Изобретение относится к области каталитической химии и может быть использовано при алкилировании изобутана олефинами, в частности бутиленами.
Известно применение трехфазных каталитических реакторов во множестве химических процессов, в том числе нефтехимической промышленности. Трехфазные реакторы, в которых жидкую фазу подают сверху вниз, могут действовать в различных режимах.
Режим орошения или струйный режим, когда жидкость струится вниз в виде тонких пленок, обычно устанавливается при низких скоростях подачи жидкости и в то же время сравнительно низких скоростях газа, направляемого непрерывно сверху вниз. С ростом скорости подачи газа и с сохранением сравнительно низкой скорости подачи жидкости получают капельный режим. Если же оставляют сравнительно низкой скорость подачи газа и значительно повышают скорость подачи жидкости, то аппарат оказывается в пузырьковом (барботажном) режиме. При одновременном повышении скоростей подачи обеих фаз получают пульсирующий режим. Эти режимы характеризуются сильно различающимися гидродинамическими параметрами, которые, в частности, влияют на процессы массообмена, определяют степень превращения и селективности реакций, которые протекают в трехфазных реакторах (см. Ullmann’s Encyclopedia of Industrial Chemistry, Т. B4, с. 309-320).
Наиболее часто при работе трехфазных реакторов происходит барботирование газа через поток жидкости, что приводит к перегреву и сокращению срока службы катализатора, а также не позволяет достигнуть высокой селективности процесса.
Известен способ проведения гетерогенных реакций, преимущественно гидрогенизации и окисления, в системе "газ-жидкость" в трехфазном реакторе с неподвижным слоем катализатора, где достигают стекания жидкости пленкой и устраняют перегрев за счет того, что частицы гетерогенного катализатора размещены на структурированной насадке из пластин или слоев металла таким образом, что образуют промежутки, в которых отношение гидравлического диаметра для потока жидкости через насадку к эквивалентному диаметру частиц катализатора находится в пределах 2-20, а частицы катализатора, введенные в эти промежутки, свободно распределяются в них, опустившись под действием силы тяжести (см. US 2003/106837 Al, С07С 5/02, 12.06.2003).
Недостатки данного способа состоят в том, что он требует специального изготовления и установления в реакторе металлических насадок определенной формы, в связи с чем является трудоемким, металлоемким и неэкономичным.
Известен также способ осуществления химических реакций, а именно алкилирования ароматических углеводородов олефинами С2-С4, в трехфазном реакторе с неподвижным слоем катализатора, где жидкость падает в пространство между частицами катализатора в струйном режиме без барботирования, что обеспечивается соблюдением условий, определяемых по формулам:


где ρl, ρg, ρair, ρwater - плотности жидких ароматических углеводородов, олефинов, воздуха и воды, кг/м3;
σ, σwater - поверхностные натяжения ароматических углеводородов и воды, Н/м;
ul, ug - приведенные скорости потоков ароматических углеводородов и олефинов, м/с, соответственно (см. ЕР 0776876 А, С07С 15/02, 04.06.1997).
Наиболее близким к предлагаемому изобретению является способ алкилирования изобутана олефинами, в том числе бутиленами, в каталитическом трехфазном реакторе при температуре 40-100°С и повышенном давлении, в котором изобутан подают в верхнюю секцию реактора и последовательно пропускают через все секции с катализатором, а олефинсодержащее сырье подают в секции с катализатором параллельными потоками, каждый из которых смешивают с потоком алкилируюмого агента (соотношение изобутан : олефины 1:(10-200)). Углеводородный поток, содержащий непрореагировавший изобутан и продукты реакции, разделяют на два потока: паровой, полученный путем испарения изобутана за счет тепла реакции или подвода тепла извне, и жидкостной, представляющий собой продукты реакции. Паровой поток затем конденсируют и направляют на рецикл. Благодаря такому приему процесс проходит в равновесной системе пар-жидкость, что обеспечивает примерно одинаковую температуру по всей высоте реактора (изотермические условия). Давление соответствует давлению насыщенных паров реагирующей смеси, в том числе взятого в избытке изобутана, при температуре реакции (Авторское свидетельство СССР №1076423 А1, кл. С07С 9/00, 28.02.1984).
Недостатком предложенного способа является то, что в реакторе происходит барботирование газа через поток жидкости, что приводит к неустойчивости потока и, следовательно, ускоренному падению активности катализатора, а также нестабильности процесса в целом.
Задача изобретения - сохранение стабильной активности катализатора во время цикла реакции и повышение стабильности процесса алкилирвоания изобутана бутиленами.
