Область техники
Настоящее изобретение относится к сканеру контроля поверхности, устройству и способу обнаружения поверхностных дефектов кабеля, как описано во вводной части прилагаемой формулы изобретения.
уровень техники
При изготовлении силового кабеля очень важно обеспечить контроль качества и соответствие технических характеристик продукции. Например, высоковольтные кабели используются для создания соединений большой протяженности при распределении и передаче электроэнергии. Отказ, вызванный пробоем диэлектрика высоковольтного кабеля, может привести к прерыванию подачи электроэнергии.
Силовые кабели производят на линиях изготовления кабелей с использованием технологии экструзии. Чтобы гарантировать качество конечной продукции, соответствующий контроль осуществляется во время работы линии по производству кабеля. Известно об использовании рентгеновских систем, которые выполнены с возможностью измерения глубины различных слоев внутри кабеля, а также эксцентриситета проводника внутри изоляции. Однако существующие рентгеновские системы представляют собой сложные установки, в которых стандартная рентгеновская система содержит несколько компонентов, таких как рентгеновская трубка, генератор высокого напряжения, система охлаждения и устройство захвата изображения. Рентгеновские системы способны измерять усредненные глубины слоев, но не предоставляют подробную информацию о качестве поверхности экструдированного материала. Соответственно, существует потребность в устройстве, способном непрерывно осуществлять мониторинг качества экструдированной поверхности, то есть способном контролировать поверхность кабеля на наличие дефектов и выявлять такие дефекты автоматически.
Краткое описание изобретения
Задачей настоящего изобретения является создание сканера контроля поверхности, устройства и способа устранения упомянутых выше проблем. Задачи настоящего изобретения решают с помощью сканера контроля поверхности, устройства и способа, которые отличаются тем, что раскрыто в независимых пунктах формулы изобретения. Предпочтительные варианты осуществления настоящего изобретения описаны в зависимых пунктах формулы изобретения.
Сканер контроля поверхности для обнаружения дефектов поверхности кабеля содержит измерительную часть и аналитическую часть, при этом измерительная часть содержит, по меньшей мере, одну опорную часть и бесконтактные датчики для измерения расстояния, при этом такие датчики содержат лазерные датчики смещения, расположенные на опорной части. Кабель располагают между датчиками таким образом, что лучи датчиков направлены на внешнюю поверхность кабеля для контроля участков по окружности кабеля по всей длине внешней поверхности кабеля в направлении его перемещения для получения данных измерений. Аналитическая часть содержит приемник для данных измерений и процессор для обработки данных измерений, которые обеспечивают формирование данных по обнаруженным дефектам, при этом лучи бесконтактных датчиков для измерения расстояния направлены таким образом, чтобы охватывать всю окружность кабеля, при этом датчики выполнены с возможностью расчета расстояния до внешней поверхности кабеля путем фокусировки света, отраженного от внешней поверхности кабеля, на приемник, который содержит светочувствительный элемент, причем процессор выполнен с возможностью создания непрерывной трехмерной карты рельефа внешней поверхности кабеля, и при этом аналитическая часть содержит нейронную сеть, обученную обнаружению поверхностных дефектов кабеля и формирования данных по обнаруженным поверхностным дефектам кабеля.
Устройство для обнаружения поверхностных дефектов кабеля содержит сканер контроля поверхности и линию изготовления кабеля, которая содержит узел разматывания, экструзионное устройство и приемный узел, при этом сканер контроля поверхности установлен на линии изготовления кабеля между узлом разматывания и приемным узлом таким образом, чтобы кабель перемещался от узла разматывания к приемному узлу через измерительную часть сканера поверхности.
Предпочтительные варианты осуществления этого устройства представлены в зависимых пунктах прилагаемой формулы изобретения.
Способ обнаружения поверхностных дефектов кабеля, содержащий сканер контроля поверхности. В этом способе кабель производят на линии изготовления кабеля, в которой кабель разматывают в узле разматывания, затем наносят одно или несколько экструдированных слоев в экструзионном устройстве, после чего кабель наматывают в приемном узле, при этом сканер контроля поверхности расположен между узлами разматывания и приема кабеля. Кабель перемещается со скоростью работы линии изготовления кабеля через измерительную часть сканера контроля поверхности, в которой лучи бесконтактных датчиков для измерения расстояния направлены на внешнюю поверхность кабеля для контроля участков по окружности кабеля по всей длине внешней поверхности кабеля в направлении его перемещения, при этом бесконтактные датчики для измерения расстояния рассчитывают расстояние до внешней поверхности кабеля и формируют данные измерений. Приемник аналитической части принимает данные измерений, процессор обрабатывает эти данные измерений и создает на их основе трехмерную карту рельефа внешней поверхности кабеля, причем упомянутая трехмерная карта рельефа формирует данные по обнаруженным дефектам кабеля, а обученная нейронная сеть аналитической части осуществляет выявление дефектов поверхности кабеля и формирует результаты данных о выявленных дефектах поверхности кабеля.
Предпочтительные варианты осуществления этого способа представлены в зависимых пунктах прилагаемой формулы изобретения.
Преимущество сканера контроля поверхности, устройства и способа по этому изобретению заключается в том, что они позволяют непрерывно осуществлять мониторинг качества экструдированной поверхности, то есть способны контролировать поверхность кабеля на наличие дефектов и выявлять такие дефекты автоматически.
Краткое описание чертежей
Далее изобретение будет описано более подробно с помощью предпочтительных вариантов его осуществления и со ссылками на прилагаемые чертежи, где:
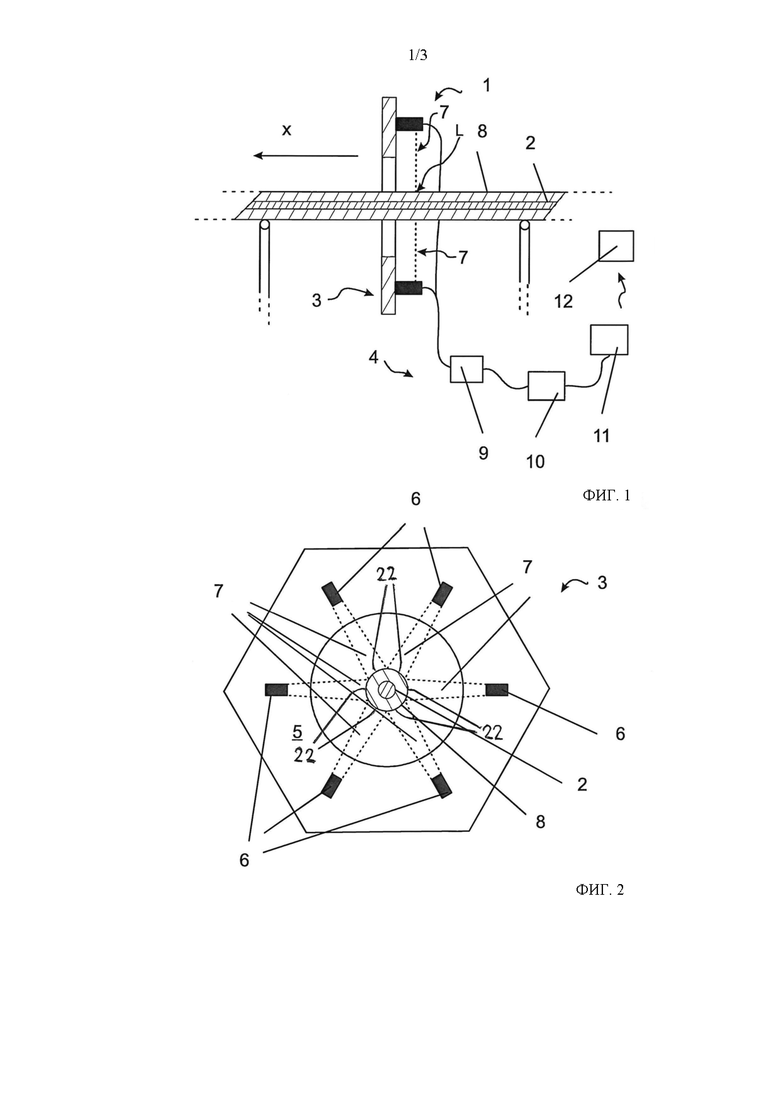
на фиг. 1 показан вид сбоку сканера контроля поверхности;
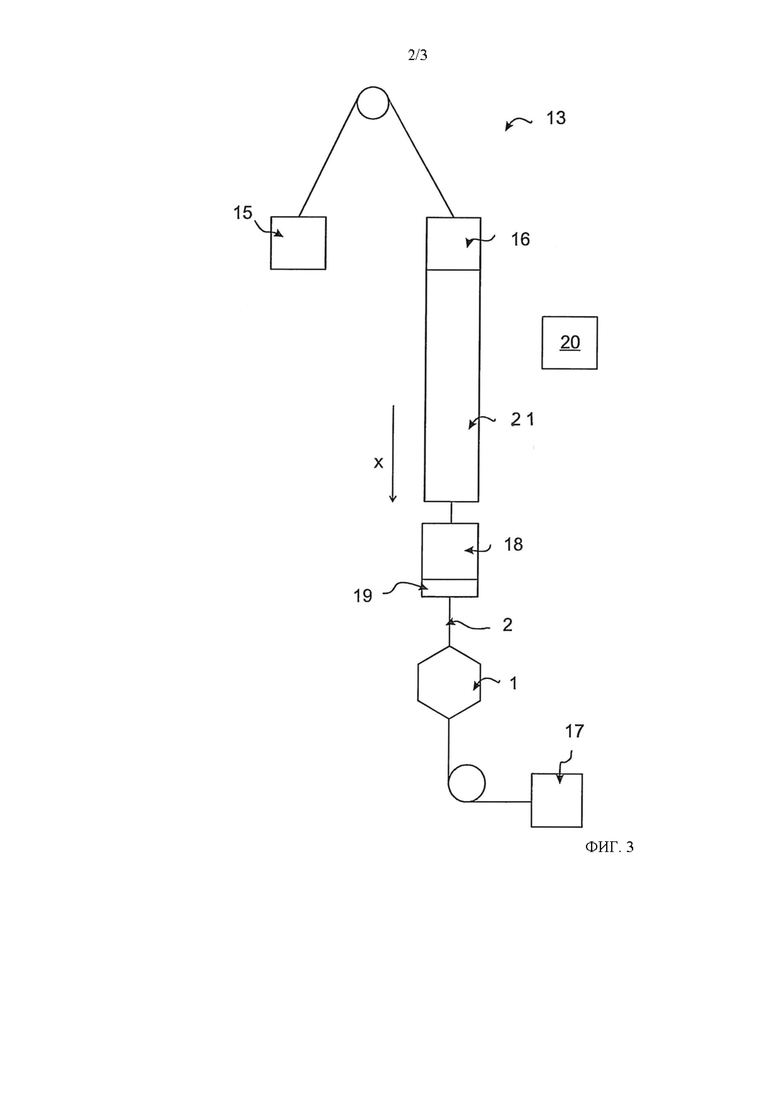
на фиг. 2 показан вид спереди измерительной части сканера поверхности;
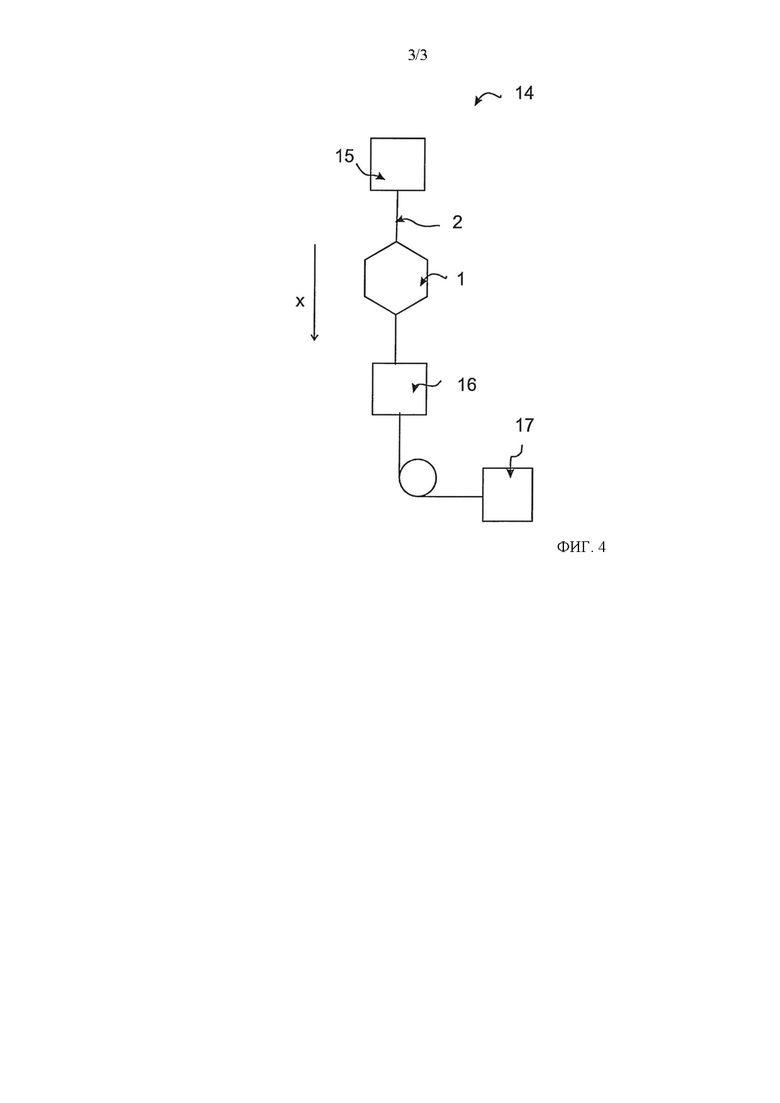
на фиг. 3 показано устройство для обнаружения поверхностных дефектов кабеля; и
на фиг. 4 показано устройство для обнаружения поверхностных дефектов кабеля.
Подробное описание изобретения
На фиг. 1 показан вид сбоку сканера 1 контроля поверхности для обнаружения поверхностных дефектов кабеля 2. Сканер 1, который можно называть трехмерным сканером контроля поверхности, содержит измерительную часть 3 и аналитическую часть 4. Измерительная часть 3 содержит, по меньшей мере, одну опорную часть 5 и бесконтактные датчики 6 для измерения расстояния. Бесконтактные датчики 6 для измерения расстояния расположены на опорной части 5. Подлежащий проверке кабель 2 располагают между бесконтактными датчиками 6 для измерения расстояния таким образом, что лучи 7 датчиков направлены на внешнюю поверхность 8 кабеля 2, на участки 22 контроля. Участки 22 контроля расположены по окружности кабеля 2 на длине L внешней поверхности 8 кабеля в направлении x перемещения кабеля. По длине луч в направлении x перемещения кабеля 2 представляет собой тонкую плоскость. Лучи 7 бесконтактных датчиков 6 для измерения расстояния формируют данные измерений. Аналитическая часть 4 содержит приемник 9 данных измерений и процессор 10 для обработки данных измерений, который формируют данные по обнаруженным дефектам.
Трехмерный сканер 1 контроля поверхности выявляет дефекты, которые могут быть обнаружены на внешней поверхности 8 кабеля 2. Трехмерный сканер 1 контроля поверхности измеряет разность уровней на внешней поверхности 8 кабеля 2, формируя значения измерений. Трехмерный сканер 1 контроля поверхности может обнаруживать дефекты и выдавать результат о точном размере обнаруженных дефектов, например, ширину, длину и глубину дефекта. Таким образом, трехмерный сканер 1 контроля поверхности проверяет форму внешней поверхности 8 кабеля 2. Трехмерный сканер контроля поверхности выдавать результат подробного описания формы кабеля, диаметра кабеля 2 и их изменений. Результаты данных выявленных дефектов трехмерным сканером 1 контроля поверхности можно использовать для управления процессом изготовления кабеля.
Примером серьезного дефекта кабеля 2 является подгорание, вызванное преждевременным сшиванием с образованием гелевых частиц, то есть кластера(ов) окисленного полимера. Сшитые гели в расплаве создают шероховатую поверхность на кабеле. Таким образом, дефект внешней поверхности 8 кабеля 2 свидетельствует о дефектах внутри кабеля. Подгорание — это пример дефекта, возникающего при изготовлении кабеля 2. Дефекты могут возникать также во время перемещения кабеля 2 между различными технологическими операциями изготовления кабеля. Например, кабель, содержащий изолированный проводник, изготавливается на линии вулканизации, а затем перемещается на место осуществления процесса дегазации, откуда затем перемещается на линию нанесения оболочки на кабель. Примерами различных дефектов на внешней поверхности кабеля 2 являются надрезы, неровности и вмятины.
Трехмерный сканер контроля поверхности также способен определять свойства внешней поверхности 22 кабеля 2. Примером такого свойства является полоса, формируемая на кабеле 2 для определенной цели.
На основе данных измерений и данных по обнаруженным дефектам трехмерный сканер контроля поверхности также способен рассчитывать физические величины и показатели качества.
По сравнению с существующими рентгеновскими системами, которые используются при производстве кабелей, трехмерный сканер 1 контроля поверхности обеспечивает точный контроль геометрии внешней поверхности 8 кабеля 2. Рентгеновские системы выполнены с возможностью измерения глубины различных слоев внутри кабеля, а также эксцентриситета проводника внутри изоляции. Таким образом, трехмерный сканер 1 контроля поверхности и рентгеновская система применимы к одной и той же линии по изготовлению кабеля.
В одном варианте осуществления бесконтактные датчики 6 для измерения расстояния содержат лазерные датчики смещения. В лазерном датчике смещения лазерный луч, испускаемый лазером, попадает на внешнюю поверхность 8 кабеля 2. Свет, отраженный от внешней поверхности 8 кабеля 2, собирает линза приемника и фокусирует на светочувствительном элементе. Используемый способ представляет собой лазерную триангуляцию, при которой лазерный датчик смещения рассчитывает расстояние до внешней поверхности 8 кабеля 2 за счет фокусировки света, отраженного от внешней поверхности кабеля, на светочувствительном элементе.
В другом варианте осуществления бесконтактные датчики 6 для измерения расстояния расположены по окружности. На фиг. 2 датчики 6 расположены, по существу, с равными интервалами. За счет расположения участков 22 контроля по окружности кабеля 2, обеспечивается охват, по существу, всей окружности кабеля, а использование высокой частоты измерения (50–20 000 Гц) позволяет получить подробные данные измерений внешней поверхности 8 кабеля 2.
В дополнительном варианте осуществления процессор 10 выполнен с возможностью создания карты рельефа внешней поверхности 8 кабеля 2. Карта рельефа описывает данные измерений, например разность уровней на внешней поверхности 8 кабеля 2, с помощью цветов или контурных линий, вместе с данными об их продольном и радиальном положении. На карте рельефа визуально представлена техническая информация о кабеле 2.
В еще одном варианте осуществления аналитическая часть 4 содержит измерительный преобразователь 11 для передачи обработанных данных и/или данных по обнаруженным дефектам в удаленной хранилище 12 данных. Компьютеризированные системы управления техническим обслуживанием для профилактического обслуживания или производителем оборудования для оптимизации производства могут получить доступ к обработанным данным и/или к данным по обнаруженным дефектам, например в локальном хранилище или в удаленном хранилище 12 данных. Кроме того, сохраненные обработанные данные и/или данные по обнаруженным дефектам могут быть переданы конечному заказчику через облачное хранилище 12 как подтверждение качества кабеля.
В еще одном дополнительном варианте осуществления процессор 10 выполнен с возможностью вычисления волнистости, овальности и/или плоскостности кабеля 2. Волнистость, овальность и плоскостность кабеля 2 являются параметрами, описывающими качество продукции. Постоянный и точный мониторинг геометрии выявляет постепенные изменения качества внешней поверхности кабеля 2. Постепенное увеличение плоскостности, овальности или отклонений диаметра может указывать на необходимость определенного обслуживания в ходе производства или, перед следующим производственным циклом.
Аналитическая часть 4 трехмерного сканера 1 контроля поверхности содержит нейронную сеть для выявления дефектов по обработанным данным измерений. Процессор 10 аналитической части 4 или отдельный измерительный преобразователь могут передавать обработанные данные измерений в нейронную сеть аналитической части 4. Нейронная сеть обучена выдавать данные о наличии или отсутствии дефекта. Обученная нейронная сеть выводит данные по обнаруженным дефектам. Данные про обнаруженным дефектам могут также содержать вывод, сделанный на основе данных по обнаруженным дефектам.
Нейронные сети способны изучать сложные нелинейные связи из наборов обучающих примеров. При обучении с участием оператора предоставляются и исходные, и конечными данные. При обучении без оператора сети передают исходными данными, но без необходимых конечных данных. При обучении без оператора нейронная сеть обучается на основе данных измерений, полученных во время выполнения процесса изготовления кабеля 2. Таким образом, нейронная сеть аналитической части 4 способна распознать дефект по данным измерений. Нейронная сеть имеет преимущество перед системой обнаружения дефектов на основе правил, поскольку на внешней поверхности 8 кабеля 2 есть множество типов дефектов с различной геометрией, которые трудно задать заранее с помощью только аналитических правил.
Устройство для обнаружения поверхностных дефектов кабеля содержит трехмерный сканер 1 контроля поверхности. Это устройство содержит линию 13, 14 изготовления кабеля, содержащую узел 15 разматывания, экструзионное устройство 16 и приемный узел 17, при этом трехмерный сканер 1 контроля поверхности установлен на линии 13, 14 изготовления кабеля в положении между узлом 15 разматывания и приемным узлом 17 таким образом, чтобы кабель 2 перемещается от узла 15 отдачи к приемному узлу 17 через измерительную часть 3 трехмерного сканера 1 контроля поверхности.
Размещение трехмерного сканера контроля поверхности на линии по изготовлению кабеля зависит от функции, которую выполняет такой трехмерный сканер. Трехмерный сканер контроля поверхности позволяет осуществлять контроль кабеля, полученного на линии изготовления кабеля, или такой трехмерный сканер контроля поверхности позволяет проверить кабель, поступающий на производственную линию. Когда трехмерный сканер контроля поверхности выявляет дефекты на свежеизготовленной внешней поверхности кабеля, целесообразно установить такой трехмерный сканер контроля поверхности в таком месте, где температура кабеля снижена до уровня, при котором не происходит пластическая деформация кабеля.
Примерами применяемых линий по изготовлению кабелей являются линии нанесения изоляции на жилы, нанесения на кабель оболочки из силана, силикона и резины путем непрерывной вулканизации.
Экструзионное устройство 16 может содержать один или несколько экструдеров, способных наносить один или несколько слоев экструдированного материала. Слои экструдированного материала можно формировать поэтапно или одновременно с использованием одной или нескольких экструзионных головок.
В одном варианте осуществления устройство содержит линию 13 непрерывной вулканизации. Линия 13 непрерывной вулканизации является примером линии по изготовлению кабеля, производящей кабель с изолированным проводником. Химическое образование поперечных межмолекулярных связей при производстве кабелей называется вулканизацией и может осуществляться посредством реакции между полимерами и сшивающим агентом под воздействием тепла. Чаще всего для изоляции кабеля 2 используется сшитый полиэтилен (XLPE). На фиг. 3 показана принципиальная схема линии 13 вулканизации, в частности вертикальной линии непрерывной вулканизации. Показанная линия содержит узел 15 разматывания, экструзионное устройство 16, вулканизационную трубу 21, секцию 18 охлаждения и приемный узел 17. Экструзионное устройство 16 обеспечивает нанесение одного или нескольких слоев экструдированного материала на проводник. Вулканизация выполняется путем пропускания изолированного проводника через длинную трубу под давлением, нагрев которой осуществляется, например, паром или азотом. Проводник перемещается от узла 15 разматывания к приемному узлу 17 через линию 13 вулканизации. На фиг. 3 показаны только самые основные элементы линии. Линия 13 вулканизации может также содержать дополнительные элементы, например, подогреватель для токопроводящего элемента, нагреватель, а также измерительные барабаны или измерительные гусеницы. Линия 13 непрерывной вулканизации содержит секцию 18 охлаждения, расположенную после экструзионного устройства 16 в направлении x перемещения кабеля 2, при этом трехмерный сканер 1 контроля поверхности расположен после секции 18 охлаждения в направлении x перемещения кабеля 2.
Кроме того, секция охлаждения может содержать охлаждающую трубу и торцевое уплотнение 19, обеспечивающее герметизацию охлаждающей трубы, при этом трехмерный сканер 1 контроля поверхности расположен после торцевого уплотнения 19 в направлении x перемещения кабеля 2.
В другом варианте осуществления линия по производству кабеля содержит линию 14 нанесения оболочки кабеля. Линия 14 нанесения оболочки кабеля, показанная на фиг. 4, содержит узел 15 разматывания, расположенный перед экструзионным устройством 16 в направлении перемещения кабеля, при этом трехмерный сканер 1 контроля поверхности расположен между узлом 15 разматывания и экструзионным устройством 16 в направлении x перемещения кабеля 2. Цель обнаружения дефектов на переднем конце линии 14 по изготовлению кабеля состоит в том, чтобы еще до того, как будет начато нанесение оболочки, гарантировать, что кабель 2, который должен быть защищен оболочкой, соответствует требованиям качества. Контроль качества снижает производственные затраты, так как нанесение оболочки может быть прервано, если кабель 2, который должен быть защищен оболочкой, содержит серьезные дефекты.
В дополнительном варианте осуществления аналитическая часть 4 трехмерного сканера 1 контроля поверхности содержит средство для передачи обработанных данных и/или данных по обнаруженным дефектам в блок 20 управления процессом, управляющий линией 13, 14 изготовления кабеля. Блок 20 управления процессом, управляющий линией изготовления кабеля, может изменять параметры технологического процесса производственной линии на основании данных по обнаруженным дефектам. Примерами параметров технологического процесса являются обороты экструдера, толщина слоя изоляции, температура зоны сшивания и температурный профиль в экструзионном устройстве. Кроме того, данные по обнаруженным дефектам определенных типов могут указывать на заклинивание или выход из строя какого-либо компонента линии изготовления кабеля. В зависимости от типа дефекта, оператор может немедленно принять меры для устранения проблемы, вызвавшей такой дефект, или остановить линию изготовления кабеля, чтобы избежать получение бракованного изделия.
Способ обнаружения поверхностных дефектов кабеля содержит трехмерный сканер 1 контроля поверхности. В этом способе кабель 2 производят на линии 13, 14 изготовления кабеля, в которой кабель 2 разматывают в узле 15 разматывания, затем снабжают одним или несколькими слоями экструдированного материала в экструзионном устройстве 16, после чего наматывают кабель в приемном узле 17. Трехмерный сканер 1 контроля поверхности расположен между узлом 15 отдачи и приемным узлом 17, при этом кабель 2 проходит через измерительную часть 3 трехмерного сканера 1 контроля поверхности со скоростью работы линии 13, 14 изготовления кабеля. Лучи 7 бесконтактных датчиков 6 для измерения расстояния направлены на внешнюю поверхность 8 кабеля 2 на участки 22 контроля, расположенные по окружности кабеля по длине внешней поверхности L кабеля 2 в направлении x перемещения кабеля 2. Бесконтактные датчики 6 для измерения расстояния формируют данные измерений, при этом приемник 9 аналитической части 4 принимает данные измерений, а процессор 10 обрабатывает их, выдавая данные про обнаружение дефектов.
В варианте осуществления этого способа аналитическая часть 4 трехмерного сканера 1 контроля поверхности передает обработанные данные и/или данные по обнаруженным дефектам в блок 20 управления процессом, который управляет линией изготовления кабеля.
В другом варианте осуществления этого способа блок 20 управления процессом, который управляет линией 13, 14 изготовления кабеля, изменяет параметры технологического процесса линии 13, 14 изготовления кабеля исходя из данных по обнаруженным дефекты.
В другом варианте осуществления этого способа линия для производства кабеля представляет собой линию 13 непрерывной вулканизации или линию 14 нанесения оболочки кабеля.
Заявленные трехмерный сканер 1 контроля поверхности, устройство и способ обнаружения поверхностных дефектов кабеля применимы к различным кабелям 2. Примером кабелей является кабель высокого напряжения или кабель сверхвысокого напряжения, который представляет собой кабель, используемый для передачи электроэнергии при высоком напряжении. Кабель, изготовленный на линии непрерывной вулканизации, состоит из проводника и изоляции. Проводник обычно содержит медь или алюминий. Изоляция обычно содержит три слоя экструдированного материала: оболочку проводника, изоляцию из сшитого полиэтилена и оболочку кабеля. Слои часто изготавливают путем одновременной совместной экструзии. После сшивания изоляция по всей толщине содержит побочные продукты. Чтобы обеспечить надлежащие свойства кабеля, перед наложением защитной оболочки необходимо провести операцию по дегазации. Обычно кабель высокого напряжения или кабель сверхвысокого напряжения имеет диаметр до 200 мм и вес до 80 кг/м.
Заявленные трехмерный сканер контроля поверхности, устройство и способ обнаружения поверхностных дефектов кабеля позволяют контролировать качество процесса экструзии в реальном времени. Заявленные трехмерный сканер контроля поверхности и устройство для обнаружения поверхностных дефектов кабеля обеспечивают непрерывный контроль качества экструдированных материалов при производстве кабеля. Заявленные трехмерный сканер поверхности, устройство и способ обнаружения поверхностных дефектов кабеля способны предоставить подробные данные измерений для внешней поверхности кабеля. Изобретенные трехмерный сканер контроля поверхности и устройство для обнаружения поверхностных дефектов кабеля также могут составлять часть системы обеспечения качества на предприятии по производству кабелей.
Для специалиста в этой области техники будет очевидно, что по мере развития технологии идея этого изобретения может быть реализована различными способами. Изобретение и его варианты осуществления не ограничены описанными выше примерами, но могут быть изменены не выходя за рамки объема формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система обнаружения дефектов поверхности бронированного кабеля | 2023 |
|
RU2808438C1 |
| Система обнаружения дефектов поверхности бронированного кабеля (2) | 2023 |
|
RU2801809C1 |
| СПОСОБ КОНТРОЛЯ СТАЛЬНОГО ЛИСТОВОГО ПРОКАТА НА НАЛИЧИЕ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ С ПРИМЕНЕНИЕМ ЛАЗЕРНЫХ ТРИАНГУЛЯЦИОННЫХ СКАНЕРОВ | 2022 |
|
RU2788586C1 |
| Триангуляционный метод измерения площади участков поверхности внутренних полостей объектов известной формы | 2017 |
|
RU2655479C1 |
| СИСТЕМА И СПОСОБ КОНТРОЛЯ КАЧЕСТВА ИЗДЕЛИЯ | 2012 |
|
RU2620868C2 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЗИРОВАННОЙ ПОВЕРХНОСТНОЙ ДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ПОДЗЕМНЫХ ГОРНЫХ ВЫРАБОТОК | 2022 |
|
RU2786912C1 |
| Способ определения фактического состояния канала ствола артиллерийских орудий и устройство для его реализации | 2023 |
|
RU2828997C1 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КОЛЁСНЫХ ПАР ВАГОНОВ | 2020 |
|
RU2744644C1 |
| Магнитная система сканера-дефектоскопа | 2016 |
|
RU2680103C2 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ УЗЛОВ ТЕЛЕЖЕК ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2480741C1 |
Группа изобретений относится к области дефектоскопии кабелей во время их производства. Техническим результатом является обеспечение возможности непрерывного мониторинга качества. Группа изобретений содержит сканер контроля поверхности для обнаружения дефектов на поверхности кабеля, содержит измерительную часть и аналитическую часть, при этом измерительная часть содержит бесконтактные датчики измерения расстояния, а кабель расположен между датчиками таким образом, чтобы лучи датчиков были направлены на внешнюю поверхность кабеля, на участки контроля, расположенные по окружности кабеля, на длину внешней поверхности кабеля в направлении перемещения кабеля для формирования данных измерений, а аналитическая часть содержит приемник данных измерений, процессор для обработки данные измерений, который обеспечивает формирование данных по обнаруженным дефектам и непрерывной трехмерной карты рельефа внешней поверхности кабеля, при этом аналитическая часть содержит нейронную сеть, обученную обнаружению поверхностных дефектов кабеля и выдавать данные по обнаруженным поверхностным дефектам, а также устройство и способ обнаружения поверхностных дефектов кабеля с использованием сканера. 3 н. и 10 з.п. ф-лы, 4 ил.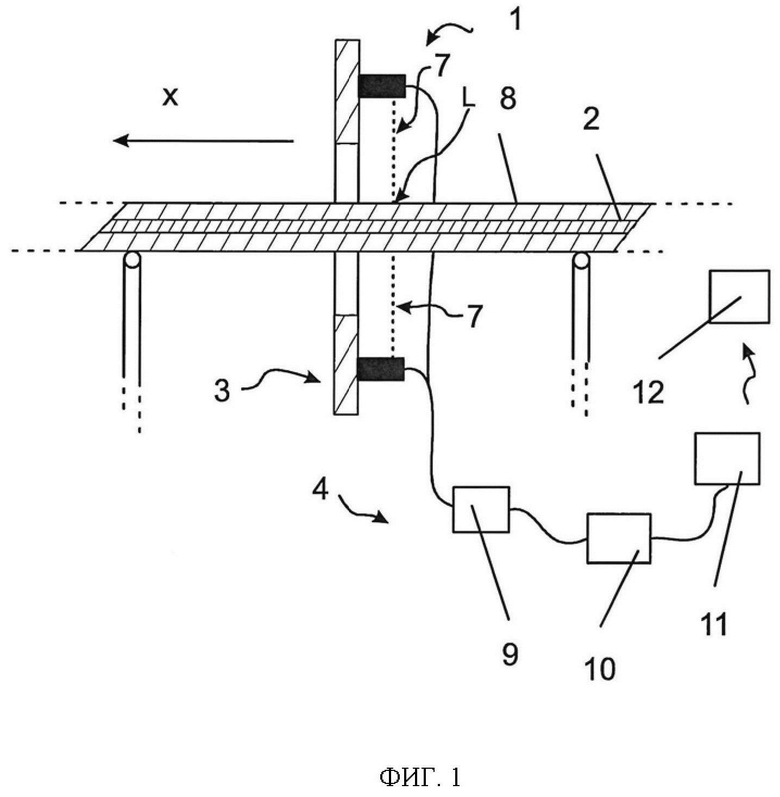
1. Сканер (1) контроля поверхности для обнаружения поверхностных дефектов кабеля (2), содержащий измерительную часть (3) и аналитическую часть (4), при этом измерительная часть (3) содержит, по меньшей мере, одну опорную часть (5) и бесконтактные датчики (6) для измерения расстояния, при этом датчики (6) содержат лазерные датчики смещения, расположенные на опорной части (5), кабель (2) установлен между датчиками (6) таким образом, что лучи (7) датчиков (6) направлены на внешнюю поверхность (8) кабеля (2) для контроля участков (22) по окружности кабеля (2) по всей длине (L) внешней поверхности (8) кабеля (2) в направлении (x) его перемещения для получения данных измерений, аналитическая часть (4) содержит приемник (9) для данных измерений и процессор (10) для обработки данных измерений, которые обеспечивают формирование данных про обнаружение дефектов, отличающийся тем, что лучи (7) бесконтактных датчиков (6) измерения расстояния направлены так, чтобы охватывать всю окружность кабеля (2), при этом датчики (6) выполнены с возможностью расчета расстояния до внешней поверхности (8) кабеля (2) путем фокусировки света, отраженного от внешней поверхности (8) кабеля (2), на приемник (9), который содержит светочувствительный элемент, при этом процессор (10) выполнен с возможностью создания непрерывной трехмерной карты рельефа внешней поверхности (8) кабеля (2), и при этом аналитическая часть (4) содержит нейронную сеть, обученную обнаружению поверхностных дефектов кабеля (2) и выводу данных по обнаруженным поверхностным дефектам кабеля (2).
2. Сканер контроля поверхности по п. 1, отличающийся тем, что бесконтактные датчики (6) измерения расстояния расположены по окружности, по существу, с равными интервалами.
3. Сканер контроля поверхности по п. 1 или 2, отличающийся тем, что аналитическая часть (4) содержит измерительный преобразователь (11) для передачи обработанных данных и/или данных по обнаруженным дефектам в удаленное хранилище данных (12).
4. Сканер контроля поверхности по любому из пп. 1 или 2, отличающийся тем, что процессор (10) выполнен с возможностью вычисления волнистости, овальности и/или плоскостности кабеля (2).
5. Устройство для обнаружения поверхностных дефектов кабеля (2), отличающееся тем, что содержит сканер (1) контроля поверхности по любому из пп. 1–4 и линию (13, 14) изготовления кабеля, содержащую узел (15) разматывания, экструзионное устройство (16) и приемный узел (17), при этом сканер (1) контроля поверхности установлен на линии (13, 14) изготовления кабеля между узлом (15) разматывания и приемным узлом (17) таким образом, что кабель (2) перемещается от узла (15) разматывания к приемному узлу (17) через измерительную часть (3) сканера (1) контроля поверхности.
6. Устройство для обнаружения поверхностных дефектов кабеля (2) по п. 5, отличающееся тем, что линия (13, 14) изготовления кабеля представляет собой линию (13) непрерывной вулканизации, которая производит кабель с изолированным проводником, при этом линия (13, 14) непрерывной вулканизации содержит секцию охлаждения (18), расположенную после экструзионного устройства (16) в направлении (x) перемещения кабеля, при этом сканер (1) контроля поверхности расположен после секции охлаждения (18) в направлении (x) перемещения кабеля (2).
7. Устройство для обнаружения поверхностных дефектов кабеля (2) по п. 6, отличающееся тем, что секция охлаждения (18) содержит охлаждающую трубку и торцевое уплотнение (19), обеспечивающее герметизацию охлаждающей трубы, при этом трехмерный сканер (1) контроля поверхности расположен после торцевого уплотнения (19) в направлении (x) перемещения кабеля (2).
8. Устройство для обнаружения поверхностных дефектов кабеля (2) по п. 5, отличающееся тем, что линия (13, 14) изготовления кабеля представляет собой линию (14) нанесения оболочки на кабель, при этом такая линия (14) нанесения оболочки на кабель содержит узел 15 разматывания, расположенный перед экструзионным устройством 16 в направлении (x) перемещения кабеля (2), при этом трехмерный сканер (1) контроля поверхности расположен между узлом (15) разматывания и экструзионным устройством (16) в направлении (x) перемещения кабеля (2).
9. Устройство для обнаружения поверхностных дефектов кабеля (2) по п. 7 или 8, отличающееся тем, что аналитическая часть сканера контроля поверхности содержит средство для передачи обработанных данных и/или данных по обнаруженным дефектам в блок (20) управления процессом, управляющий линией (13, 14) изготовления кабеля.
10. Способ обнаружения поверхностных дефектов кабеля (2), отличающийся тем, что кабель (2) производят на линии (13, 14) изготовления кабеля, в которой кабель (2) разматывают в узле (15) разматывания, наносят на кабель (2) один или несколько экструдированных слоев в экструзионном устройстве (16), а затем кабель (2) наматывают в приемном узле (17), при этом сканер (1) контроля поверхности по любому из пп. 1–4 расположен между узлом (15) разматывания и приемным узлом (17), при этом кабель (2) перемещается со скоростью работы линии (13, 14) изготовления кабеля через измерительную часть (3) сканера (1) контроля поверхности, в которой лучи (7) бесконтактных датчиков (6) измерения расстояния направлены на внешнюю поверхность (8) кабеля (2) для контроля участков (22) по окружности кабеля (2) по всей длине (L) внешней поверхности (8) кабеля в направлении (x) его перемещения, при этом бесконтактные датчики (6) измерения расстояния рассчитывают расстояние до внешней поверхности (8) кабеля (2) и формируют данные измерений, затем приемник (9) аналитической части (4) принимает данные измерений, процессор (10) обрабатывает эти данные измерений и создает на их основе трехмерную карту рельефа внешней поверхности (8) кабеля (2), причем упомянутая трехмерная карта рельефа обеспечивает данные по обнаруженным дефектам кабеля (2), а обученная нейронная сеть аналитической части (4) осуществляет выявление дефектов поверхности кабеля (2) и формирует результаты данных о выявленных дефектах поверхности кабеля (2).
11. Способ обнаружения поверхностных дефектов кабеля (2) по п. 10, отличающийся тем, что аналитическая часть (4) трехмерного сканера (1) контроля поверхности передает обработанные данные и/или данные по обнаруженным дефектам в блок (20) управления процессом, который управляет линией изготовления кабеля.
12. Способ обнаружения поверхностных дефектов кабеля (2) по п. 11, отличающийся тем, что блок (20) управления процессом, который управляет линией (13, 14) изготовления кабеля, изменяет параметры технологического процесса линии (13, 14) изготовления кабеля, исходя из данных по обнаруженным дефектам.
13. Способ обнаружения поверхностных дефектов кабеля (2) по любому из пп. 10–12, отличающийся тем, что линия (13, 14) изготовления кабеля представляет собой линию (13) непрерывной вулканизации или линию (14) нанесения оболочки на кабель.
| US 20150300810 A1, 22.10.2015 | |||
| US 20100132910 A1, 24.10.1984 | |||
| УСТРОЙСТВО ДЛЯ ДИАГНОСТИКИ НЕСПЛОШНОСТЕЙ ПОВЕРХНОСТНОГО СЛОЯ МЕТАЛЛОПРОКАТА ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 2004 |
|
RU2263906C2 |
| US 7755749 B2, 13.07.2010. | |||

