Изобретение относится к технологии машиностроения, а именно к способам термомеханической обработки, и может быть использовано при закалке, нормализации и отпуске деталей любых сложных поперечных форм, преимущественно длинномерных, особо малой жесткости, с соотношением длины к диаметру более 10.
Известно устройство для термической обработки валов малой жесткости, включающее стапель, выполненный в виде трубы с равномерно расположенными на ее поверхности сквозными отверстиями; неподвижный захват детали в виде разрезной шайбы, контактирующей с торцом стапеля, и захват детали, выполненный в виде разрезной втулки с наружной резьбой, установленные по концам трубы (SU 1407969, С 21 D 1/62, 07.07.1988).
Наиболее близким аналогом к изобретению является способ термической обработки осесимметричных длинномерных деталей, включающий предварительную обработку детали, закрепление на детали распорных втулок, установку детали с втулками в многослойный стапель, фиксацию детали за счет контакта со сферической поверхностью крышки стапеля, установку стапеля с деталью в печь, нагрев до определенной температуры, выдержку до достижения необходимого уровня равномерности деформаций и охлаждение (SU 1708884 А1, МПК7 С 21 D 9/06, 30.01.1992) [1].
Известно устройство для термической обработки валов малой жесткости, содержащее многослойный стапель, комплект распорных втулок и механизм фиксации детали, жестко связывающий деталь со стапелем [1].
Недостатком известного устройства является невозможность удерживать изделие в напряженном состоянии при снижении температуры до 20° С, т.к. стапель сжимается - укорачивается быстрее изделия.
Техническим результатом изобретения является повышение точности и стабильности геометрических параметров, повышение эксплуатационной точности готовых изделий путем создания равномерных знакопеременных остаточных напряжений по всей длине заготовки.
