Область техники
Объектами настоящего изобретения являются гибочный пресс, способ прессовой гибки, для производства стальной трубы, устройство для производства стальных труб и способ производства стальных труб.
Уровень техники
Способ прессовой гибки - это способ прессовки, используемый для производства изделия заданной формы путем выполнения нескольких проходов (операций прессовки) (например, см. патентный документ 1). В случае применения вышеупомянутого гибочного пресса для изготовления стальных труб, в качестве способа производства стальных труб служит указанный способ прессовой гибки, предусматривающий последовательную прессовку различных участков листа стали большой толщины, используемого в качестве исходного материала для формовки стальной трубы, имеющей, по существу, круглую форму поперечного сечения. Использование данного способа с помощью гибочного пресса дает возможность производства труб с большой толщиной стенки и из материала высокой прочности с применением меньшего усилия прессовки, чем при технологии UOE, при которой формовка всей поверхности трубы по окружности осуществляется одновременно.
На фиг. 5 представлена схема формовки стальной трубы с помощью гибочного пресса. На фиг. 5(a) показана заготовка трубы, представляющая собой стальной лист с загнутыми обоими краями с помощью операции краевой гибки. Сначала выполняется формовка правой части стального листа 1 в поперечном направлении от центра листа с помощью нескольких операций прессовки, например 4-8 операций, с использованием пуансона 2(а). Затем выполняется формовка левой части стального листа 1 в поперечном направлении от центра листа с помощью такого же количества операций прессовки, какое было использовано при формовке правой части листа (например 4-8 операций) (b). И, наконец, производится формовка центральной части стального листа в направлении по ширине листа путем прессовки вниз, в результате чего получают круглую форму поперечного сечения изделия (с). Последняя выполняемая операция прессовки называется последним проходом, а стальная труба, получаемая в результате последнего прохода, называется открытой трубой 3.
На фиг. 6 приведено схематичное изображение открытой трубы. Как показано на фиг. 6, открытая труба 3 представляет собой трубу, в которой исходному стальному листу посредством формовки придана цилиндрическая форма, и открытые кромки 31а, 31b которой, расположенные напротив друг друга, еще не сварены друг с другом. Зазор между расположенными напротив друг друга открытыми кромками называется зазором между свариваемыми кромками. Направление L вдоль продольной оси открытой трубы 3 совпадает с продольным направлением пуансона.
Список цитированных источников
Патентная документация.
Патентный документ 1: JP-A-11-129031.
Раскрытие изобретения
Техническая проблема
Стальную трубу можно изготавливать путем формовки стального листа с помощью гибочного пресса таким образом, чтобы кромки противоположных краев листа состыковались друг с другом, с последующей сваркой указанных кромок друг с другом. Эта операция сварки включает в себя проведение сначала непрерывной операции сварки прихваточными швами после формирования зазора между свариваемыми кромками, во время которой агрегат непрерывной сварки прихваточными швами ограничивает открытую трубу таким образом, чтобы закрыть зазор между свариваемыми кромками, затем производит временную сварку в таком состоянии и затем осуществляет основную сварку. Основная сварка включает в себя операцию сварки внутреннего шва, а затем операцию сварки внешнего шва; обе операции, как правило, производятся посредством дуговой сварки под флюсом.
Поскольку деформирующая сила агрегата непрерывной сварки прихваточными швами имеет верхний предел, может возникать ситуация, при которой открытые кромки трубы невозможно состыковать друг с другом посредством деформации открытой трубы, имеющийся зазор "а" между свариваемыми кромками (см. фиг. 5(c)), больше или равный определенной величине, определяемой размером стальной трубы. В результате, существует вероятность того, что операция непрерывной сварки прихваточными швами и операция основной сварки не смогут быть выполнены.
Таким образом, требование, предъявляемое при формовке трубы на гибочном прессе, заключается в том, чтобы последний проход гибки обеспечивал как можно меньшую величину зазора между свариваемыми кромками.
Величина зазора между свариваемыми кромками открытой трубы регулируется путем постепенного увеличения прижимающего усилия пуансона при окончательной прессовке открытой трубы. При увеличении прижимающего усилия пуансона в последнем проходе величина зазора между свариваемыми кромками уменьшается. И, наоборот, при уменьшении прижимающего усилия пуансона в последнем проходе величина зазора между свариваемыми кромками увеличивается.
При снятии прижимающего усилия пуансона, поскольку имеется пружинный эффект, зазор между свариваемыми кромками открытой трубы становится больше, чем он был при приложении прижимающего усилия пуансона. Для уменьшения влияния пружинного эффекта после снятия прижимающего усилия пуансона была предложена технология, при которой прижимающее усилие пуансона в последнем проходе увеличивали таким образом, чтобы прижимающее усилие пуансона продолжало увеличиваться и далее после вхождения открытых кромок трубы в контакт с несущим элементом пуансона, обеспечивая дальнейший изгиб открытой трубы.
При такой технологии, поскольку прижимающее усилие пуансона является чрезмерно большим, существует вероятность возникновения нежелательной ситуации, при которой открытые кромки трубы сильно зажимают несущий элемент пуансона, так что для того, чтобы удалить трубу, может оказаться необходимым разрезать ее по всей длине.
Для устранения указанного недостатка внимание уделяли тому, чтобы прижимающее усилие пуансона не становилось чрезмерно большим. В результате, снова возвращалась вероятность того, что зазор между свариваемыми кромками станет слишком большим.
В существующем уровне техники контроль величины зазора между свариваемыми кромками осуществлялся визуально, невооруженным глазом оператора. Соответственно, при этом существует риск того, что прижимающее усилие пуансона будет недостаточным. В таком случае последний проход завершается в состоянии, при котором величина зазора между свариваемыми кромками остается слишком большой, чтобы можно было осуществлять непрерывную сварку прихватывающими швами. Также существует риск того, что прижимающее усилие пуансона будет чрезмерно большим. В таком случае величина зазора между свариваемыми кромками становится слишком маленькой.
Таким образом, цель настоящего изобретения заключается в создании гибочного пресса и способа прессовой гибки, способных обеспечивать надлежащий контроль величины зазора между свариваемыми кромками открытой трубы.
Решение проблемы
Настоящее изобретение обеспечивает устранение указанных выше недостатков существующего уровня техники с помощью следующих средств.