Для решения этой задачи в способе алкилирования изобутана в трехфазном реакторе с неподвижным слоем катализатора подачу бутиленов на каждый слой катализатора и изобутана, взятого в избытке по отношению к бутиленам, в верхнюю часть реактора, проведение реакции алкилирования при температуре и давлении, которые выбирают так, чтобы пары изобутана находились в состоянии насыщения, а дополнительное испарение жидкости в реакторе под действием тепла реакции обеспечивало изотермические условия процесса алкилирования, отделение и возвращение на рецикл непрореагировавшего изобутана и вывод полученного алкилбензина, жидкость стекает свободно без барботирования под действием силы тяжести при объемной скорости, составляющей
не более значения Wmax, равного
 ,
,
и не менее значения Wmin, равного
 ,
,
где Wmax - максимальная объемная скорость стекающей жидкости, м3/с,
где Wmin - минимальная объемная скорость стекающей жидкости, м3/с,
D - внутренний диаметр реактора, м,
ε - порозность слоя катализатора,
εг - паросодержание в реакторе в условиях проведения реакции,
ρж - плотность жидкости на входе в реактор, кг/м3,
ρг - плотность паров в реакторе в условиях проведения реакции, кг/м3,
Umax - максимальная линейная скорость свободно стекающей жидкости, м/с, рассчитываемая исходя из системы уравнений:
 ,
,
 ,
,
где Н - высота слоя катализатора, м,
g - ускорение свободного падения, м/с2,
Δрпот - потерянный напор, Па,
dp - средний диаметр частицы катализатора, м,
μ - динамическая вязкость жидкости, Па/с,
Umin - минимальная линейная скорость свободно стекающей жидкости, м/с, равная
 ,
,
где Ga - критерий Галилея, определяемый по формуле:
 ,
,
(см. El-Hisnavi А.А., Dudukovic М.Р., Mills P.L. / ASC Symp. Series, 1982, v. 196, p. 431).
Реакция должна протекать в изотермических условиях, что достигается не только испарением жидкости, но и тем, что пары компонента, взятого в избытке, при конденсации на внутренней стенке реактора передают тепловую энергию внешнему теплоносителю или воздуху.
Для того чтобы исключить барботирование, объемная скорость жидкости должна быть не более объемной скорости начала захлебывания Объемная скорость начала захлебывания, которую принимают как максимальную объемную скорость стекающей жидкости, Wmax - такое ее значение, которое равно произведению линейной скорости свободного стекания на полное сечение свободного объема в неподвижном слое катализатора.
Выражение для объемной скорости начала захлебывания Wmax (1) учитывает то, что, во-первых, свободное сечение, через которое проходит жидкость, уменьшается на относительную величину εг (предполагается, что варьирование объемного расхода на εг пренебрежимо мало или парообразование регулируют таким образом, чтобы εг поддерживалось постоянным), во-вторых, в формулу входит не общий объемный расход жидкости, a W - расход той жидкости, которая остается после парообразования в пространстве реактора, который можно определить через материальный баланс потоков
 ,
,
Wж - общий расход жидкости, м3/с.
Плотность пара можно определить по закону идеального газа. Формулу (1) можно использовать и в случае, когда паросодержание равно 0. Эта же зависимость может быть выражена и через минимальный диаметр реактора

где U - линейная скорость свободно стекающей жидкости, м/с.
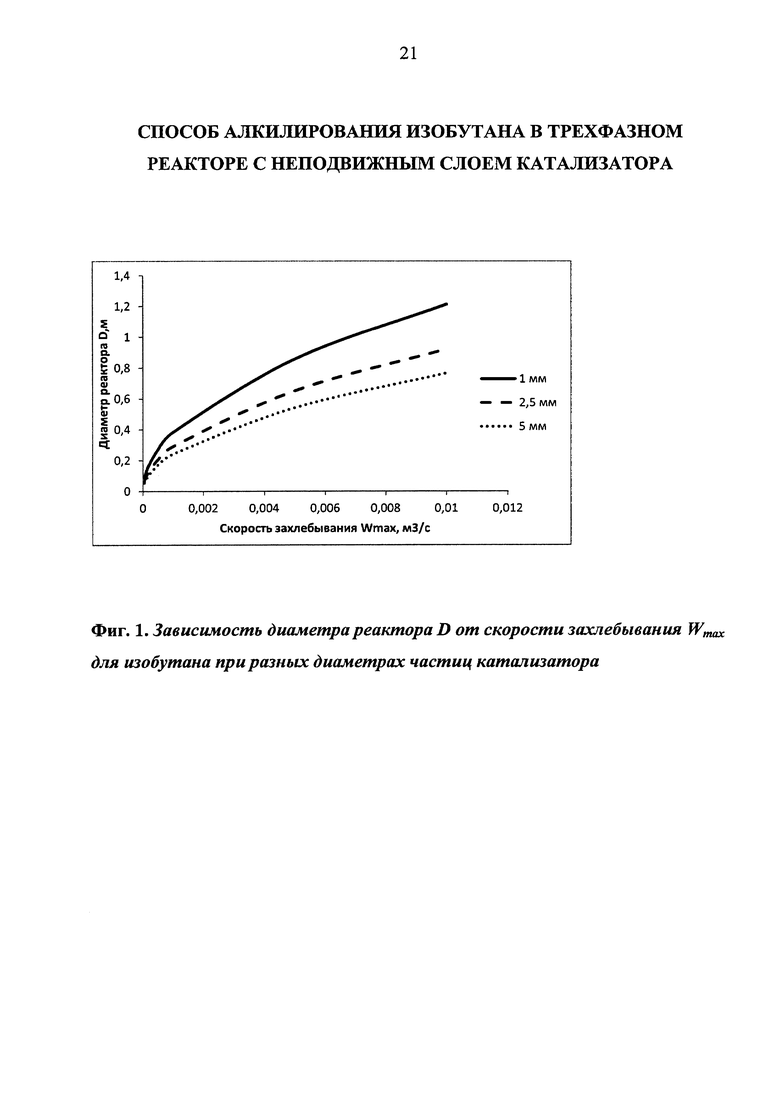
Зависимости диаметра реактора от скорости захлебывания для изобутана при разных диаметрах частиц катализатора отражена на фиг. 1.