Для достижения технического результата в известном способе термо-силовой обработки осесимметричных длинномерных деталей, включающем предварительную обработку детали, закрепление на детали распорных втулок, установку детали с втулками в многослойный стапель, фиксацию детали за счет контакта со сферической поверхностью, установку стапеля с деталью в печь, нагрев до определенной температуры, выдержку до достижения необходимого уровня равномерности деформаций и охлаждение, в детали формируют знакочередующиеся по длине и равномерные по сечению остаточные напряжения с помощью распорных втулок и многослойного стапеля, выполненных из материала с коэффициентом линейного расширения, меньшим коэффициента линейного расширения материала детали.
Деталь фиксируют по нижнему и верхнему торцам.
При обработке деталей с резьбой распорные втулки навинчивают на деталь.
При обработке ступенчатых деталей распорные втулки накладывают на деталь.
В известном устройстве термосиловой обработки осесимметричных длинномерных деталей, содержащем многослойный стапель, комплект распорных втулок и механизм фиксации детали, жестко связывающий деталь со стапелем, многослойный стапель и комплект распорных втулок выполнены из одного материала с коэффициентом линейного расширения меньше коэффициента линейного расширения материала детали.
Распорные втулки выполнены с резьбой.
Распорные втулки выполнены накладными, состоящими из двух частей.
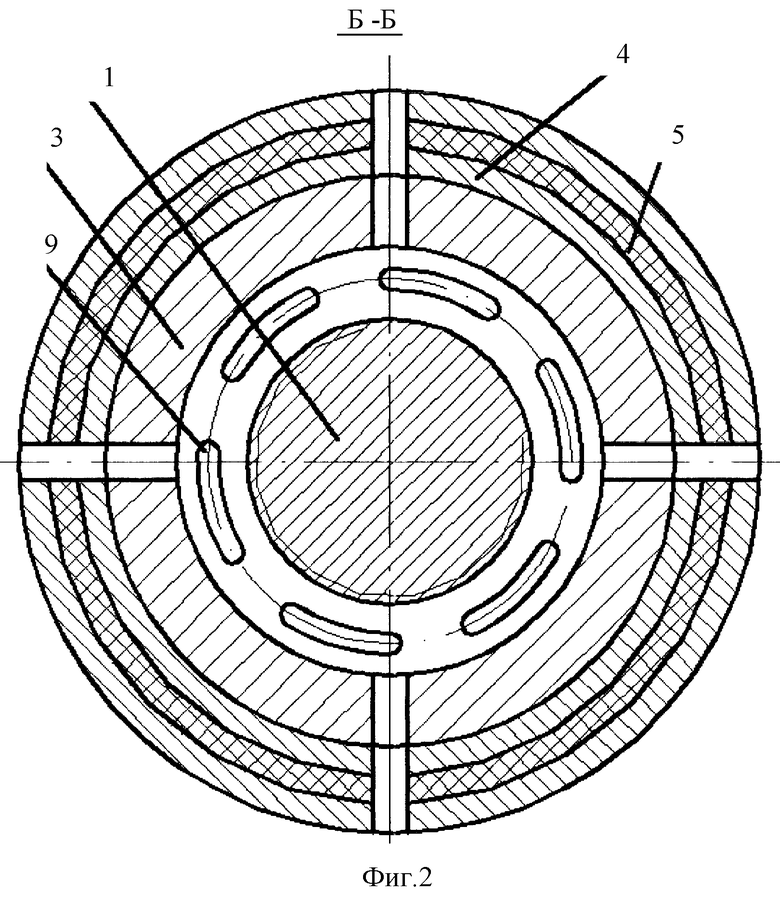
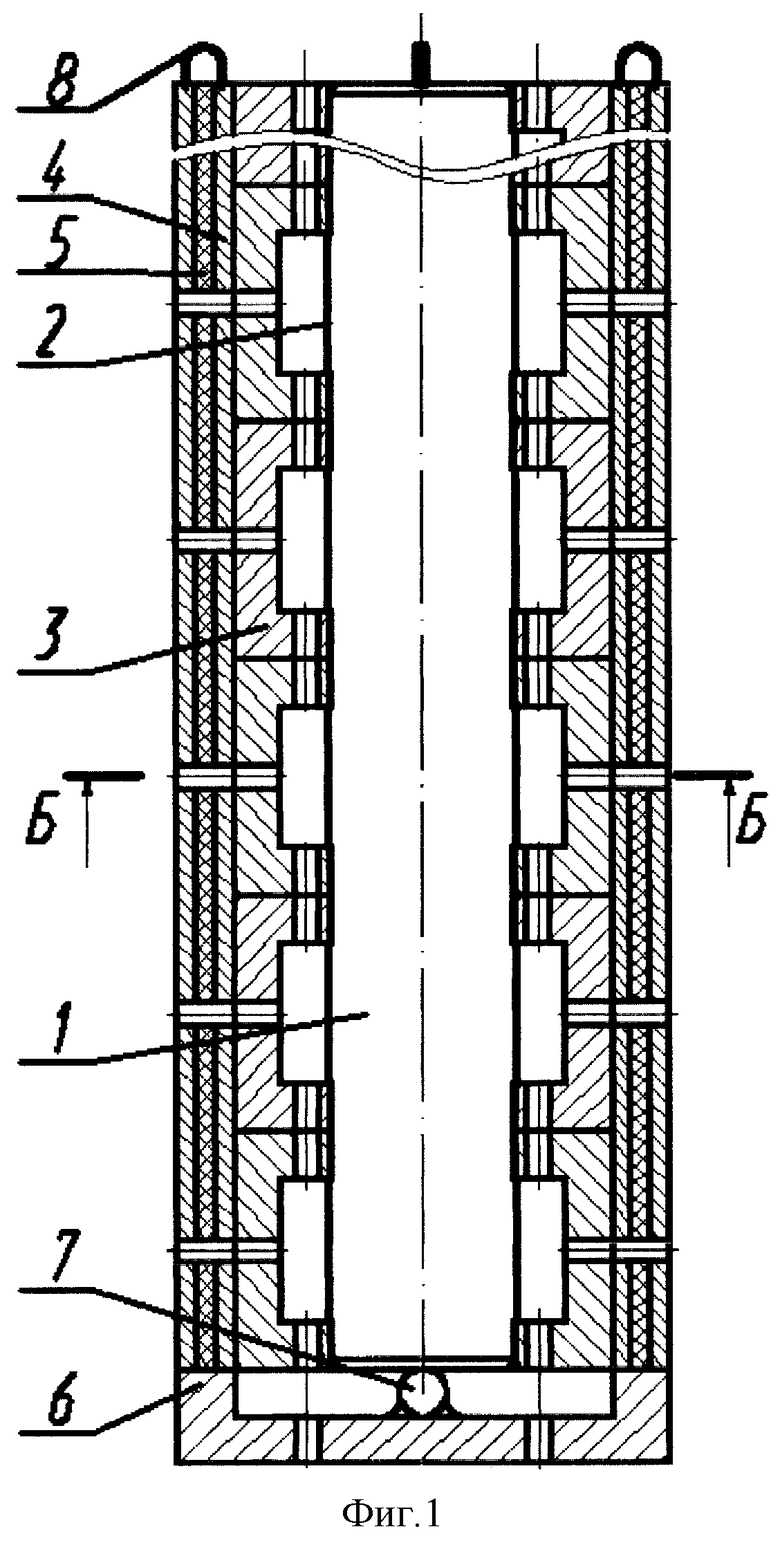
Сущность изобретения поясняется чертежом, где на фиг.1 изображено устройство, реализующее способ, разрезе; на фиг.2 - разрез Б-Б.