1. Устройство прессовой гибки, содержащее: пуансон и два линейных матричных элемента, расположенных параллельно друг другу на заданном расстоянии друг от друга, в пространство между которыми входит установленный выше матричных элементов пуансон, осуществляя формовку листообразного материала, установленного на указанные два матричных элемента, и создавая открытую трубу, несоединенные кромки которой располагаются напротив друг друга; несущий элемент пуансона, проходящий между несоединенными кромками сформованной открытой трубы, на котором закреплен пуансон, перемещающийся вместе с несущим элементом в направлении приложения прижимающего усилия или в направлении снятия прижимающего усилия; устройство для измерения зазора между кромками открытой трубы, содержащее световой проектор и светоприемник, установленное на несущем элементе пуансона и измеряющее величину зазора между кромкой открытой трубы и несущим элементом пуансона по степени изменения интенсивности светового излучения, создаваемого световым проектором, проходящего по оптическому пути, соединяющему область снаружи отформованной открытой трубы с областью внутри указанной трубы, и попадающего на светоприемник, указанное изменение интенсивности светового излучения обусловлено блокированием оптического пути кромками открытой трубы; и регулятор, осуществляющий регулирование прижимающего усилия пуансона в зависимости от величины зазора, замеренного устройством для измерения зазора между кромками открытой трубы.
2. Устройство по п. 1, в котором в качестве светового излучения для измерения зазора используется лазурный луч.
3. Устройство по любому из пп. 1 или 2, в котором световой проектор установлен снаружи отформованной открытой трубы.
4. Устройство по любому из пп. 1-3, в котором устройство для измерения зазора между кромками открытой трубы установлено по меньшей мере в трех местах в продольном направлении пуансона, а именно рядом с передним концом пуансона, рядом с задним концом пуансона и на центральном участке пуансона.
5. Устройство для производства стальных труб, содержащее устройство прессовой гибки по любому из пп. 1-4.
6. Способ прессовой гибки с использованием устройства прессовой гибки, содержащего пуансон и два линейных матричных элемента, расположенных параллельно друг другу на заданном расстоянии друг от друга, в пространство между которыми входит установленный выше матричных элементов пуансон, осуществляя формовку листообразного материала, установленного на двух матричных элемента, и формуя открытую трубу, несоединенные кромки которой располагаются напротив друг друга, предполагающий выполнение следующих операций: установку светового проектора и светоприемника на несущий элемент пуансона, проходящий между несоединенными кромками отформованной открытой трубы, на котором закреплен пуансон, перемещающийся вместе с несущим элементом в направлении приложения прижимающего усилия или в направлении снятия прижимающего усилия; измерение величины зазора между кромкой открытой трубы и несущим элементом пуансона по степени изменения интенсивности светового излучения, создаваемого световым проектором, проходящего по оптическому пути, соединяющему область снаружи отформованной открытой трубы с областью внутри указанной трубы, и попадающего на светоприемник; указанное изменение интенсивности светового излучения обусловлено блокированием оптического пути кромками открытой трубы; и регулирование прижимающего усилия пуансона в зависимости от замеренного значения зазора.
7. Способ по п. 6, также включающий в себя измерение величины зазора в состоянии, когда прижимающее усилие пуансона снято после выполнения последнего прохода; непосредственное окончание прессовки в случае, если замеренная величина зазора меньше или равна заданному значению, и последовательное продолжение прессовки с прижимающим усилием пуансона, соответствующим замеренной величине зазора, в случае, если замеренная величина зазора превышает ранее заданное значение.
8. Способ производства стальных труб, включающий в себя формовку открытой трубы способом по любому из пп. 6 или 7, соединение друг с другом несоединенных кромок открытой трубы и сварку соединенных кромок открытой трубы.
Полезный эффект изобретения
Согласно настоящему изобретению, прессовую гибку можно производить при надлежащем контроле величины зазора между свариваемыми кромками открытой трубы. Это обеспечивает соответствующее повышение эффективности технологического процесса производства открытой трубы, а также, наряду с этим, повышение эффективности производства стальной трубы, и, следовательно, настоящее изобретение является чрезвычайно полезным для промышленности.
Краткое описание чертежей
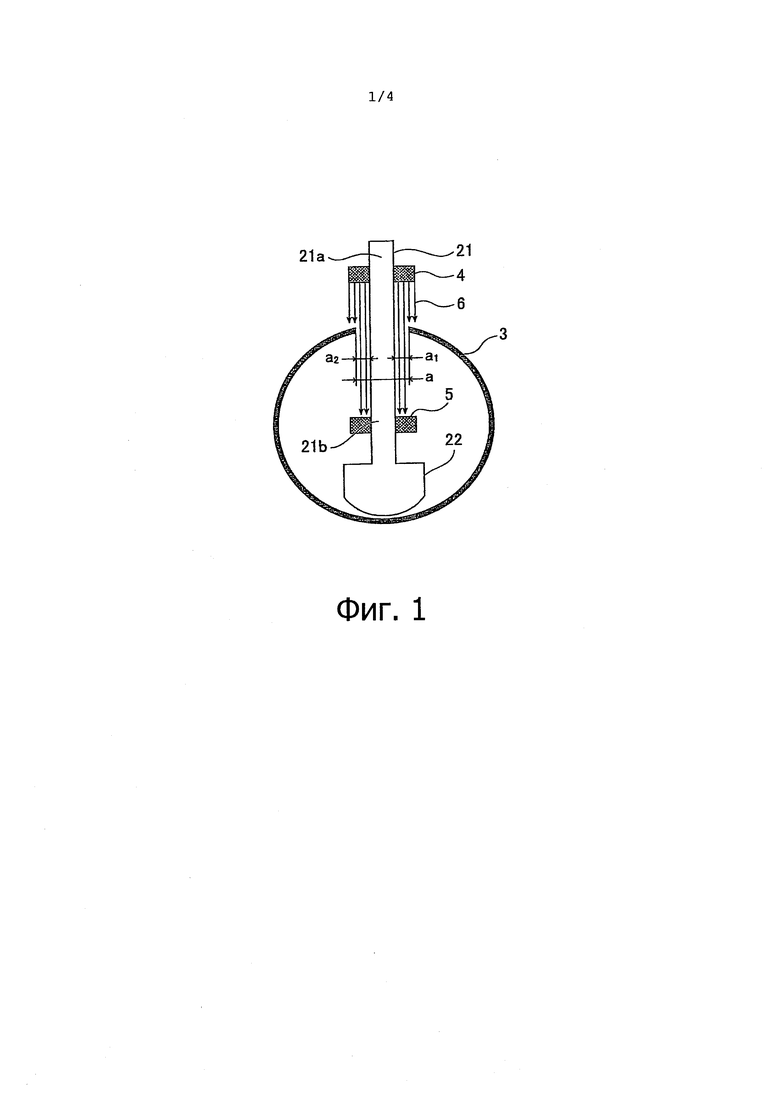
Фиг. 1 - схема для объяснения принципа работы входящего в состав устройства прессовой гибки устройства для замера зазора между свариваемыми кромками открытой трубы и способа измерения величины зазора между свариваемыми кромками открытой трубы согласно одному из возможных вариантов реализации настоящего изобретения.
