Изобретение относится к сварочному производству, а именно к наплавочным материалам, используемым для дуговой наплавки и восстановления размеров изношенной детали из низколегированных и углеродистых сталей в ходе ремонта, а также для нанесения на поверхность готового изделия износостойких слоев и слоев с другими заданными свойствами дуговой наплавкой и плазменным напылением.
Проблема известных порошковых проволок заключается в получении наплавленного слоя с недостаточной износостойкостью для работы в условиях абразивного износа.
Известна порошковая проволока для наплавки ПП-Нп-25ГС, описанная в ГОСТ 26271-84 «Порошковая проволока для сварки углеродистой низколегированной стали».
Порошковая проволока представляет собой металлическую оболочку из стали и сердечник.
Сердечник выполнен из шихты, которая содержит защитный компонент, карбидообразующий компонент, нитридообразующий компонент, кремнийсодержащий компонент, шлакообразующий компонент и легирующий компонент. В качестве защитного компонента выбрана смесь графита и мрамора, предназначенная для создания защитной атмосферы в зоне наплавки. В качестве карбидообразующего компонента выбран марганец, предназначенный для связывания углерода и упрочнения наплавленного слоя за счет образования карбидов в его структуре. В качестве нитридообразующего компонента выбрана смесь окиси алюминия (алюмосодержащего компонента) и двуокись циркония (компонента с переходным элементом четвертой группы), предназначенная для связывания азота и упрочнения наплавленного слоя за счет образования нитридов и карбонитридов. В качестве кремнийсодержащего компонента выбрана двуокись кремния (в составе гранодиорита), предназначенная для упрочнения структурного феррита слоя. В качестве шлакообразующего компонента выбрана смесь гранодиорита и флюорита, предназначенная для образования защитного шлака при плавлении и растворения в нем других добавок после плавления. В качестве легирующего компонента выбран ферросиликомарганец, предназначенный для дополнительного упрочнения.
Компоненты выбраны в следующем соотношении, мас.%:
При дуговой наплавке слоя металлическая оболочка проволоки и сердечник расплавляются. При расплавлении компонентов сердечника происходит образование шлаковой ванны из защитного жидкого шлака с растворением в нем ферросиликомарганца.
При расплавлении металлической оболочки образуется сварочная ванна. В шлаке происходит восстановление циркония, алюминия и кремния с переходом этих элементов в жидкий металл. При переходе циркония, алюминия и кремния в жидкий металл происходит связывание азота и углерода, что предотвращает образование газовых пор в наплавленном слое металла. При связывании растворенных газов в жидком и затвердевающем металле в наплавленном слое образуется небольшое количество изолированных карбидов и нитридов, которые повышают его износостойкость.
При плавлении и растворении в шлаке ферросиликомарганца в наплавленный слой переходят его легирующие элементы: марганец и кремний, которые дополнительно повышают его износостойкость.
При этом наплавленный слой имеет толщину до 8 мм.
Средние значения микротвердости наплавленного слоя по Виккерсу не превышают 300-350 HV. Детали с таким наплавленным слоем работают в трущихся парах без абразивного износа.
Достоинство известной порошковой проволоки заключается в высокой технологичности. Это обусловлено получением наносимого слоя, большой толщины без пор и других несплошностей, позволяющим восстанавливать размеры изношенных деталей до номинальных значений в ходе ремонта.
Другое достоинство известной порошковой проволоки заключается в повышении износостойкости наплавленного слоя за счет его упрочнения путем легирования цирконием, алюминием, марганцем и кремнием, позволяющего деталям работать в трущихся парах без абразивного износа.
Недостаток известной порошковой проволоки заключается в недостаточной износостойкости наносимого слоя для работы ремонтируемой детали в условиях абразивного износа, что обусловлено получением наносимого слоя с небольшим количеством упрочняющих фаз: карбидов, нитридов и карбонитридов в его структуре.
Наиболее близким к заявляемому решению по технической сущности и достигаемому результату является порошковая проволока для наплавки в азотсодержащих защитных газовых смесях с последующим азотированием наносимого слоя [патент РФ №1029515, МПК В23К 35/36, опубл. БИ №2, от 10.05.2013].
Порошковая проволока представляет собой металлическую оболочку из стали и сердечник.