Способ осуществляют следующим образом.
В процессе осуществления способа имеет место следующий порядок технологических операций. Деталь 1 предварительно обрабатывают на токарном станке с применением люнетов и формируют рабочий профиль 2 следующих видов:
а) резьбовой, при этом ее шаг определяется пределом прочности материала и величиной поперечного сечения заготовки, а также глубина нарезки резьбы (ее внутренний диаметр) не должна превышать припуск на механическую обработку;
б) ступенчатый, при этом разность наружного и внутреннего диаметров также определяется пределом прочности материала и величиной поперечного сечения заготовки и не должна превышать припуск на механическую обработку.
После этого на заготовку накладывают по принципу вкладышей подшипников скольжения (при этом втулка состоит из двух частей) распорные втулки 3, при обработке деталей с резьбой распорные втулки 3 навинчиваются на деталь. При обработке ступенчатых деталей распорные втулки 3 накладывают на деталь. Втулки изготовлены из материала, коэффициент линейного расширения которого α в меньше коэффициента линейного расширения материала детали α д. Длина втулок рассчитывается из условия равнопрочности той части изделия, на которой установлена втулка, а также из условия минимизации стрелы прогиба. Причем для обеспечения равномерности сжатия вдоль оси детали принимаем отношение длин l1=l2,  для обеспечения жесткости сжимаемой части детали. Во втулках 3 изготовлены отверстия 9, причем их форма и расположение выполнены так, что при любом взаимном расположении двух соединений втулок обеспечивается проход охлаждающей жидкости.
для обеспечения жесткости сжимаемой части детали. Во втулках 3 изготовлены отверстия 9, причем их форма и расположение выполнены так, что при любом взаимном расположении двух соединений втулок обеспечивается проход охлаждающей жидкости.
Собранную деталь 1 с распорными втулками 3, причем распорные втулки выполнены с резьбой, если на детали есть резьба и накладные, состоящие из двух частей, если деталь ступенчатая, вставляют с заранее рассчитанным тепловым зазором в многослойный стапель 4 и фиксируют по нижнему и верхнему торцам стапеля, последний изготовлен из материала, коэффициент линейного теплового расширения которого равен коэффициенту линейного теплового расширения материала втулок (для исключения заклинивания из-за температурных деформаций), с наполнителем 5, последний в зависимости от необходимой скорости охлаждения стапеля может иметь разный коэффициент теплопроводности (например, речной песок с перемешанной мелкой чугунной стружкой).
Фиксация детали происходит по двум торцам посредством двух сфер 7, жестко закрепленных с крышками 6 на нижнем и верхнем торцах. При таком способе деталь жестко связана со стапелем по оси.
К верхней части стапеля 4 приварены четыре проушины 8 для подвеса всей конструкции. Для избежания прогиба детали 1 под действием напряжений, возникающих при нагреве - охлаждении конструкции: деталь - распорные втулки - стапель, зазор между распорными втулками 3 и стапелем 4 должен быть минимальным, обеспечивающим работу устройства без заклинивания. Собранную конструкцию опускают в шахтную печь и нагревают согласно технологии термообработки до температуры закалки или отпуска и т.д., выдерживают при этой температуре до полного прогрева детали. При нагреве деталь удлиняется больше, чем втулки и стапель, за счет разницы коэффициентов линейного теплового расширения. Подбирая численные значения положительной разности коэффициентов линейного теплового расширения детали и втулок, получают величину пластической деформации детали, превышающую предел пропорциональности, то есть предел закона Гука.
Осевая пластическая деформация за пределами пропорциональности (закон Гука) при нагреве устраняет технологическую наследственность от предыдущих операций. Кроме того, действием осевых нагрузок происходит деформационное упрочнение материала детали (наклеп), сглаживание внутренних микротрещин.
