Область техники, к которой относится изобретение
Изобретение относится к текстурированиюповерхности материала, более точно, к способам изготовления рулонного текстурированного листового материала.
Предпосылки создания изобретения
Слоистые материалы имеют применение в различных областях (например, строительных материалах, панелях для автомобилей, промышленных изделиях массового производства). Для соединения слоев при изготовлении слоистых материалов обычно используется адгезив. Тем не менее, адгезивы имеют множество известных недостатков. Они являются дорогостоящими, пачкающими и испускают ядовитые пары. Многие стандартные адгезивы, используемые для прослаивания разнородных материалов, также имеют тенденцию отклеиваться или разрываться/растрескиваться под действием различных стрессов (температуры, изгиба, резки). Кроме того, адгезивы нежелательны с природоохранной точки зрения, поскольку они загрязняют материалы, на которые их наносят, и препятствуют повторному использованию или утилизации слоев. Желателен слоистый материал без применения адгезива без ущерба для прочности материала.
Известно механическое соединение отдельных деталей (например, тормозного щита с фрикционным материалом), которое с большим успехом применяется для соединения относительно тяжелых плит из относительно толстой стали, но не непрерывного материала более массового производства, который может использоваться для изготовления не содержащих адгезива слоистых материалов, включая более тонкие слоистые материалы.
Кроме того, в настоящее время возможные разновидности размеров и форм таких деталей ограничены. Чтобы обеспечить механическое соединение деталей, обычно подают из питателя магазинного типа заготовки, которые должны иметь одинаковый размер и очертания. Это является неудобством для более массового производства, изделий с индивидуальными размерами или по желанию заказчика, которые могут быть желательными для применения, в частности, в строительных материалах.
Желательно создание непрерывного способа изготовления рулонного материала с текстурированной (готовой к механическому соединению) поверхностью.
Краткое изложение сущности изобретения
Предложен способ изготовления рулонного текстурированного листового материала. По мере непрерывной подачи плоского листового материала на него многократно оказывают ударное воздействие зазубренные ножи, каждый из которых формирует на листовом материале ряд приподнятых и в целом остроконечных структур, придающих ему текстуру. Ножи предпочтительно приводятся в действие в целом сверху вниз и поперек листового материала с целью выдавливания остроконечных структур из листового материала. Остроконечные структуры могут иметь наклонную форму или форму крюка. В одном из вариантов осуществления крюк закручен или изогнут от оси ряда. Форма крюка определяется формой зазубрин на ножах и траекторией движения ножей. Для придания формы крюка предпочтительно не требуется дополнительная (вспомогательная) операция.
Ножи предпочтительно расположены таким образом, что способны формировать непрерывный ряд остроконечных структур, преимущественно перекрывающих листовой материал в ширину. Один нож предпочтительно способен формировать непрерывный ряд остроконечных структур, преимущественно перекрывающих листовой материал в ширину. Ножи предпочтительно объединены в один или несколько пакетов с целью формирования нескольких рядов остроконечных структур за один проход.
Способ может включать обнаружение конца подачи и прекращения ударного воздействия.
Ряды предпочтительно формируют преимущественно без зазоров по всей длине листа. Возможны различные конфигурации, расположения, плотности и размеры выступов. В одном из вариантов осуществления каждая остроконечная структура имеет окончательную высоту менее 0,0100 дюйма. Размеры остроконечных структур могут быть основаны на многоуровневой шкале крюков для различных применений, таких как:
супер - максимальная высота крюка 0,070 дюйма,
нормальный - максимальная высота крюка 0,060 дюйма,
мини - максимальная высота крюка 0,045 дюйма,
микро - максимальная высота крюка 0,030 дюйма.