Предлагаемое техническое решение иллюстрируется следующими примерами.
Пример 1
В верхнюю часть шестисекционного реактора с неподвижным гранулированным слоем катализатора, представляющего собой цилиндрики цеолита Y в РЗЭНСа-форме высотой 5 мм и диаметром 5 мм, подают алкилируемый компонент (изобутан). Бутилены (олефины) подают шестью параллельными потоками на каждый слой катализатора через устройства, обеспечивающие хорошее смешение потока углеводорода (продуктов реакции алкилирования вместе с неиспарившимся изобутаном), выходящих из предыдущего слоя, и потока бутиленов. Температуру в зоне реакции держат 90°С, давление 1,6 МПа, что соответствует равновесному состоянию пар-жидкость углеводородной смеси. Пары изобутана при этом находятся в состоянии насыщения.
Количественное соотношение потоков устанавливают таким образом, что в целом по реактору расчетное соотношение изобутан : бутилены составляет 6:1, то есть изобутан берут в избытке. Выделяющееся тепло реакции снимают за счет испарения избыточного изобутана в каждой секции, что обеспечивает изотермические условия процесса.
Объемную скорость стекающей жидкости выбирают так, чтобы она составляла не менее Wmin и не более Wmax.
Значения Wmin и Wmax предварительно рассчитывают по формулам (1) ÷(6). В этом и следующих экспериментах значения Wmin и Wmax были рассчитаны по этим формулам с помощью компьютерной программы - в редакторе «Microsoft Excel».
Жидкость стекает свободно под действием силы тяжести. При поддержании скорости жидкости в рассчитанном интервале барботирования не наблюдается.
Углеводородный поток, на выходе из реактора содержащий непрореагировавший изобутан и продукты реакции, разделяют на два потока: паровой, полученный путем испарения изобутана, который затем конденсируют и направляют на рецикл, и жидкостной, представляющий собой продукты реакции – алкилбензин, который выводят из реакционной системы.
Сконденсировавшийся изобутан в виде рециркулята (орошения) смешивают со свежим потоком изобутана и подают в реакционную зону, а именно в слой катализатора. При этом увеличивается кратность циркуляции изобутана, и фактическое соотношение изобутан:бутены на входе в каждый слой катализатора составляет (70-75):1 при общем соотношении по реактору 6:1.
Реакцию проводят в течение 24 ч.
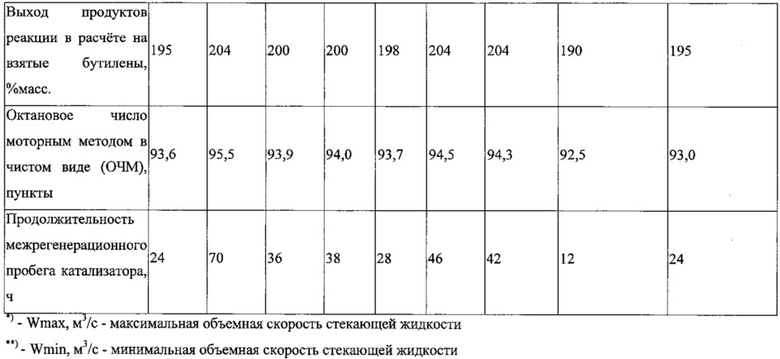
Выход алкилбензина на пропущенные бутилены составляет 195% масс.
Октановое число по моторному методу в чистом виде составляет - 93,6 пунктов.
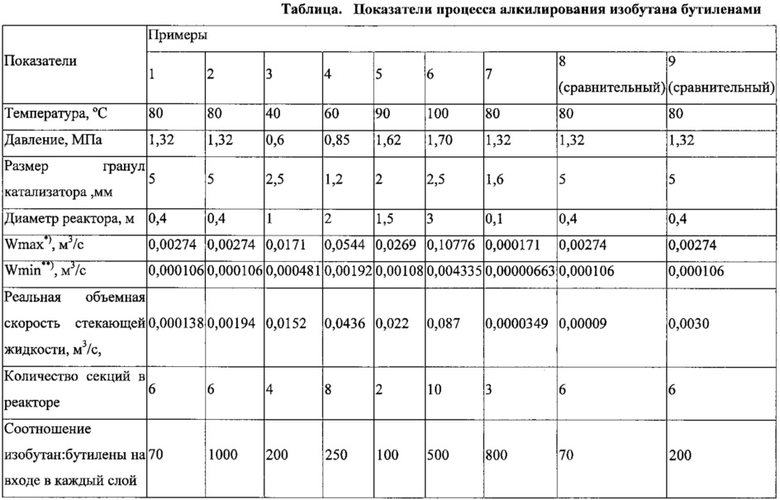
Показатели процесса приведены в таблице 1.
Пример 2
В верхнюю часть шестисекционного реактора с неподвижным гранулированным слоем катализатора, представляющего собой цилиндрики цеолита X в РЗЭНСа-форме высотой 5 мм и диаметром 5 мм, подают алкилируемый компонент (изобутан). Бутилены (олефины) подают шестью параллельными потоками на каждый слой катализатора через устройства, обеспечивающие хорошее смешение потока углеводорода (продуктов реакции алкилирования вместе с неиспарившимся изобутаном), выходящих из предыдущего слоя, и потока бутена-1. Температуру в зоне реакции держат 80°С, давление (1,32 МПа), что соответствует равновесному состоянию пар-жидкость углеводородной смеси. Пары изобутана при этом находятся в состоянии насыщения. Количественное соотношение потоков устанавливают таким образом, что в целом по реактору расчетное соотношение изобутан : бутилены составляет 6:1, то есть изобутан берут в избытке. Выделяющееся тепло реакции снимают за счет испарения избыточного изобутана в каждой секции, что обеспечивает изотермические условия процесса.
