Область техники
Настоящее изобретение относится к производственному оборудованию непрерывного действия, в частности к работающему по принципу «с рулона на рулон» оборудованию непрерывного действия для обработки полосовой основы. Это оборудование непрерывного действия содержит первое приводное устройство для перемещения полосовой основы в направлении подачи и по меньшей мере две зоны обработки, через которые полосовая основа перемещается таким образом, чтобы различные области полосовой основы могли обрабатываться одновременно, указанные по меньшей мере две зоны обработки включают первую зону обработки для прерывистого процесса и вторую зону обработки для непрерывного процесса, при этом непрерывный процесс осуществляется с помощью технологической установки для пайки оплавлением припоя. Технологическая установка для пайки оплавлением припоя содержит по меньшей мере один источник тепла. Настоящее изобретение относится также к способу непрерывного производства изделий на полосовой основе с помощью этого оборудования.
Уровень техники
Указанное оборудование известно, например, из патентной заявки, по которой ожидается выдача патента и которая опубликована под номером ЕР 2160263 с заголовком  MIT AN EXTERNE TRANSPORTGESCHWINDIGKEITEN ANPASSBAREM TEMPERATURPROFIL»
MIT AN EXTERNE TRANSPORTGESCHWINDIGKEITEN ANPASSBAREM TEMPERATURPROFIL»
Системы для непрерывного производства по принципу «с рулона на рулон» (reel-2-reel) довольно редко применяются в пайке оплавлением припоя электронных блоков на гибких фольгах. Основное препятствие состоит в согласовании процесса пайки оплавлением припоя с предшествующими технологическими этапами, например с этапом нанесения методом печати пасты для полосковых проводников и этапом установки электрических и электронных компонентов. В то время как, например, процесс нанесения пасты методом печати и процесс установки компонентов осуществляются последовательно (прерывисто), т.е. полоса остается неподвижной во время осуществления этих процессов, процесс пайки оплавлением припоя должен осуществляться непрерывно, исходя из тепловых требований.
Для выполнения электрических соединений между компонентами полосовая основа сначала подвергается печати с использованием припойной пасты, а затем оснащается компонентами. После установки компонентов полоса начинает движение, и оснащенная компонентами часть бесконечной полосовой основы поступает в систему для повторного плавления припойной пасты. В данном контексте операция повторного плавления должна осуществляться управляемым способом, который зависит, в том числе, от характеристик припойной пасты и компонентов, плотности установки компонентов и т.д. Например, в случае компонентов, значительно различающихся по размерам, необходимо принимать во внимание различные значения времени нагрева для повторного плавления припойной пасты, чтобы обеспечить желаемое качество соединений с точки зрения электрических, термических и механических свойств. Поэтому процесс пайки в системе обычно следует конкретной последовательности, чтобы таким образом получить желаемый температурный профиль основы, при котором, с одной стороны, имеет место надежное разжижение припойной пасты в пределах желаемого периода времени, а с другой стороны не происходит перегрев чувствительных компонентов. Таким образом, прерывание процесса подачи серьезно нарушает процесс нагрева и приводит в результате к невоспроизводимости изделия.
В публикации «Rolle-zu-Rolle-Fertigung von MID-basierten Mikrosystemen» (авторы д-р Hans Bell, Michael Gempp и Stephan Schulz), опубликованной в PLUS 7/2014, с. 1544 и далее, проблема взаимосогласованных непрерывных и прерывистых технологических этапов решается с помощью несущей ленты с интегрированными носителями изделия. Отдельные носители изделия могут быть отсоединены от несущей ленты, например для того, чтобы подвергнуть их непрерывной термической обработке. После выполнения непрерывного процесса, носители изделия снова присоединяются к бесконечной ленте. Для данного решения требуется большое количество оборудования, поскольку должны быть обеспечены устройства раздельной подачи для прерывистых и непрерывных процессов, а также должны быть обеспечены взаимосогласованные конвейерные ленты для сложных процессов, например для непрерывного процесса литья под давлением. Кроме того, во взаимосогласованных конвейерных лентах должны быть предусмотрены устройства для отсоединения и повторного встраивания взаимосогласованных носителей изделия в конвейерные ленты.
ЕР 2160263 решает также проблему трудностей в случае, когда основа направляется из одной обрабатывающей станции в следующую, как это имеет место, например, при обработке бесконечных гибких основ, поскольку тогда задающий рабочий цикл производственной линии должен быть согласован с термодинамическими требованиями к операции пайки с оплавлением припоя. В данной публикации было указано, что «бесконечная» основа включает одинаковые части, расположенные в линию, например схемы или печатные схемные платы, также именуемые «изображениями», причем в большинстве случаев между смежными схемами расположены участки основы протяженностью лишь несколько миллиметров, например, для облегчения последующего процесса разделения. Для обеспечения возможности проведения операции непрерывной подачи в системе пайки оплавлением припоя, выше по потоку относительно системы обеспечен «буфер» в виде свободной петли для согласования различных скоростей и способов подачи в отдельных системах обработки, т.е. в устройстве технологической установки компонентов, устройстве печати и системе пайки оплавлением припоя. Для обеспечения возможности гибкого регулирования профилей нагрева, в ЕР 2160263 был предложен источник тепла в виде сегментированной теплопроводной поверхности. Отдельные сегменты могут заменяться для гибкого регулирования температурного профиля. С этой целью отдельные сегменты обеспечены приводными модулями, с помощью которых нагревательные пластинчатые сегменты могут сдвигаться перпендикулярно направлению подачи или параллельно направлению подачи. Если, например, нагревательный сегмент заменяют на охлаждающий сегмент, нагревательный сегмент выталкивают из области нагрева перпендикулярно направлению подачи полосовой основы, а охлаждающий сегмент вталкивают в эту область. Если в область нагрева должны быть введены сегменты, которые больше или меньше заменяемого сегмента, смежные сегменты должны быть сдвинуты вдоль направления подачи для обеспечения предпочтительно непрерывной области нагрева/охлаждения. Несмотря на то, что согласно ЕР 2160263, отдельные нагревательные элементы являются подвижными относительно полосовой основы, непрерывная операция пайки возможна только в том случае, если полосовая основа перемещается в соответствии с температурным профилем области нагрева. Согласование движения полосы между осуществляемыми выше по потоку прерывистыми процессами печати и технологической установки компонентов и осуществляемым ниже по потоку непрерывным процессом пайки осуществляется исключительно посредством полосового буфера в виде полосовой петли. Однако это трудно реализовать технически, поскольку из-за резких изгибов полосовой основы возникают проблемы со сцеплением припоя и электрических компонентов.
Следовательно, цель настоящего изобретения состоит в обеспечении производственного оборудования непрерывного действия, которое экономичным образом согласовывает между собой непрерывные операции термической обработки и прерывистые операции обработки, например такие, как процедуры установки компонентов. Кроме того, цель настоящего изобретения состоит в обеспечении способа непрерывного производства электрических или электронных изделий, с помощью которого могут быть экономичным образом согласованы между собой непрерывные этапы обработки и прерывистые этапы обработки.
Раскрытие изобретения
Цель настоящего изобретения достигается с помощью производственного оборудования непрерывного действия согласно пункту 1 формулы изобретения.
В частности, цель настоящего изобретения достигается с помощью вышеупомянутого производственного оборудования непрерывного действия, отличающегося наличием второго приводного устройства для перемещения источника тепла относительно первой зоны обработки вдоль полосовой основы, которое выполнено с возможностью перемещения источника тепла к первой зоне обработки вдоль полосовой основы в направлении, противоположном направлению подачи полосовой основы, даже в том случае, если первое приводное устройство остается неподвижным.
Производственное оборудование непрерывного действия согласно настоящему изобретению обладает действием, способным обеспечить, чтобы температурный профиль, требующийся для процесса пайки, формировался в результате перемещения источника тепла в направлении, противоположном направлению перемещения полосы. Средства обеспечения указанного действия включают механизм для перемещения источника тепла, выполненный таким образом, чтобы траектория перемещения была достаточно длинна для формирования соответствующих температурных профилей.
В одном из вариантов производственное оборудование непрерывного действия дополнительно содержит устройство управления, которое выполнено с возможностью управления вторым приводным устройством таким образом, чтобы в результате перемещения источника тепла по всей предварительно заданной области полосовой основы был получен предварительно заданный температурный профиль T(t), требующийся для процесса пайки.
Температурные профили формируются с помощью источника тепла, перемещаемого в направлении, противоположном направлению подачи полосы. Таким образом, может быть смоделирован принцип транзита, согласно которому непрерывный процесс термической обработки мог быть осуществлен для изделия на полосовой основе даже в том случае, когда полосовой носитель остается неподвижным, для нанесения припоя на другое место полосовой основы и установки электрических компонентов на полосковых проводниках. Это означает, что непрерывная термическая обработка может быть осуществлена независимо от этапов обработки выше или ниже по потоку, синхронизированных иным образом.
Термическая обработка во время перемещения источника тепла в направлении, противоположном направлению подачи полосы, дополнительно обеспечивает возможность достижения лучшего термического разделения последующих изображений, которые вводятся в систему пайки оплавлением припоя. Если источник тепла был выключен после возврата в исходное положение, подвергнутая температурной обработке область может охлаждаться управляемым образом, и передача тепла на последующие изделия уменьшается. Это является особенно полезным в том случае, если последующие изображения требуют иного температурного профиля, и влияние температуры предыдущих изделий может искажать этот температурный профиль.
Кроме того, благодаря тепловой обработке во время перемещения источника тепла в направлении, противоположном направлению подачи полосы, обеспечивается возможность обработки любых длин изделия, именуемых также длинами изображения, на полосе. Максимальная длина изображения определяется только перемещением теплового поля. Скорость полосы должна быть согласована с длиной изображения. Скорость полосы, однако, может также влиять на температурный профиль. Для того, чтобы обеспечить возможность максимально гибкого и точного использования производственного оборудования, в одном из вариантов устройство управления выполнено с возможностью регулирования скорости подачи полосовой основы в зависимости от длины изделия и/или предварительно заданного температурного профиля.
Когда полоса остается неподвижной, температурный профиль определяется распределением температуры теплового поля и скоростью, с которой перемещается источник нагрева.
В самом простом случае желаемый температурный профиль может быть получен, например, с помощью точечного источника тепла, тепловая энергия которого сфокусирована в точке или на линии, расположенной на основе. Это будет соответствовать строго ограниченному линейному тепловому полю. В этом случае температурный профиль определяется скоростью и интенсивностью излучения источника тепла. Форма теплового поля играет второстепенную роль.
Тем не менее, в одном из вариантов источник тепла может также быть сегментированным, благодаря чему могут формироваться тепловые поля любой формы или может формироваться множество пространственно разделенных тепловых полей с предварительно заданными распределениями температуры. Более протяженные тепловые поля, возможно, могут уменьшать значения времени обработки и обеспечивать более однородные распределения температуры.
Например, в одном из вариантов устройство управления может быть выполнено с возможностью раздельного регулирования интенсивности излучения по меньшей мере одного источника тепла или отдельных сегментов источника тепла, в зависимости от предварительно заданного температурного профиля, таким образом, чтобы формировалось тепловое поле с заданным распределением температуры. В зависимости от размеров изделия и значений высоты компонентов требуются различные температурные профили для осуществления оптимального процесса пайки. Для повышения гибкости процесса пайки оплавлением припоя данный вариант обеспечивает возможность индивидуального проектирования тепловых полей, например, путем активации отдельных сегментов источника тепла.
В другом варианте, на входе и/или на выходе технологической установки для пайки оплавлением припоя, размещены дополнительные источники нагрева, являющиеся стационарными или имеющие возможность перемещения вместе с полосовой основой. Преимущество этого состоит в том, что снижается неопределяемое поглощение тепла материалом полосы благодаря тому, что этот материал поддерживается при определенной температуре.
В другом варианте производственное оборудование непрерывного действия дополнительно содержит по меньшей мере один термометр, с помощью которого устройство управления может управлять перемещением полосовой основы и/или перемещением по меньшей мере одного источника тепла и/или регулировать форму теплового поля источника тепла, например, путем регулирования интенсивности излучения сегментов источника тепла для получения желаемого температурного профиля. В данном контексте термометр может представлять собой пирометр, термодатчик, тепловизионную камеру, термоэлемент или их комбинации, которые могут быть размещены в выбранной точке или в нескольких выбранных точках в области обработки.
Таким образом, обеспечивается возможность более качественного регулирования температурных профилей в контуре управления и возможность получения воспроизводимых результатов пайки.
Источники тепла могут представлять собой инфракрасные излучатели, например Ж-образные излучатели или сфокусированные излучатели, нагреваемые проводники тепла, такие как нагревательные пластины или охлаждающие пластины, конвекционные источники тепла, такие как тепловые пушки, конденсационные источники тепла, лазерные источники тепла или их комбинации. В производственном оборудовании, действующем по принципу «с рулона на рулон», предпочтительными оказались конвекционные источники тепла, что дало возможность без существенных затрат использовать хорошо известную промышленную технологию. В заявленной системе с источником тепла, который перемещается в противоположном направлении, простая и эффективная возможность формирования желаемого температурного профиля обеспечивается с помощью инфракрасного излучателя, в частности сфокусированного инфракрасного излучателя. Инфракрасные излучатели могут также быть легко выполнены в виде матрицы, что обеспечивает возможность формирования относительно сложных тепловых полей. Прогресс в сфере технологий полупроводниковых лазеров и светодиодов (LED) позволил применять также светодиоды и полупроводниковые лазеры, в частности полупроводниковые лазеры поверхностного излучения с вертикальным резонатором (VCSEL), в качестве источников инфракрасного излучения. Для селективного охлаждения могут также использоваться охлажденные или нагретые проводники тепла, например горячие пластины/холодные пластины.
Цель изобретения достигается также с помощью способа непрерывного производства изделия на полосовой основе, которую перемещают через множество зон обработки в направлении подачи и осуществляют одновременную обработку различных областей полосовой основы в различных зонах обработки, во второй зоне обработки осуществляют непрерывный процесс термической обработки, при этом источник тепла перемещают относительно полосовой основы, а в первой зоне обработки осуществляют прерывистый процесс обработки, при этом инструмент обработки остается неподвижным относительно полосовой основы. Способ отличается тем, что он включает первый шаг процесса, на котором останавливают полосовую основу; и второй шаг процесса, на котором перемещают источник тепла во второй зоне обработки в направлении, противоположном направлению подачи полосовой основы, и одновременно с этим осуществляют обработку указанной основы в первой зоне обработки.
Как уже было отмечено выше, данный способ имеет то преимущество, что прерывистые процессы печати и установки компонентов на полосовой основе, т.е. рабочие процессы, осуществляемые при неподвижной полосе, могут быть согласованы с непрерывным процессом термической обработки (т.е. процессом, который требует перемещения полосы относительно зоны обработки). Это означает, что непрерывный процесс может быть осуществлен независимо от циклов прерывистых процессов.
В одном из вариантов данного способа второй шаг процесса дополнительно включает включение источника тепла и управление им для формирования предварительно заданного температурного профиля, при этом шаг управления источником тепла включает по меньшей мере одну из следующих операций: регулирование интенсивности излучения источника тепла или сегментов сегментированного источника тепла для формирования теплового поля с предварительно заданным распределением температуры; и управление перемещением источника тепла. Таким образом, обеспечивается возможность получения любых желаемых температурных профилей, а также обеспечивается возможность гибкого использования оборудования для получения различных изображений и размеров изображений.
В другом варианте второй шаг процесса дополнительно включает: определение температуры по меньшей мере в одной точке полосовой основы во второй зоне обработки; измерение температурного профиля полосовой основы во второй зоне обработки; сравнение измеренного температурного профиля с предварительно заданным температурным профилем; и управление источником тепла для минимизации различий между предварительно заданным и измеренным температурными профилями. Таким образом обеспечиваются воспроизводимые результаты процесса пайки.
В другом варианте способ дополнительно включает третий шаг процесса, на котором инициируют перемещение полосовой основы с целью подачи; и четвертый шаг процесса, на котором изменяют направление перемещения источника тепла на противоположное. Третий и четвертый шаги процесса осуществляют тогда, когда завершены прерывистые процессы, такие как нанесение припойной пасты и установка компонентов, и в зону обработки подана следующая часть полосовой основы. Третий и четвертый шаги процесса могут осуществляться таким образом, чтобы термическая обработка продолжалась непрерывно. Тем не менее, полезно также выключить источник тепла при условии, что он перемещается в том же направлении, что и направление подачи полосовой основы, для обеспечения возможности управляемого охлаждения регулируемой по температуре части полосовой основы и для снижения переноса тепла вдоль полосовой основы.
Если источник тепла не выключен, то управление перемещением источника тепла может осуществляться таким образом, чтобы постоянно обеспечивалось относительное перемещение с постоянной скоростью источника тепла и основы, даже в том случае, если полосовая основа неподвижна относительно второй зоны обработки. В этом случае осуществляется непрерывная, т.е. бесперебойная, термическая обработка материала основы, независимо от того, перемещается полосовая основа или остается неподвижной.
Следует отметить, что описанные выше шаги процесса (первый шаг процесса, второй шаг процесса, третий шаг процесса и четвертый шаг процесса) осуществляются друг за другом, хотя операции в пределах одного шага процесса могут выполняться одновременно.
Краткое описание чертежей
Ниже варианты, конструктивные особенности, преимущества и возможные сферы применения настоящего изобретения будут описаны более подробно со ссылками на сопроводительные чертежи. Все описанные и/или проиллюстрированные здесь отличительные признаки, по отдельности или в любой комбинации, как правило, являются предметами настоящего изобретения, независимо от их краткого изложения в формуле изобретения или ссылок на них. Кроме того, содержание формулы изобретения сделано частью описания. На чертежах:
Фиг. 1 показывает вариант производственного оборудования непрерывного действия согласно настоящему изобретению;
Фиг. 2 показывает распределение температуры для сфокусированного инфракрасного источника тепла;
Фиг. 3 показывает температурный профиль для процесса пайки оплавлением припоя;
Фиг. 4 показывает пример теплового поля для сегментированного источника тепла; и
Фиг. 5 показывает пример пространственно разделенных полей, которые могут формироваться путем соединения множества сегментированных источников тепла.
Осуществление изобретения
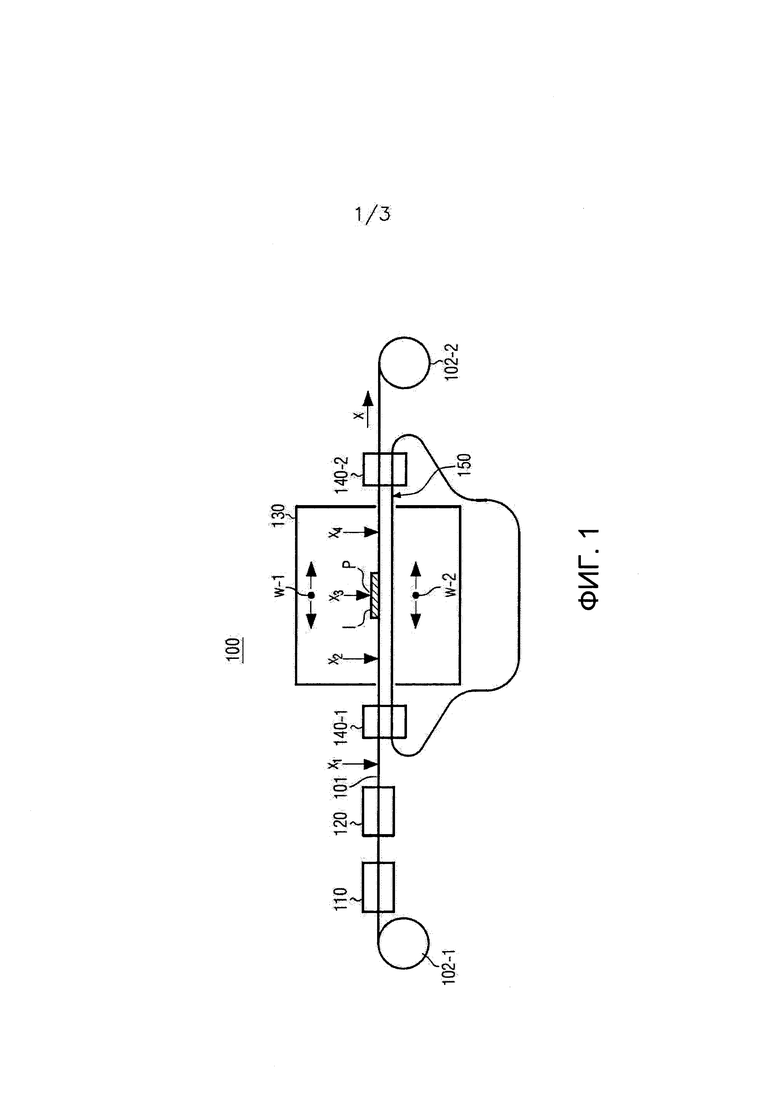
Фиг. 1 показывает вариант производственного оборудования непрерывного действия для производства электронных изделий по принципу «с рулона на рулон» путем обработки полосовой основы 101. Полосовая основа 101 состоит из гибкого материала, например пластмассы, текстильного полотна или металла, например меди, который разматывается с рулона 102-1 на входной стороне оборудования 100, обрабатывается в оборудовании 100 и снова наматывается на рулон 102-2 на выходной стороне оборудования 100. Полосовая основа 101 перемещается через систему 100 и обрабатывается в зонах 110, 120 и 130 обработки. Зона 110 обработки может представлять собой, например, печатную станцию для нанесения методом печати припойной пасты на полосу 101, зона 120 может представлять собой, например, установочную станцию, в которой производится автоматическая установка соответствующих компонентов, и зона 130 представляет собой систему пайки оплавлением припоя. Направление подачи полосовой основы 101 обозначено через X (см. стрелку с правой стороны на фиг. 1). В оборудовании, показанном на фиг. 1, система 130 пайки оплавлением припоя размещена в камере с впускным и выпускным отверстиями, через которые перемещается полосовая основа 101. В камере системы пайки оплавлением припоя показаны источники тепла, которые расположены симметрично выше и ниже полосовой основы 101 (ссылочные номера W-1 и W-2). Для более точного регулирования температурного профиля источники тепла W расположены выше и ниже полосовой основы 101. Стрелки на фиг. 1 слева и справа от источников тепла W-1 и W-2 показывают, что источники тепла W-1 и W-2 могут перемещаться синхронно друг с другом вдоль полосовой основы 101. Тем не менее, двухкомпонентная конструкция источника тепла, состоящая из двух источников тепла W-1 and W-2, не является обязательной, поскольку даже с помощью единственного источника тепла W-1 могут быть получены температурные профили по всей полосовой основе. Опора 150 для полосовой основы 101, выполненная из материала с высоким тепловым сопротивлением и низким значением трения скольжения, например из тефлона, используется для поддержки полосовой основы, благодаря чему ослабляются деформации полосовой основы 101, например волнистость или продольный изгиб под действием тепла в установке 130 для пайки оплавлением припоя. Для предотвращения неопределяемого поглощения тепла полосовым материалом дополнительно размещены один источник тепла 140-1 на входе и один источник тепла 140-2 на выходе системы, и полосовой материал поддерживается при определенной температуре. Источники тепла 140-1 и 140-2 могут быть стационарными или могут иметь возможность перемещения в продольном направлении. На фиг. 1 также показано изделие I (изображение) снизу от источника тепла W-1.
Ниже будет описан способ, с помощью которого изделие I (изображение) обрабатывается на своем пути с подающего рулона 102-1 через зоны 110, 120 и 130 обработки к приемному рулону 102-2. Первоначально изделие представляет собой неточно указанную область на полосовой основе 101, разматываемой с подающего рулона 102-1. Не показанное на чертеже устройство управления инициирует перемещение полосовой основы 101 с помощью приводного устройства таким образом, чтобы область изделия на полосовой основе 101 переместилась в первую зону 110 обработки. Когда область изделия расположилась в первой зоне 110 обработки, устройство управления инициирует останов полосовой основы первым приводным устройством. В первой зоне 110 обработки осуществляется, например, нанесение методом печати припойной пасты на область изделия, что соответствует, например, полосковым проводникам. После завершения нанесения методом печати в первой зоне 110 обработки, инициируют перемещение полосовой основы с помощью первого приводного устройства для подачи области печати на полосовой основе во вторую зону 120 обработки. Здесь полосовую основу снова останавливают и оснащают область печати на полосовой основе электронными компонентами.
Затем снова перемещают полосовую основу таким образом, чтобы заготовка изображения I подавалась через систему 130 пайки оплавлением припоя. В процессе подачи заготовка изображения I (т.е. еще не готовое изделие) перемещается через точки X1, Х2, Х3 и Х4 координатной системы, которая является неподвижной относительно производственного оборудования непрерывного действия. В ходе непрерывного перемещения полосовой основы 101, например, точка Р изображения I располагается в точке X1 в момент времени t1, в точке Х2 в момент времени t2, в точке Х3 в момент времени t3 и в точке Х4 в момент времени t4. Заготовка изображения перемещается с помощью устройства управления, например, в точку Х3. В это время в области выше по потоку полосовой основы процессы установки компонентов или нанесения методом печати не осуществляются. Заготовка изображения I перемещается, например, в точку Х3, в то время как только что подвергнутая нанесению методом печати часть полосовой основы подается из первой зоны 110 обработки во вторую зону 120 обработки.
Следует отметить, что фиг. 1 представляет собой лишь схематичное изображение оборудования и не показывает в правильном масштабе расстояния между отдельными станциями и размеры самих этих станций. Фиг. 1 служит лишь в качестве иллюстрации структурного состава оборудования и осуществляемых им операций.
В точке Х3 заготовка изображения I останавливается, в результате чего обеспечивается возможность начала операций нанесения методом печати и установки компонентов на полосовую основу в зонах 110 и 120 обработки. В этот момент времени источники тепла W-1 и W-2 располагаются, например, в точке Х4. Сразу после того, как полосовая основа была остановлена, устройство управления инициирует перемещение источника тепла W-1 в направлении, противоположном направлению подачи полосы, над заготовкой изображения I. Путем регулирования скорости источников тепла W-1 и W-2 обеспечивается возможность регулирования температуры и температурного градиента, т.е. скорости изменения температуры в определенной точке основы, для достижения управляемого повторного плавления припоя и его охлаждения без повреждения электронных компонентов.
Фиг. 1 показывает камеру 130, которая является относительно большой по сравнению с изображением I и в которой обрабатывается лишь единственное изображение I. Тем не менее, это представляет собой лишь упрощенное схематическое изображения оборудования и операций и предназначено также для показа гибкости оборудования. Например, в камере технологической установки 130 для пайки оплавлением припоя, может обрабатываться одно очень большое изображение I или множество малых изображений, и таким образом может быть использована вся область перемещения источников тепла W-1 и W-2 из точки Х4 до точки Х2.
Когда все изображения в камере технологической установки 130 для пайки оплавлением припоя прошли тепловую обработку, источники тепла W-1 и W-2 располагаются на левом конце камеры, например в точке Х2, и устройство управления останавливает перемещение источников тепла W-1 и W-2. После этого устройство управления снова запускает перемещение полосовой основы, в результате чего изображение I выгружается из технологической установки 130 для пайки оплавлением припоя и перемещается в направлении приемного рулона 102-2, где производится завершающая намотка изделий. Одновременно с началом перемещения полосовой основы 101 устройство управления инициирует перемещение источников тепла W-1 и W-2 вместе с полосовой основой 101 к другому концу камеры технологической установки 130 для пайки оплавлением припоя. На время этого движения источников тепла в том же направлении, что и направление движения полосовой основы, устройство управления выключает источники тепла W-1 и W-2, так что в течение этого времени тепловая обработка не осуществляется. Преимущество этого состоит в том, что изображения в камере технологической установки 130 для пайки оплавлением припоя могут охлаждаться управляемым образом и обеспечивается лучшее термическое разделение с последующими изображениями, которые еще не подверглись тепловой обработке. Например, последующие изображения могут представлять собой другие изделия с другими электрическим компонентами, требующими другого теплового профиля. При возврате источников тепла W-1 и W-2 в выключенном состоянии к противоположной стороне камеры технологической установки 130 для пайки оплавлением припоя снижается влияние температурного профиля последующих изображений, которые в некоторых случаях требуют иного температурного профиля. Кроме того, во время перемещения источника тепла в выключенном состоянии определенные области полосовой основы могут селективно охлаждаться без влияния на смежные области, и таким образом достигаются воспроизводимые результаты пайки.
Тем не менее, в случае неизменяющихся изделий, можно оставить источники тепла W-1 и W-2 включенными на время их возвращения. В этом случае скорость перемещения источника тепла W-1 и W-2 будет ниже, чем скорость подачи полосовой основы. Здесь разность скоростей выбирается таким образом, чтобы в технологической установке 130 для пайки оплавлением припоя имел место непрерывный процесс термической обработки с постоянным температурным профилем; в результате имеет место непрерывное относительное перемещение источника тепла и полосовой основы 101 с постоянной скоростью, хотя перемещение полосовой основы синхронизировано и источник тепла постоянно совершает возвратно-поступательное перемещение в камере технологической установки 130 для пайки оплавлением припоя.
На фиг. 1 источник тепла для простоты показан в виде точечного источника тепла или линейного источника на всю ширину основы. Это может быть обеспечено, например, с помощью проволоки электрического сопротивления, которая подается над полосой поперечно направлению перемещения последней, или с помощью инфракрасного лазерного диода с оптическим элементом, фокусирующим эмитируемое инфракрасное излучение в виде поперечной линии на поверхности полосы.
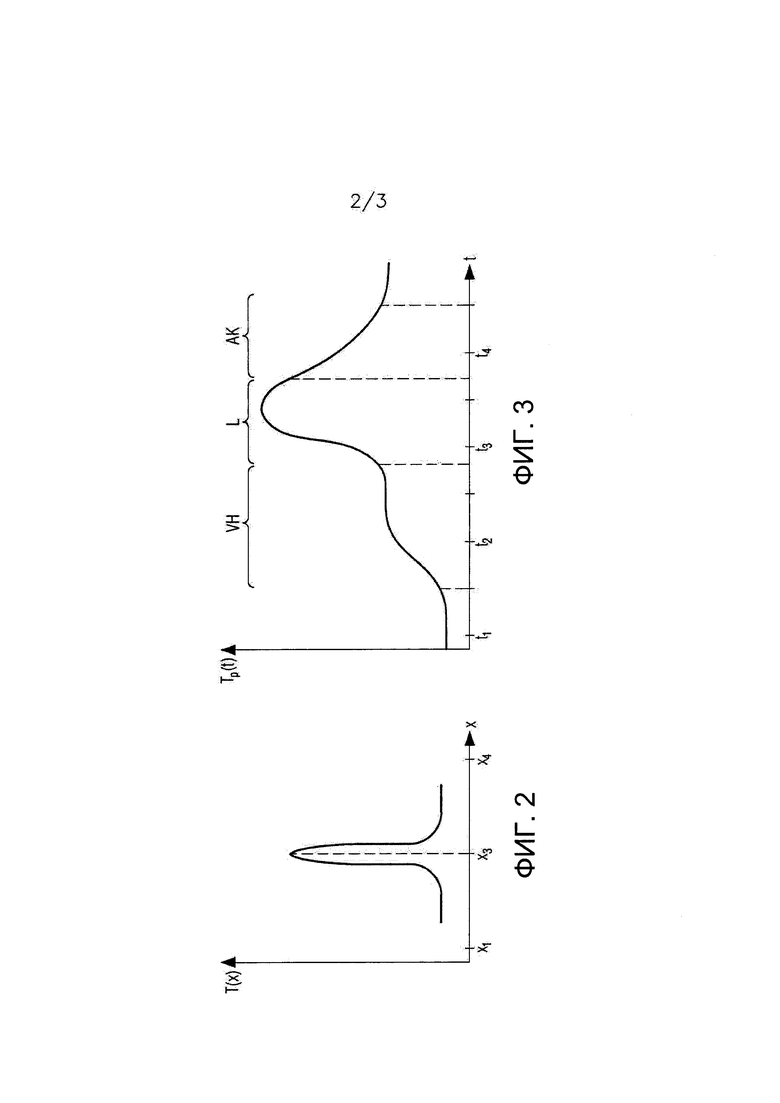
Фиг. 2 показывает тепловое поле, которое может быть обеспечено таким источником тепла. Фиг. 2 показывает, в частности, температурное распределение для теплового поля точечного источника тепла, который сфокусирован, например, в точке Р изображения I на фиг. 1. Благодаря сфокусированной тепловой энергии формируется пик, который проходит по изображению. В зависимости от скорости, с которой источник тепла перемещается над изображением, поверхность изображения нагревается в большей или меньшей степени. Например, скорость выбирается таким образом, чтобы температура припоя, подлежащего повторному плавлению, составляла примерно 230°C. В зависимости от теплоемкости и теплового сопротивления основы, припоя и электронных компонентов скорость, с которой источник тепла должен перемещаться над изображением для достижения этой температуры с целью повторного плавления припоя, может изменяться.
В случае несфокусированного инфракрасного излучения пик, показанный на фиг. 2, был бы шире. Например, при более широком пике может быть достигнута лишь более низкая скорость повышения температуры в определенной точке изображения, чем в случае сфокусированного инфракрасного луча. Сфокусированный инфракрасный луч обеспечивает возможность более точного регулирования температурного профиля, но он несет в себе опасность слишком резкого повышения температуры изображения в определенной точке, что приведет к повреждению изображения и, следовательно, изделия из-за механических напряжений между материалами, которые расширяются с различной скоростью.
Фиг. 3 показывает типовой температурный профиль, требующийся для процесса пайки оплавлением припоя. Температурный профиль пайки показывает изменение температуры в зависимости от времени в определенной точке на изображении. Напротив, температурное распределение на фиг. 2 представляет собой пространственное температурное распределение на изображении, т.е. является независимым от времени.
На фиг. 3 представлена температура в точке Р на изображении I, показанном на фиг. 1. Точка Р во время работы производственного оборудования перемещается от точки X1 через точки Х2 и Х3 до точки Х4. В момент времени t1 точка Р располагается в точке X1 производственного оборудования. Преобладающая температура в этой точке соответствует окружающей температуре снаружи технологической установки 130 для пайки оплавлением припоя. На пути от точки X1 до точки Х2 точка Р на изображении I перемещается через область 140-1 предварительного нагрева (см. фиг. 1), где основа нагревается до примерно 100°C.Это соответствует области VH (предварительного нагрева) на фиг. 3. В момент времени t3 точка Р приблизительно находится в точке Х3 внутри технологической установки 130 для пайки оплавлением припоя, при этом полосовая основа 101 остается неподвижной. Одновременно с этим источники тепла W-1 и W-2 перемещаются через точку Р, в результате чего отмечается относительно резкое повышение температуры в точке Р. В этой области повышенной температуры происходит процесс пайки посредством повторного плавления припоя и его соединения с основой и выводами компонентов. Эта область пайки обозначена через L (пайка) на фиг. 3. После того, как источник тепла прошел через точку Р, эта точка начинает охлаждаться, а источник тепла будет удаляться от точки Р вплоть до своего выключения. Затем вновь запускается перемещение полосовой основы, точка Р начинает перемещаться в направлении точки Х4 и достигает ее в момент времени t4. Расположенный ниже по потоку на выходе из технологической установки 130 пайки оплавлением припоя источник тепла 140-2 обеспечивает, чтобы не происходило неопределяемых потерь тепла из-за переноса тепла через полосовую основу 101, и таким образом температура в точке Х4, т.е. в точке, соответствующей моменту времени t4, составляет, например, приблизительно 100°C.
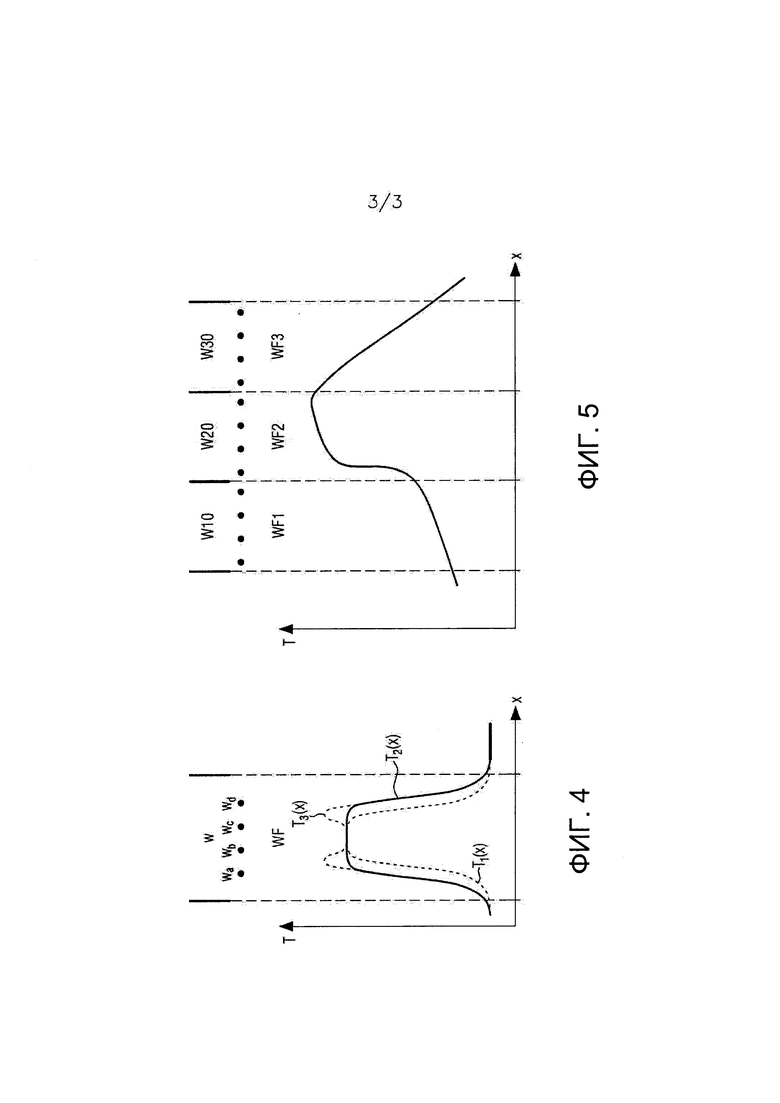
Как уже было отмечено выше, требуемый температурный профиль T(t) зависит от структуры изделия и его параметров, например теплоемкости и теплопроводности основы, припоя и компонентов, так что в некоторых случаях требуемый температурный профиль труднодостижим с помощью точечного источника тепла. В этом случае источник тепла может быть выполнен в виде экранированной тепловой матрицы, состоящей из одного или более раздельно регулируемых источников тепла. Фиг. 4 показывает источник тепла W с четырьмя сегментами Wa, Wb, Wc и Wd, с помощью которых может быть обеспечено более сложное тепловое поле WF. Фиг. 5 показывает матрицу из трех смежных источников тепла W10, W20 и W30, которые могут формировать три различных пространственно разделенных тепловых поля WF1, WF2 и WF3.
Фиг. 4 показывает три различных тепловых поля WF, которые могут быть реализованы, например, с помощью экранированного источника тепла W, если его отдельные сегменты Wa, Wb, Wc и Wd могут регулироваться раздельно. Температурное распределение T1(X) соответствует случаю, когда интенсивность излучения внешних сегментов Wa и Wd источника тепла отрегулирована таким образом, что она меньше, чем интенсивность излучения центральных сегментов Wb и Wc. Температурное распределение Т2(Х) показывает тепловое поле WF в случае, когда все сегменты имеют одинаковую интенсивность излучения. Температурное распределение Т3(Х) теплового поля WF соответствует случаю, когда внешние сегменты Wa и Wd имеют более высокую интенсивность излучения, чем центральные сегменты Wb и Wc. Температурное распределение T1(X) приводит к более плоским температурным профилям, в то время как температурное распределение Т3(Х), являющееся другим крайним случаем, может использоваться для получения температурных профилей, требующих более быстрого локального нагрева.
Фиг. 5 показывает источник тепла, в котором область предварительного нагрева и область охлаждения уже интегрированы в источник тепла и перемещаются над изображением вместе с областью пайки. Тепловое поле WF1 служит, например, для предварительного нагрева, тепловое поле WF2 служит для пайки и тепловое поле WF3 служит для охлаждения.
Такие сложные тепловые поля не обязательно должны быть реализованы с помощью источников тепла, выполненных по одному и тому же конструктивному принципу; напротив, могут быть задействованы источники тепла, выполненные по различным технологиям. Например, тепловое поле WF1 может быть реализовано с помощью инфракрасного излучателя, тепловое поле WF2 - с помощью конвекционного источника тепла, и тепловое поле WF3 - с помощью холодной пластины. Могут комбинироваться любые технологии, например инфракрасные излучатели, сфокусированные инфракрасные излучатели, нагретые проводники тепла, в частности горячие пластины или холодные пластины, конвекционные источники тепла, конденсационные источники тепла, а также источники тепла на основе инфракрасных лазеров, инфракрасных полупроводниковых лазеров, устройств VSCEL (лазеров поверхностного излучения с вертикальным резонатором) или инфракрасных светодиодов.
Для повышения воспроизводимости процесса пайки могут использоваться различные операции управления с обратной связью, обеспечивающие регулирование температурных профилей более воспроизводимым и более точным образом. Например, с помощью температурных датчиков в системе пайки оплавлением припоя обеспечивается возможность измерения температурного профиля или температурного распределения в системе, и на основе измеренных значений могут быть отрегулированы параметры процесса таким образом, чтобы температурный профиль, требующийся для процесса пайки, был отрегулирован как можно более точным и воспроизводимым образом. Например, температурный профиль может быть модифицирован путем изменения скорости подачи полосовой основы или скорости перемещения источника тепла, путем раздельного регулирования отдельных сегментов сегментированного источника тепла или путем регулирования тепловых полей в матрице тепловых полей (см. фиг. 5). Для измерения температуры могут использоваться пирометры, термодатчики, термоэлементы, тепловизионные камеры или их комбинации. Может быть использовано множество термометров, распределенных в установке для пайки оплавлением припоя, или может быть использован отдельный датчик, перемещаемый в продольном направлении относительно определенной точки Р изображения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ПАЙКИ ОПЛАВЛЕНИЕМ ПРИПОЯ ДЛЯ КОМБИНИРОВАННОЙ КОНВЕКЦИОННОЙ ПАЙКИ И КОНДЕНСАЦИОННОЙ ПАЙКИ | 2020 |
|
RU2751016C1 |
| СПОСОБ ПАЙКИ | 1992 |
|
RU2095206C1 |
| СПОСОБ ВАКУУМНОЙ ПАЙКИ ПРИПОЙНЫХ ШАРИКОВ НА ВЫВОДНЫЕ ПЛОЩАДКИ МЕТАЛЛОКЕРАМИЧЕСКИХ КОРПУСОВ МАТРИЧНОГО ТИПА | 2022 |
|
RU2812158C1 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ | 1994 |
|
RU2072283C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПАЙКИ ОПЛАВЛЕННЫМ ПРИПОЕМ С ВОЗМОЖНОСТЬЮ УПРАВЛЕНИЯ ОБЪЕМНЫМ ПОТОКОМ | 2004 |
|
RU2329624C2 |
| Паяльник для сборки печатного узла | 1990 |
|
SU1745450A1 |
| СПОСОБ ИНДУКЦИОННОЙ ПАЙКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ И ПРОСТАЯ И МНОГОФУНКЦИОНАЛЬНАЯ УСТАНОВКА ДЛЯ ПАЙКИ | 2011 |
|
RU2570861C2 |
| СПОСОБ СБОРКИ ГИБРИДНО-ИНТЕГРАЛЬНЫХ МИКРОСХЕМ | 2006 |
|
RU2315392C1 |
| Способ и устройство контролируемого СВЧ-нагрева | 2019 |
|
RU2720127C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПАЙКИ ОПЛАВЛЕНИЕМ | 2009 |
|
RU2567963C2 |
Изобретение относится к производственному оборудованию (100) непрерывного действия для обработки изделия, устанавливаемого на полосовой основе (101), с использованием пайки. Первое приводное устройство предназначено для перемещения полосовой основы в направлении подачи (X). Полосовая основа перемещается по меньшей мере через две зоны (110, 120, 130) обработки таким образом, чтобы различные области полосовой основы могли обрабатываться одновременно. По меньшей мере две зоны обработки включают первую зону (110, 120) обработки для прерывистого процесса и вторую зону обработки для непрерывного процесса с помощью технологической установки для пайки оплавлением припоя. Установка (130) для пайки содержит по меньшей мере один источник тепла (W) и второе приводное устройство для перемещения этого источника тепла относительно первой зоны обработки вдоль полосовой основы. Второе приводное устройство выполнено с возможностью перемещения источника тепла (W) относительно первой зоны (110, 120) обработки вдоль полосовой основы (101) в направлении, противоположном направлению подачи (X) полосового материала (101), даже в том случае, если первое приводное устройство остается неподвижным. 2 н. и 13 з.п. ф-лы, 5 ил.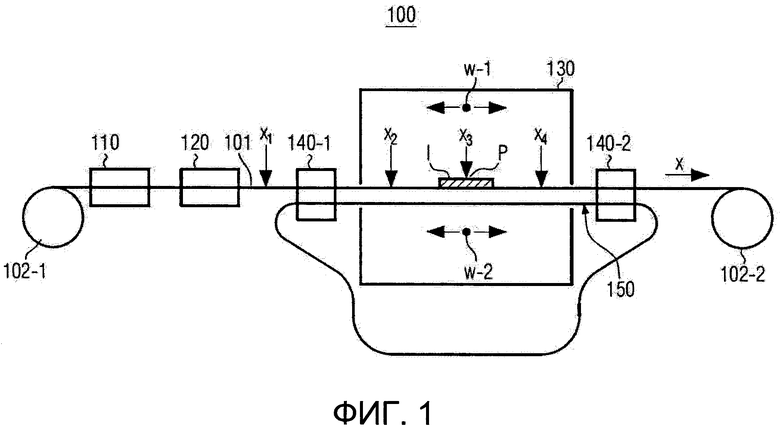
1. Оборудование (100) для непрерывного изготовления изделия, устанавливаемого на полосовой основе (101), с использованием пайки, содержащее:
первое приводное устройство для перемещения полосовой основы (101) в направлении подачи (X) через
по меньшей мере две зоны (110, 120, 130) для одновременной обработки областей полосовой основы (101),
при этом
первая зона (110, 120) обработки оснащена обрабатывающим инструментом, а
вторая зона (130) обработки оснащена технологической установкой для пайки оплавлением припоя, содержащей по меньшей мере один источник тепла (W),
отличающееся тем, что
оно дополнительно содержит второе приводное устройство для перемещения источника тепла (W) относительно первой зоны (110, 120) обработки вдоль полосовой основы (101) в направлении, противоположном направлению ее подачи (X) при неподвижном первом приводном устройстве, и устройство управления, выполненное с возможностью получения предварительно заданного температурного профиля T(t) пайки при перемещении источника тепла (W) по заданной области (Р) полосовой основы (101).
2. Оборудование п. 1, в котором упомянутое устройство управления выполнено с возможностью регулирования скорости подачи полосовой основы в зависимости от длины изделия и/или предварительно заданного температурного профиля.
3. Оборудование по п. 1 или 2, в котором по меньшей мере один источник тепла сегментирован с обеспечением возможности формирования теплового поля (WF) или множества пространственно разделенных тепловых полей (WF1, WF2, WF3) с предварительно заданным температурным распределением Т(х).
4. Оборудование по п. 1 или 2, в котором устройство управления выполнено с возможностью регулирования интенсивности излучения по меньшей мере одного источника тепла в зависимости от предварительно заданного температурного профиля для формирования теплового поля с предварительно заданным температурным распределением.
5. Оборудование по п. 1 или 2, в котором на входе и/или на выходе второй зоны обработки размещены дополнительные источники тепла, которые являются стационарными или имеют возможность перемещения вместе с полосовой основой.
6. Оборудование по п. 3, которое дополнительно содержит по меньшей мере один термометр для управления перемещением полосовой основы и/или перемещением по меньшей мере одного источника тепла и/или регулирования формы теплового поля источника тепла для получения заданного температурного профиля.
7. Оборудование по п. 6, в котором термометр представляет собой пирометр, термодатчик, термоэлемент, тепловизионную камеру или их комбинации.
8. Оборудование по п. 1, в котором источник тепла представляет собой инфракрасный излучатель, нагретый проводник тепла, конвекционный источник тепла, конденсационный источник тепла, лазерный источник тепла или их комбинации.
9. Способ непрерывного изготовления изделия, устанавливаемого на полосовой основе (101), с использованием пайки, включающий:
одновременную обработку областей полосовой основы при ее перемещении через по меньшей мере две зоны обработки в направлении подачи, причем
в первой зоне осуществляют прерывистый процесс обработки, при этом обрабатывающий инструмент остается неподвижным относительно полосовой основы, а
во второй зоне обработки осуществляют непрерывный процесс обработки пайкой оплавлением припоя, при этом источник тепла перемещают относительно остановленной полосовой основы,
отличающийся тем, что упомянутый процесс обработки областей полосовой основы включает следующие шаги:
первый шаг процесса, в соответствии с которым останавливают полосовую основу,
второй шаг процесса, в соответствии с которым перемещают источник тепла во второй зоне обработки в направлении, противоположном направлению подачи полосовой основы, при этом одновременно осуществляют обработку указанной основы в первой зоне, причем осуществляют управление приводным устройством перемещения источника тепла с получением предварительно заданного температурного профиля T(t) пайки при перемещении источника тепла (W) по заданной области (Р) полосовой основы (101).
10. Способ по п. 9, в котором второй шаг процесса дополнительно включает включение источника тепла и управление им для формирования предварительно заданного температурного профиля.
11. Способ по п. 10, в котором управление источником тепла включает регулирование интенсивности излучения источника тепла или сегментов сегментированного источника тепла для формирования теплового поля с предварительно заданным температурным распределением.
12. Способ по одному из пп. 9-11, в котором второй шаг процесса дополнительно включает:
определение температуры по меньшей мере в одной точке полосовой основы во второй зоне обработки;
измерение температурного профиля полосовой основы во второй зоне обработки;
сравнение измеренного температурного профиля с предварительно заданным профилем и
управление источником тепла для минимизации различий между предварительно заданным и измеренным температурными профилями.
13. Способ по п. 9, который дополнительно включает в себя следующие процедурные шаги:
третий шаг процесса, на котором запускают перемещение полосовой основы с целью ее подачи и
четвертый шаг процесса, на котором реверсируют направление движения источника тепла.
14. Способ по п. 13, в котором четвертый шаг процесса дополнительно включает выключение источника тепла.
15. Способ по п. 9, который дополнительно включает следующие процедурные шаги:
третий шаг процесса, на котором запускают перемещение полосовой основы с целью ее подачи,
четвертый шаг процесса, на котором изменяют направление перемещения источника тепла на противоположное, при этом управляют перемещением источника тепла таким образом, чтобы всегда имело место относительное перемещение с постоянной скоростью источника тепла и основы при неподвижной полосовой основе относительно второй зоны обработки.
| US 2007075068 А1, 05.04.2007 | |||
| US 2004245316 А1, 09.12.2004 | |||
| WO 2009000364 A1, 31.12.2008 | |||
| РЕМОНТНО-ПАЯЛЬНАЯ ГОЛОВКА И ОСУЩЕСТВЛЯЕМЫЕ ПОСРЕДСТВОМ ТАКОЙ ГОЛОВКИ СПОСОБЫ | 2005 |
|
RU2340431C2 |