В этом варианте осуществления предпочтительно каждая остроконечная структура имеет окончательную толщину в основании менее 0,050 дюйма, более предпочтительно менее 0,040 дюйма. В этом варианте осуществления предпочтительно каждая остроконечная структура имеет окончательную высоту от около 150% до около 300% толщины листового материала (и при необходимости не более максимальной высоты крюка каждого типа). В этом варианте осуществления предпочтительно плотность остроконечных структур листового материала составляет приблизительно 30-200 остроконечных структур на квадратный дюйм, более предпочтительно приблизительно 40 крюков размера супер и нормального размера на квадратный дюйм; 80 крюков размера мини на квадратный дюйм; 190 крюков размера микро на квадратный дюйм. Тем не менее, возможно большое разнообразие размеров и геометрий крюков. Кроме того, крюки необязательно должны быть расположены в виде точно совпадающих рядов по всему материалу и могут быть предусмотрены в определенных зонах или областях в соответствии с конкретным применением.
Также возможен двусторонний способ, в котором ударное воздействие ножей вызывает формирование остроконечных структур с обеих сторон листового материала.
Возможны различные стадии после текстурирования. Текстурированный листовой материал может просто сматываться в рулон после стадии ударного воздействия. Текстурированный листовой материал может разрезаться на отрезки или полосы после стадии ударного воздействия. Текстурированный листовой материал может подаваться непосредственно на участок соединения текстурированного листового материала с другим материалом. Существуют другие варианты формования и профилирования. Например, текстурированный листовой материал может подвергаться роликовому профилированию или гибке с целью изготовления труб (круглых или иных) или каналов, углов или других профилей.
Из текстурированного листового материала могут изготавливаться различные конечные продукты: материал в рулонах, изделия из текстурированного материала, композит из составного материала/слоистый материал, изделия или отрезки из профилированного, раскатанного или гнутого листового материала.
Механическое соединение позволяет объединять разнородные материалы в слоистый материал и тем самым сочетать и усиливать свойства каждого материала (например, придавать прочность или жесткость пластичному, эластичному или хрупкому верхнему слою за счет тонкого металлического защитного слоя). Оно также может использоваться для изготовления высокопрочных легких материалов, поскольку отдельные компоненты могут быть очень легкими, но вся скомпонованная структура обладает значительной прочностью за счет фиксирующей способности встроенных крюков, которые не позволяют материалу легко изгибаться. За счет этого также может уменьшаться потребность в дорогостоящих и экзотических материалах, поскольку свойства двух или более материалов, возможно, более низкого качества (или используемых повторно) могут легко сочетаться с целью достижения более желаемых характеристик. Слоистые материалы как таковые также могут формоваться и прессоваться предпочтительно путем сначала нагрева, по меньшей мере, до частичного размягчения любых неметаллических слоев.
Рулонный текстурированный материал может иметь другие применения помимо изготовления слоистых готовых изделий. Материал может использоваться как таковой в качестве разрезанного по заданной длине строительного материала, текстурированная поверхность которого обеспечивает противоскользящую или готовую к соединению поверхность (например, для размещения второго рулонного слоя в месте установки). Крюки на поверхности придают ей текстуру, позволяющую размещать и захватывать материалы (например, волокнистые материалы, в волокна которых внедряются крюки и захватывают их). Также могут использоваться тонкие полосы материала в качестве ленты для обвязывания или закрепления сыпучих или рыхлых материалов (в которые легко внедряются крюки при вдавливании ленты в материал, чтобы "склеить" и закрепить его).
Краткое описание чертежей
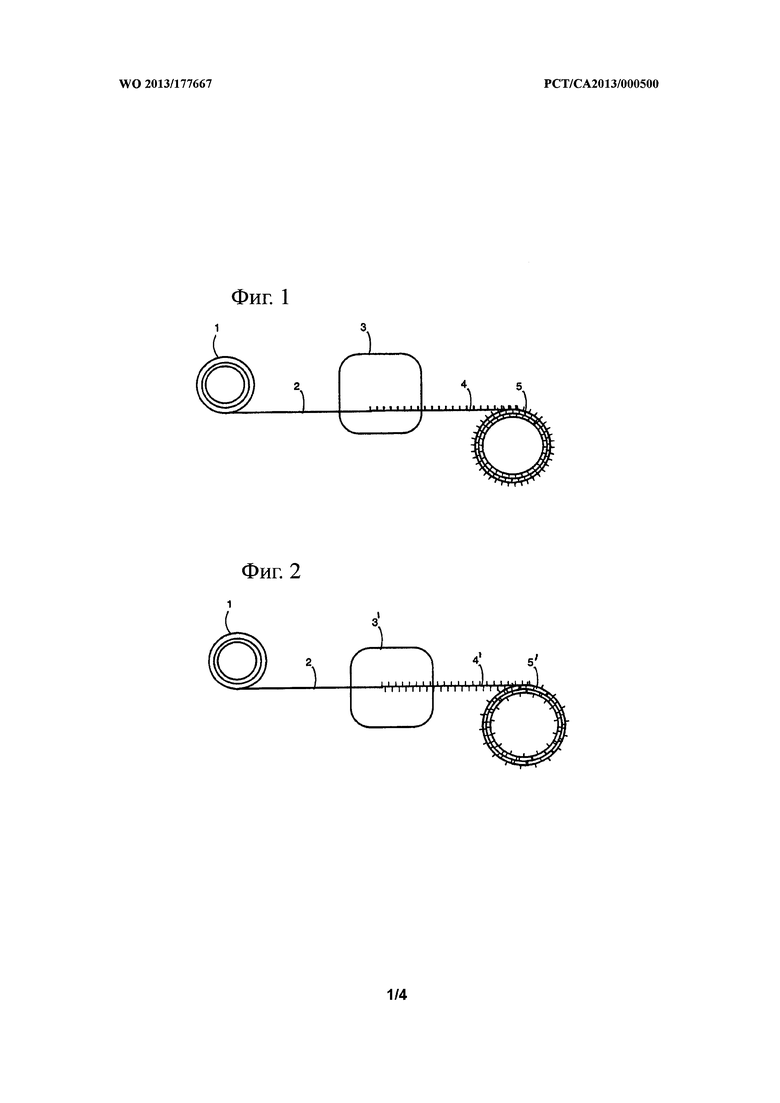
На фиг. 1 показан способ одностороннего текстурирования,
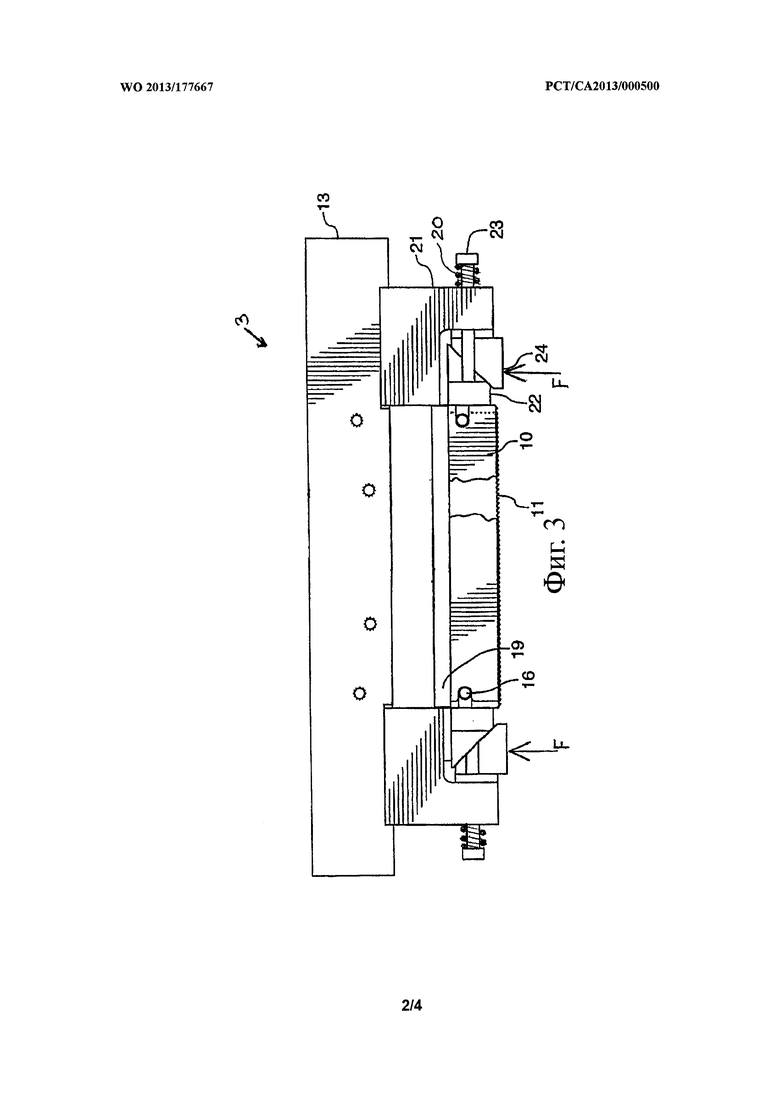
на фиг. 2 показан способ двустороннего текстурирования,
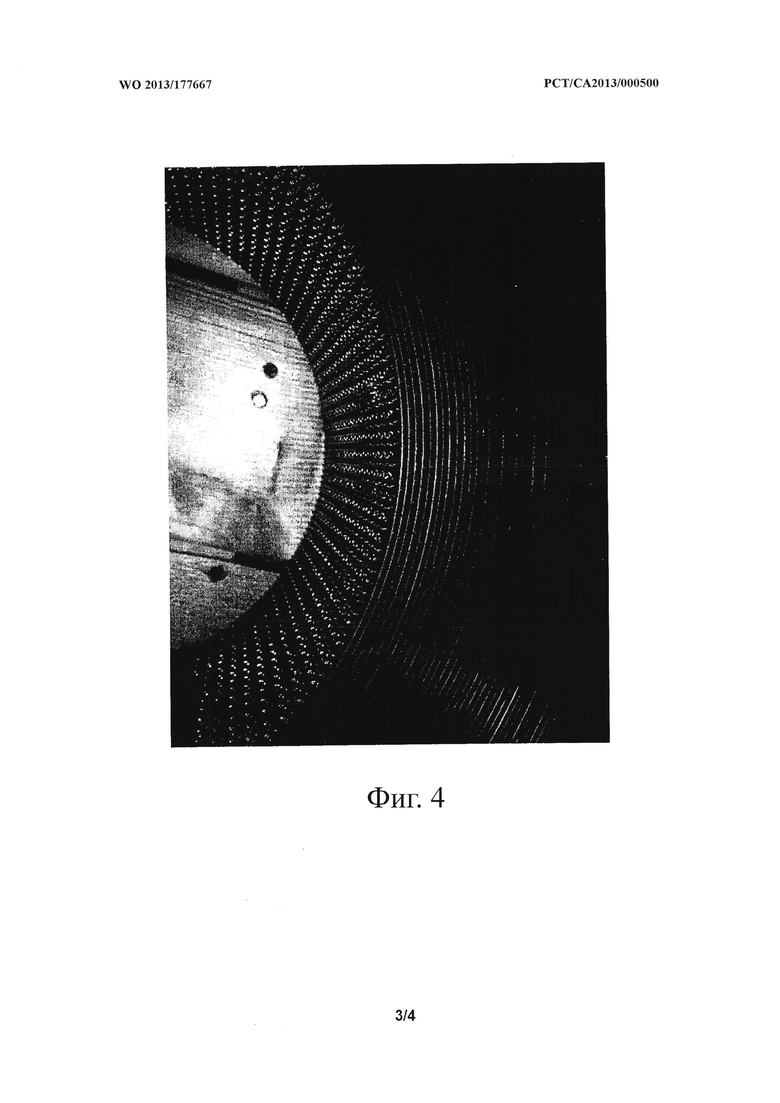
на фиг. 3 показан вид в плане примера устройства, используемого для одностороннего текстурирования,
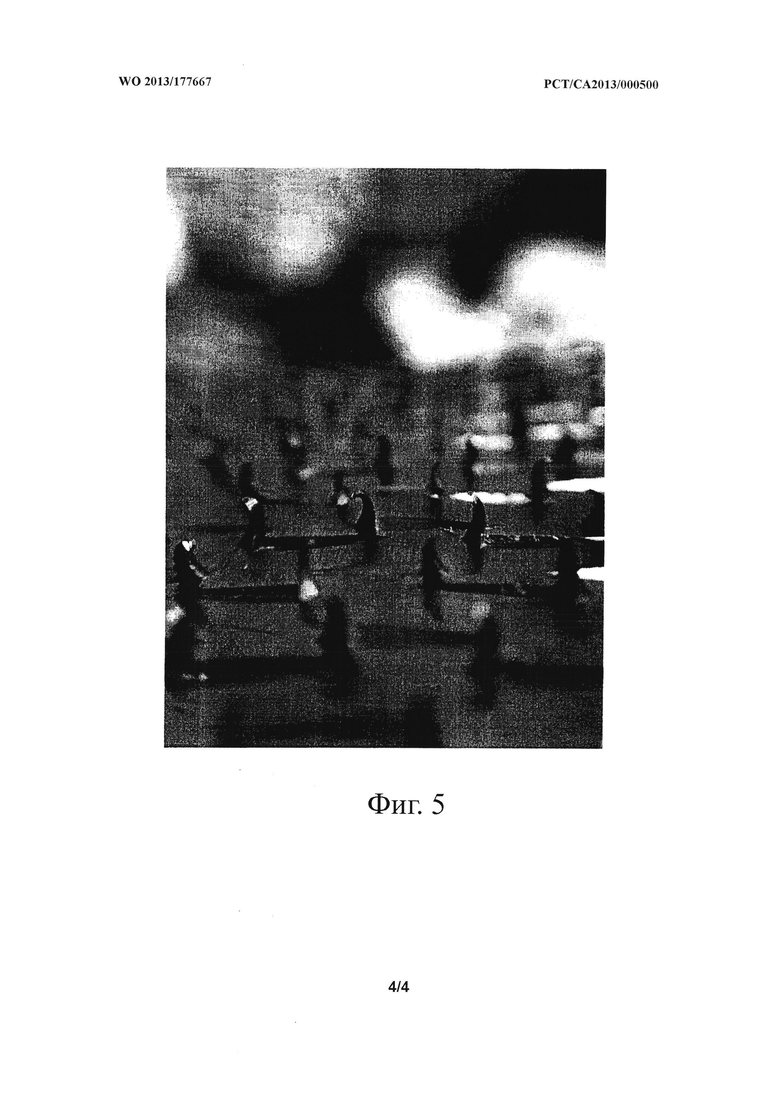
на фиг. 4 показан готовый рулон рулонного листового материала с односторонней текстурой,
на фиг. 5 показано изображение крупным планом текстуры, проиллюстрированной на фиг. 3.
Подробное описание
Предложен способ изготовления рулонного текстурированного листового материала. По мере непрерывной подачи плоского листового материала на него многократно оказывают ударное воздействие зазубренные ножи, каждый из которых формирует на листовом материале ряд приподнятых и в целом остроконечных (штыреобразных) структур, придающих ему текстуру.
Способ в обобщенном виде проиллюстрирован на фиг. 1. Подающий механизм вытягивает материал 2 с катушки 1 (или подающей бобины). Материал подается в устройство 3 для текстурирования. В устройстве используются ножи (не показанные) для ударного воздействия на материал и формирования приподнятых остроконечных структур на его поверхности. Выходящий из устройства материал имеет остроконечные структуры. Затем этот текстурированный материал 4 подают на катушку 5 (или приемную бобину).
Как показано на фиг. 2, материал 2 также может текстурироваться с обеих сторон. Подающий механизм вытягивает материал 2 с катушки 1 (или подающей бобины). Материал подает в модифицированное устройство 3', которое содержит противолежащие участки ударного воздействия (не показанные ножи, расположенные с обеих сторон материала). Выходящий из устройства материал имеет остроконечные структуры с обеих сторон. Затем этот текстурированный материал 4' подают на катушку 5' (или приемную бобину).
В качестве альтернативы, рулон текстурированного с одной стороны материала 4 может второй раз подаваться через устройство, чтобы текстурировать противоположную поверхность с использованием соответствующей опоры для защиты остроконечных структур на первой поверхности.
Как показано на фиг. 5, остроконечные структуры могут иметь формы крюков. Каждый крюк как одно целое выполнен из самого материала, т.е. выдавлен или выбит из поверхности материала ножами ударного воздействия. Поскольку крюки не пробиты насквозь через противоположную сторону, нижележащий материал не прокалывается и не перфорируется, и сохраняет целостность сплошного массива. Остроконечные структуры (в данном случае крюки) подробно показаны на фиг. 4. Устройство и оснастка могут быть модифицированы с целью придания крюкам различных форм, размеров и плотностей в зависимости от требований к материалу и допусков.
Ножи устройства предпочтительно скомпонованы со смещением относительно противолежащих ножей (т.е. ножи комплекта "А" и ножи комплекта "В" чередуются друг с другом дюйма, при этом ножи комплекта "А" расположены с одной стороны, а ножи комплекта "В" расположены с противоположной стороны). В результате боковых ударных воздействий со стороны устройства ножи комплекта "А" и ножи комплекта "В" сближаются друг с другом, и их зазубрины выдавливают или выбивают крюки из поверхности материала.
Для приведения ножей в действие и формирования крюков может использоваться устройство различных типов. В одном из применимых вариантов осуществления используется пресс, чтобы зазубренные ножи входили в листовой материал в целом поперечно его поверхности. Как показано на фиг. 3, устройство 3 содержит верхнюю плиту 13 матрицы (она может быть вмонтирована в пресс или являться частью отдельного узла, приводимого в действие независимым прессом, как в заявке СА 2760923, поданной 6 декабря 2011 г., публикация ожидается). Устройство имеет поперечные штоки 16, подвешенные к устройству и скользящие внутри прорезей в ножах 10. Со штоками соединены возвратные пружины (не показанные), смещающие штоки навстречу друг другу. Над ножами расположена нажимная плита 19. На верхней плите матрицы вблизи кромок ножей поперечно установлены два блочных корпуса 21. На каждом блочном корпусе с помощью направляющего болта 23 установлен ударный блок 22, который расположен преимущественно параллельно продольной оси ножей. В каждом корпусе вблизи ударного блока подвижно установлен ползун 24.
В процессе работы пресс (не показанный) прижимает верхнюю плиту 13 матрицы устройства 3 к материалу, поданному в зону ударного воздействия на материал под ножами 10. Под действием пресса ползун 24 ударяется о нижнюю поверхность пресса (не показанного) до того, как ножи 10 оказывают ударное воздействие на поверхность материала. В результате ударного воздействия на нижнюю поверхность материала ползун поднимается относительно ударного блока 22, побуждая наклонную поверхность 24 прилагать усилие к ударному блоку в направлении, преимущественно параллельном продольной оси ножей. Под действием этого усилия каждый ударный блок перемещает отдельные ножи в противоположных направлениях вдоль их соответствующих продольных осей. Поскольку до ударного воздействия с каждым ударным блоком соприкасаются только чередующиеся ножи, ударный блок толкает соседние ножи в противоположных направлениях. Ножи предпочтительно перемещаются до соприкосновения с поверхностью материала.
Зазубрины 11 ножей вдавливаются в материал, при этом ножи также скользят по штокам 16, параллельным их продольным осям. Это перемещение сверху вниз одновременно со скольжением побуждает каждую зазубрину 11 ножа формировать одну из остроконечных структур (крюк).
После того, как пресс поднимается, возвратные пружины 20 возвращают ползун 24 в исходное положение, а другие пружины (не показанные) возвращают ножи 10 и ударный блок 22 в их исходные положения. Ножи извлекают из материала, который затем продвигается (по ходу) подающим механизмом с целью формирования другого текстурированного участка.
На фиг. 4 и 5 проиллюстрирован один из возможных вариантов осуществления готового текстурированного листового материала. Как показано, материал может быть свернут в рулон (или намотан на приемную бобину) и продаваться как рулонный (готовой к механическому соединению) материал.
Готовый материал может разрезаться с целью изготовления конкретных изделий или объединяться с одним или несколькими разнородными материалами в двухслойный или многослойный слоистый материал.
Материал также может подвергаться другим последующим операциям (например, штампования профилированных деталей/полос/изделий, объединения с одним или несколькими разнородными материалами в слоистый материал или другого формоизменения). В одном из вариантов осуществления рулонный материал может подвергаться роликовому профилированию или гибке для придания трехмерного профиля (например, формы цилиндрической или другой профильной трубы).
В описанном способе могут применяться различные пластичные материалы. Хотя на фиг. 4 и 5 проиллюстрирован металлический листовой материал, было обнаружено, что способ также действует при использовании различных твердых пластмасс (с твердостью по Шору приблизительно D55 и более) и других материалов в определенных интервалах ширины и толщины. Листовой материал также может подвергаться охлаждению или нагреву до ударного воздействия, чтобы сделать его более пластичным или поддающимся операции текстурирования. Например, для применения этого способа могут подвергаться охлаждению или замораживанию мягкие и эластичные материалы (включая материалы с меньшей твердостью по Шору, чем предложенная твердость D55).
Кроме того, хотя может выбираться материал, способный удерживать вертикальную остроконечную структуру, как это описано и проиллюстрировано, также может быть выгодным обрабатывать этим способом материал, у которого крюки не остаются поднятыми, а оседают. Способ может быть выгоден просто для придания шероховатости или неровности поверхности материала.
В приведенном описании проиллюстрированы лишь некоторые предпочтительные варианты осуществления изобретения. Изобретение не ограничено проиллюстрированными примерами. Соответственно, специалисты в данной области техники поймут, что при использовании или осуществлении идей описанного изобретения возможны модификации и разновидности. Объем притязаний не ограничен предпочтительными вариантами осуществления, представленными в примерах, и ему должно даваться наиболее широкое целенаправленное толкование в соответствии с описанием в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА СЛОИСТОГО МАТЕРИАЛА | 2013 |
|
RU2623255C2 |
| ШУМОПОДАВЛЯЮЩАЯ ПРОКЛАДКА | 2014 |
|
RU2604226C1 |
| УСТРОЙСТВО И СПОСОБ ЛАМИНИРОВАНИЯ УЗКИХ НЕТКАНЫХ ПОЛОТЕН ПОЛИМЕРНОЙ ПЛЕНКОЙ И МАТЕРИАЛ, ИЗГОТОВЛЕННЫЙ ПО ЭТОМУ СПОСОБУ | 1996 |
|
RU2156693C2 |
| ДЕКОРАТИВНАЯ ТЕРМОПЛАСТИЧНАЯ СТРУКТУРА | 2008 |
|
RU2470787C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПРОКАТКИ МЕТАЛЛА | 2015 |
|
RU2693246C2 |
| НАПАЛЬЧНИК | 2001 |
|
RU2264146C2 |
| МАТЕРИАЛ, ЗАЩИЩАЮЩИЙ ОТ КОЛЮЩЕГО И БАЛЛИСТИЧЕСКОГО УДАРОВ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2473862C2 |
| ПОГЛОЩАЮЩИЕ И СТОЙКИЕ К РЕЗАНИЮ ЛИСТОВЫЕ МАТЕРИАЛЫ МНОГОЦЕЛЕВОГО НАЗНАЧЕНИЯ | 2000 |
|
RU2221698C2 |
| СТРУКТУРИРОВАННАЯ НАСАДКА, КОЛОННА И СПОСОБ ДИСТИЛЛЯЦИИ | 1992 |
|
RU2036717C1 |
| ПОВЫШЕНИЕ УДАРОПРОЧНОСТИ ПРИ ПАДЕНИИ КОНТЕЙНЕРА, ИЗГОТОВЛЕННОГО ИЗ ЕРЕТ С ПОМОЩЬЮ ЕВМ | 2015 |
|
RU2718057C2 |
Группа изобретений относится к области обработки листового материала и может применяться для создания рулонного текстурированного материала, изделий из текстурированного материала, композита из составного материала, а также профилированного, раскатанного или гнутого листового материала. При осуществлении способа изготовления рулонного текстурированного листового материала непрерывно подают материал в устройство для текстурирования. Многократно ударно воздействуют на материал зазубренными ножами. Формируют в результате воздействия ряд приподнятых остроконечных структур. На стадии ударного воздействия приводят в действие первый нож сверху вниз и поперек материала и второй нож сверху вниз поперек материала в обратном направлении. Обеспечивается возможность непрерывного изготовления материала с текстурированной поверхностью. 5 н. и 16 з.п. ф-лы, 5 ил.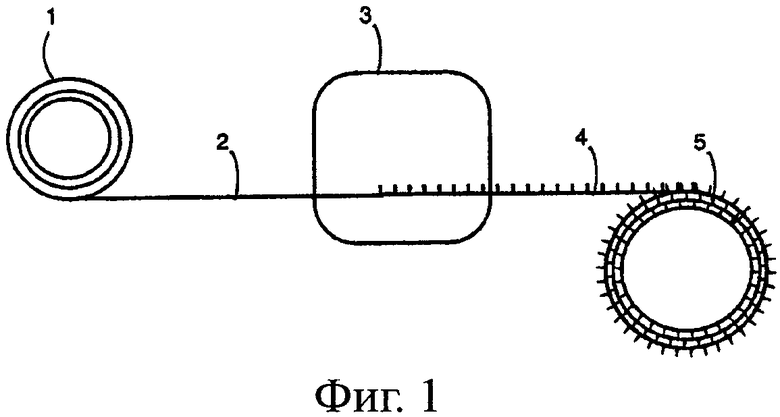