Объемную скорость стекающей жидкости выбирают так, чтобы она составляла не менее Wmin и не более Wmax.
Значения Wmin и Wmax предварительно рассчитывают по формулам (1)÷(6). Жидкость стекает свободно под действием силы тяжести. При поддержании скорости жидкости в рассчитанном интервале барботирования не наблюдается.
В углеводородный поток, на выходе из реактора, содержащий непрореагировавший изобутан и продукты реакции, вводят дополнительное тепло за счет подачи пара через змеевик таким образом, чтобы разделить продукты реакции на два потока: паровой, полученный путем испарения изобутана, который затем конденсируют и направляют на рецикл, и жидкостной, представляющий собой продукты реакции – алкилбензин, который выводят из реакционной системы. При этом увеличивается кратность циркуляции изобутана, и фактическое соотношение изобутан:бутен-1 на входе в каждый слой катализатора составляет 1000:1 при общем соотношении по реактору 6:1. Реакцию проводят в течение 52 ч.
Выход алкилбензина на пропущенные бутилены составляет 204% масс.
Октановое число по моторному методу в чистом виде составляет - 95,2 пунктов.
Качество продуктов приведено в таблице 1.
Пример 3
В верхнюю часть четырехсекционного реактора с неподвижным гранулированным слоем катализатора, представляющего собой экструдаты алюмоциркониевого катализатора диаметром 2,5 мм и длиной 3 мм, подают алкилируемый компонент (изобутан). Бутилены (олефины) подают четырьмя параллельными потоками на каждый слой катализатора через устройства, обеспечивающие хорошее смешение потока углеводорода (продуктов реакции алкилирования вместе с неиспарившимся изобутаном), выходящих из предыдущего слоя, и потока бутена-1. Температуру в зоне реакции держат 40°С, давление (0,60 МПа), что соответствует равновесному состоянию пар-жидкость углеводородной смеси. Пары изобутана при этом находятся в состоянии насыщения. Количественное соотношение потоков устанавливают таким образом, что в целом по реактору расчетное соотношение изобутан:бутилены составляет 6:1, то есть изобутан берут в избытке. Выделяющееся тепло реакции снимают за счет испарения избыточного изобутана в каждой секции, что обеспечивает изотермические условия процесса.
Объемную скорость стекающей жидкости выбирают так, чтобы она составляла не менее Wmin и не более Wmax.
Значения Wmin и Wmax предварительно рассчитывают по формулам (1)÷(6). Жидкость стекает свободно под действием силы тяжести. При поддержании скорости жидкости в рассчитанном интервале барботирования не наблюдается.
В углеводородный поток, на выходе из реактора, содержащий непрореагировавший изобутан и продукты реакции, вводят дополнительное тепло за счет подачи пара через змеевик таким образом, чтобы разделить продукты реакции на два потока: паровой, полученный путем испарения изобутана, который затем конденсируют и направляют на , и жидкостной, представляющий собой алкилбензин, который выводят из реакционной системы. При этом увеличивается кратность циркуляции изобутана, и фактическое соотношение изобутан:бутен-1 на входе в каждый слой катализатора составляет 200:1 при общем соотношении по реактору 6:1.
Реакцию проводят в течение 36 ч.
Выход алкилбензина на пропущенные бутилены составляет 200% масс.
Октановое число по моторному методу в чистом виде составляет 93,9 пунктов.
Качество продуктов приведено в таблице 1.
Пример 4
В верхнюю часть восьмисекционного реактора с неподвижным гранулированным слоем катализатора, представляющего собой экструдаты цеолита Y в РЗЭНСа-форме диаметром 1,2 мм и длиной 3 мм, подают алкилируемый компонент (изобутан). Бутилены (олефины) подают восемью параллельными потоками на каждый слой катализатора через устройства, обеспечивающие хорошее смешение потока углеводорода (продуктов реакции алкилирования вместе с неиспарившимся изобутаном), выходящих из предыдущего слоя, и потока бутена-1. Температуру в зоне реакции держат 60°С, давление (0,85 МПа), что соответствует равновесному состоянию пар-жидкость углеводородной смеси. Пары изобутана при этом находятся в состоянии насыщения.
Количественное соотношение потоков устанавливают таким образом, что в целом по реактору расчетное соотношение изобутан:бутилены составляет 6:1, то есть изобутан берут в избытке. Выделяющееся тепло реакции снимают за счет испарения избыточного изобутана в каждой секции, что обеспечивает изотермические условия процесса.
Объемную скорость стекающей жидкости выбирают так, чтобы она составляла не менее Wmin и не более Wmax.
Значения Wmin и Wmax предварительно рассчитывают по формулам (1)÷(6). Жидкость стекает свободно под действием силы тяжести. При поддержании скорости жидкости в рассчитанном интервале барботирования не наблюдается.