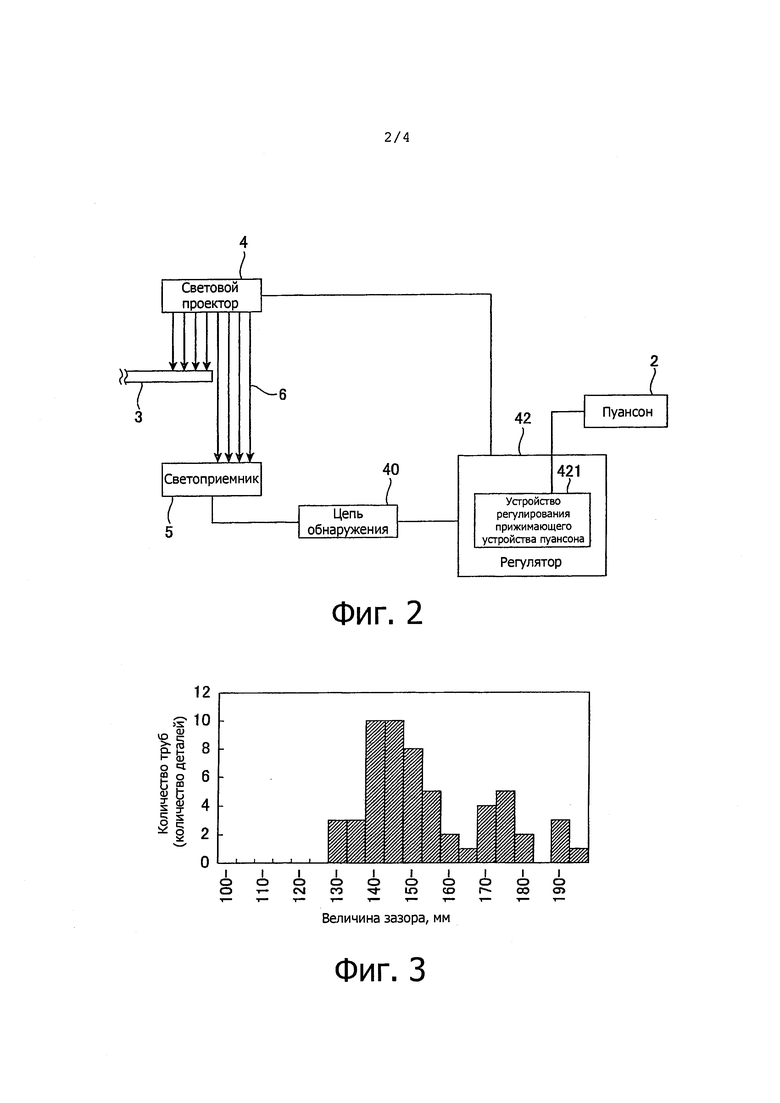
Фиг. 2 - схема примера исполнения устройства для измерения зазора между кромками открытой трубы и системы регулирования прижимающего усилия пуансона.
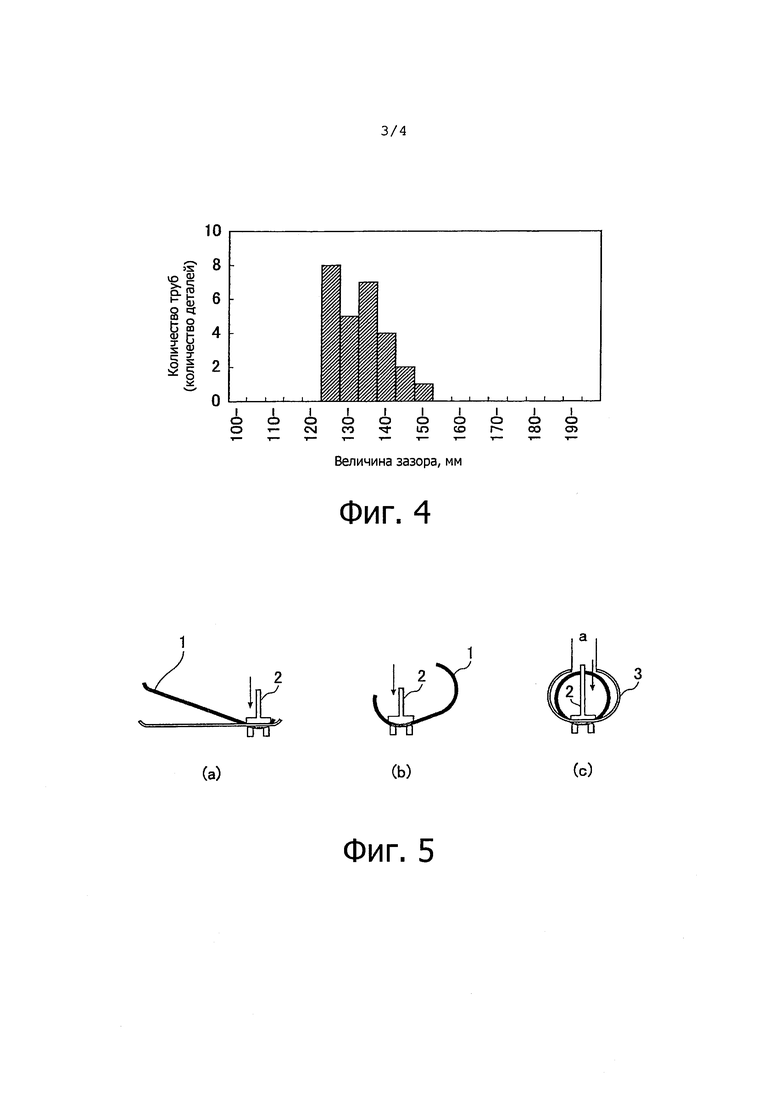
Фиг. 3 - график распределения величины зазора при выполнении последнего прохода прессовки без использования устройства для измерения зазора между кромками открытой трубы.