Сердечник выполнен из шихты, которая содержит защитный компонент, карбидообразующий компонент, нитридообразующий компонент и шлакообразующий компонент.
В качестве защитного компонента выбран графит, предназначенный для создания защитной атмосферы в зоне наплавки. В качестве карбидообразующего компонента выбрана смесь порошков хрома, молибдена и ванадия (смесь переходных тугоплавких элементов, имеющих высокое сродство к углероду), предназначенная для связывания углерода, а также упрочнения наплавленного слоя за счет образования карбидов в его структуре. В качестве нитридообразующего компонента выбрана смесь алюминия (алюмосодержащего компонента), железа и титана (компонента с переходным элементом четвертой группы), предназначенная для связывания азота и углерода с образованием нитридов, карбидов и карбонитридов и, как следствие, для упрочнения наплавленного слоя за счет образования этих фаз в его структуре. В качестве шлакообразующего компонента выбран криолит, предназначенный для образования защитного шлака при плавлении и растворения в нем других добавок после плавления.
Компоненты выбраны в следующем соотношении, мас.%:
Коэффициент заполнения проволоки равен 30%.
При дуговой наплавке металлическая оболочка проволоки и сердечник расплавляются. При расплавлении компонентов сердечника на поверхности изделия происходит образование шлаковой ванны из защитного жидкого шлака с растворением в нем углерода, тугоплавких металлов и алюминия.
При расплавлении металлической оболочки проволоки на поверхности изделия образуется сварочная ванна. В шлаке происходит диффузия алюминия, углерода и тугоплавких элементов в сварочную ванну. При переходе их в жидкий металл происходит связывание азота и углерода, что предотвращает образование газовых пор этими элементами в наплавленном слое. В результате вышеописанных процессов на поверхности изделия формируется слой карбидов, нитридов и карбонитридов тугоплавких (кроме алюминия) металлов. Этот слой окончательно формируется при азотировании, производимом после наплавки. После азотирования образуются дополнительно нитриды алюминия, железа и титана, а также их карбонитриды, которые образуют металлическую основу структуры наплавленного слоя, которая содержит до 90% упрочняющих фаз: нитридов, карбидов и карбонитридов. Высокая доля в этих фаз в структуре обеспечивает максимально возможную износостойкость. Средняя микротвердость такого слоя достигает 1100 HV. Высочайшая твердость слоя не допускает последующей механической обработки, поэтому он наносится, как правило, на готовые изделия с доводкой их размеров шлифованием.
При этом наплавленный слой имеет толщину, не превышающую 0,3 мм, которая обеспечивает достаточную адгезию наплавленного слоя. Но слой такой толщины легко сминается при ударах.
В процессе наплавки тугоплавкие металлы (хром, молибден, ванадий, титан и железо) при увеличении толщины наплавленного слоя полностью не расплавляются, что приводит к недостаточной его адгезии к поверхности изделия.
Детали со слоем высочайшей износостойкости, наплавленным известной проволокой, работают в трущихся парах в условиях абразивного высокоскоростного износа. При работе в этих условиях при недостаточной толщине наплавленного хрупкого слоя происходит смятие слоя с его последующим быстрым отслоением и выкрашиванием.
Достоинство известной порошковой проволоки заключается в повышении износостойкости наплавленного слоя, обеспечивающем возможность работы деталей в условиях абразивного высокоскоростного износа без контактной динамической нагрузки. Это обусловлено образованием в структуре слоя не менее 90% упрочняющих фаз, представленных карбидами, нитридами и карбонитридами.
Недостаток известной проволоки заключается в ограничении функциональных возможностей использования наплавленного слоя, что обусловлено невозможностью работы деталей в условиях контактной динамической нагрузки вследствие смятия и выкрашивания этого слоя за счет недостаточной его толщины.
Задача, решаемая изобретением, заключается в разработке порошковой проволоки для наплавки, расширяющей функциональные возможности использования наплавленного слоя за счет обеспечения возможности работы деталей в условиях контактной динамической нагрузки за счет увеличения толщины слоя.