В углеводородный поток, на выходе из реактора, содержащий непрореагировавший изобутан и продукты реакции, вводят дополнительное тепло за счет подачи пара через змеевик таким образом, чтобы разделить продукты реакции на два потока: паровой, полученный путем испарения изобутана, который затем конденсируют и направляют на рецикл и жидкостной, представляющий собой продукты реакции – алкилбензин, который выводят из реакционной системы. При этом увеличивается кратность циркуляции изобутана, и фактическое соотношение изобутан:бутен-1 на входе в каждый слой катализатора составляет 250:1 при общем соотношении по реактору 6:1.
Реакцию проводят в течение 36 ч.
Выход алкилбензина на пропущенные бутилены составляет 200% масс.
Октановое число по моторному методу в чистом виде составляет - 94,0 пунктов.
Качество продуктов приведено в таблице 1.
Пример 5
В верхнюю часть двухсекционного реактора с неподвижным гранулированным слоем катализатора, представляющего собой экструдаты цеолита X в Pd-РЗЭНСа-форме диаметром 2,0 мм и длиной 3 мм, подают алкилируемый компонент (изобутан). Бутилены (олефины) подают двумя параллельными потоками на каждый слой катализатора через устройства, обеспечивающие хорошее смешение потока углеводорода (продуктов реакции алкилирования вместе с неиспарившимся изобутаном), выходящих из предыдущего слоя, и потока бутена-1. Температуру в зоне реакции держат 90°С, давление (1,62 МПа), что соответствует равновесному состоянию пар-жидкость углеводородной смеси. Пары изобутана при этом находятся в состоянии насыщения. Количественное соотношение потоков устанавливают таким образом, что в целом по реактору расчетное соотношение изобутан:бутилены составляет 6:1, то есть изобутан берут в избытке. Выделяющееся тепло реакции снимают за счет испарения избыточного изобутана в каждой секции, что обеспечивает изотермические условия процесса.
Объемную скорость стекающей жидкости выбирают так, чтобы она составляла не менее Wmin и не более Wmax.
Значения Wmin и Wmax предварительно рассчитывают по формулам (1)÷(6). Жидкость стекает свободно под действием силы тяжести. При поддержании скорости жидкости в рассчитанном интервале барботирования не наблюдается.
В углеводородный поток, на выходе из реактора, содержащий непрореагировавший изобутан и продукты реакции, вводят дополнительное тепло за счет подачи пара через змеевик таким образом, чтобы разделить продукты реакции на два потока: паровой, полученный путем испарения изобутана, который затем конденсируют и направляют на рецикл, и жидкостной, представляющий собой продукты реакции – алкилбензин, который выводят из реакционной системы. При этом увеличивается кратность циркуляции изобутана, и фактическое соотношение изобутан:бутен-1 на входе в каждый слой катализатора составляет 100:1 при общем соотношении по реактору 6:1.
Реакцию проводят в течение 28 ч.
Выход алкилбензина на пропущенные бутилены составляет 198% масс.
Октановое число по моторному методу в чистом виде составляет - 93,7 пунктов.
Качество продуктов приведено в таблице 1.
Пример 6
В верхнюю часть десятисекционного реактора с неподвижным гранулированным слоем катализатора, представляющего собой экструдаты цеолита X в Ni-РЗЭНСа-форме диаметром 2,5 мм и длиной 3 мм, подают алкилируемый компонент (изобутан). Бутилены (олефины) подают десятью параллельными потоками на каждый слой катализатора через устройства, обеспечивающие хорошее смешение потока углеводорода (продуктов реакции алкилирования вместе с неиспарившимся изобутаном), выходящих из предыдущего слоя, и потока бутена-1. Температуру в зоне реакции держат 100°С, давление (1,70 МПа), что соответствует равновесному состоянию пар-жидкость углеводородной смеси. Пары изобутана при этом находятся в состоянии насыщения. Количественное соотношение потоков устанавливают таким образом, что в целом по реактору расчетное соотношение изобутан : бутилены составляет 6:1, то есть изобутан берут в избытке. Выделяющееся тепло реакции снимают за счет испарения избыточного изобутана в каждой секции, что обеспечивает изотермические условия процесса.
Объемную скорость стекающей жидкости выбирают так, чтобы она составляла не менее Wmin и не более Wmax.
Значения Wmin и Wmax предварительно рассчитывают по формулам (1)÷(6). Жидкость стекает свободно под действием силы тяжести. При поддержании скорости жидкости в рассчитанном интервале барботирования не наблюдается.
В углеводородный поток, на выходе из реактора, содержащий непрореагировавший изобутан и продукты реакции вводят дополнительное тепло за счет подачи пара через змеевик таким образом, чтобы разделить продукты реакции на два потока: паровой, полученный путем испарения изобутана, который затем конденсируют и направляют на рецикл и жидкостной, представляющий собой продукты реакции – алкилбензин, который выводят из реакционной системы. При этом увеличивается кратность циркуляции изобутана, и фактическое соотношение изобутан:бутен-1 на входе в каждый слой катализатора составляет 500:1 при общем соотношении по реактору 6:1.
Реакцию проводят в течение 46 ч.
Выход алкилбензина на пропущенные бутилены составляет 204% масс.
Октановое число по моторному методу в чистом виде составляет 94,5 пунктов.
Качество продуктов приведено в таблице 1.
