Изобретение относится к способу выполнения сшивания или вулканизации удлиненного элемента, способ содержит следующие этапы:
этап экструзии, на котором проводник покрывают слоем материала, пригодного для вулканизации,
этап, на котором процесс вулканизации осуществляют путем обработки проводника с покрытием в трубе вулканизации после этапа экструзии, и
этап охлаждения, на котором проводник с покрытием охлаждают.
Изобретение также относится к компоновке для процесса сшивания или вулканизации удлиненного элемента.
Как описано выше, настоящее изобретение относится к способу и компоновке для обработки удлиненного элемента. Удлиненные элементы на практике представляют собой электрические кабели, то есть настоящее изобретение относится к изготовлению электрических проводов и кабелей, более конкретно, кабелей для высокого напряжения (HV) и чрезвычайно высокого напряжения (EHV).
Будучи широко используемой и хорошо известной, конструкция кабелей для передачи энергии для среднего и высокого напряжения состоит из электрического проводника (Cu или Al), изолированного одним или несколькими слоями пластикового материала, обычно полиэтилена. Такая изоляция наносится на проводник, используя известный процесс экструзии.
Для обеспечения достаточной механической и электрической прочности, экструдированный термопластичный полимерный материал подвергают процессу сшивания. Один способ, известный в области техники, используемый с этой целью, представляет собой известный процесс пероксидного сшивания. В этом процессе катализатор (пероксид) добавляют к термопластичному материалу, который под влиянием температуры в конечном итоге инициирует химическую реакцию, приводящую к сшиванию полимера.
Хорошо известный способ для улучшения процесса нагрева/сшивания, описанный выше, состоит во внутреннем нагреве проводника таким образом, что тепло рассеивается в изоляцию также изнутри и, поэтому, ускоряет реакцию сшивания. Такой внутренний нагрев проводника происходит посредством индукционного генерирования вихревых токов внутри проводника. Такие элементы индукционного нагрева известны и использовались в течение длительного времени. Упомянутые элементы индукционного нагрева использовались и используются в качестве предварительных нагревателей перед экструзионной головкой, то есть перед экструзионной головкой, если смотреть в направлении выполнения обработки, а также как последующие нагреватели, расположенные после экструзионной головки перед трубой вулканизации, то есть после экструзионной головки, и перед трубой вулканизации, а также вдоль трубы вулканизации.
В качестве примеров известного уровня техники можно упомянуть патент СН 644548, патент ЕР 1839319 В1 и заявку на патент ЕР 12185803.9.
В патенте СН 644548 представлена компоновка трубы вулканизации, в которой кабель нагревают снаружи, используя газ под давлением, при этом сердечник нагревают, используя индукционные нагревательные элементы, расположенные вдоль трубы вулканизации.
В патенте ЕР 1839319 В1 описана компоновка индукционного нагревателя, расположенная после экструзионной головки, в начале трубы вулканизации.
В заявке на патент ЕР 12185803.9 раскрыта компоновка для индукционного нагрева жилы кабеля перед этапом экструзии, с помощью нагревателей, расположенных перед экструзионной головкой.
Компоновки, описанные в документах, представленных выше, обычно используют при производстве кабелей, рассчитанных на низкое и среднее напряжения. Для таких кабелей толщина изоляции относительно размера проводника относительно мала, и изоляционный материал не будет проявлять существенную тенденцию растекания вокруг жилы под действием силы тяжести, даже при нагреве.
Ситуация, однако, абсолютно отличается для производства кабелей высокого и чрезвычайно высокого напряжения.
Скорость линии для жил HV и EHV очень мала (в диапазоне от 0,2 до 5 м/мин), что приводит к существенному времени пребывания на нагревательном участке. Для поддержания качества внешнего полупроводящего и изолирующего слоев, необходимо использовать профиль с относительно низким нагревом, что означает на практике более низкую линейную скорость.
Поскольку такие типы кабелей имеют большую толщину изоляции, возникает значительный вес изоляции, поддерживаемой небольшим проводником. Здесь важно осознать, что если прочность при плавлении материала изоляции вблизи проводника уменьшается во время процесса производства кабелей HV и EHV, как в случае быстрого повышения температуры, возникает значительное провисание, и изоляция смещается от центра, что не может быть одобрено.
Учитывая упомянутые выше факты, известные компоновки, описанные выше, не могут использоваться для ускорения процесса сшивания и повышения линейной скорости.
Предметы, описанные выше, представляют собой проблемы предшествующего уровня техники. Задача изобретения состоит в том, чтобы создать способ и компоновку, с помощью которых можно было бы решить проблемы предшествующего уровня техники. Эти задачи достигаются с помощью изобретения. Способ, в соответствии с изобретением, характеризуется тем, что дополнительно содержит этап, на котором после трубы вулканизации проводник с покрытием нагревают, используя индукционный нагрев. Компоновка, в соответствии с изобретением, характеризуется тем, что дополнительно содержит устройство индукционного нагрева, расположенное после трубы вулканизации, для нагрева проводника с покрытием.
Технический результат изобретения состоит в том, что оно решает проблемы предшествующего уровня техники, описанные выше. Другими словами, в изобретении предложен способ и компоновка, с помощью которых возможно существенно увеличить линейную скорость по сравнению с технологией предшествующего уровня техники.
Далее изобретение будет более подробно описано со ссылкой на варианты осуществления, представленные на приложенных чертежах, на которых:
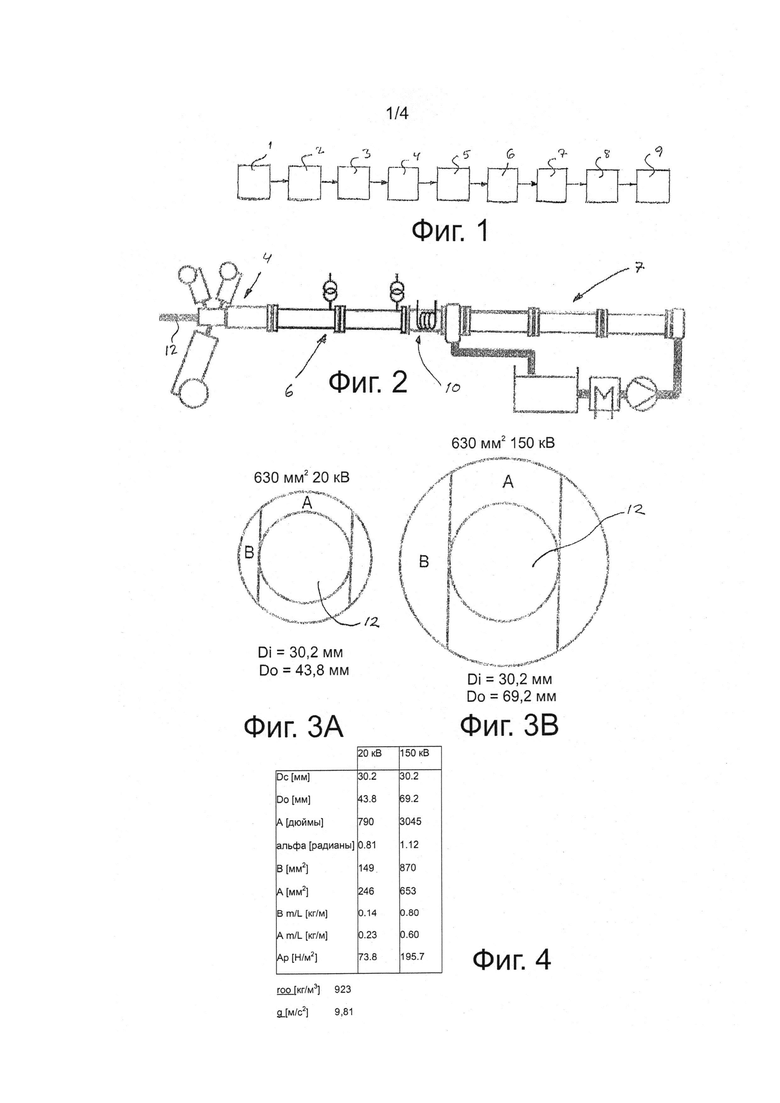
фиг.1 - основная компоновка известной линии вулканизации;
фиг.2 - основная компоновка линии вулканизации, в которой используется настоящее изобретение;
фиг.3а и 3b - схемы гравитационных нагрузок в направлении проводников и сбоку от проводников при 20 кВ по сравнению со 150 кВ;
фиг.4 - таблица, представляющая множество ситуаций между кабелями, представленными на фиг.3а и 3b;
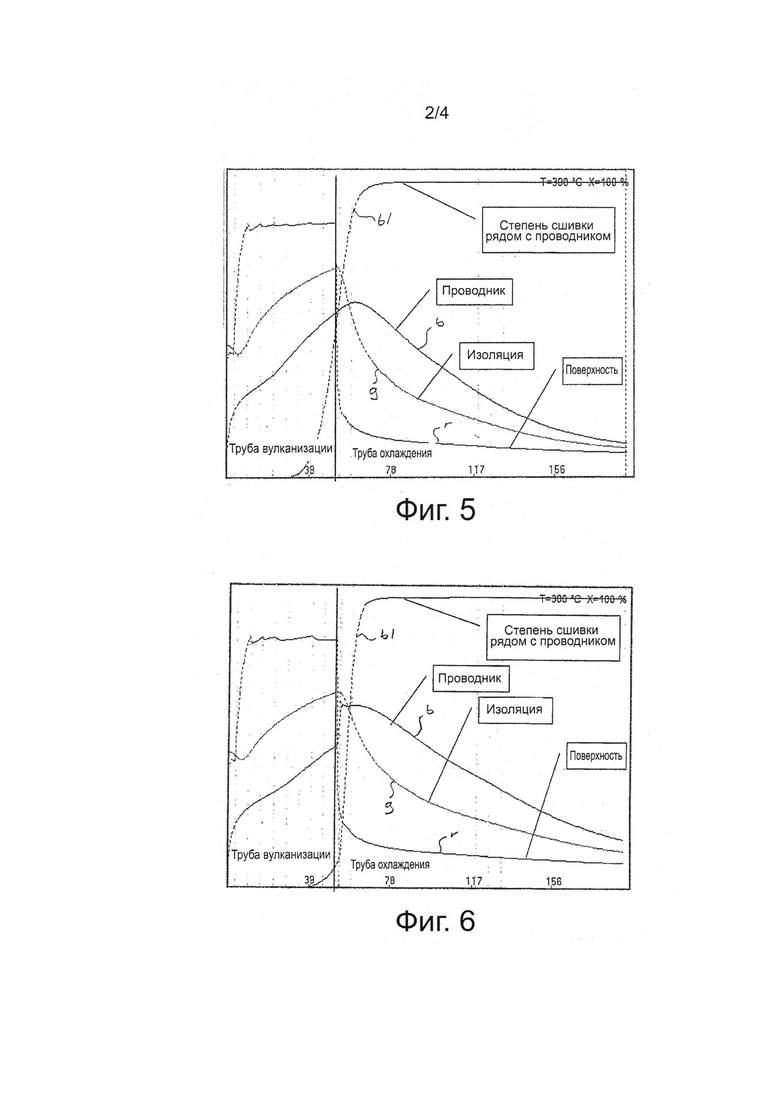
фиг.5 - пример температуры кабеля и процесса сшивания без настоящего изобретения, когда линейная скорость составляет 1,27 м/мин;
фиг.6 - пример фиг.5 в соответствии с настоящим изобретением, когда линейная скорость составляет 1,72 м/мин;
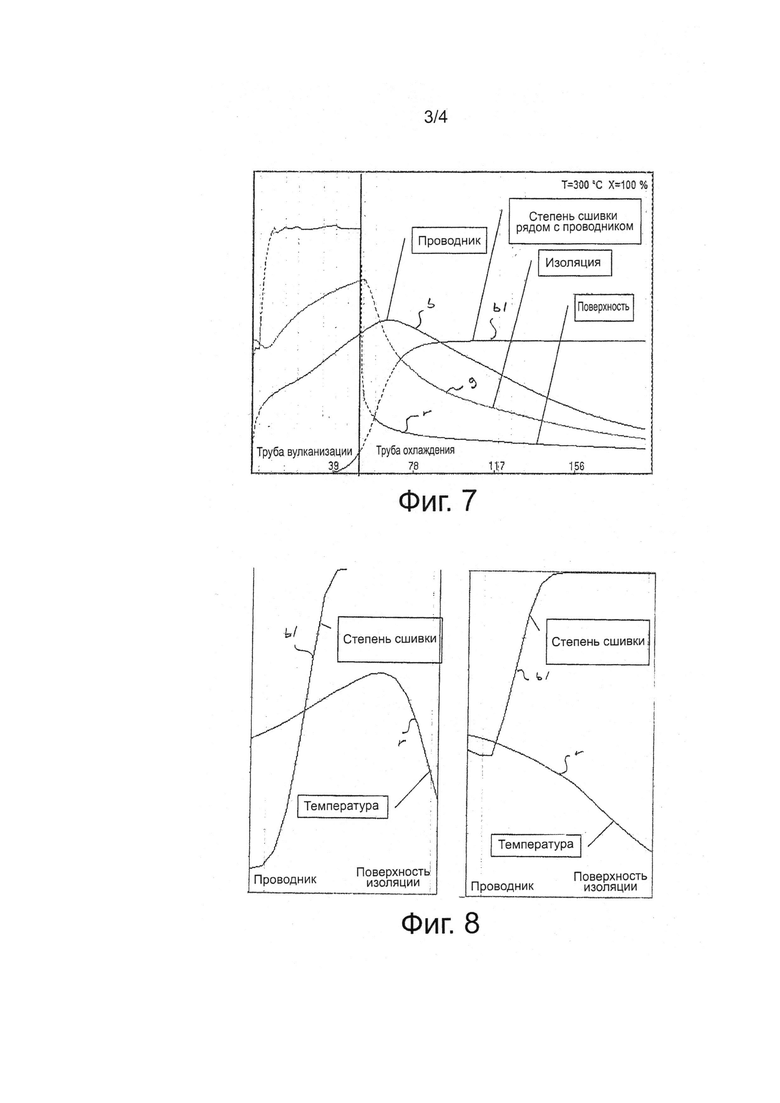
фиг.7 - пример по фиг.5 без использования настоящего изобретения в случае, когда линейная скорость составляет 1,72 м/мин;
фиг.8а - температура кабеля и процесс сшивания без использования настоящего изобретения после трубы вулканизации, когда линейная скорость составляет 1,72 м/мин;
фиг.8b - состояние через 20 м по сравнению с фиг.8а;
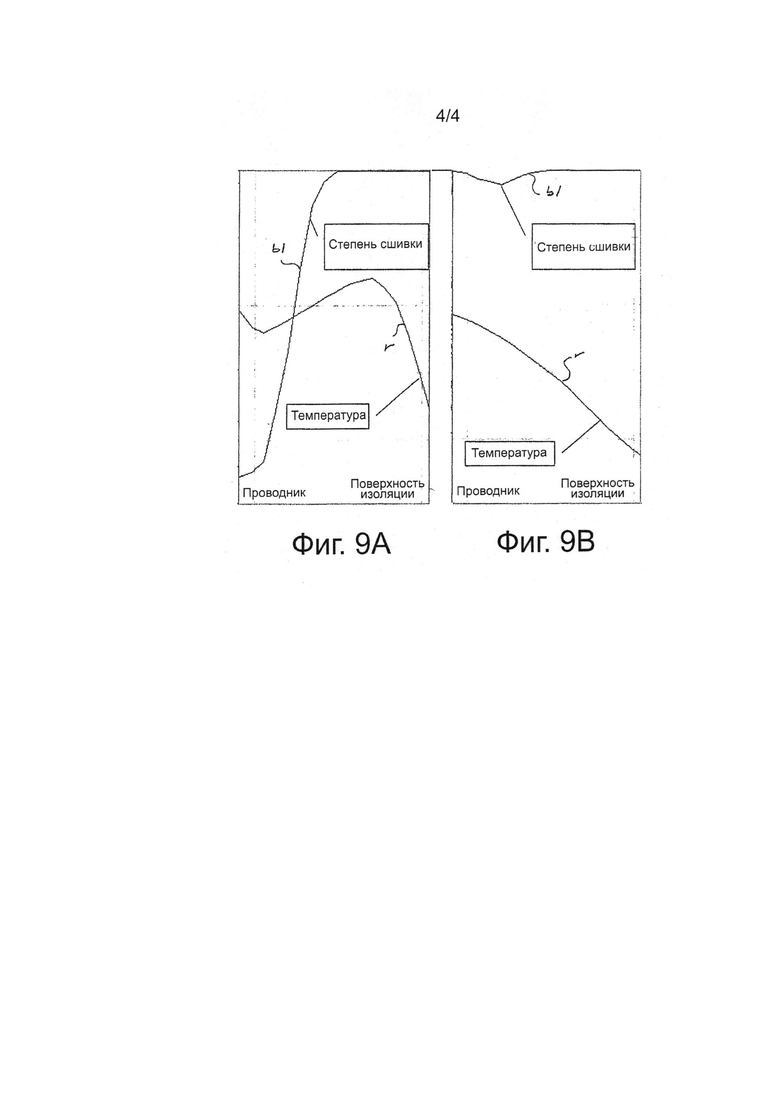
фиг.9а - температура кабеля и процесс сшивания в соответствии с настоящим изобретением непосредственно после устройства индукционного нагрева;
фиг.9b - состояние через 20 м по сравнению с фиг.9а.
На фиг.1 показана основная компоновка линии экструзии с вулканизацией. Линия экструзии с вулканизацией содержит разматыватель 1, измерительный барабан или измерительную гусеницу 2, предварительный нагреватель 3 для проводника, группу экструдера с экструзионной головкой 4, последующий нагреватель 5, трубу 6 вулканизации, трубу 7 охлаждения, гусеницу или барабан 8 и приемный механизм 9.
Как описано выше, операция и конструкция экструзионной линии, описанные выше, хорошо известны специалисту в данной области техники, и, поэтому, операция или/и конструкция экструзионной линии не будут здесь подробно описаны. Обращаясь к упомянутому здесь предмету, следует отметить, что, например, предварительный нагреватель 3 может быть размещен перед измерительной головкой 2 и т.д.
В процессе изготовления кабеля, описанном выше, изоляция должна быть экструдирована на проводник при достаточной низкой температуре для исключения преждевременного сшивания в оборудовании для экструзии, поскольку это привело бы к дефектам изоляции.
После этапа экструзии материал должен быть нагрет до достаточно высокой температуры для начала полной химической реакции в пределах кратчайшего возможного времени.
Процесс сшивания выполняется в трубе вулканизации, то есть в трубе, окружающей экструдированный электрический кабель, расположенной после экструзионной головки, внутри которой кабель нагревается путем излучения и/или конвекционного переноса тепла.
Диффузия тепла в изолирующем материале, однако, низка, и повышенная температура будет воздействовать наибольшее время на слои полимера, находящиеся близко к проводнику, и в них произойдет требуемая химическая реакция.
Как описано выше, хорошо известный способ для улучшения процесса нагрева/сшивания состоит во внутреннем нагреве проводника таким образом, что тепло рассеивается в экструдированном изолирующем материале также изнутри и, поэтому, ускоряется реакция сшивания. Такой внутренний нагрев материализуется путем использования процедуры индукционного нагрева.
Кроме того, как описано выше, упомянутый внутренний нагрев хорошо работает в связи с кабелями, рассчитанными на низкое напряжение и среднее напряжение, имеющими относительно малую толщину изоляции, но ситуация полностью отличается в связи с высоковольтными кабелями и кабелями, рассчитанными на чрезвычайно высокое напряжение, имеющими большую толщину изоляции. В высоковольтных кабелях или в кабелях, рассчитанных на чрезвычайно высокое напряжение, проблемы относятся к возможному провисанию в конечном итоге изолирующего материала, как описано выше.
На фиг.2 показана принципиальная компоновка линии вулканизации, в которой используется настоящее изобретение. На фиг.2 - те же номера ссылочных позиций используются для обозначения соответствующих частей по сравнению с фиг.1.
На фиг.2 фактически показаны части вулканизирующей экструзионной линии, то есть только части, необходимые для понимания изобретения. Например, на фиг.2 не показаны разматыватель и приемный механизм. Для специалиста в данной области техники, однако, сразу будут понятны структура и операции линии, представленной на фиг.2, см., например, фиг.2 вместе с фиг.1.
Вариант осуществления, показанный на фиг.2, включает в себя группу экструзии с экструзионной головкой 4, телескопическую трубу, трубу 6 вулканизации и трубу 7 охлаждения, которая в данном варианте осуществления представляет собой устройство с охлаждением газом с замкнутым контуром. Проводник, направляемый к экструзионной головке 4, обозначен позицией 12.
В соответствии с существенной идеей изобретения, здесь также присутствуют индукционное нагревательное устройство 10, расположенное после трубы 6 вулканизации, для нагрева проводника с покрытием, то есть суть изобретения состоит в том, что проводник с покрытием нагревают после трубы 6 вулканизации, используя индукционный нагрев.
На фиг.2 ясно показано, что индукционное устройство 10 размещено после трубы вулканизации, то есть после трубы 6 вулканизации и перед трубой 7 охлаждения.
Как описано выше в соответствии с изобретением, индукционный нагрев проводника размещен после трубы 6 вулканизации. В этой точке процесса реакция сшивания прошла в существенной степени таким образом, что изоляция будет частично сформирована в результате сшивки рядом с проводником, что позволяет получить повышенную жесткость или вязкость. Поэтому проводник может быть нагрет посредством индукционного нагрева и, таким образом, может быть ускорено завершение сшивания без эффекта провисания.
Факты, описанные выше, позволяют повысить скорость линии по сравнению с компоновкой без упомянутого индукционного нагрева. Упомянутый индукционный нагрев, то есть в результате использования индукционного устройства 10, в качестве последующего нагревателя на пути, показанном на фиг.2, завершает процесс сшивания и также устраняет вредный эффект провисания, описанный выше.
На фиг.3а, 3b и 4 описан упомянутый эффект провисания. На фиг.3а и 3b схематично показано различие гравитационной нагрузки в направлении проводника и сбоку проводника от двух разных проводников, а именно кабеля, рассчитанного на 20 кВ (фиг.3а), и кабеля, рассчитанного на 150 кВ (фиг.3b), имеющих идентичные диаметры проводника. На фиг.3а и 3b показаны упомянутые материалы с учетом механического напряжения сдвига в изоляции из-за сил гравитации. Проводник обозначен позицией 12.
Изоляционный материал в областях В и ниже проводника 12, из-за его собственного веса, создает напряжение сдвига в вертикальном направлении вдоль линии разделения между областями А и В. Сформировавшийся горячий пластиковый материал, поэтому, будет иметь тенденцию к провисанию, с потерей центровки и округлости изоляции. Такая тенденция в отношении провисания зависит от уровня напряжения сдвига, с одной стороны, и от прочности расплава, с другой стороны, которая, в свою очередь, уменьшается с повышением температуры.
Предметы, описанные выше и представленные на фиг.3а и 3b, обозначены позициями, как на фиг.4. Расчет по фиг.4, в качестве примера, представляет численное сравнение ситуации с кабелем на 20 кВ и кабелем на 150 кВ с идентичным проводником диаметром (30,2 мм). По-видимому, гравитационная нагрузка, действующая на кабель на 150 кВ, практически в 3 раза больше, чем в кабеле на 20 кВ. Поэтому, если изолирующий материал, расположенный рядом с проводником кабеля на 150 кВ, будет нагрет, в то время как он все еще будет находиться в термопластичном состоянии, возникает провисание до неприемлемой степени.
На фиг.5-9 показан пример, в котором сравнивают ситуацию для одного и того же продукта с настоящим изобретением и без него.
Данные для примера:
Медь AC=630 мм2, Uo=150 кВ
без индукционного нагрева скорость в линии составляет 1,27 м/мин для достижения сшивки 96% (фиг.5),
без индукционного нагрева, при скорости в линии 1,72 м/мин сшивка составляет 40% (фиг.7, 8а и 8b),
с индукционным нагревом скорость в линии составляет 1,72 м/мин для достижения сшивки 96% (фиг.6, 9а и 9b).
Фиг.5, 6 и 7:
Кривые: b= температура проводника, g= температура изоляции, r= температура поверхности, b1= сшивка. Обозначения b, g, r и b1 показаны на фиг.5, 6 и 7.
Ось Х от поперечной экструзионной головки до оконечной герметизации
Ось YT=0…300°C/X=0…100%.
На фиг.5 и 6:
Кривые: r= температура, b1= сшивка. Обозначения r и b1 показаны на фиг.5 и 6.
Ось Х от поверхности проводника до поверхности кабеля.
Ось YT=0…300°C/X=0…100%.
Пример, показанный выше, доказывает, что в результате использования изобретения возможно получить более высокие линейные скорости по сравнению с технологией предшествующего уровня техники.
Изобретение было описано выше путем использования вариантов осуществления, описанных со ссылкой на чертежи. Показанные варианты осуществления, ни коим образом, не предназначены для ограничения изобретения, но изобретение может свободно изменяться в пределах объема формулы изобретения. Используемая линия вулканизации может быть сформирована вполне свободно, то есть размещение различных этапов может изменяться, и также могут присутствовать дополнительные этапы. Например, проводник с покрытием также может быть нагрет перед этапом охлаждения, если необходимо, то есть вполне возможно обеспечить линию вулканизации с предварительным нагреванием перед этапом экструзии. Упомянутый предварительный нагреватель может, например, представлять собой устройство индукционного нагрева и т.д.
Изобретение относится к способу и компоновке для процесса сшивания или вулканизации удлиненного элемента, таких как электрические кабели и провода. Способ содержит следующие этапы: этап (4) экструзии, на котором проводник (12) покрывают слоем сшиваемого материала, этап, на котором выполняют реакцию сшивания путем обработки проводника с покрытием в трубе (6) вулканизации после этапа экструзии, и этап (7) охлаждения, на котором охлаждают проводник с покрытием. Компоновка дополнительно содержит индукционное нагревательное устройство (10), размещенное после трубы (6) вулканизации, для нагрева проводника с покрытием. Изобретение позволяет ускорить завершение процесса сшивания и увеличить линейную скорость процесса. 2 н. и 2 з.п. ф-лы, 9 ил.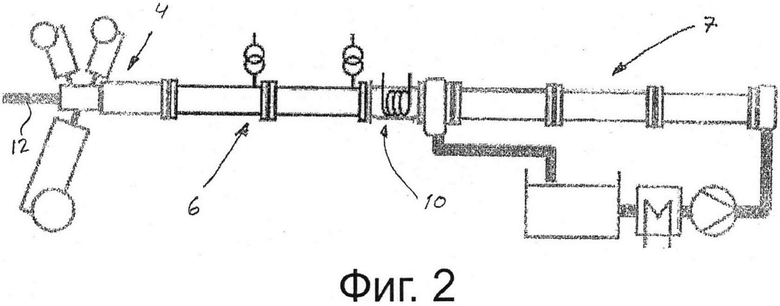
1. Способ сшивания или вулканизации удлиненного элемента, содержащий следующие этапы:
этап (4) экструзии, на котором проводник (12) покрывают слоем сшиваемого материала,
этап, на котором выполняют реакцию сшивания путем обработки проводника с покрытием в трубе (6) вулканизации после этапа экструзии, и
этап (7) охлаждения, на котором проводник с покрытием охлаждают,
отличающийся тем, что дополнительно выполняют этап, на котором после трубы (6) вулканизации проводник с покрытием нагревают, используя индукционный нагрев (10), при этом этап, на котором нагревают проводник с покрытием, выполняют перед этапом охлаждения.
2. Способ по п. 1, отличающийся тем, что выполняют дополнительно этап, на котором проводник (12) нагревают перед этапом экструзии.
3. Компоновка для процесса сшивания или вулканизации удлиненного элемента, в которой проводник (12) покрывается слоем сшиваемого материала, используя экструзионную головку (4), реакция сшивания выполняется после головки экструдера в трубе (6) вулканизации, и проводник с покрытием охлаждается, используя трубу (7) охлаждения, отличающаяся тем, что дополнительно содержит индукционное нагревательное устройство (10), размещенное после трубы (6) вулканизации, для нагрева указанного проводника с покрытием, причем индукционное нагревательное устройство (10) размещено перед трубой (7) охлаждения.
4. Компоновка по п. 3, отличающаяся тем, что дополнительно содержит предварительный нагреватель для нагрева указанного проводника перед экструзионной головкой (4).
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| US 2004234640 A1, 25.11.2004 | |||
| US 3645656 A, 29.02.1972 | |||
| Букса для осей железнодорожных повозок | 1929 |
|
SU18497A1 |