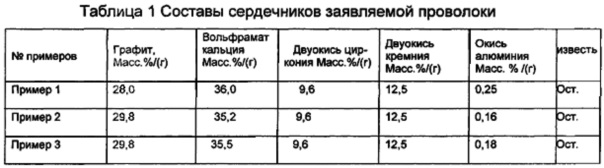
Для решения поставленной задачи предложена порошковая проволока для наплавки, представляющая собой металлическую оболочку из стали, и сердечник, выполненный из шихты, содержащей защитный, нитридообразующий, карбидообразующий, кремнийсодержащий и шлакообразующий компоненты; при этом в качестве защитного компонента выбран графит, в качестве карбидообразующего компонента - компонент с переходным тугоплавким элементом, имеющим высокое сродство к углероду, в качестве нитридообразующего компонента - смесь алюмосодержащего компонента и компонента с переходным элементом четвертой группы, в качестве алюмосодержащего компонента выбрана окись алюминия, в качестве компонента с переходным элементом четвертой группы - двуокись циркония, в качестве компонента с переходным тугоплавким элементом, имеющим высокое сродство к углероду, - вольфрамат кальция, в качестве кремнийсодержащего компонента - двуокись кремния, в качестве шлакообразующего компонента - известь при следующем соотношении компонентов, мас.%:
Наличие в составе шихты окиси алюминия в качестве алюмосодержащего компонента, двуокиси циркония в качестве компонента с переходным элементом четвертой группы, вольфрамата кальция в качестве компонента с переходным тугоплавким элементом, имеющим высокое сродство к углероду, двуокиси кремния в качестве кремнийсодержащего компонента и извести в качестве шлакообразующего компонента при следующем соотношении компонентов, мас.%: графит - 28,0-30,0, двуокись циркония - 9,6-12,5; двуокись кремния - 9,00-12,25; окись алюминия - 0,16-0,25; вольфрамат кальция - 35,2-39,0 и известь - остальное отличает заявляемое решение от прототипа.
Наличие отличительных существенных признаков в совокупности существенных признаков заявляемой полезной модели свидетельствует о соответствии ее критерию патентоспособности «полезной модели» - новизна.
Наличие в составе шихты окиси алюминия в качестве алюмосодержащего компонента, двуокиси циркония в качестве компонента с переходным элементом четвертой группы, вольфрамата кальция в качестве компонента с переходным тугоплавким элементом, имеющим высокое сродство к углероду, двуокиси кремния в качестве кремнийсодержащего компонента и извести в качестве шлакообразующего компонента при новом соотношении компонентов позволяет получить наплавленный слой с достаточной износостойкостью и толщиной до 8 мм, обеспечивающий возможность работы в условиях скоростного абразивного износа как при наличии контактных динамических нагрузок, так и без них, что расширяет функциональные возможности использования заявляемой порошковой проволоки для наплавки.
Это обусловлено тем, что увеличение толщины слоя резко уменьшает величину нормальных напряжений в слое при контактных динамических нагрузках, что, в свою очередь, резко снижает интенсивность его отслоения и выкрашивания (устраняет возможность хрупкого разрушения). Помимо этого уменьшение твердости и микротвердости наплавленного слоя в заявляемом решении связано с ростом пластичности и ударной вязкости, что тоже устраняет возможность хрупкого разрушения.
Заявляемая порошковая проволока для наплавки представляет собой металлическую оболочку из стали и сердечник.
Сердечник выполнен из шихты, которая содержит защитный компонент, карбидообразующий компонент, нитридообразующий компонент, кремнийсодержащий компонент и шлакообразующий компонент. В качестве защитного компонента выбран графит, предназначенный для образования защитной атмосферы в зоне наплавки. В качестве карбидообразующего компонента выбран вольфрамат кальция (компонент с переходным тугоплавким элементом, имеющим высокое сродство к углероду, с вольфрамом в заявляемом решении), предназначенный для связывания углерода и, как следствие, для упрочнения наплавленного слоя за счет образования карбидов в его структуре. В качестве нитридообразующих компонентов выбрана смесь окиси алюминия (алюмосодержащего компонента) и двуокиси циркония (компонента с переходным элементом четвертой группы, с цирконием в заявляемом решении), предназначенная для связывания азота, а также углерода и, как следствие, для упрочнения наплавленного слоя за счет образования нитридов, карбидов и карбонитридов алюминия и циркония в его структуре.
В качестве кремнийсодержащего компонента выбрана двуокись кремния, предназначенная для упрочнения структурного феррита кремнием. В качестве шлакообразующего компонента выбрана известь, предназначенная для образования защитного шлака при плавлении и растворения в нем других добавок после плавления сердечника.
Компоненты выбраны в следующем соотношении, мас.%:
При дуговой наплавке слоя металлическая оболочка проволоки и сердечник расплавляются. При расплавлении дугой компонентов сердечника происходит образование шлаковой ванны из защитного жидкого шлака, с растворением в нем графита, а также оксидов алюминия, циркония и вольфрама.
При расплавлении дугой металлической оболочки образуется сварочная ванна, которая при затвердевании образует в качестве металлической основы троосто-сорбит. В шлаке происходит восстановление вольфрама, циркония, алюминия и кремния с переходом этих элементов в жидкий металл. При переходе циркония, алюминия в жидкий металл происходит связывание азота, что предотвращает образование газовых пор в наплавленном слое металле. При этом в наплавленном слое образуется достаточное количество нитридов и карбонитридов, которые повышают его износостойкость. При переходе в жидкий металл вольфрама происходит связывание углерода. При этом в наплавленном слое образуется достаточное количество карбидов, которые повышают его износостойкость.
При переходе кремния в жидкий металл происходит легирование феррита в образующейся структуре троосто-сорбита. Наплавленный слой представляет собой легированный троосто-сорбит с отдельными, дисперсными и изолированными включениями карбидов, нитридов и карбонитридов.
Средняя микротвердость наплавленного слоя составляет до 550 HV, которая обеспечивает достаточную износостойкость детали для работы в условиях высокоскоростного абразивного износа как с динамическими контактными нагрузками, так и без них.
Толщина наплавленного слоя достигает 8 мм. Компоненты сердечника заявляемой проволоки достаточно легкоплавкие (температура плавления их не превышает 1520 C°), что обеспечивает высокую степень адгезии наплавленного слоя на поверхности изделия при толщинах, достигающих 8 мм. Такая толщина слоя при других указанных его свойствах позволяет производить полноценную обработку резанием, что является в условиях ремонта деталей и механизмов фактором, повышающим технологические возможности производства.
Проволоку готовят следующим образом.
Пример 1
Для приготовления 100 г шихты берут следующие компоненты в количестве: 28,0 г графита (28,0%), 20,0 г бадделеита, содержащего 9,6 г (9,6%) двуокиси циркония, 0,15 г (0,15%) окиси алюминия и 10,0 г (10,0%) двуокиси кремния, 50,0 г шеелита, содержащего 36,0 г (36%) вольфрамата кальция, 2,5 г (2,5%) двуокиси кремния, 0,1 г (0,1%) окиси алюминия и 13,5 г (13,5%) извести, а также добавку чистой извести, дополняющую смесь до 100%.
Компоненты перемешивают в смесителе в течение 20 минут.
После размола, просеивания и взвешивания компонентов шихты ее помещают в бункер установки получения проволоки (прокатный стан) и с помощью дозатора заполняют желоб прокатываемой металлической оболочки, выполненный из стали 08 пс. Далее прокатывают эту заготовку в проволоку с круглым сечением. При этом отношение веса сердечника к весу оболочки (коэффициент заполнения проволоки) составляет 18,0-20,0%.
В последующих примеры проволоку готовят так же, как и в примере 1, с различными составами компонентов в шихте, которые приведены в таблице 1. В таблице 2 приведен минералогический состав бадделеита. Высокообогащенный шеелит без учета малого количества примесей практически содержит 60% трехокиси вольфрама, 27% извести, до 0,2% окиси алюминия, до 4% двуокиси кремния и оксиды железа - остальное.

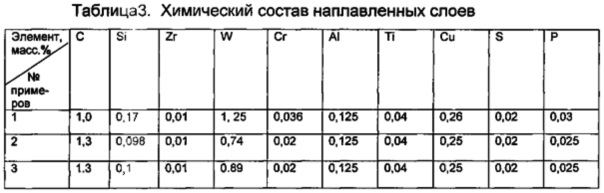
Полученными образцами проволоки произвели наплавку экспериментальных слоев, химический состав которых приведен в таблице 3, а показатели работоспособности которых приведены в таблице 4. Коэффициент износостойкости определяли отношением потерь веса к потерям веса эталонной стали 20ФЛ при трибометрических испытаниях на машине ИИ-5018 (ОАО «Точприбор», г. Иваново). Микроструктура полученного слоя исследовалась на микроскопах МБС-9 и ЕС МЕ-ТАМ-РВ21 при увеличении ×80 и ×500. Защитный слой по толщине измеряли штангенциркулем в 5 местах и усредняли.
Химический состав определялся на приборах «Стилоскоп СЛ13» и «Спектроскан МАКС-GV» ТУ 4276-001-23124704-2001, Госреестр №22525-02, аттестованный в ГП ВНИИМ им. Д.И. Менделеева, свидетельство об аттестации №242/19-2004, свидетельство о поверке №0035507 от 19.03.2006 г.
Микротвердость определялась на приборе ПМТ-3 по ГОСТ 8.398-80 «Измерение твердости по Виккерсу».
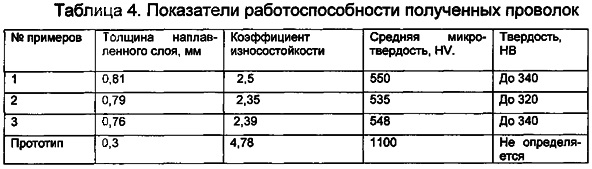
Результаты испытаний показывают, что защитный слой обладает повышенной толщиной по сравнению с защитным слоем, полученным по способу-прототипу, и достаточной износостойкостью, что создает возможность работы в условиях скоростного абразивного износа как при наличии контактных динамических нагрузок, так и без них.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАВЛЕНО-КЕРАМИЧЕСКИЙ ФЛЮС ДЛЯ НАПЛАВКИ | 2020 |
|
RU2757824C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2679374C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2682940C1 |
| Порошковая проволока для наплавки | 2024 |
|
RU2839406C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2679373C1 |
| Состав порошковой проволоки | 1974 |
|
SU532499A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2682941C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2019 |
|
RU2704338C1 |
| Порошковая проволока | 2017 |
|
RU2661159C1 |
| Порошковая проволока | 2017 |
|
RU2676383C1 |
Изобретение может быть использовано для дуговой наплавки. Металлическая оболочка выполнена из стали. Сердечник выполнен из шихты, содержащей компоненты в следующем соотношении, мас.%: графит 28,0-30,0, двуокись циркония 9,6-12,5, двуокись кремния 9,00-12,25, окись алюминия 0,16-0,25, вольфрамат кальция 35,2-39,0, известь – остальное. Технический результат заключается в получении наплавленного слоя, обеспечивающего долговечную работу деталей в трущихся парах в условиях контактной динамической нагрузки. 4 табл., 3 пр.
Порошковая проволока для наплавки, содержащая металлическую оболочку из стали и сердечник, выполненный из шихты, содержащей графит в качестве защитного компонента и шлакообразующий, нитридообразующий, карбидообразующий и кремнийсодержащий компоненты, при этом в качестве нитридообразующего компонента использована смесь алюмосодержащего компонента и компонента с переходным элементом четвертой группы, а в качестве карбидообразующего компонента – компонент с переходным тугоплавким элементом, имеющим высокое сродство к углероду, отличающаяся тем, что в качестве алюмосодержащего компонента выбрана окись алюминия, в качестве компонента с переходным элементом четвертой группы – двуокись циркония, в качестве кремнийсодержащего компонента - двуокись кремния, в качестве шлакообразующего компонента - известь, а в качестве компонента с переходным тугоплавким элементом, имеющим высокое сродство к углероду, выбран вольфрамат кальция при следующем соотношении компонентов шихты, мас.%:
| Машина для скалывания льда с поверхности дорог | 1940 |
|
SU60888A1 |
| ШИХТА ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ ПЛАЗМЕННОЙ НАПЛАВКИ В АЗОТСОДЕРЖАЩИХ ГАЗОВЫХ СМЕСЯХ И ПОСЛЕДУЮЩЕГО АЗОТИРОВАНИЯ | 1981 |
|
SU1029515A1 |
| 0 |
|
SU157745A1 | |
| ШИХТА ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2001 |
|
RU2196033C2 |