Пример 7
В верхнюю часть трехсекционного реактора с неподвижным гранулированным слоем катализатора, представляющего собой экструдаты цеолита Y в Pt-РЗЭНСа-форме диаметром 1,6 мм и длиной 3 мм, подают алкилируемый компонент (изобутан). Бутилены (олефины) подают тремя параллельными потоками на каждый слой катализатора через устройства, обеспечивающие хорошее смешение потока углеводорода (продуктов реакции алкилирования вместе с неиспарившимся изобутаном), выходящих из предыдущего слоя, и потока бутена-1. Температуру в зоне реакции держат 80°С, давление (1,32 МПа), что соответствует равновесному состоянию пар-жидкость углеводородной смеси. Пары изобутана при этом находятся в состоянии насыщения. Количественное соотношение потоков устанавливают таким образом, что в целом по реактору расчетное соотношение изобутан : бутилены составляет 6:1, то есть изобутан берут в избытке. Выделяющееся тепло реакции снимают за счет испарения избыточного изобутана в каждой секции, что обеспечивает изотермические условия процесса.
Объемную скорость стекающей жидкости выбирают так, чтобы она составляла не менее Wmin и не более Wmax.
Значения Wmin и Wmax предварительно рассчитывают по формулам (1)÷(6). Жидкость стекает свободно под действием силы тяжести. При поддержании скорости жидкости в рассчитанном интервале барботирования не наблюдается.
В углеводородный поток, на выходе из реактора, содержащий непрореагировавший изобутан и продукты реакции, вводят дополнительное тепло за счет подачи пара через змеевик таким образом, чтобы разделить продукты реакции на два потока: паровой, полученный путем испарения изобутана, который затем конденсируют и направляют на рецикл, и жидкостной, представляющий собой продукты реакции – алкилбензин, - который выводят из реакционной системы. При этом увеличивается кратность циркуляции изобутана, и фактическое соотношение изобутан:бутен-1 на входе в каждый слой катализатора составляет 800:1 при общем соотношении по реактору 6:1.
Реакцию проводят в течение 42 ч.
Выход алкилбензина на пропущенные бутилены составляет 204% масс.
Октановое число по моторному методу в чистом виде составляет - 95,1 пунктов.
Качество продуктов приведено в таблице 1.
Пример 8 (сравнительный)
В верхнюю часть шестисекционного реактора с неподвижным гранулированным слоем катализатора, представляющего собой цилиндрики цеолита Y в РЗЭНСа-форме высотой 5 мм и диаметром 5 мм, подают алкилируемый компонент (изобутан).
Бутилены (олефины) подают шестью параллельными потоками на каждый слой катализатора через устройства, обеспечивающие хорошее смешение потока углеводорода (продуктов реакции алкилирования вместе с неиспарившимся изобутаном), выходящих из предыдущего слоя, и потока бутиленов. Температуру в зоне реакции держат 80°С, давление (1,32 МПа), что соответствует равновесному состоянию пар-жидкость углеводородной смеси. Пары изобутана при этом находятся в состоянии насыщения. Количественное соотношение потоков устанавливают таким образом, что в целом по реактору расчетное соотношение изобутан : бутилены составляет 6:1, то есть изобутан берут в избытке. Выделяющееся тепло реакции снимают за счет испарения избыточного изобутана в каждой секции, что обеспечивает изотермические условия процесса.
Осуществляют расчет Wmin и Wmax по формулам (1)÷(6), но не поддерживают скорость жидкости в этих пределах. Значение реальной объемной скорости жидкости не достигает значения Wmin. Углеводородный поток, на выходе из реактора содержащий непрореагировавший изобутан и продукты реакции, разделяют на два потока: паровой, полученный путем испарения изобутана, который затем конденсируют и направляют на рецикл, и жидкостной, представляющий собой продукты реакции – алкилбензин, который выводят из реакционной системы.
Сконденсировавшийся изобутан в виде рециркулята (орошения) смешивают со свежим потоком изобутана и подают в реакционную зону, а именно в слой катализатора.
При этом увеличивается кратность циркуляции изобутана, и фактическое соотношение изобутан:бутены на входе в каждый слой катализатора составляет (70-75):1 при общем соотношении по реактору 6:1.
Реакцию проводят в течение 12 ч.
Выход алкилбензина на пропущенные бутилены составляет 190% масс.
Октановое число по моторному методу в чистом виде составляет - 92,0 пунктов.
Результаты приведены в таблице 1.
Пример 9 (сравнительный)
В верхнюю часть шестисекционного реактора с неподвижным гранулированным слоем катализатора, представляющего собой цилиндрики цеолита Y в РЗЭНСа-форме высотой 5 мм и диаметром 5 мм, подают алкилируемый компонент (изобутан). Бутилены (олефины) подают четырьмя параллельными потоками на каждый слой катализатора через устройства, обеспечивающие хорошее смешение потока углеводорода (продуктов реакции алкилирования вместе с неиспарившимся изобутаном), выходящих из предыдущего слоя, и потока бутена-1. Температуру в зоне реакции держат 80°С, давление (1,32 МПа), что соответствует равновесному состоянию пар-жидкость углеводородной смеси. Пары изобутана при этом находятся в состоянии насыщения. Количественное соотношение потоков устанавливают таким образом, что в целом по реактору расчетное соотношение изобутан : бутилены составляет 6:1, то есть изобутан берут в избытке. Выделяющееся тепло реакции снимают за счет испарения избыточного изобутана в каждой секции, что обеспечивает изотермические условия процесса.
Осуществляют расчет Wmin и Wmax по формулам (1)÷(6), но не поддерживают скорость жидкости в этих пределах. Значение реальной объемной скорости жидкости превышает значение Wmax.
В углеводородный поток, на выходе из реактора, содержащий непрореагировавший изобутан и продукты реакции, вводят дополнительное тепло за счет подачи пара через змеевик таким образом, чтобы разделить продукты реакции на два потока: паровой, полученный путем испарения изобутана, который затем конденсируют и направляют на рецикл, и жидкостной, представляющий собой продукты реакции – алкилбензин, который выводят из реакционной системы.
При этом увеличивается кратность циркуляции изобутана, и фактическое соотношение изобутан:бутен-1 на входе в каждый слой катализатора составляет 200:1 при общем соотношении по реактору 6:1.
Реакцию проводят в течение 24 ч.
Выход алкилбензина на пропущенные бутилены составляет 195% масс.
Октановое число по моторному методу в чистом виде составляет 93,0 пункта.
Качество продуктов приведено в таблице 1.
Как следует из приведенных примеров, для получения удовлетворительных результатов процесса алкилирования изобутана бутиленами необходимо поддерживать объемную скорость стекающей жидкости в промежуточных границах, ее допускаемых, - минимального и максимального значений.
Из сравнения примеров 1 и 9 видно, что тот же выход алкилбензина и тот же срок службы катализатора, выраженный через продолжительность межрегенерационного пробега, в примере по прототипу обеспечивается при соотношении изобутан: бутилены на входе в каждый слой 200:1 (в примере по изобретению то же соотношение составляет 70:1). Таким образом, требуемые выход продуктов и срок службы катализатора при слишком высокой скорости стекания жидкости могут быть достигнуты лишь за счет увеличения доли рецикла, то есть снижения производительности процесса. Октановое число в способе по прототипу, несмотря на это, остается более низким.
Из сравнения примеров 1 и 8, в которых процесс алкилирования изобутана осуществляют в одних и тех же условиях, включая равную кратность циркуляции, видно, что при недостаточной скорости жидкости падает октановое число, срок службы катализатора и выход алкилбензина.
Можно видеть, что при проведении алкилирования изобутана бутиленами по прототипу - без поддержания скорости жидкости в требуемых пределах - процесс станет нестабильным. Выход и октановое число продукта окажутся непостоянными, а катализатор потребует более частой регенерации.
Проведение алкилирования изобутана предложенным способом обеспечивает повышение стабильности процесса при сохранении высокой активности катализатора в течение длительного времени.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛБЕНЗИНА | 2010 |
|
RU2444507C1 |
| Способ получения алкилбензинов | 1982 |
|
SU1076423A1 |
| Способ получения алкилбензинов в каталитическом реакторе с внутренним осевым распределением алкилирующего агента | 2018 |
|
RU2715540C1 |
| КАТАЛИЗАТОР, СПОСОБ ЕГО ПОЛУЧЕНИЯ (ВАРИАНТЫ) И СПОСОБ ЖИДКОФАЗНОГО АЛКИЛИРОВАНИЯ ИЗОБУТАНА ОЛЕФИНАМИ C-C В ЕГО ПРИСУТСТВИИ | 2010 |
|
RU2445165C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО КОМПОНЕНТА АВТОМОБИЛЬНЫХ БЕНЗИНОВ | 2008 |
|
RU2385856C2 |
| УСТАНОВКА ТВЕРДОКИСЛОТНОГО АЛКИЛИРОВАНИЯ | 2017 |
|
RU2679624C1 |
| КАТАЛИЗАТОР, СПОСОБ ЕГО ПОЛУЧЕНИЯ (ВАРИАНТЫ) И СПОСОБ ЖИДКОФАЗНОГО АЛКИЛИРОВАНИЯ ИЗОБУТАНА ОЛЕФИНАМИ C-C В ЕГО ПРИСУТСТВИИ | 2010 |
|
RU2445164C1 |
| КАТАЛИЗАТОР, СПОСОБ ЕГО ПОЛУЧЕНИЯ (ВАРИАНТЫ) И СПОСОБ ЖИДКОФАЗНОГО АЛКИЛИРОВАНИЯ ИЗОБУТАНА ОЛЕФИНАМИ C-C В ЕГО ПРИСУТСТВИИ | 2010 |
|
RU2457902C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО КОМПОНЕНТА АВТОБЕНЗИНОВ | 2002 |
|
RU2229470C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛБЕНЗИНА | 2001 |
|
RU2175311C1 |
Изобретение относится к способу алкилирования изобутана в трехфазном реакторе с неподвижным слоем катализатора бутилены подают на каждый слой катализатора, а изобутан, взятый в избытке, в верхнюю часть реактора, проводят реакцию алкилирования, отделяют и возвращают на рецикл непрореагировавпшй изобутан и выводят полученный алкилбензин. Температуру и давление выбирают так, чтобы пары изобутана находились в состоянии насыщения, а дополнительное испарение жидкости в реакторе под действием тепла реакции обеспечивало изотермические условия процесса алкилирования. Жидкость стекает свободно без барботирования под действием силы тяжести при объемной скорости, составляющей не более Wmax, равного
 ,
,
и не менее Wmin, равного
 ,
,
где D - сечение слоя катализатора, м, ε - порозность слоя катализатора, εг - паросодержание в реакторе в условиях проведения реакции, ρж - плотность жидкости на входе в реактор, кг/м3, ρг - плотность паров в реакторе в условиях проведения реакции, кг/м3, - максимальная линейная скорость свободно стекающей жидкости Umax, м/с, рассчитываемая исходя из системы уравнений
 ,
,
 ,
,
где Н - высота слоя катализатора, м, g - ускорение свободного падения, м/с2, Δрпот - потерянный напор, Па, dp - средний диаметр частицы катализатора, м, μ - вязкость жидкости, Па/с. Минимальная линейная скорость свободно стекающей жидкости Umin, м/с равна  , где Ga - критерий Галилея, определяемый по формуле:
, где Ga - критерий Галилея, определяемый по формуле:  , μ - динамическая вязкость жидкости, Па/с, ρж - плотность, г/м3; dp - средний диаметр частицы катализатора, м. Технический результат: повышение стабильности процесса при сохранении высокой активности катализатора в течение длительного времени. 1 ил., 1 табл., 7 ил.
