Изобретение относится к технологии машиностроения, а более конкретно к устройствам для термосиловой обработки маложестких осесимметричных деталей типа «вал».
Известно устройство для термосиловой обработки, содержащее многослойный сборно-секционный стапель, выполненный в виде трубы из материала с коэффициентом линейного расширения большим, чем у изделия, внутреннее пространство которого заполнено наполнителем из песка с чугунной стружкой, радиаторы с радиальными пазами, установленные на наружной поверхности изделия по всей его длине, крышки подпятника и сферические пяты для жесткой фиксации изделия с обеих сторон относительно торцов стапеля [Заявка СССР №4689434, C21D 9/06, 1985].
Недостатком данного устройства является сложность конструкции из-за наличия в конструкции сборного многослойного стапеля, и большого количества радиаторов, а также вредные условия труда, т.к. при охлаждении устройства в масле наполнитель стапеля пропитывается маслом, а скорость его охлаждения очень мала, поэтому происходит выгорание масла и, как следствие, задымление производственных площадей.
Известно устройство для термосиловой обработки валов малой жесткости, включающее стапель, который выполнен в виде трубы из металла с коэффициентом линейного расширения большим, чем у изделия [Авторское свидетельство СССР №1407969, кл. C21D 1/62, 1/63, 1988].
Недостатком данного устройства являются ограниченные технологические возможности, т.к. вал испытывает только деформации растяжения, при этом при обработке возможно проявление неравномерной по длине вала остаточной деформации, что ведет к нестабильности геометрии детали в эксплуатационной период и потере точности.
Известно устройство для термосиловой обработки валов, включающее стапель, который выполнен в виде трубы из металла с коэффициентом линейного расширения большим, чем у изделия, резьбовым механизмом фиксации детали с обоих концов в виде двух крышек с центральным отверстием, переходящим в отверстие с внутренней сферической поверхностью, двух шайб - сфер и двух гаек для силового замыкания и тяг с резьбой на внутренней и наружной поверхностях [Патент РФ №2260628, кл. C21D 9/06, 2003].
Недостатком данного устройства являются ограниченные технологические возможности, т.к. вал испытывает только деформации растяжения, при этом при обработке возможна неравномерная по длине вала остаточная деформация, что ведет к нестабильности геометрии детали в эксплуатационной период и потере точности.
Наиболее близким устройством того же назначения к заявленному изобретению, выбранным в качестве прототипа, является устройство для термосиловой обработки валов, включающее вертикально установленный стапель, выполненный из материала с коэффициентом линейного расширения большим, чем у детали, резьбовый механизм фиксации в виде двух опорных крышек, выполненных с возможностью неразъемного соединения со стапелем с использованием устанавливаемых в отверстиях крышек цилиндрических тяг с резьбой на внутренней и наружной поверхности, причем по внутренней резьбе фиксируют деталь, а по наружной - гайку для силового замыкания, стапель выполнен в виде цилиндрической трубы с фланцами на обоих концах, служащими для размещения на них опорных крышек, верхняя из которых выполнена с возможностью вращения ее относительно стапеля в крутильном направлении, а нижняя - жестко зафиксирована, тяги выполнены с возможностью ограничения их поворота в крутильном направлении посредством осей, устанавливаемых в отверстиях тяг, при этом верхний фланец стапеля выполнен с профильной отбортовкой, имеющей выступы, размещенные диаметрально напротив друг друга, а в теле верхней опорной крышки радиально и симметрично установлены оси, выступающие наружу концы которых выполнены с возможностью контактного взаимодействия с профильной поверхностью верхнего фланца стапеля, нижняя тяга выполнена с возможностью силового замыкания с использованием сферической шайбы, поджимаемой гайкой и размещенной в сферическом гнезде нижней опорной крышки, а также с возможностью силового размыкания оси тяги выполнением диаметрального отверстия в виде продольного паза, сопрягаемого с таким же пазом в теле нижней опорной крышки, а верхняя тяга выполнена с возможностью предотвращения прокручивания гайки относительно верхней опорной крышки с использованием штифтов, распределенных в продольном направлении в полуцилиндрических углублениях граней гайки и цилиндрических отверстиях тела верхней опорной крышки [Патент РФ №2361281, кл. C21D 8/00, 2010].
Недостатком данного устройства являются ограниченные технологические возможности, т.к. вал испытывает только деформации, равные разнице температурных удлинений, недостаток по технологичности изготовления сферических шайб, сложность разборки, для силовых элементов ограниченность по нагрузке из-за штифтовых креплений, работающих на изгиб в условиях трения, и ограниченность их по конструктивным параметрам, компенсирующим несоосность и перекосы заготовки, по углу поворота заготовки, неравномерность прогрева заготовки из-за различного теплоотвода по краям и в центре заготовки, из-за неравномерного теплоотвода от стапеля.
Задача, на решение которой направлено заявляемое изобретение, является совершенствование конструкции устройства для термосиловой обработки, обеспечивающее повышение качества термосиловой обработки за счет расширения технологических возможностей по величине деформации, равномерности прогрева заготовки, повышения жесткости конструкции при упрощении ее изготовления.
Задача решается тем, что устройство для термосиловой обработки осесимметричных деталей содержит вертикально установленный стапель из материала с коэффициентом линейного расширения большим, чем у вала с резьбой на обоих концах, резьбовой механизм фиксации вала в стапеле с обоих концов в виде цилиндрических тяг с резьбой на внутренней поверхности, по которой фиксируют вал, на обоих концах стапеля размещают опоры, наружный нагревательный элемент, опоры выполнены с фланцевой и направляющей частями, на верхнем торце стапеля имеется выступ прямоугольного профиля, расположенный радиально, верхняя опора имеет на направляющей части вверху две параллельные лыски, в нижней - сквозной паз, опирается на верхний торец стапеля через две прорезные скошенные шайбы, который имеют паз прямоугольной формы шириной, такой же как ширина лысок в направляющей части верхней опоры, в ней перпендикулярно оси установлена ось, на которую через разборный вкладыш сферической формы опирается цилиндрическая тяга с резьбой, стапель по периметру имеет выполненные по винтовой линии короткие пазы, повторяющиеся с равным по периметру шагом, внутри стапеля устанавливается теплоизолирующая труба, а внутри нее внутренний нагревательный элемент вокруг вала, скошенные шайбы охватываются упругим кольцом, нижняя опора фиксируется относительно стапеля штифтами, скошенные шайбы наклонными участками опираются друг на друга, прилегающая к стапелю нижняя шайба обхватывает выступ на верхнем торце стапеля и лыски на направляющей части верхней опоры, а верхняя шайба, прилегающая к верхней опоре, имеет буртики, которые сопрягаются с лысками на фланцевой части верхней опоры и также охватывают лыски на направляющей части верхней опоры.
Опоры, выполненные с фланцевой и направляющей частями, обеспечивают надежную фиксацию вала в стапеле при возможности его самоустановки за счет разделения опорных и установочных функций между конструктивными элементами.
Выступ прямоугольного профиля, расположенный радиально на верхнем торце стапеля, обеспечивает надежное замыкание в этом сечении между опорами и стапелем в крутильном направлении.
Две параллельные лыски вверху на направляющей части верхней опоры создают силовое замыкание в крутильном направлении с равномерной нагрузкой и минимальными напряжениями в опоре.
Сквозной паз в нижней части верхней опоры обеспечивает компактную компоновку устройства самоустановки вала.
Выполнение верхней опоры с установкой на верхний торец стапеля через две прорезные скошенные шайбы, которые имеют паз прямоугольной формы, шириной, такой же как ширина лысок в направляющей части верхней опоры, обеспечивает надежное силовое замыкание и в продольном, и в крутильном направлениях при легкости разборки данного соединения.
Установка верхней опоры с осью, перпендикулярной ее оси, на которую через разборный вкладыш сферической формы опирается цилиндрическая тяга с резьбой, обеспечивает свободное смещение и поворот резьбового механизма крепления вала и за счет этого самоустановку вала и компенсацию несоосностей захватов, перекос опорных поверхностей стапеля и опор.
Выполнение по винтовой линии коротких пазов, повторяющихся с равным по периметру шагом, в стапеле обеспечивает подкрутку опорных торцов стапеля и скручивание заготовки, это создает в валу комплексные напряжения, что уменьшает необходимые осевые нагрузки для того, чтобы выйти в зону текучести.
Установка внутри стапеля теплоизолирующей трубы и внутри нее внутреннего нагревательного элемента вокруг вала, обеспечивает независимый температурный режим обработки вала за счет раздельного нагрева вала и стапеля, что расширяет технологические возможности и повышает качество обработки, а также равномерность и быстроту прогрева заготовки вала.
Охват скошенных шайб упругим кольцом обеспечивает непрерывный поджим этими шайбами верхней опоры относительно стапеля при температурной деформации вала, когда он удлиняется быстрее стапеля, что устраняет температурный зазор.
Фиксация нижней опоры относительно стапеля штифтами обеспечивает надежную фиксацию в крутильном направлении на нижнем торце стапеля.
Выполнение скошенных прорезных шайб с наклонными участками с опорой друг на друга по ним обеспечивает изменение расстояния между опорными плоскостями шайб с параллельным их положением при изменении расстояния между торцом стапеля и опоры при температурных деформациях.
Выполнение прилегающей к стапелю нижней шайбы с охватом выступа на верхнем торце стапеля и лыски на направляющей части верхней опоры создает силовое замыкание стапеля и опоры.
Выполнение шайбы, прилегающей к верхней опоре с буртиками, которые сопрягаются с лысками на фланцевой части верхней опоры, а также охват лысок на направляющей части верхней опоры шайбой распределяет усилия при их фиксации равномерно между различными поверхностями опоры, повышая ее несущую способность.
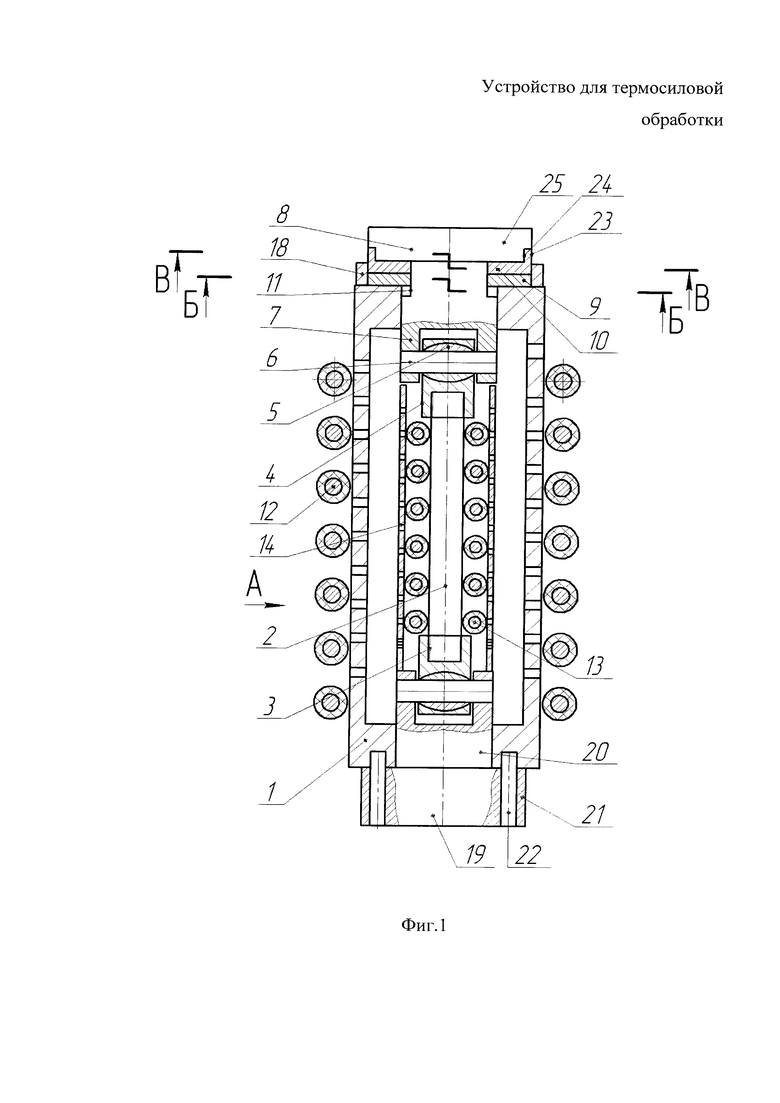
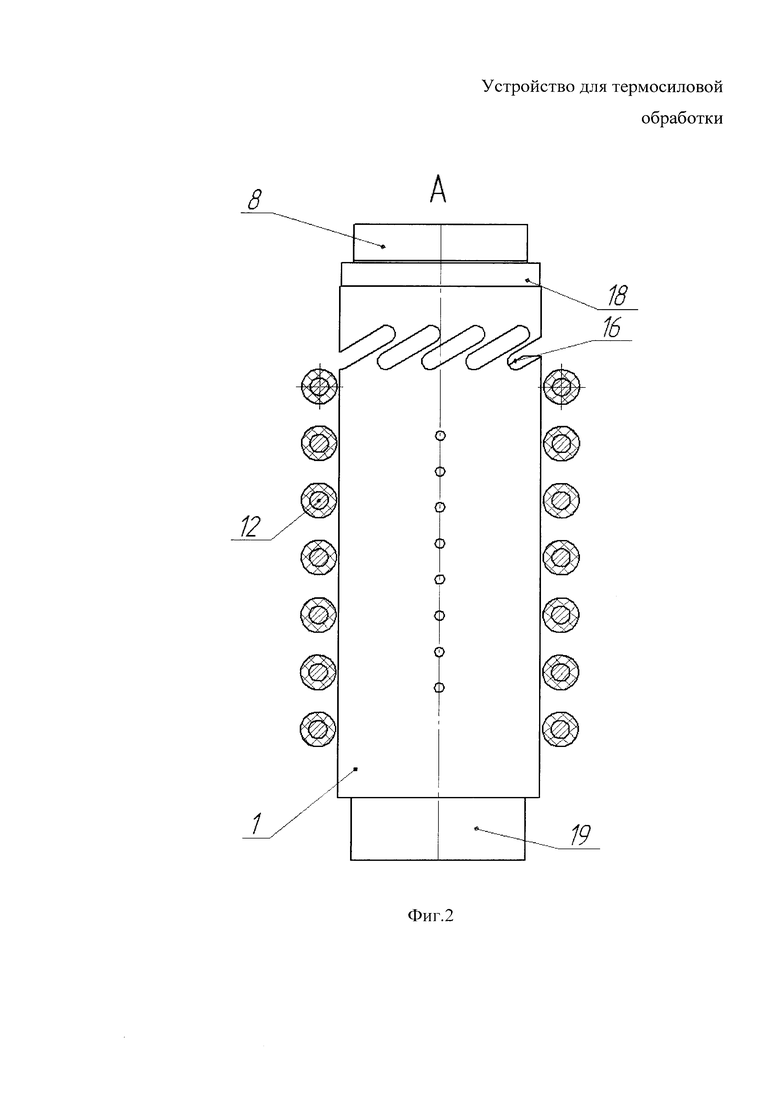
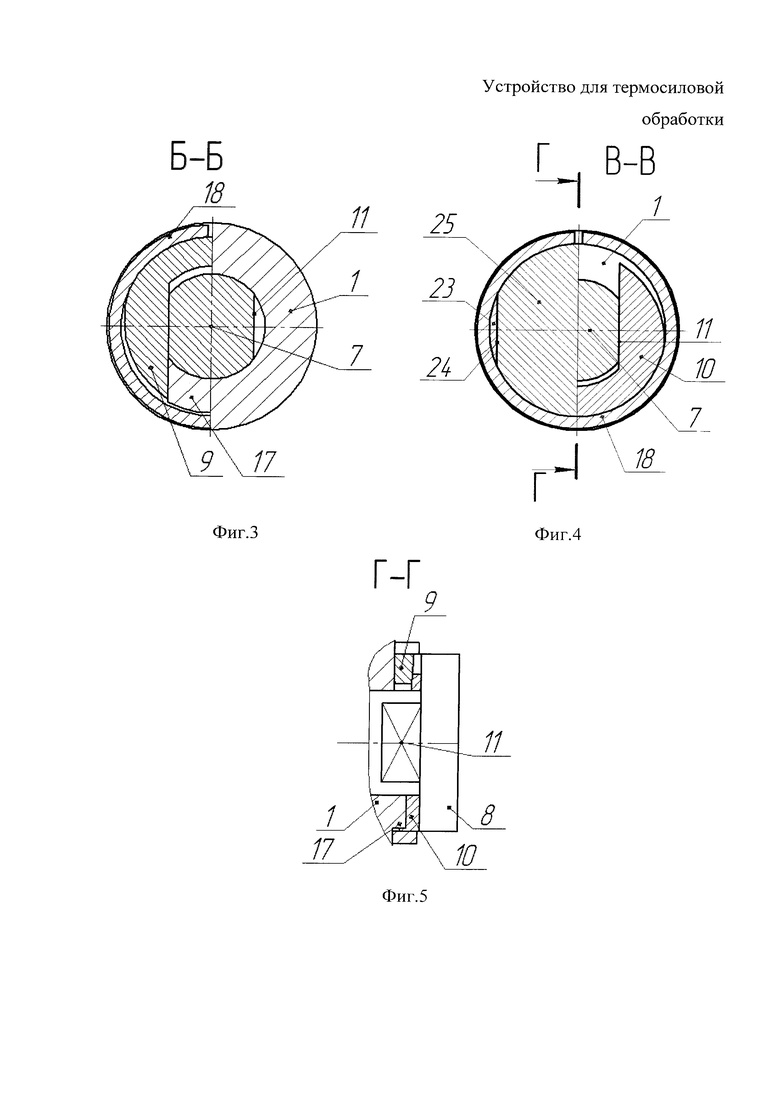
Устройство для термосиловой обработки иллюстрируется чертежами, представленными: на фиг. 1, где приведен общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 4.
Устройство для термосиловой обработки содержит стапель 1, в котором устанавливается заготовка 2 вала по резьбовым участкам 3. На эти резьбовые участки с двух сторон заготовки 2 накручиваются цилиндрические тяги 4 с резьбой, которые по сферическим разборным вкладышам 5 соединяются с осью 6. По двум шейкам ось 6 установлена в направляющей части 7 верхней опоры 8, которая проходит в отверстие в торце стапеля 1 и опирается на две скошенные прорезные шайбы - нижнюю 9 и верхнюю 10. Они проходят по лыскам 11 в верхней направляющей части 7 верхней опоры 8. Вокруг стапеля 1 намотан внешний нагреватель 12, внутри стапеля 1 вокруг заготовки 2 намотан внутренний нагреватель 13 внутри теплоизолирующей трубы 14. Стапель 1 имеет по периметру систему отверстий 15 и сквозные винтовые пазы 16 с равным шагом, идущие по всему периметру стапеля 1. На верхнем торце стапеля 1 выполнен выступ 17 прямоугольной формы. Ему по ширине соответствует размер лысок 11 направляющей части 7 и пазов в скошенных прорезных шайбах 9 и 10, которые охватываются упругим кольцом 18. Шайбы 9 и 10 в направлении выступа 17 имеют размер, чуть меньше диаметра отверстия упругого кольца 18. Нижняя опора 19 в направляющей части 20 также имеет ось 6 с разборными вкладышами 5, на которые опираются цилиндрические тяги 4 с фиксацией заготовки 2 вала по резьбовому участку 3. Нижняя опора 19 фланцевой частью 21 штифтами 22 фиксируется на нижнем торце стапеля 1. Верхняя скошенная прорезная шайба 10 имеет буртики 23, которые охватывают лыски 24 на фланцевой части 25 верхней опоры 8.
Устройство для термосиловой обработки работает следующим образом. Внутрь стапеля 1 устанавливается внутренний нагреватель 12 с теплоизолирующей трубой 14. Сверху заготовка 2 вкручивается в нижнюю цилиндрическую тягу 4, установленную в нижней опоре 19, зафиксированной штифтами. На резьбовой участок 3 заготовки 2 накручиваются сверху цилиндрическая тяга 4 до упора торцов заготовки 2 в торцы резьбовых отверстий в цилиндрических тягах 4, которые по осям 6 уже соединены с разборными вкладышами 5 и опорами. После фиксации заготовки в крутильном направлении по лыскам 11 направляющей 7 верхней опоры 8 устанавливаются прорезные шайбы 9 и 10 и охватываются упругим кольцом 18. Нижняя прорезная шайба охватывает выступ 17, а буртики 23 верхней прорезной шайбы 10 отхватывают лыски 24 фланцевой части. За счет скоса прорезных шайб 9 и 10 и упругого кольца 18 они расклиниваются в зазоре между торцом стапеля 1 и фланцевой частью 25. Включается внутренний нагреватель 12. Заготовка 2 вследствие температурного удлинения относительно стапеля 1 удлиняется. Стапель 1 вследствие большей теплоемкости и лучшего теплоотвода в окружающую среду нагревается медленнее и удлиняется меньше, чем заготовка 1. Температурное удлинение заготовки 2 выбирается скользящими относительно друг друга нижней и верхней прорезными шайбами 9 и 10 соответственно. Угол скоса обеспечивает самоторможение. После заданного удлинения заготовки 2 включается внешний нагреватель 12. Происходит заданное удлинение стапеля 1, что приводит к осевой деформации заготовки 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для управления термосиловой обработкой | 2021 |
|
RU2768412C1 |
| Устройство для термосиловой обработки осесимметричных деталей | 2016 |
|
RU2632748C2 |
| Устройство для термосиловой обработки маложестких валов | 2016 |
|
RU2623972C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2381281C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2003 |
|
RU2260628C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2381282C1 |
| Способ термосиловой обработки длинномерных осесимметричных деталей и устройство для его осуществления | 2015 |
|
RU2615852C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 2001 |
|
RU2235794C2 |
| Устройство для термосиловой правки валов | 2017 |
|
RU2653520C1 |
| Устройство для фиксации осесимметричных деталей при их термосиловой обработке | 2020 |
|
RU2754628C1 |
Изобретение относится к устройству для термосиловой обработки валов. Устройство содержит стапель, выполненный с коэффициентом расширения большим, чем у вала, на обоих концах которого размещены опоры и наружный нагревательный элемент. Верхняя опора имеет на направляющей части две лыски, нижняя опора - сквозной паз. Верхняя опора опирается на верхний торец стапеля через две скошенные профильные шайбы, в верхней опоре перпендикулярно ее оси установлена ось, на которую через разборный вкладыш сферической формы опирается цилиндрическая тяга с резьбой, стапель по периметру имеет выполненные по винтовой линии короткие пазы, повторяющиеся с равным по периметру шагом, внутри стапеля установлена теплоизолирующая труба, с размещенным внутри нее внутренним нагревательным элементом, выполненным с возможностью установки вокруг обрабатываемого вала. Технический результат заключается в повышении качества термосиловой обработки вала. 5 ил.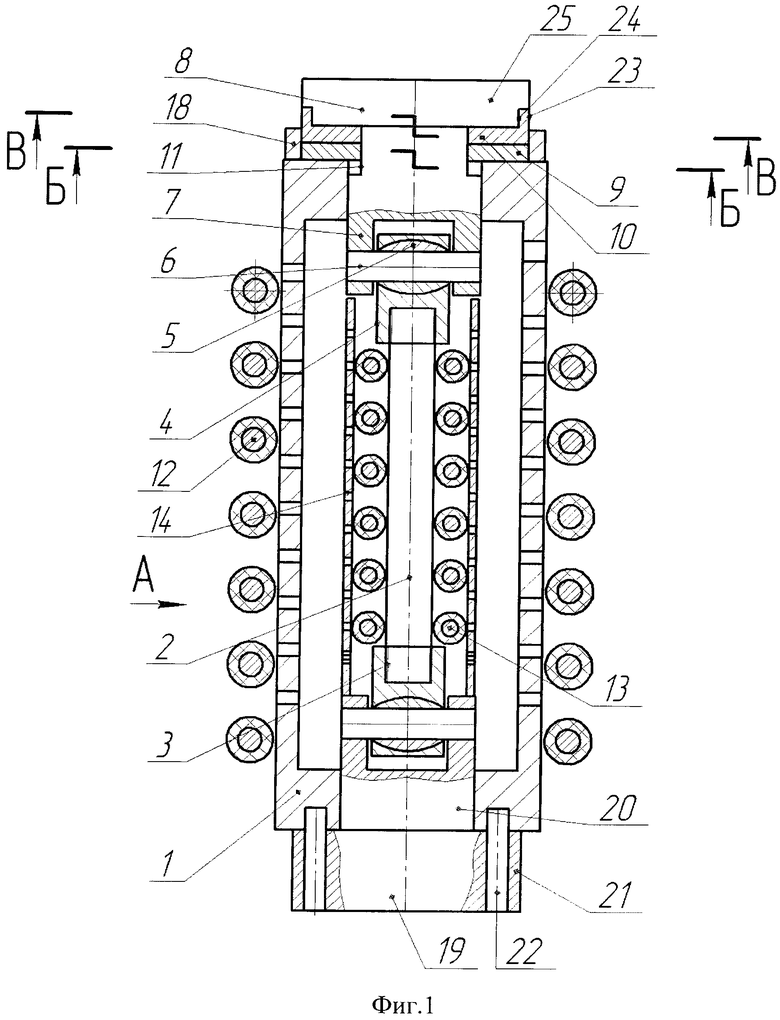
Устройство для термосиловой обработки вала, содержащее вертикально установленный стапель, выполненный из материала с коэффициентом линейного расширения большим, чем у вала, выполненного с резьбой на обоих концах, резьбовой механизм фиксации вала в стапеле с обоих концов в виде цилиндрических тяг с резьбой на внутренней поверхности, по которой фиксируют вал, при этом на обоих концах стапеля размещены опоры и наружный нагревательный элемент, отличающееся тем, что опоры выполнены с фланцевой и направляющей частями, на верхнем торце стапеля выполнен выступ прямоугольного профиля, расположенный радиально, верхняя опора вверху направляющей части имеет две параллельные лыски, а нижняя опора выполнена со сквозным пазом, при этом верхняя опора установлена на верхнем торце стапеля через нижнюю и верхнюю прорезные скошенные шайбы с силовым замыканием посредством лысок, а обе прорезные скошенные шайбы имеют пазы прямоугольной формы, шириной такой же, как ширина лысок в направляющей части верхней опоры, в которой перпендикулярно ее оси установлена ось, на которую через разборный вкладыш сферической формы установлена с опорой цилиндрическая тяга с резьбой, причем стапель по периметру имеет выполненные по винтовой линии короткие пазы, повторяющиеся с равным по периметру шагом, внутри стапеля установлена теплоизолирующая труба с установленными внутри нее внутренним нагревательным элементом, имеющим возможность размещения вокруг обрабатываемого вала, обе скошенные шайбы выполнены охватываемыми упругим кольцом, нижняя опора зафиксирована относительно стапеля штифтами, обе скошенные шайбы наклонными участками установлены с опорой друг на друга, а прилегающая к стапелю нижняя шайба установлена с охватом выступа на верхнем торце стапеля и лысок на направляющей части верхней опоры, при этом верхняя шайба, прилегающая к верхней опоре, имеет буртики, сопряженные с лысками на фланцевой части верхней опоры и охватывающие лыски на направляющей части верхней опоры.
| УСТРОЙСТВО ДЛЯ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2003 |
|
RU2260628C1 |
| СПОСОБ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2575510C2 |
| CN 106480264 A, 08.03.2017 | |||
| CN 106319535 A, 11.01.2017 | |||
| JP 2014031529 A, 20.02.2014. | |||