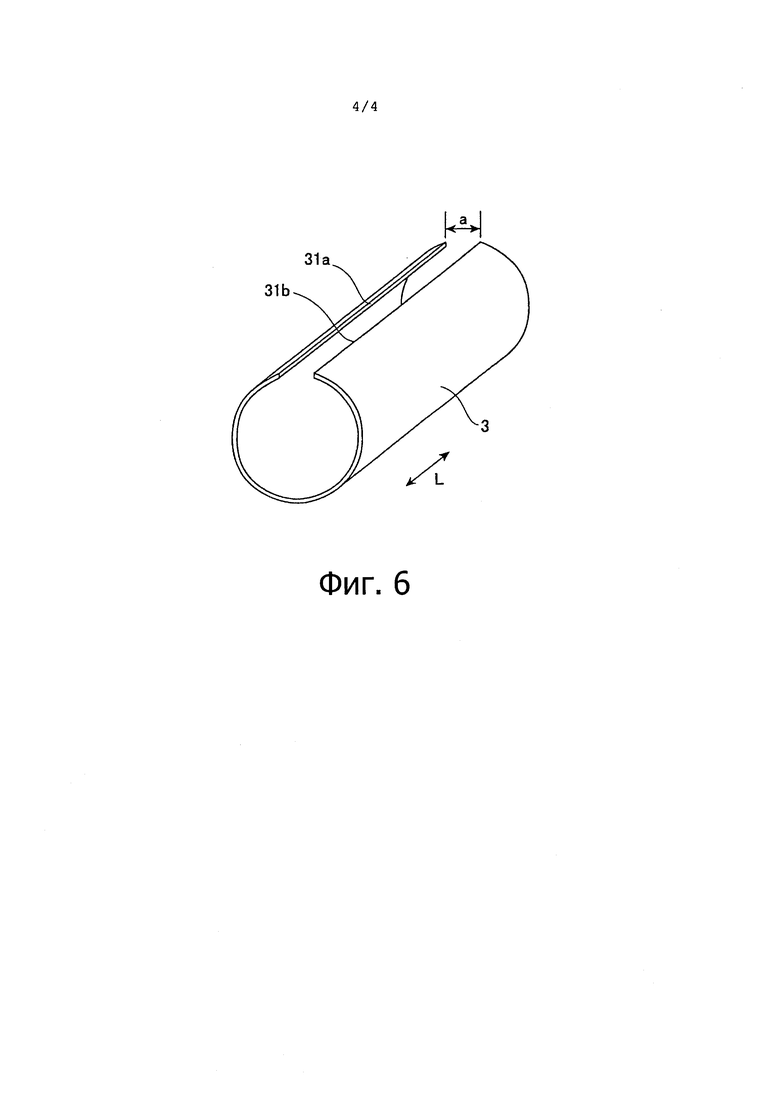
Фиг. 4 - график распределения величины зазора при выполнении последнего прохода прессовки с использованием устройства для измерения зазора между кромками открытой трубы.
Фиг. 5 - схема формовки стальной трубы с помощью гибочного пресса.
Фиг. 6 - схематичное изображение открытой трубы.
Осуществление изобретения
Согласно одному из возможных вариантов реализации настоящего изобретения, устройство прессовой гибки включает в себя устройство для измерения зазора между кромками открытой трубы, которое может осуществлять контроль зазора между кромками открытой трубы при последнем проходе прессовки, и устройство прессовой гибки может регулировать прижимающее усилие пуансона на основании информации, получаемой от измерительного устройства.
На фиг. 1 приведена схема, объясняющая принцип работы входящего в состав устройства прессовой гибки устройства для замера зазора между свариваемыми кромками открытой трубы согласно одному из возможных вариантов реализации настоящего изобретения, и способ измерения величины зазора между свариваемыми кромками открытой трубы. Фиг. 1 представляет собой вид в разрезе по плоскости, перпендикулярной продольной оси трубы. На чертеже позицией 3 обозначена открытая труба, позицией 4 - световые проекторы, позицией 5 - светоприемники, позицией 6 - луч света, позицией 22 - пуансон и позицией 21 - несущий элемент пуансона. Позицией 21а обозначена верхняя часть несущего элемента пуансона 21, а позицией 21b - нижняя часть несущего элемента пуансона 21. Верхняя 21а и нижняя 2lb части пуансона в момент выполнения последнего прохода прессовки находятся, соответственно, снаружи и внутри открытой трубы 3. Буква "а" обозначает величину зазора между свариваемыми кромками, a "a1", "a2", соответственно, обозначают расстояния, т.е. зазоры между несущим элементом пуансона 21 и открытыми кромками открытой трубы.
Устройство для измерения зазора между кромками открытой трубы устройства прессовой гибки, изображенное на чертеже, содержит световые проекторы 4, установленные на верхней части 21а несущего элемента 21 пуансона 22, и световые светоприемники 5, установленные на нижней части 2lb несущего элемента 21, соответствующей направлению излучения световых лучей от световых проекторов 4. Благодаря такой конструкции образуется световой поток от расположенных снаружи открытой трубы 3 световых проекторов 4 к расположенным внутри трубы светоприемникам 5. При уменьшении зазоров a1, a2 между кромками открытой трубы и нижней частью несущего элемента пуансона часть светового потока блокируется кромками открытой трубы. Таким образом, определяя изменение измеряемой интенсивности света, который достигает светоприемников 5 в световом потоке, можно измерить зазоры a1, a2.