, μ - динамическая вязкость жидкости, Па/с, ρж - плотность, г/м3; dp - средний диаметр частицы катализатора, м. Технический результат: повышение стабильности процесса при сохранении высокой активности катализатора в течение длительного времени. 1 ил., 1 табл., 7 ил.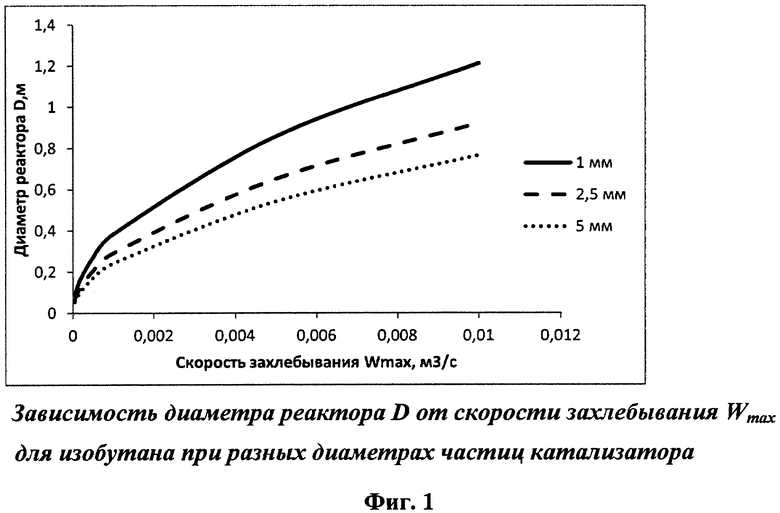
Способ алкилирования изобутана в трехфазном реакторе с неподвижным слоем катализатора, включающий подачу бутиленов на каждый слой катализатора и изобутана, взятого в избытке по отношению к бутиленам, в верхнюю часть реактора, проведение реакции алкилирования при температуре и давлении, которые выбирают так, чтобы пары изобутана находились в состоянии насыщения, а дополнительное испарение жидкости в реакторе под действием тепла реакции обеспечивало изотермические условия процесса алкилирования, отделение и возвращение на рецикл непрореагировавшего изобутана и вывод полученного алкилбензина, отличающийся тем, что жидкость стекает свободно без барботирования под действием силы тяжести при объемной скорости, составляющей
не более значения Wmax, равного
Wmax=0,787D2[ε(1-εг)]{[ρж+εг/(1-εг)ρг]Umax}/ρж,
и не менее значения Wmin, равного
Wmin=0,787D2[ε(1-εг)]{[ρж+εг/(1-εг)ρг]Umin}/ρж,
где Wmax - максимальная объемная скорость стекающей жидкости, м3/с,
где Wmin - минимальная объемная скорость стекающей жидкости, м3/с,
D - внутренний диаметр реактора, м,
ε - порозность слоя катализатора,
εг - паросодержание в реакторе в условиях проведения реакции,
ρж - плотность жидкости на входе в реактор, кг/м3,
ρг - плотность паров в реакторе в условиях проведения реакции, кг/м3,
Umax - максимальная линейная скорость свободно стекающей жидкости, м/с, рассчитываемая исходя из системы уравнений


где Н - высота слоя катализатора, м,
g - ускорение свободного падения, м/с2,
Δрпот - потерянный напор, Па,
dp - средний диаметр частицы катализатора, м,
μ - динамическая вязкость жидкости, Па/с,
Umin - минимальная линейная скорость свободно стекающей жидкости, м/с, равная

где Ga - критерий Галилея, определяемый по формуле
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛБЕНЗИНА | 2010 |
|
RU2444507C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФУНКЦИОНИРОВАНИЯ ПУЗЫРЬКОВОЙ РЕАКЦИОННОЙ КОЛОННЫ С ТРЕХФАЗНОЙ РЕАКЦИОННОЙ СРЕДОЙ С ПРИМЕНЕНИЕМ ДЛЯ СИНТЕЗА ФИШЕРА - ТРОПША | 1997 |
|
RU2189857C2 |
| KR 20040095300 A, 12.11.2004 | |||
| JP 5789315 B2, 07.10.2015 | |||
| US 5986158 A, 16.11.1999 | |||
| Способ получения алкилбензинов | 1982 |
|
SU1076423A1 |