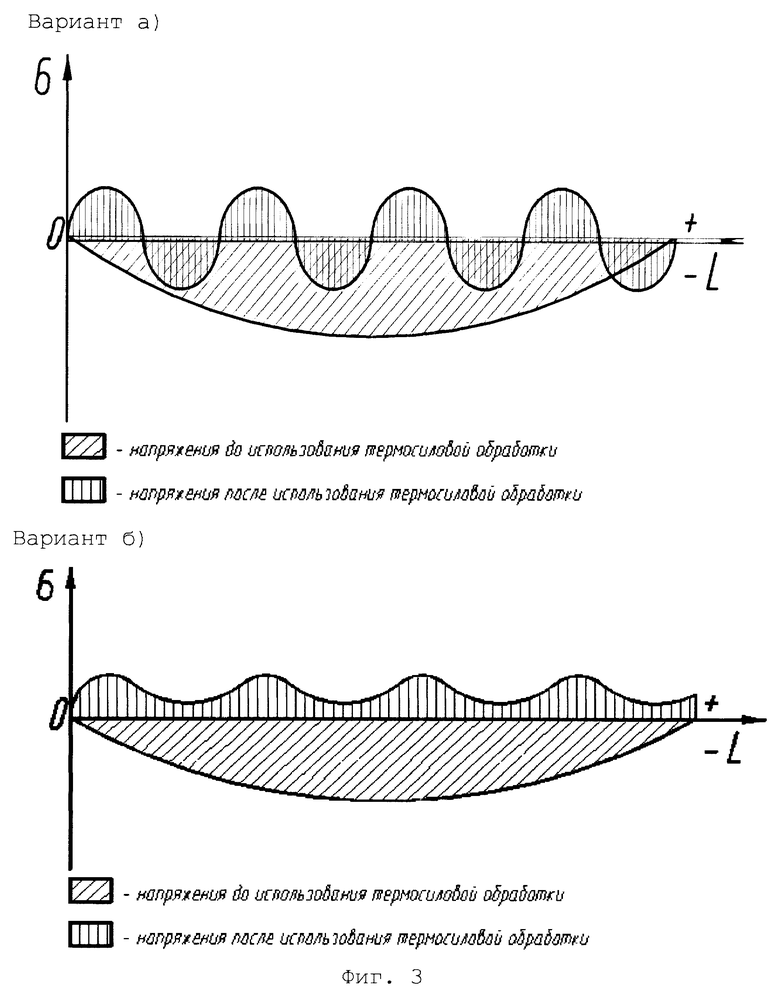
В детали при остывании с осевым нагружением формируются остаточные напряжения, знакочередующиеся по длине и равномерные по поперечному сечению детали, что исключает коробление готовых изделий при эксплуатации.
На фиг.3 показано сравнение внутренних напряжений в детали до и после применения термосиловой обработки. Кроме того, увеличиваются прочностные характеристики детали. Использование данного способа позволяет минимизировать величину прогиба изделия и стабилизировать уровень остаточных напряжений по ее длине, что позволяет улучшить эксплуатационную точность готовых изделий, например длинномерных маложестких валов, и повысить качество готовых изделий.
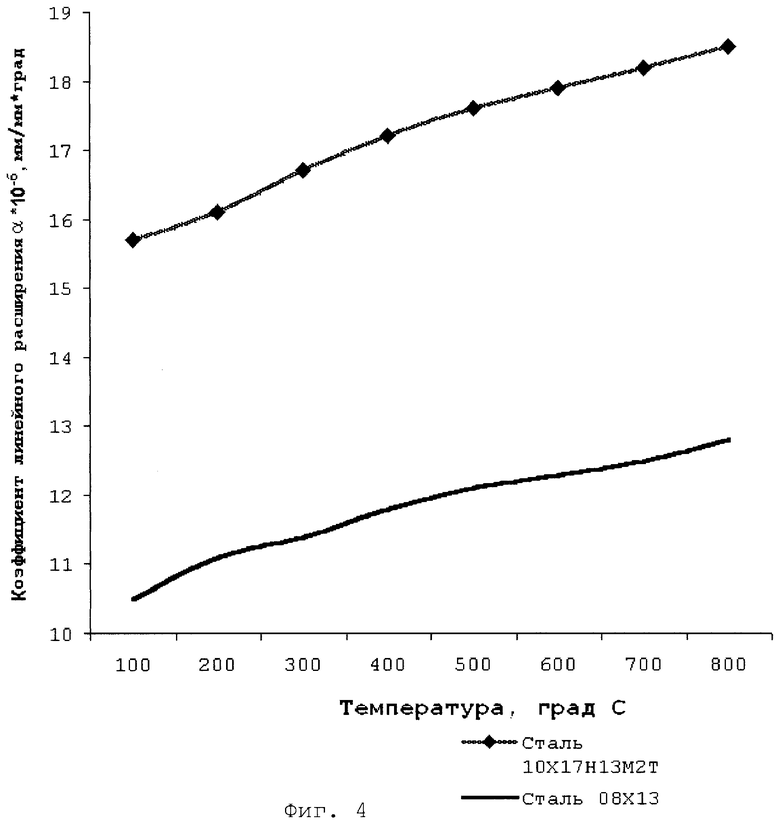
Пример реализации. Вал изготовлен из стали 10Х17Н13М2Т, втулки и стапель - из стали 08Х13, температурные удлинения рассчитываются по формуле:
Δ l=α дeт(T° )T° L-α вт(T° )T° L,
где Δ l - разность удлинений вала и втулки;
α - коэффициент линейного расширения;
Т° - температура нагрева;
L - длина втулки и участка вала.
Величина пластической деформации:

При L=200 мм, Т° =1050° С; α дет=18,5· 10-6 мм/мм· град, α вт=12,8· 10-6 мм/мм· град: Δ l=18,6· 10-6·1050· 200-12,8· 10-6·1050· 200=1,197 мм.
Величина пластической деформации:
Расчет времени охлаждения проводится при следующих параметрах: диаметр вала 40 мм, внутренний диаметр стапеля 160 мм, наружный 260 мм, наполнитель - песок, смешанный с чугунной стружкой, охлаждающая среда - масло с температурой 30° С.
Время охлаждения вала рассчитывается по формуле:

где γ - объемный вес материала;
λ - теплопроводность материала;
 - критерий Фурье, который определяется как функция относительных температур
- критерий Фурье, который определяется как функция относительных температур  и критерия Вi, последний равен:
и критерия Вi, последний равен:

где δ - радиус длинномерного изделия;
λ экв - эквивалентная теплопроводность системы: втулка - стапель;
В0 - коэффициент теплоотдачи от окружающей среды к поверхности тела.
Исходя из подбора материала втулок и стапеля к данному материалу вала, на протяжении всего цикла термообработки имеем положительную разницу коэффициентов температурного расширения α дет и α вт (фиг.4)
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2381281C1 |
| Способ термической обработки осесимметричных длинномерных деталей | 1989 |
|
SU1708884A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОСИЛОВОЙ ОБРАБОТКИ МАЛОЖЕСТКИХ ВАЛОВ | 2011 |
|
RU2462518C1 |
| СПОСОБ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2387719C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2003 |
|
RU2260628C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДИАГНОСТИКИ И УПРАВЛЕНИЯ ПРОЦЕССОМ ТЕРМОСИЛОВОЙ ОБРАБОТКИ МАЛОЖЕСТКИХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2466195C1 |
| СПОСОБ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254383C1 |
| Способ термосиловой обработки длинномерных осесимметричных деталей и устройство для его осуществления | 2018 |
|
RU2709127C1 |
| Устройство для фиксации осесимметричных деталей при их термосиловой обработке | 2020 |
|
RU2754628C1 |
| Способ термосиловой обработки длинномерных осесимметричных деталей и устройство для его осуществления | 2015 |
|
RU2615852C2 |
Изобретение относится к технологии машиностроения, а именно к способам термосиловой обработки, и может быть использовано при закалке, нормализации, и отпуске длинномерных осесимметричных деталей малой жесткости. Техническим результатом является повышение прочности и стабильности геометрических параметров, повышение эксплуатационной точности готовых изделий путем создания равнораспределенных знакопеременных остаточных напряжений по всей длине заготовки. Способ термосиловой обработки осесимметричных длинномерных деталей включает в себя предварительную обработку заготовки, навинчивание на заготовку распорных втулок, помещение заготовки с втулками в многослойный стапель, фиксацию заготовки по нижнему торцу, нагрев до температуры термообработки, выдержку при этой температуре, сжатие, растяжение чередующихся зон деформации заготовки, последующее охлаждение и формирование равнораспределенных осевых напряжений. Устройство для термосиловой обработки включает в себя комплект распорных втулок, изготовленных из материала, коэффициент линейного расширения которого меньше, чем коэффициент линейного расширения материала заготовки, обеспечивающих осевую деформацию заготовки, многослойный стапель, изготовленный из того же материала, что и втулки, с наполнителем, обеспечивающий минимальный поперечный прогиб вследствие сил тяжести, а также необходимую скорость охлаждения, крышку и сферическую поверхность, обеспечивающие фиксацию заготовки в осевом направлении. 2 с. и 6 з.п. ф-лы, 4 ил.
| Способ термической обработки осесимметричных длинномерных деталей | 1989 |
|
SU1708884A1 |
| Способ термической обработки осесимметричных деталей | 1990 |
|
SU1786138A1 |
| Устройство для термической обработки маложестких валов | 1990 |
|
SU1788978A3 |