С точки зрения линейности и интенсивности луча света, световые проекторы 4 и светоприемники 5, предпочтительно, должны представлять собой лазерный проектор и лазерный приемник, соответственно. В качестве световых проекторов 4 также можно использовать обладающий достаточной яркостью LED (светоизлучающий диод). В этом случае можно использовать светоприемник 5, длина волны которого соответствует длине волны света, излучаемого световым проектором 4.
Световые проекторы 4 установлены слева и справа от несущего элемента 21 пуансона таким образом, что световые проекторы 4 расположены перпендикулярно продольному направлению несущего элемента 21 пуансона (направлению продольной оси открытой трубы). Светоприемники 5 также установлены слева и справа от несущего элемента 21 пуансона, так что они воспринимают свет от соответствующих лазерных проекторов 4. Несущий элемент 21 пуансона перемещается вместе с пуансоном в направлении приложения или снятия усилия прессовки. Соответственно, для повышения точности измерения зазора установку световых проекторов 4 и светоприемников 5 на несущем элементе 21 пуансона следует производить с помощью элементов, выполненных из материала или снабженных устройствами, обеспечивающими гашение вибрации, возникающей при операциях прессовки. Например, можно устанавливать световые проекторы 4 и светоприемники 5 на несущем элементе 21 пуансона с применением слоя каучука, обеспечивающего поглощение вибрации.
Достаточно, если луч света, излучаемый световыми проекторами 4 в направлении к светоприемникам 5, будет иметь ширину, которая позволит измерять зазоры a1, a2 между несущим элементом 21 пуансона и кромками 31а, 3lb открытой трубы 3 в момент начала приложения прижимающего усилия пуансона. Форма излучения луча точно не определена. Иными словами, в качестве светового проектора 4 может быть использован один источник света, способный создавать луч света, ширина поперечного сечения которого будет обеспечивать возможность измерения зазоров a1, a2. Как вариант, может использоваться множество малоразмерных источников света, расположенных в области, ширина которой обеспечивает возможность измерения зазоров a1, a2. Для упрощения расчета зазора между кромками открытой трубы источник света предпочтительно может быть выполнен в виде множества линейно расположенных на одинаковом расстоянии друг от друга лазерных источников, и светоприемники 5 при этом также могут фиксировать поступление лазерного луча в точках, соответствующих определенному количеству из множества лазерных источников.
Величина зазора между кромками открытой трубы равняется сумме толщины несущего элемента 21 пуансона, величины зазора a1 и величины зазора a2. Если в качестве источника света используется лазерный луч, тип лазерного луча практически не ограничивается. Однако желательно, чтобы лазерный луч был видимым, т.е. чтобы оператор мог видеть его невооруженным глазом.
Устройство для измерения зазора между кромками открытой трубы может вычислять величину прижимающего усилия пуансона 22, используя величину зазора а между кромками открытой трубы как один из параметров расчета, и способно осуществлять функцию регулирования, выдавая полученное прижимающее усилие пуансона для устройства прессовой гибки.
Хотя выше был рассмотрен вариант исполнения, в котором световые проекторы 4 расположены выше светоприемников 5, т.е. снаружи открытой трубы, возможен и альтернативный вариант, в котором вышеупомянутые светоприемники 5 могут быть расположены выше световых проекторов 4, т.е. снаружи открытой трубы. Кроме того, вместо варианта, при котором световой проектор 4 и светоприемник 5 расположены напротив друг друга, может использоваться устройство, способное выполнять функции как проектора, так и приемника, установленное в показанном на чертеже положении 4, а также установленный в положении 4 отражатель, отражающий свет, излучаемый данным устройством из положения 4, обратно в положение 5. В таком случае свет, излучаемый световым проектором, проходит вниз и обратно вверх по оптическому пути, соединяющему пространство снаружи открытой трубы с пространством внутри открытой трубы, и достигает светоприемника. В этом случае также можно вычислить положение кромок 31а, 31b открытой трубы 3 по интенсивности света, достигающего светоприемника, и, таким образом, можно измерить величины зазоров a1, a2.
На фиг. 2 показана схема примера исполнения устройства для измерения зазора между кромками открытой трубы и системы регулирования прижимающего усилия пуансона. Луч света 6, посылаемый световым проектором 4, поступает на светоприемник 5. В случае, когда кромки 31а или 3lb открытой трубы 3 загораживают путь прохождения луча света от светового проектора 4 к светоприемнику 5, только часть луча 6, излучаемого световым проектором 4, поступает на светоприемник 5. Выходной сигнал обнаружения светоприемника 5 поступает на контур обнаружения 40, и, таким образом, измеряются величины зазоров a1, a2, представляющие собой расстояния от несущего элемента 22 пуансона до соответствующих кромок 31а, 31b открытой трубы.
Информация по измеренным величинам зазоров a1, a2 передается на устройство 421 регулирования прижимающего усилия пуансона регулятора 42. Устройство 421 регулирования прижимающего устройства пуансона вычисляет величины прижимающего усилия пуансона, требующиеся для получения величин зазоров a1, a2, на основании предварительного тестирования, производимого до или после регистрации, и выдает величину требующегося усилия пуансона на пуансон 2. Пуансон 2 осуществляет прессовку с заданным прижимающим усилием.
Предпочтительно, устройство для измерения зазора между кромками открытой трубы следует устанавливать по меньшей мере в трех позициях (позиции вблизи обоих концов и приблизительно в центре) в направлении по продольной оси открытой трубы, т.е. в продольном направлении несущего элемента 21 пуансона. Такая схема размещения обеспечивает возможность определения тенденции изменения зазоров по всей длине открытой трубы. Путем регулирования прижимающего усилия пуансона в продольном направлении пуансона, например, на основе такого определения, зазор между кромками открытой трубы можно сделать равномерным и одинаковым по всей длине открытой трубы в направлении по оси трубы.
Операция прессовки с помощью устройства прессовой гибки согласно настоящему изобретению, предпочтительно, может быть выполнена следующим образом.
При снятии усилия прижатия пуансона путем поднятия пуансона после прессовки открытой трубы возникает пружинный эффект. Таким образом, измерение величин зазора между кромками открытой трубы предпочтительно производить после снятия прижимающего усилия пуансона.