1. Способ изготовления рулонного текстурированного листового материала, включающий:
непрерывную подачу плоского листового материала в устройство для текстурирования, и
многократное ударное воздействие на листовой материал зазубренными ножами устройства для текстурирования, каждый из которых формирует на листовом материале ряд приподнятых и в целом остроконечных структур, придающих ему текстуру,
при этом стадия ударного воздействия включает приведение в действие первого из ножей в целом сверху вниз и поперек листового материала и приведение в действие второго из ножей целом сверху вниз и поперек листового материала в противоположном направлении.
2. Способ по п. 1, в котором ножи приводятся в действие в целом сверху вниз и поперек листового материала с целью выдавливания остроконечных структур из листового материала.
3. Способ по п. 1, в котором остроконечные структуры имеют наклонную форму или форму крюка.
4. Способ по п. 1, в котором ряд, создаваемый по меньшей мере одним из ножей, является непрерывным и преимущественно перекрывает листовой материал в ширину.
5. Способ по п. 1, в котором каждый из рядов является непрерывным и преимущественно перекрывает листовой материал в ширину.
6. Способ по п. 1, в котором ножи образуют один или несколько комплектов, а стадия ударного воздействия включает ударное воздействие на листовой материал по меньшей мере одним комплектом с целью формирования нескольких рядов остроконечных структур за один проход.
7. Способ по п. 1, дополнительно включающий обнаружение конца подачи и прекращение ударного воздействия.
8. Способ по п. 1, в котором по всей длине листа формируют ряды преимущественно без зазора.
9. Способ по п. 1, в котором каждая остроконечная структура имеет окончательную высоту менее 0,100 дюйма.
10. Способ по п. 1, в котором каждая остроконечная структура имеет окончательную толщину в основании менее 0,050 дюйма.
11. Способ по п. 1, в котором каждая остроконечная структура имеет окончательную высоту от около 150% до около 300% толщины листового материала.
12. Способ по п. 1, в котором плотность остроконечных структур листового материала составляет приблизительно 30-200 структур на квадратный дюйм.
13. Способ по п. 1, в котором на стадии ударного воздействия формируют остроконечные структуры с обеих сторон листового материала.
14. Способ по п. 1, дополнительно включающий наматывание текстурированного листового материала на бобину после стадии ударного воздействия.
15. Способ по п. 1, дополнительно включающий резку текстурированного листового материала на отрезки или полосы после стадии ударного воздействия.
16. Способ по п. 1, дополнительно включающий подачу текстурированного листового материала на участок соединения текстурированного листового материала с другим материалом.
17. Способ по п. 1, дополнительно включающий формование, раскатку или гибку текстурированного листового материала.
18. Рулонный текстурированный листовой материал, изготовленный способом по п. 14.
19. Изделие из текстурированного материала, изготовленное способом по п. 15.
20. Композит из составного материала, изготовленный способом по п. 16.
21. Профилированный, раскатанный или гнутый листовой материал, изготовленный способом по п. 17.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ОДНОРАЗОВЫХ ВПИТЫВАЮЩИХ ИЗДЕЛИЙ | 2003 |
|
RU2316300C2 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |

