Изобретение относится к способу сшивания или вулканизации удлиненного элемента, который включает стадию экструдирования, на которой на проводящий элемент наносят покрытие в виде слоя сшиваемого синтетического материала, и стадию сшивания, на которой проводят реакцию сшивания, после стадии экструдирования. Изобретение также относится к установке для сшивания или вулканизации удлиненного элемента.
Настоящее изобретение относится к способу и установке, использующимся в процессе изготовления электрических кабелей, в особенности кабелей высокого и сверхвысокого напряжения (кабелей СН, ВН и СВН). Данные кабели в основном являются изолированными пластиком и сшитыми в технологических линиях непрерывной вулканизации (технологических линиях НВ). Обсуждающиеся выше технологические линии непрерывной вулканизации могут представлять собой либо наклонные технологические линии НВ (технологические линии CCV), либо вертикальные технологические линии непрерывной вулканизации (технологические линии VCV), использующие сухое отверждение.
Сердцевина кабеля состоит из проводящего элемента (Al или Cu, 35…3500 мм2) и трех изолирующих слоев (внутренний полупроводящий 0,5…2 мм, изоляционный 3,5…35 мм и наружный полупроводящий 0,5…2 мм).
Отверждение кабеля достигается в работающей под давлением трубе (трубе НВ) при давлении, составляющем приблизительно 10 бар, при внутреннем диаметре 200…300 мм и длине 100…200 м. Сшивание слоев имеет место в первой секции трубы НВ в атмосфере азота. В целях активирования химической реакции сшивания изоляционные слои нагревают до повышенной температуры (200…300°С). Данная повышенная температура создает также и термическое расширение.
Вопросы, обсуждавшиеся выше, хорошо известны специалистам в данной области техники, и поэтому функционирование и/или конструкция технологических линий непрерывной вулканизации не описываются подробно в настоящем документе. В качестве примера документов предшествующего уровня техники, в которых описывается методика, относящаяся к технологическим линиям непрерывной вулканизации, может быть упомянута публикация ЕР 2574439 А1.
Проблемы предшествующего уровня техники относятся к круглости сердцевины или фактически ее отсутствию. Другими словами, при использовании методики предшествующего уровня техники результат, то есть поперечное сечение кабеля, не всегда совершенно круглое, но, например, может быть овальным или иметь некоторую другую форму.
Отсутствие круглости у сердцевины в общем случае может быть подразделено на следующие далее категории, а именно:
- уплощенность вблизи швов изоляционного слоя
- общая овальная форма
- провисание (в технологических линиях CCV)
- неправильная форма, обусловленная распределителем потока
Первые три категории являются теми категориями, которые наиболее важны. Провисание, очевидно, не является проблемой в вертикальных технологических линиях вулканизации. Распределение потока изоляционного слоя является достаточно хорошим для того, чтобы не вызывать появления какого-либо измеримого отклонения от круглости. Поэтому как уплощенность, так и овальная форма развиваются во время фазы сшивания.
Цель настоящего изобретения заключается в исключении проблем предшествующего уровня техники. Этого добиваются при использовании настоящего изобретения. Способ изобретения характеризуется тем, что реакцию сшивания проводят сначала в первой зоне нагревания в результате нагревания проводящего элемента с нанесенным покрытием при температуре, составляющей 550 градусов Цельсия или более, при этом первая зона нагревания располагается ниже по ходу технологического потока по отношению к стадии экструдирования, а после первой зоны нагревания реакцию сшивания проводят дальше в результате нагревания проводника с нанесенным покрытием при температуре 200-300 градусов Цельсия во второй зоне нагревания. Установка изобретения характеризуется тем, что реакция сшивания приспособлена для проведения сначала в первой зоне нагревания в результате нагревания проводящего элемента с нанесенным покрытием при температуре, составляющей 550 градусов Цельсия или более, при этом первая зона нагревания расположена ниже по ходу технологического потока по отношению к экструзионной головке, а после первой зоны нагревания реакция сшивания приспособлена для проведения дальше во второй зоне нагревания в результате нагревания проводника с нанесенным покрытием при температуре 200-300 градусов Цельсия.
Преимущество изобретения заключается в разрешении в нем обсуждавшихся выше проблем предшествующего уровня техники.
В следующем далее изложении изобретение будет описываться более подробно при обращении к прилагаемым чертежам, при этом
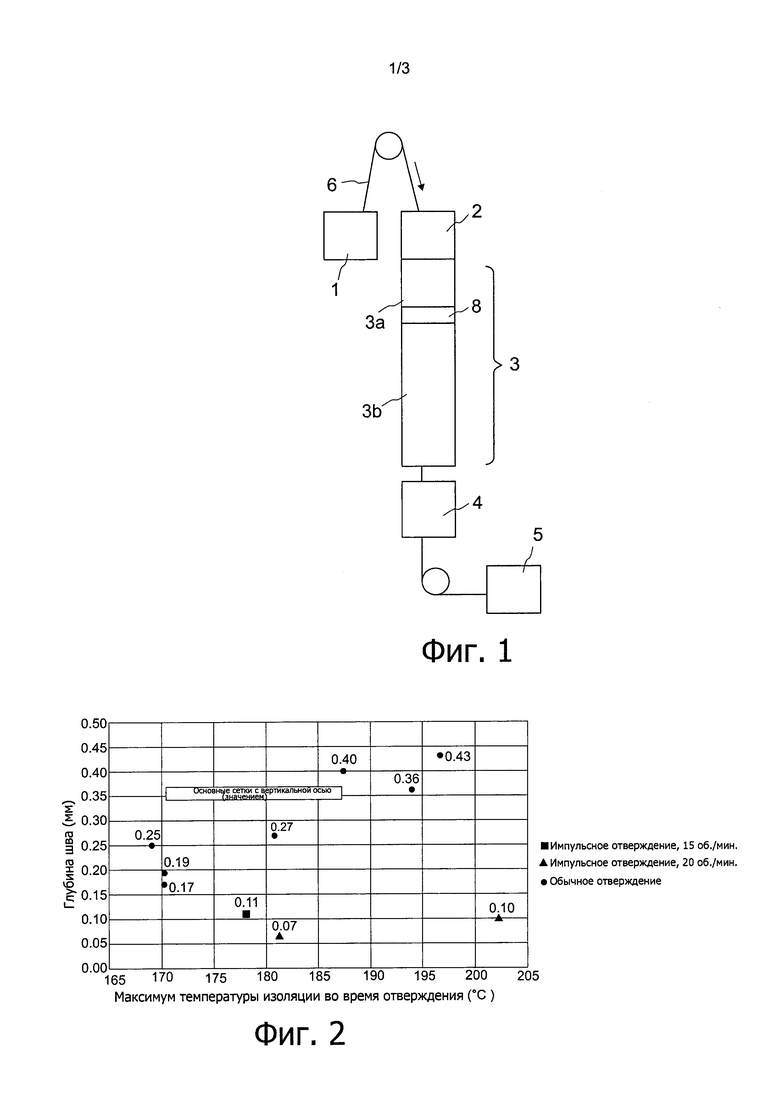
Фигура 1 демонстрирует принципиальную планировку вертикальной технологической линии непрерывной вулканизации,
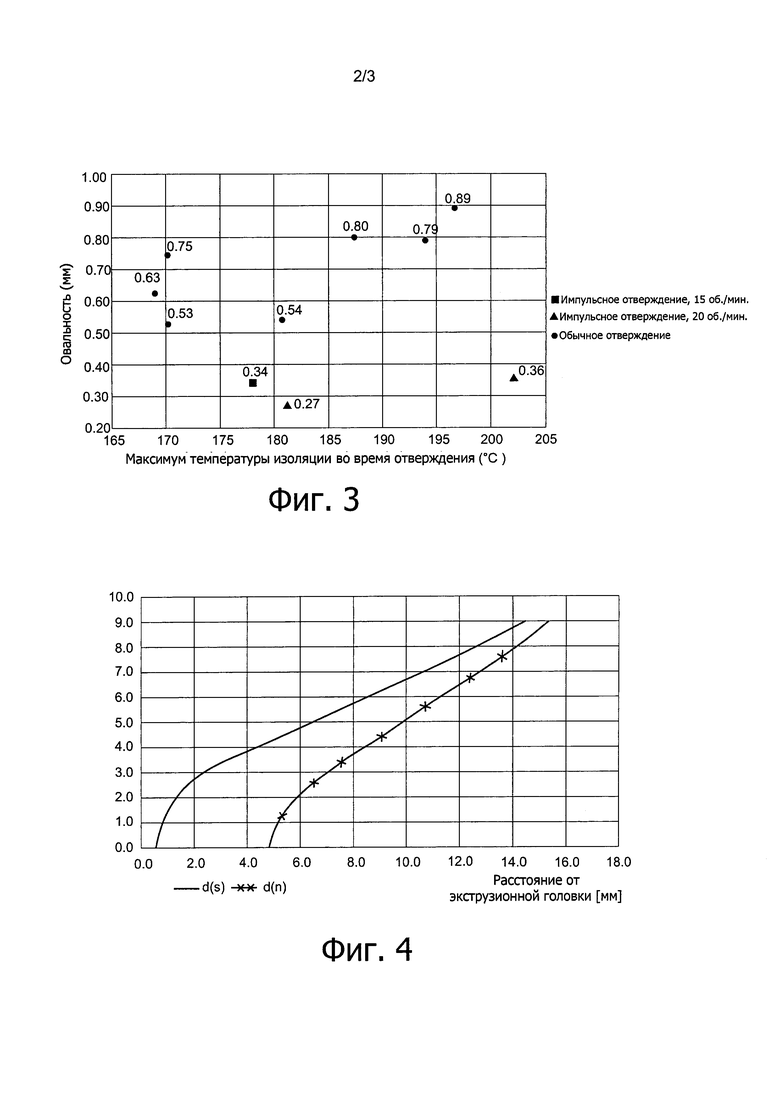
Фигура 2 демонстрирует воздействие отверждения изобретения на уплощенность (глубину шва) в сопоставлении с отверждением предшествующего уровня техники,
Фигура 3 демонстрирует воздействие отверждения изобретения на овальную форму в сопоставлении с отверждением предшествующего уровня техники,
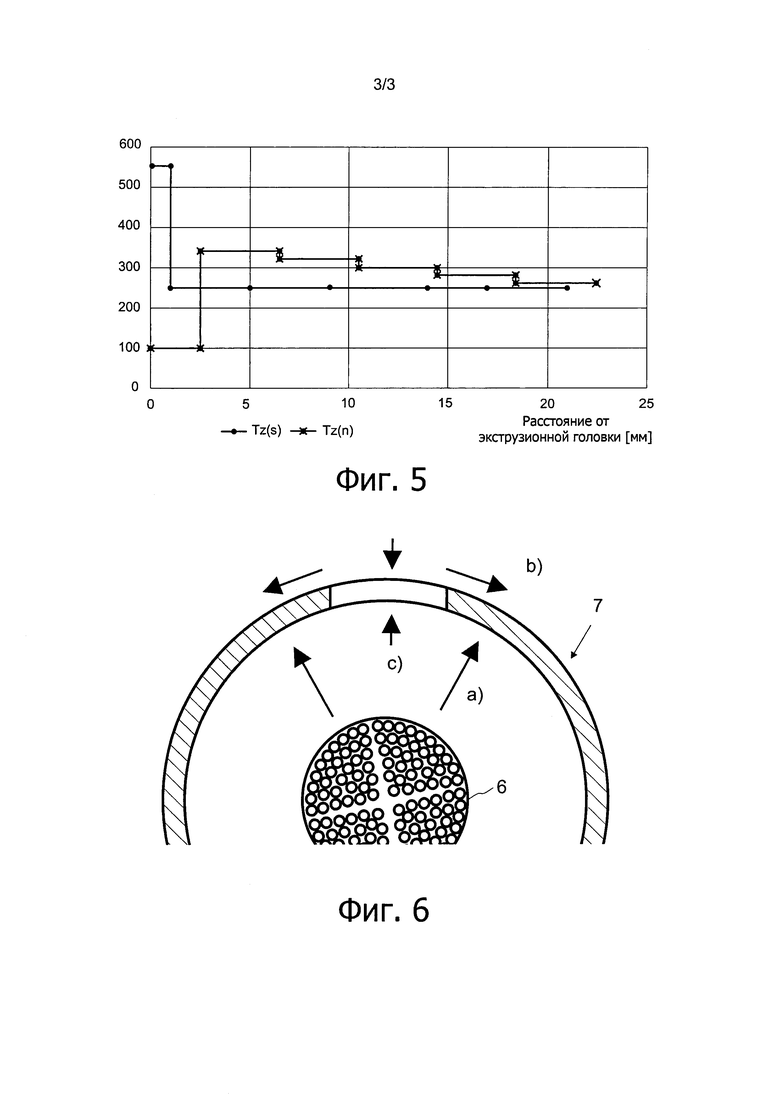
Фигура 4 демонстрирует глубину проникновения сшивания, полученную при использовании изобретения и предшествующего уровня техники,
Фигура 5 демонстрирует профили зон нагревания для изобретения и предшествующего уровня техники, и
Фигура 6 демонстрирует ситуацию с расширением в способе сшивания, наблюдаемую в поперечном сечении кабеля.
Изобретение описывается при использовании вертикальной технологической линии непрерывной вулканизации в качестве примера. Фигура 1 демонстрирует принципиальную планировку технологической линии вулканизации, в частности вертикальной технологической линии непрерывной вулканизации (технологической линии VCV). Продемонстрированная технологическая линия содержит подающее устройство 1, блок 2 экструзионной головки, трубу 3 вулканизации, трубу 4 охлаждения и принимающее устройство 5. Проводник направляют от подающего устройства 1 до принимающего устройства 4 через технологическую линию. Фигура 1 демонстрирует только самые основные элементы технологической линии. Как это сразу же осознают специалисты в соответствующей области техники при взгляде на фигуру 1, технологическая линия также может содержать дополнительные элементы, то есть предварительный нагреватель для проводящего элемента, последующий нагреватель и отмеряющие тяговые устройства или отмеряющие гусеничные тяговые устройства и тому подобное. Как это было указано раньше, функционирование и конструкция технологической линии, продемонстрированной на фигуре 1, хорошо известны специалистам в данной области техники, и поэтому упомянутые вопросы не описываются подробно в настоящем документе. Данные вопросы широко описывались на предшествующем уровне техники, например, в публикации ЕР 2574439, относящейся к предшествующему изложению.
В технологической линии ВНВ конструкция, охватывающая кабель, является радиально симметричной, таким образом, явления асимметрии, создающие отклонения от круглости, должны встречаться в самих слоях, в частности в изоляционном слое. Эффекты, создающие асимметрию, представляют собой комбинацию из
- асимметричной температуры
- механической ослабленности швов
- молекулярной ориентации
- механических напряжений
- неоднородности
Ни один из данных эффектов не будет достаточно сильным для стимулирования возникновения отклонений от круглости в случае простого охлаждения кабеля при отсутствии сшивания. Отклонения от круглости имеют своим происхождением наличие внутренних сил и смещения (как радиального, так и тангенциального), которые имеют место при термическом расширении сердцевины во время сшивания. Увеличенное термическое расширение в результате приводит к получению увеличенного отклонения от круглости. Механическая ослабленность (меньшее переплетение молекул в сопоставлении с остальной частью слоя пластика) в области шва приводит к появлению уплощенных областей (то есть уменьшенной толщины). Соотношение между овальной формой и другими эффектами, создающими асимметрию, является менее очевидным.
Идея изобретения заключается в сшивании поверхностного слоя вплоть до определенной глубины проникновения у сердцевины при использовании короткой первой зоны 3а нагревания для отверждения с исключительно высокой температурой. Изобретение может быть достаточно хорошо описано при использовании термина «импульсное отверждение». В полноразмерной технологической линии НВ данная конкретная первая зона 3а нагревания будет располагаться непосредственно ниже по ходу технологического потока по отношению к экструзионной головке или экструзионной установке 2 (например, непосредственно после экструзионной головки или экструзионной установки 2) при длине 0,5-4 м и заданной температуре, составляющей 550°C и более. После упомянутой первой зоны 3а нагревания способ отверждения продолжают в результате нагревания сердцевины во второй зоне 3b нагревания при более низкой температуре 200-300 градусов Цельсия.
В соответствии с технологическим устройством предшествующего уровня техники температура поверхности кабеля не должна превышать 300°С. Данное ограничение неприменимо для импульсного отверждения, поскольку термическое разложение поверхности зависит как от времени воздействия, так и от температуры; для полупроводящих материалов на основе сополимеров ЭЭА (этилена-этилакрилата) и ЭБА (этилена-бутилакрилата) приемлемой является намного более высокая температура.
Сшивание, индуцированное на ранней стадии в результате импульсного отверждения, упрочняет поверхность области шва, где воздействие термического расширения является наиболее сильным (фигура 2). Это также фиксирует первоначальную круглую форму (фигура 3). Критическим является применение импульсного отверждения в самом начале фазы сшивания до термического расширения.
Глубину проникновения определяют как расстояние от наружной поверхности, где степень сшивание превосходит 80%. Фигура 4 сопоставляет рассчитанные глубины проникновения вдоль трубы НВ, представленные в виде глубины проникновения для стандартного способа предшествующего уровня техники d(n) и для импульсного отверждения d(s).
Вычисление проводили для идентичного кабеля в соответствии с представлением на фигуре 2 и фигуре 3 (алюминиевый проводник Dc=50,0 мм, наружный диаметр Do=98,0 мм). Очевидно то, что импульсное отверждение приводит к получению значительного слоя сшитого материала на ранней стадии, что придает прочность наружной стороне изоляции для противостояния воздействию напряжений, связанных с термическим расширением. В качестве примера, глубина проникновения является почти что удвоенной на длине 7 м, где начинает развиваться значительное расширение.
Рассчитанное термическое расширение для совокупной толщины слоя (всех трех слоев) составляет 2,2% при импульсном отверждении и 2,6% при обычном отверждении. Соответствующие профили нагревания проиллюстрированы на фигуре 5, демонстрирующей профиль зоны нагревания для импульсного нагревания Tz(s) и профиль зоны нагревания для обычного отверждения Tz(n).
Фигура 5 также демонстрирует то, как проводят нагревание при более низкой температуре после первой зоны 3а нагревания во второй зоне 3b нагревания. В данном примере используют короткую пассивную и нейтральную «соединительную муфту» 8, соединяющую экструзионную головку с трубой НВ. Длина соединительной муфты может составлять, например, 2,5 м.
Первая зона 3а нагревания может быть расположена либо выше, либо ниже по ходу технологического потока по отношению к соединительной муфте 8 в вертикальных технологических линиях непрерывной вулканизации. Фигура 1 демонстрирует первую зону нагревания, расположенную выше по ходу технологического потока, то есть первая зона 3а нагревания располагается до соединительной муфты 8 при взгляде в направлении движения сердцевины 6. В положении ниже по ходу технологического потока первая зона 3а нагревания расположена после соединительной муфты при взгляде в направлении движения сердцевины 6. В данном случае дело заключается в том, что экструдированный поверхностный слой сшивают до того, как термическое расширение станет значительным. В наклонных технологических линиях вулканизации ситуация является другой вследствие провисания. По указанной причине в наклонных технологических линиях вулканизации первая зона 3а нагревания должна быть расположена настолько близко к экструзионной головке 2, насколько это возможно, то есть выше по ходу технологического потока по отношению к соединительной муфте 8.
Причина того, почему настоящее изобретение, то есть, импульсное отверждение, улучшает круглость и уменьшает уплощенность, вкратце может быть описана следующим далее образом при взгляде на фигуру 6, демонстрирующую поперечное сечение кабеля. Проводник продемонстрирован при использовании ссылочной позиции 6, а полупроводящий и изоляционный материал продемонстрирован при использовании ссылочной позиции 7 на фигуре 6.
Причина уплощенности заключается в тангенциальном смещении наружного полупроводящего и изоляционного материала. Шов (линия спая) характеризуется более ослабленной прочностью расплава в сопоставлении с остальной частью изоляции/полупроводника. Обычно при расширении внутренних частей (смотрите фигуру 6, расширение а) окружность увеличивается. Поскольку область шва является более ослабленной, она растягивается в тангенциальном направлении (фигура 6, растяжение b) и становится более тонкой (фигура 5, утончение с). Описанный механизм имеет место сначала поблизости от поверхности, а после этого производит проникновение и ослабление в направлении проводника.
При импульсном отверждении быстрое сшивание окружности до значительного термического расширения приводит к упрочнению области шва и значительному уменьшению уплощенности.
Изобретение было описано выше при использовании варианта осуществления, продемонстрированного на фигурах. Однако продемонстрированный вариант осуществления никоим образом не предусматривает ограничения изобретения, а изобретение может варьироваться совершенно свободно в объеме формулы изобретения. Продемонстрированный вариант осуществления относится к вертикальной технологической линии непрерывной вулканизации (технологической линии VCV). Однако изобретение не ограничивается технологическими линиями VCV, а изобретение может быть хорошо использовано также и в связи с непрерывными наклонными технологическими линиями НВ (технологическими линиями CCV) и тому подобным.
Изобретение относится к способу и установке для сшивания или вулканизации удлиненного элемента, при этом способ включает стадию (2) экструдирования, на которой на проводящий элемент наносят покрытие в виде слоя сшиваемого синтетического материала, и стадию (3) сшивания, на которой проводят реакцию сшивания после стадии экструдирования. Реакцию сшивания проводят сначала в первой зоне (3а) нагревания в результате нагревания проводящего элемента с нанесенным покрытием при температуре, составляющей 550 градусов Цельсия или более. Первая зона (3а) нагревания располагается ниже по ходу технологического потока по отношению к стадии (2) экструдирования. После первой зоны (3а) нагревания реакцию сшивания проводят дальше в результате нагревания проводника с нанесенным покрытием при температуре 200-300 градусов Цельсия во второй зоне (3b) нагревания. Техническим результатом изобретения является повышение качества изделий. 2 н. и 8 з.п. ф-лы, 6 ил.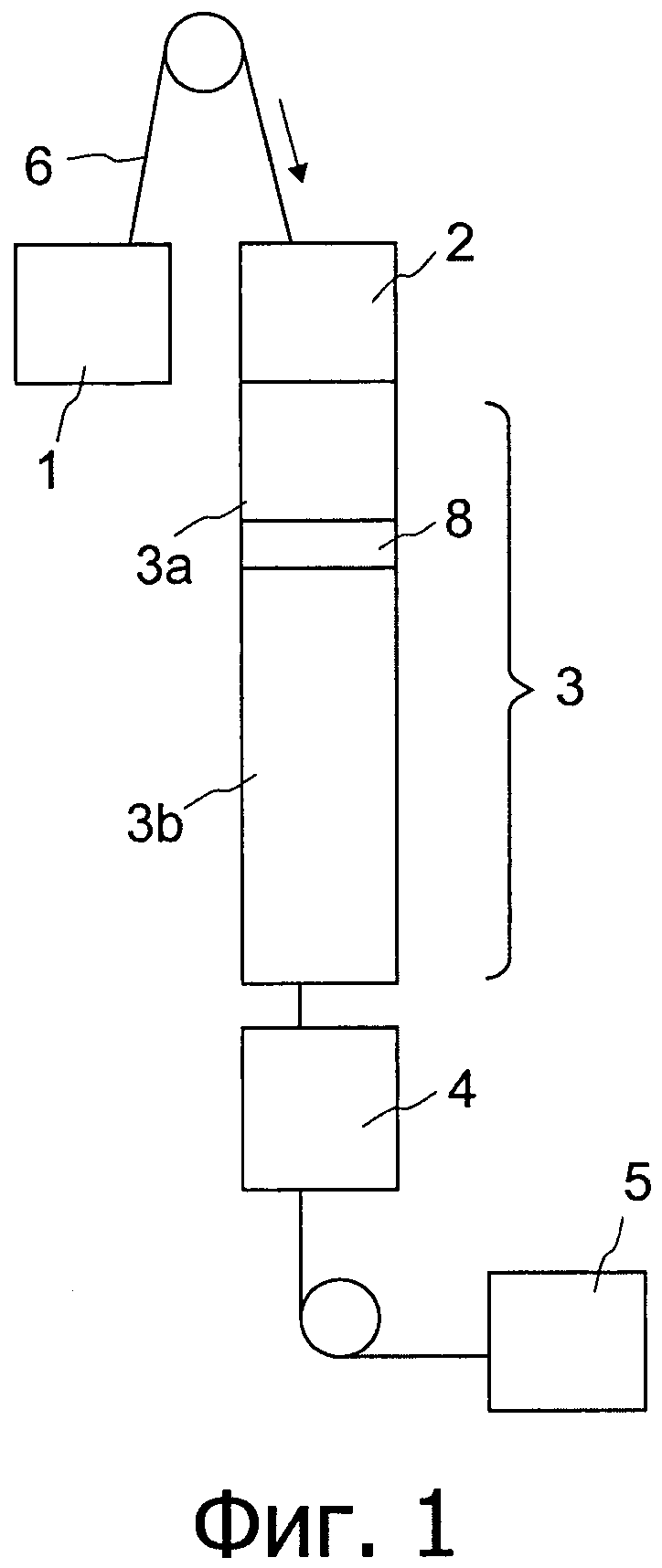
1. Способ сшивания или вулканизации удлиненного элемента, который включает стадию (2) экструдирования, на которой на проводящий элемент наносят покрытие в виде слоя сшиваемого синтетического материала, и стадию (3) сшивания, на которой проводят реакцию сшивания, после стадии экструдирования,
отличающийся тем, что реакцию сшивания проводят сначала в первой зоне (3а) нагревания, имеющей длину 0,5-4 м, в результате нагревания проводящего элемента с нанесенным покрытием при температуре, составляющей 550 градусов Цельсия или более, при этом первая зона (3а) нагревания располагается ниже по ходу технологического потока по отношению к стадии (2) экструдирования, а после первой зоны (3а) нагревания реакцию сшивания проводят дальше в результате нагревания проводника с нанесенным покрытием при температуре 200-300 градусов Цельсия во второй зоне (3b) нагревания.
2. Способ по п. 1, отличающийся тем, что нагревание в первой зоне (3а) нагревания проводят выше по ходу технологического потока по отношению к пассивной соединительной муфте (8), соединяющей стадию (2) экструдирования со второй зоной (3b) нагревания.
3. Способ по п. 1, отличающийся тем, что нагревание в первой зоне (3а) нагревания проводят ниже по ходу технологического потока по отношению к пассивной соединительной муфте (8), соединяющей стадию (2) экструдирования со второй зоной (3b) нагревания.
4. Способ по любому из пп. 1-3, отличающийся тем, что его осуществляют на вертикальной технологической линии непрерывной вулканизации (технологической линии VCV).
5. Способ по п. 1 или 2, отличающийся тем, что его осуществляют на наклонной технологической линии непрерывной вулканизации (технологической линии CCV).
6. Установка для сшивания или вулканизации удлиненного элемента, в которой на проводящий элемент наносят покрытие в виде слоя сшиваемого синтетического материала при использовании экструзионной головки (2) и после экструзионной головки проводят реакцию сшивания в трубе (3) вулканизации,
отличающаяся тем, что реакция сшивания приспособлена для проведения сначала в первой зоне (3а) нагревания в результате нагревания проводящего элемента с нанесенным покрытием при температуре, составляющей 550 градусов Цельсия или более, при этом первая зона нагревания (3а) имеет длину 0,5-4 м и расположена ниже по ходу технологического потока по отношению к экструзионной головке (2), а после первой зоны (3а) нагревания реакция сшивания приспособлена для проведения дальше во второй зоне (3b) нагревания в результате нагревания проводника с нанесенным покрытием при температуре 200-300 градусов Цельсия.
7. Установка по п. 6, отличающаяся тем, что первая зона (3а) нагревания расположена между экструзионной головкой (2) и пассивной соединительной муфтой (8), соединяющей экструзионную головку (2) с трубой (3) вулканизации.
8. Установка по п. 6, отличающаяся тем, что первая зона (3а) нагревания расположена между пассивной соединительной муфтой (8), соединяющей экструзионную головку (2) с трубой (3) вулканизации, и второй зоной (3b) вулканизации трубы (3) вулканизации.
9. Установка по любому из пп. 6-8, отличающаяся тем, что она представляет собой часть вертикальной технологической линии непрерывной вулканизации (технологической линии VCV).
10. Установка по п. 6 или 7, отличающаяся тем, что она представляет собой часть наклонной технологической линии непрерывной вулканизации (технологической линии CCV).
| ОЧИСТКА ВОЗДУХА | 2014 |
|
RU2574439C2 |
| Способ определения коэффициента полноты сгорания топлива в прямоточном воздушно-реактивном двигателе | 2019 |
|
RU2755211C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ЭКСТРУЗИИ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ | 2000 |
|
RU2171744C1 |
| ФОРМОВАННОЕ ИЗДЕЛИЕ ИЗ ТЕРМОПЛАСТА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1994 |
|
RU2143978C1 |