При последнем проходе в результате приложения заданного прижимающего усилия пуансона происходит пластическая деформация открытой трубы. Величину прижимающего усилия пуансона выбирают в диапазоне, при котором кромки открытой трубы не входят в контакт с несущим элементом пуансона, или в диапазоне, при котором кромки открытой трубы, вошедшие в контакт с несущим элементом пуансона, после снятия прижимающего усилия выходят из контакта с данным несущим элементом. После этого прижимающее усилие пуансона снимают и производят замер величин зазора между кромками открытой трубы при снятом прижимающем усилии. Значения прижимающего усилия, устанавливаемые для следующего прохода прессовки, выбирают в соответствии с измеренными значениями зазора между кромками открытой трубы. Эту операцию повторяют несколько раз до тех пор, пока не будут получены заданные величины зазора между кромками открытой трубы. Установка прижимающего усилия пуансона на основании величин зазора между кромками открытой трубы может производиться в соответствии с результатами предварительного тестирования или на основании полученных ранее результатов.
Устройство для производства стальной трубы согласно одному из возможных вариантов реализации настоящего изобретения, помимо вышеупомянутого устройства прессовой гибки, предпочтительно, может содержать устройство непрерывной сварки прихваточным швом, устройство для сварки с внутренней стороны трубы и устройство для сварки с внешней стороны трубы. Производственная установка, предпочтительно, может содержать также устройство для раздачи трубы, если таковое является необходимым.
При изготовлении стальной трубы с помощью устройства для производства стальной трубы, имеющего вышеуказанное строение, открытая труба, созданная с помощью устройства прессовой гибки в соответствии с вышеописанным способом, выходит из устройства прессовой гибки. Далее производится непрерывная сварка прихваточным швом кромок открытой трубы с помощью устройства непрерывной сварки прихваточным швом. После этого может быть выполнена основная сварка, сначала сварка с внутренней стороны трубы, а затем сварка с внешней стороны трубы. Для улучшения округлости стальной трубы может производиться раздача стальной трубы после выполнения основной сварки с помощью устройства экспандирования. При проведении операции экспандирования коэффициент экспандирования (отношение величины увеличения внешнего диаметра после экспандирования к внешнему диаметру трубы до экспандирования), как правило, выполняется равным от 0,3% до 1,5%. Для получения оптимального соотношения между улучшением округлости трубы и требуемой мощностью пресс-расширителя для экспандирования труб, предпочтительная величина коэффициента экспандирования трубы должна составлять от 0,5 до 1,2%.
Вариант исполнения
Производство стальных труб внешнего диаметра от 20 до 56 дюйм и с толщиной стенки от 12,7 мм до 50,8 мм осуществлялось в следующих двух условиях, а именно с использованием устройства для измерения зазора между кромками открытой трубы устройства прессовой гибки согласно настоящему изобретению и без использования указанного устройства для измерения зазора между кромками открытой трубы. Устройство для измерения зазора между кромками открытой трубы применялось в последнем проходе прессовки с помощью устройства прессовой гибки.
На фиг. 3 представлен график распределения величин зазоров (значений, замеренных при выполнении последнего прохода прессовки), когда контроль зазора выполнялся визуально, невооруженным глазом оператора, без использования устройства для измерения зазора между кромками открытой трубы, а на фиг. 4 приведен график распределения значений зазоров для случая, когда в процессе производства применялось устройство для измерения зазора между кромками открытой трубы. Использование устройства для измерения зазора между кромками открытой трубы дает возможность уменьшить неравномерность распределения значений зазоров между кромками открытой трубы. Соответственно, это обеспечивает возможность уменьшения максимальной величины зазора между кромками открытой трубы, и не возникает ситуация, при которой кромки открытой трубы невозможно соединить с помощью устройства непрерывной сварки прихваточным швом. Кроме того, не возникает ситуация, когда кромки открытой трубы сильно сцепляются с несущим элементом пуансона.
Несмотря на то, что выше было приведено описание предпочтительного варианта реализации настоящего изобретения, данное изобретение не ограничивается лишь этим вариантом реализации, и возможны различные модификации, изменения, доработки и т.п.
Например, при расположении световых проекторов и светоприемников с левой и правой сторон несущего элемента пуансона, даже в случае, когда зазор a1 справа от несущего элемента невозможно установить равным зазору a2 слева от несущего элемента, точно измерить зазор между кромками открытой трубы все равно возможно. С другой стороны, если зазор a1 справа от несущего элемента представляется возможным установить равным зазору a2 слева от несущего элемента, световой проектор и светоприемник можно устанавливать только на какой-либо одной стороне от несущего элемента пуансона.
Посредством обеспечения заданной ширины поперечного сечения источника света или применения множества малоразмерных источников света в диапазоне заданной ширины можно увеличить точность измерения величины зазора. Однако даже если как с левой, так и с правой стороны от несущего элемента пуансона установлен лишь один малоразмерный источник света, или если только один малоразмерный источник света установлен с какой-либо одной стороны от несущего элемента пуансона, все равно можно определить, когда величина зазора между кромками открытой трубы становится ниже определенного значения. В этом случае также можно осуществлять соответствующее регулирование величины зазора, например, путем увеличения прижимающего усилия пуансона на последнем проходе.
