих плоскостях выполняется синхронно с измерением в плоскости сканирования с помощью по меньшей мере трех сканеров и с использованием того же способа, что и в плоскости сканирования, или с заменой этих трех сканеров по меньшей мере тремя откалиброванными обычным образом лазерными дальномерами, расположенными по периметру трубы в плоскости измерения таким образом, чтобы их лучи были направлены к центру трубы и могли измерять расстояние между началом лазерного дальномера и поверхностью трубы. Группы из по меньшей мере трех точек поперечного сечения трубы также определяются в плоскости измерения, по которым оценивается функция изменения центра тяжести в зависимости от времени с использованием того же способа, что и в плоскости сканирования. Функция изменения сдвинутого центра тяжести со временем может быть заменена четко определенной точкой, расположенной в месте пересечения оси трубы и ближайшей плоскости, в которой не имеет места поперечное перемещение вследствие четкой ориентации трубы.
С помощью функций поперечного перемещения измеряемых труб во время одного цикла отклонения луча координаты измеренных точек соответствующего поперечного сечения преобразуются для исключения поперечного перемещения и смещения труб во время одной последовательности сканирования, и, таким образом, получают фактическое поперечное сечение трубы в плоскости сканирования, которая является точно перпендикулярной к оси трубы.
Исключение осевого смещения также выполняется раздельно для каждой группы одновременно измеренных точек. Сначала определяется угол В, который представляет собой отклонение оси трубы от прямой линии, точно перпендикулярной к плоскости измерения. Для расчета этого угла определяется расстояние и между координатами точек TA и ТB центра тяжести после проектирования на плоскость сканирования, которые получены благодаря функциям fx(t), fy(t) и fxp(t), fyp(t) в один и тот же момент времени t в плоскости сканирования А и в первоначально сдвинутой измеряемой плоскости В. Затем, на основании перпендикулярного расстояния I между обеими плоскостями и расстояния точек и рассчитывается угол β с использованием теоремы о касательной β=arctg(u/l). Если угол β меньше граничного значения, то это отклонение рассматривается как пренебрежимо малое и исключение осевого смещения не используется. В противном случае система координат сдвигается и поворачивается таким образом, чтобы начало новой системы координат проходило через центр ТА тяжести плоскости сканирования, а ось Y проходила через центр ТB тяжести, первоначально рассчитанный в сдвинутой плоскости функций fxp(t), fyp(t). В то же время исходные координаты измеренных точек Р преобразуются в новую систему координат, причем к элементу у дополнительно применяется преобразование yT=y⋅cos(β). Данное преобразование фактически осуществляет проекцию точек на плоскость, перпендикулярную оси трубы, которая пересекает плоскость измерения по оси X системы координат под углом β и, в связи с этим, может быть также осуществлена с помощью других соотношений. В результате система координат поворачивается в исходное положение и, вместе с этим, выполняется преобразование скорректированных координат. Этот процесс повторяется для каждого набора одновременно измеренных точек в момент времени t. Затем точки одного прохода лучей (один профиль) преобразуются в общую систему координат, так чтобы частичные центры тяжести, определяемые функциями fx(t) и fy(t), проходили через начало. Таким способом получают набор точек профиля, свободного от осевого смещения измеряемого объекта.
С помощью преобразованных точек и на основании знания центра (центра тяжести) профиля одного скана можно легко рассчитать диаметры и определить требуемую овальность.
Способ и оборудование, предложенные в соответствии с изобретением, включая соответствующее количество сканеров, могут использоваться для измерения точности внешней формы любого стержнеобразного изделия или его частей, которое изготавливается на сталелитейных заводах или прокатных станах и которое перемещается вдоль его оси и проходит целиком через плоскость, перпендикулярную его оси, причем вертикальное перемещение указанного изделия и его возможное смещение являются пренебрежимо малыми. В случае стержнеобразного изделия, вертикальное перемещение которого не является пренебрежимо малым, измерение можно выполнить при том условии, что имеется конечное количество точек поверхности, расположенных симметрично и произвольно на поверхности профиля, по которым можно однозначно определить центр тяжести. Для данного конечного количества точек необходимо использовать такое же количество сканеров.
Номера позиций:
1. Трубчатая рама
2. Соединительные колена
3. Соединительные трубы
4. Защитный корпус сканеров с водяным охлаждением и колеблющимся или вращающимся лазерным лучом
5. Теплозащитный прикрывающий экран
6. Входное отверстие охлаждающей среды
7. Выходное отверстие охлаждающей среды и соединение для обдувания и охлаждения экрана корпусов сканеров
8. Система распределения технологического воздуха
9. Система распределения жидкой охлаждающей среды
10. Обдувающее сопло в оптической части сканера
11. Охлаждающее сопло сканера
12. Измеряемая труба
13. Направление перемещения трубы
14. Плоскость сканирования
15. Вертикальное перемещение трубы
16. Защитная планка
17. Пирометр
18. Датчик скорости перемещения трубы
19. Регулировочные элементы
20. Сектор колеблющихся или вращающихся лазерных лучей от сканеров
21. Сегмент сканирования (граница)
22. Измеряемый сегмент (граница)
23. Труба с осевым смещением
24. Центр ближайшего местоположения фиксированного направления трубы (центр ближайшего набора валков прокатного стана)
25. Регулируемая часть
26. Сканеры/лазерные дальномеры вторичной плоскости измерения (по меньшей мере три лазерных дальномера)
27. Вторичная плоскость сканирования
28. Крепежные колена
29. Крепежные держатели
30. Хомуты
31. Соединительное колено с углом 120°
32. Соединительное колено с углом 135°
33. Соединительное колено с углом 150°
Группа изобретений относится к области техники, раскрывающей бесконтактное измерение наружных размеров поперечных сечений металлургического стержнеобразного изделия. Модульная рама, предназначенная для способа бесконтактного измерения наружных размеров поперечных сечений металлургического стержнеобразного изделия, содержит один сканер и электропроводку. При этом модульная рама имеет форму многоугольника, вершины которого образованы, по меньшей мере, одним соединительным коленом и, по меньшей мере, двумя крепежными коленными. Кроме того, указанные соединительные колена и крепежные колена соединены соединительными рычагами, оснащенными кожухами со встроенными сканерами. Технический результат – повышение надежности измерений необходимых параметров, даже в том случае, когда измеряемое изделие перемещается или вибрирует в вертикальном направлении во время измерения. 2 н. и 3 з.п. ф-лы, 10 ил.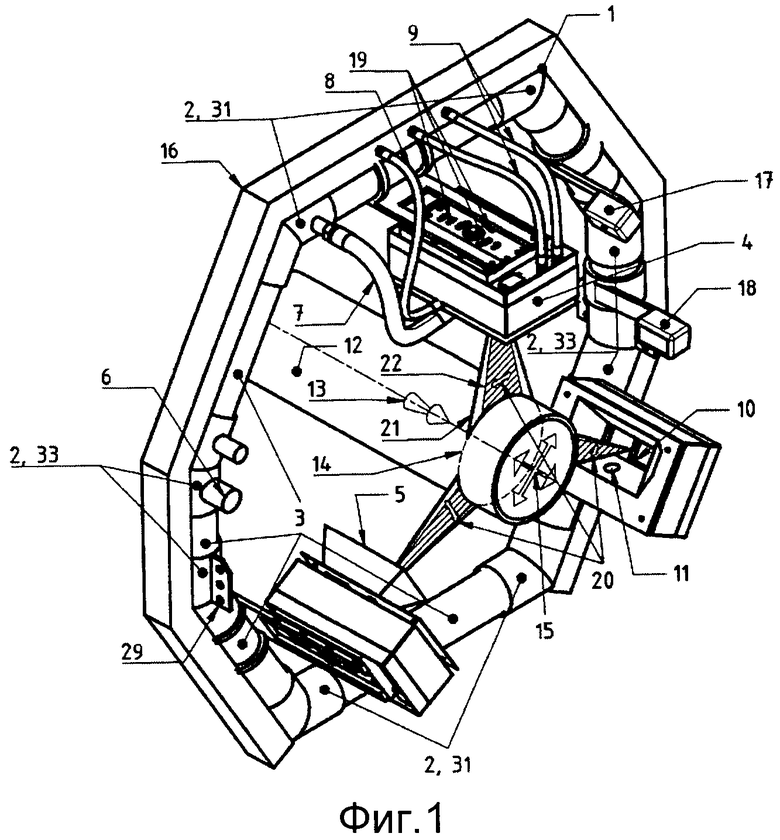
1. Способ бесконтактного измерения наружных размеров поперечных сечений металлургического стержнеобразного изделия, отличающийся следующими этапами:
- размещают по меньшей мере три равномерно вращающихся или колеблющихся лазерных луча от сканеров, откалиброванных и синхронизированных обычным образом, симметрично вокруг стержнеобразного изделия таким образом, что центральные положения лучей направлены к оси стержнеобразного изделия, и неоднократно измеряют расстояние между началом систем координат сканеров и поверхностью сканируемого стержнеобразного изделия;
- преобразуют группу одновременно измеренных расстояний в координаты точек в общей системе координат;
- вычисляют диаметры и центр тяжести (центр) стержнеобразного изделия в плоскости сканирования с использованием указанной группы точек в общей системе координат;
- определяют по меньшей мере одну функцию поперечного перемещения стержнеобразного изделия во время сканирования на основании аппроксимации изменений центров тяжести стержнеобразного изделия со временем;
- преобразуют координаты измеренных точек соответствующего поперечного сечения с использованием функции/функций поперечного перемещения стержнеобразного изделия во время одного цикла отклонения лучей, чтобы исключить поперечное перемещение и смещение стержнеобразного изделия во время одной последовательности сканирования для определения фактического поперечного сечения стержнеобразного изделия.
2. Способ по п. 1, отличающийся тем, что с целью исключения эффекта теплового расширения стержневого изделия предпочтительно измеряют температуру поверхности стержневого изделия для каждого сегмента вместе с измерением расстояния между началом систем координат сканеров и поверхностью сканируемого стержнеобразного изделия; при этом указанную температуру используют для преобразования размеров стержнеобразного изделия из горячего состояния в холодное состояние.
3. Модульная рама, оснащенная по меньшей мере одним сканером и электропроводкой для осуществления способа по п. 1 или 2, отличающаяся тем, что она имеет форму многоугольника, вершины которого образованы по меньшей мере одним соединительным коленом и по меньшей мере двумя крепежными коленами, при этом указанные соединительные колена и крепежные колена соединены соединительными рычагами, оснащенными защитными кожухами со встроенными сканерами.
4. Модульная рама по п. 3, отличающаяся тем, что она оснащена системой распределения по меньшей мере одной охлаждающей среды.
5. Модульная рама по п. 3 или 4, отличающаяся тем, что длинные стороны крепежных колен ориентированы вертикально, при этом на этих длинных сторонах крепежных колен установлены крепежные держатели.
| DE 102011119658 A1, 29.05.2013 | |||
| US 5028798 A, 02.07.1991 | |||
| US 5457537 A, 10.10.1995 | |||
| US 20040173225 A1, 09.09.2004. |