Перечень ссылочных позиций:
1: стальной лист
2, 22: пуансон
3: открытая труба
4:световой проектор
5: светоприемник
6: луч света
21: несущий элемент пуансона
21а: верхняя часть
2lb: нижняя часть
31а, 32b: кромки открытой трубы
40: контур обнаружения
42: регулятор
421: устройство регулирования прижимающего устройства пуансона
а: зазор между кромками открытой трубы
a1, a2: величины зазоров между кромками открытой трубы и несущим элементом пуансона
L: направление оси трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВКИ СТАЛЬНОЙ ТРУБЫ И СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ТРУБЫ | 2013 |
|
RU2648813C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ТРУБЫ | 2013 |
|
RU2617465C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОЙ СТАЛЬНОЙ ТРУБЫ | 2013 |
|
RU2621747C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ТРУБЫ И ПРЕССУЮЩИЙ ШТАМП, ИСПОЛЬЗУЕМЫЙ ПРИ ДАННОМ СПОСОБЕ | 2015 |
|
RU2663674C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМОВКИ СТАЛЬНОЙ ТРУБЫ ПОСРЕДСТВОМ ТРЕХТОЧЕЧНОЙ ПРЕССОВОЙ ГИБКИ | 2015 |
|
RU2655511C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ТРУБЫ | 2014 |
|
RU2653035C2 |
| МАТРИЦА И СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ТРУБЫ | 2018 |
|
RU2729804C1 |
| КОНТРОЛЛЕР КОРРЕКЦИИ СМЕЩЕНИЯ И СПОСОБ УПРАВЛЕНИЯ КОРРЕКЦИЕЙ СМЕЩЕНИЯ В АГРЕГАТЕ НЕПРЕРЫВНОЙ СВАРКИ ПРИХВАТОЧНЫМ ШВОМ | 2013 |
|
RU2633123C2 |
| СПОСОБ ЗАМЕНЫ ВЕРХНЕГО ШТАМПА ГИБОЧНОГО ПРЕССА И КАРЕТКА ВЕРХНЕГО ШТАМПА | 2013 |
|
RU2630094C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ТРУБЫ И МАТРИЦА | 2018 |
|
RU2769596C1 |
Изобретение относится к устройству прессовой гибки, устройству для производства стальных труб, способу прессовой гибки и способу производства стальных труб. Устройство прессовой гибки содержит устройство для измерения зазора между кромками открытой трубы, в котором прижимающее усилие пуансона устанавливается после измерения зазора между кромками открытой трубы. Устройство для измерения зазора между кромками открытой трубы содержит установленные на пуансоне световой проектор и светоприемник, а также отражатель. Устройство для измерения зазора между кромками открытой трубы осуществляет измерение зазора между кромкой формуемой открытой трубы и несущим элементом пуансона, при этом регулирование прижимающего усилия пуансона осуществляется в зависимости от замеренной величины зазора. В результате обеспечивается возможность точного регулирования величины зазора между несоединенными кромками открытой трубы. 6 н. и 4 з.п. ф-лы, 6 ил. 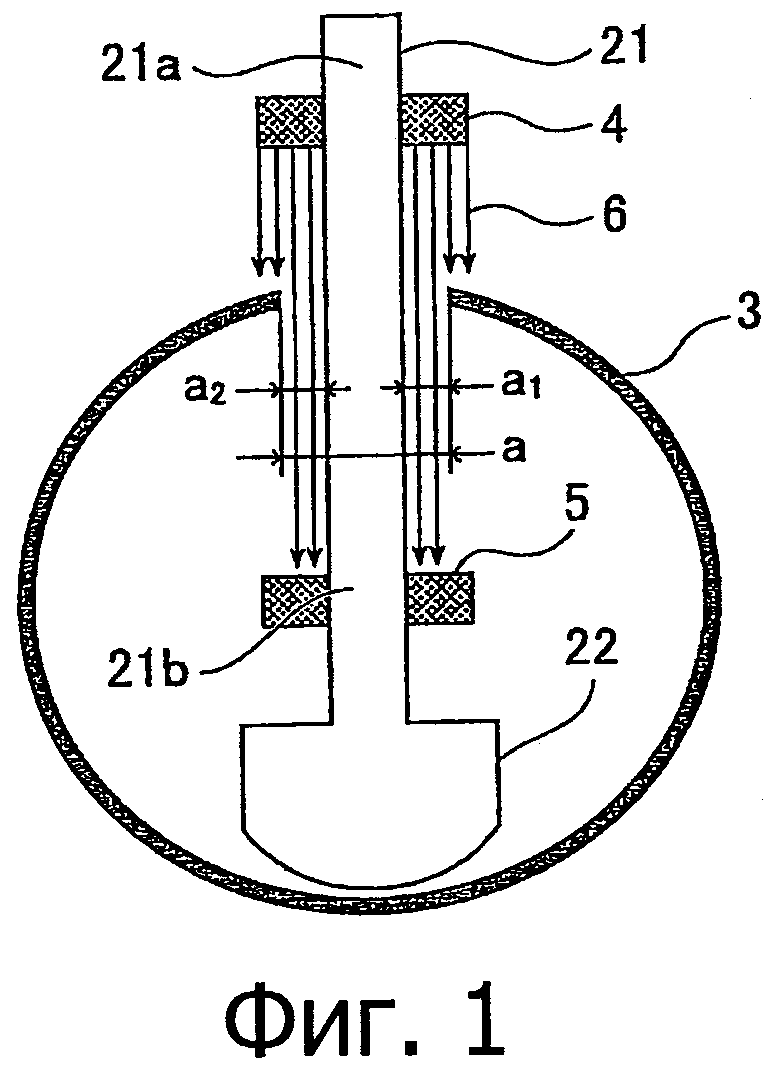
1. Устройство для прессовой гибки, содержащее:
пуансон;
два линейных матричных элемента, расположенных параллельно друг другу на заданном расстоянии друг от друга, в пространство между которыми входит установленный выше матричных элементов пуансон, выполненный с возможностью формовки листообразного материала, установленного на двух матричных элементах, и образования открытой трубы, несоединенные кромки которой расположены напротив друг друга;
несущий элемент пуансона, проходящий между несоединенными кромками сформованной открытой трубы и на котором закреплен пуансон, при этом несущий элемент пуансона выполнен с возможностью перемещения вместе с пуансоном в направлении приложения прижимающего усилия к формуемому материалу или в направлении снятия прижимающего усилия;
устройство для измерения зазора между кромками открытой трубы, содержащее световой проектор и светоприемник, установленное на несущем элементе пуансона, причем один из светового проектора или светоприемника расположен внешне относительно открытой трубы, в то время как другой расположен внутри открытой трубы, и выполненное с возможностью измерения величины зазора между кромкой открытой трубы и несущим элементом пуансона по степени изменения интенсивности светового излучения, создаваемого световым проектором, проходящего по оптическому пути, соединяющему область снаружи отформованной открытой трубы с областью внутри указанной трубы, и попадающего на светоприемник, при этом указанное изменение интенсивности светового излучения обусловлено блокированием оптического пути кромками открытой трубы; и
регулятор, выполненный с возможностью регулирования прижимающего усилия пуансона в зависимости от величины зазора, замеренного устройством для измерения зазора между кромками открытой трубы.
2. Устройство для прессовой гибки, содержащее:
пуансон;
два линейных матричных элемента, расположенных параллельно друг другу на заданном расстоянии друг от друга, в пространство между которыми входит установленный выше матричных элементов пуансон, выполненный с возможностью формовки листообразного материала, установленного на двух матричных элементах, и образования открытой трубы, несоединенные кромки которой расположены напротив друг друга;
несущий элемент пуансона, проходящий между несоединенными кромками сформованной открытой трубы и на котором закреплен пуансон, при этом несущий элемент пуансона выполнен с возможностью перемещения вместе с пуансоном в направлении приложения прижимающего усилия к формуемому материалу или в направлении снятия прижимающего усилия;
устройство для измерения зазора между кромками открытой трубы, содержащее световой проектор и светоприемник, установленные на несущем элементе пуансона и расположенные внешне относительно открытой трубы, и отражатель, выполненный с возможностью отражения света, излучаемого световым проектором, и расположенный внутри открытой трубы напротив светового проектора, и выполненное с возможностью измерения величины зазора между кромкой открытой трубы и несущим элементом пуансона по степени изменения интенсивности светового излучения, создаваемого световым проектором, проходящего по оптическому пути, соединяющему область снаружи отформованной открытой трубы с областью внутри указанной трубы, и попадающего на светоприемник, при этом указанное изменение интенсивности светового излучения обусловлено блокированием оптического пути кромками открытой трубы; и
регулятор, выполненный с возможностью регулирования прижимающего усилия пуансона в зависимости от величины зазора, замеренного устройством для измерения зазора между кромками открытой трубы.
3. Устройство по п. 1 или 2, в котором в качестве светового излучения для измерения зазора используется лазерный луч.
4. Устройство по п. 1 или 2, в котором устройство для измерения зазора между кромками открытой трубы установлено по меньшей мере в трех местах в продольном направлении несущего элемента пуансона, а именно, рядом с передним концом несущего элемента пуансона, рядом с задним концом несущего элемента пуансона и на центральном участке несущего элемента пуансона.
5. Устройство для производства стальных труб, содержащее устройство прессовой гибки по любому из пп. 1-4, устройство непрерывной сварки прихваточным швом, устройство для сварки с внутренней стороны трубы и устройство для сварки с внешней стороны трубы.
6. Устройство для производства стальных труб по п. 5, которое содержит устройство для раздачи труб.
7. Способ прессовой гибки с использованием устройства для прессовой гибки, содержащего пуансон и два линейных матричных элемента, расположенных параллельно друг другу на заданном расстоянии друг от друга, в пространство между которыми входит установленный выше матричных элементов пуансон, осуществляющий формовку листообразного материала, установленного на двух указанных матричных элементах, и образующий открытую трубу, несоединенные кромки которой расположены напротив друг друга, включающий этапы, на которых:
устанавливают световой проектор и светоприемник на несущий элемент пуансона, проходящий между несоединенными кромками сформованной открытой трубы и поддерживающий пуансон, при этом несущий элемент пуансона выполнен с возможностью перемещения вместе с пуансоном в направлении приложения прижимающего усилия к формуемому материалу или в направлении снятия прижимающего усилия, при этом располагают один из светового проектора или светоприемника внешне относительно открытой трубы, в то время как другой располагают внутри открытой трубы,
измеряют величину зазора между кромкой открытой трубы и несущим элементом пуансона по степени изменения интенсивности светового излучения, создаваемого световым проектором, проходящего по оптическому пути, соединяющему область снаружи отформованной открытой трубы с областью внутри указанной трубы, и попадающего на светоприемник, указанное изменение интенсивности светового излучения обусловлено блокированием оптического пути кромками открытой трубы; и
регулируют прижимающее усилие пуансона в зависимости от замеренного значения зазора.
8. Способ прессовой гибки с использованием устройства для прессовой гибки, содержащего пуансон и два линейных матричных элемента, расположенных параллельно друг другу на заданном расстоянии друг от друга, в пространство между которыми входит установленный выше матричных элементов пуансон, осуществляющий формовку листообразного материала, установленного на двух указанных матричных элементах, и образующий открытую трубу, несоединенные кромки которой расположены напротив друг друга, включающий этапы, на которых:
устанавливают световой проектор и светоприемник на несущий элемент пуансона, проходящий между несоединенными кромками сформованной открытой трубы и поддерживающий пуансон, при этом несущий элемент пуансона выполнен с возможностью перемещения вместе с пуансоном в направлении приложения прижимающего усилия к формуемому материалу или в направлении снятия прижимающего усилия, при этом располагают световой проектор или светоприемник внешне относительно открытой трубы и устанавливают отражатель, который отражает свет, излучаемый световым проектором, располагая его внутри открытой трубы напротив светового проектора;
измеряют величину зазора между кромкой открытой трубы и несущим элементом пуансона по степени изменения интенсивности светового излучения, создаваемого световым проектором, проходящего по оптическому пути, соединяющему область снаружи отформованной открытой трубы с областью внутри указанной трубы, и попадающего на светоприемник, указанное изменение интенсивности светового излучения обусловлено блокированием оптического пути кромками открытой трубы; и
регулируют прижимающее усилие пуансона в зависимости от замеренного значения зазора.
9. Способ по п. 7 или 8, в котором:
измеряют величину зазора в состоянии, когда прижимающее усилие пуансона снято после выполнения последнего прохода;
немедленно заканчивают прессовку в случае, если замеренная величина зазора меньше или равна заданному значению, или
последовательно продолжают прессование с прижимающим усилием пуансона, соответствующим замеренной величине зазора, в случае, если замеренная величина зазора превышает ранее заданное значение.
10. Способ производства стальных труб, включающий этапы, на которых:
формуют открытую трубу способом прессовой гибки по любому из пп. 7-9;
соединяют друг с другом несоединенные кромки открытой трубы;
и сваривают соединенные кромки открытой трубы.
| WO 2012100802 A1, 02.08.2012 | |||
| JP 2001311617 A, 09.11.2001 | |||
| УСТРОЙСТВО ДЛЯ ГИБКИ ЛИСТОВ ИЗ МЕТАЛЛА | 2004 |
|
RU2290273C2 |
| Рабочий орган роторного окорочнозачистного станка | 1977 |
|
SU631340A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |

