Предлагаемое изобретение относится к области термосиловой обработки (ТСО) длинномерных осесимметричных деталей типа вал и может использоваться в технологических процессах изготовления валов в механообрабатывающих цехах.
Известно устройство для ТСО валов малой жесткости, содержащее стапель с захватами в концевых сечениях, причем стапель выполнен в виде труб из металла с коэффициентом теплового расширения большим, чем у изделия [Патент РФ №2260628, кл. C21D 9/06, 2005].
Недостатком данного устройства является невозможность обеспечить стабильность прикладываемого усилия в процессе ТСО, что может привести к переупрочнению материала, неравномерной по длине заготовки остаточной деформации металла и, следовательно, к нестабильности размеров в эксплуатационный период, потере точности.
Наиболее близким устройством того же назначения к заявляемому изобретению, выбранному в качестве прототипа, является устройство ТСО валов малой жесткости, содержащее нагревательный элемент и захват, который связан с последовательно установленными приводами осевой подачи и вращения заготовки, нагревательный элемент установленный между опорами, каждая из которых выполнена в виде пары сдвоенных силовых роликов, взаимно перпендикулярных друг другу, со стороны, противоположной захвату, на расстоянии не более 5 диаметров установлена направляющая труба, связанная с механизмами поворота и поперечного смещения, имеющая возможность поворота относительно крайнего сечения [Патент РФ №2552206, кл. C21D 8/00, 2015].
Недостатком данного устройства является повышение необходимых сил деформирования из-за остывания материала в зоне деформации и снижения пластичности, а также остаточное искривление конца заготовки на длине, чуть меньшей, чем расстояние между опорами, из-за невозможности создать рычаг между ними, постоянная повышенная нагрузка на одном из роликов опор, где происходит изгиб заготовки, большое время обработки из-за необходимости обработки вала по всей длине.
Задача, на решение которой направлено заявляемое изобретение, заключается в повышении качества заготовок с достижением следующих технических результатов: повышение точности - обеспечение прямолинейности оси вала; повышения стабильности размеров и формы длинномерных маложестких осесимметричных деталей за счет устранения направленности осевых остаточных напряжений и направленной структуры материала заготовки по ее длине, оставшихся после заготовительной операции; уменьшение рабочих усилий деформирования за счет выбора рациональной схемы нагружения и нагрева; уничтожение технологической наследственности за счет полной перестройки текстуры материала при знакопеременных перегибах заготовки за счет формирования в материале обрабатываемой заготовки мелкодисперсионной разнонаправленной текстуры, что ведет к более однородному распределению и минимизации остаточных напряжений по длине детали.
Эта задача решается тем, что устройство для термосиловой правки заготовки длинномерной осесимметричной детали типа вал содержит опоры для заготовки, нагревательные элементы и захваты для зажима заготовки с приводами вращения заготовки, оно снабжено плитой с направляющим пазом, в котором последовательно установлены две крайние опоры и одна центральная опора, а на торцах плиты установлены приводы продольного перемещения с механизмами продольного перемещения, при этом опоры выполнены е возможностью независимого продольного перемещения от приводов продольного перемещения посредством механизмов продольного перемещения, причем каждая опора выполнена в виде корпуса со сквозными перпендикулярными отверстиями, одно из которых выполнено соосным оси приводов вращения заготовки, а другое перпендикулярно этой оси, при этом в последнем отверстии с возможностью поперечного перемещения относительно оси заготовки установлено упорное кольцо, на боковой поверхности опор установлен привод поперечного смещения упорного кольца, причем с одной из сторон корпуса сквозное отверстие в опоре, выполненное перпендикулярно оси приводов вращения заготовки, выполнено с возможностью его закрывания приводом поперечного смещения упорного кольца, а упорное кольцо связано с приводом поперечного смещения упорного кольца, нагревательные элементы выполнены со скользящими контактами, установлены по краям центральной опоры и подключены к источнику питания.
Установка в направляющий паз плиты последовательно трех опор позволяет реализовать метод правки вала изгибом за счет создания рычага при обеспечении компактности конструкции установки и ее жесткости.
Установка на торцах плиты приводов продольного перемещения с механизмами продольного перемещения и выполнение опор с возможностью независимого продольного перемещения от приводов продольного перемещения через механизм продольного перемещения расширяет технологические возможности установки и повышает качество правки через изменение плеч рычага, реализует метод правки с постепенным выходом на заданную прямолинейность.
Выполнение каждой опоры в виде корпуса со сквозными перпендикулярными отверстиями обеспечивает жесткость конструкции установки, позволяет рационально прикладывать поперечные силы к заготовке вала при возможности их продольного перемещения относительно заготовки.
Выполнение одного из отверстий соосно оси приводов вращения заготовки обеспечивает рабочее положение вала в опорах при правке с возможностью их одновременного вращения.
Выполнение другого отверстия перпендикулярно оси приводов вращения заготовки обеспечивает приложение поперечной силы непосредственно к валу.
Установка упорного кольца в перпендикулярном оси заготовки вала отверстии опоры с возможностью его поперечного перемещения относительно этой оси обеспечивает широкий диапазон возможных поперечных смещений при силовом воздействии.
Установка привода поперечного смещения упорного кольца на боковой поверхности опор с одной стороны сквозного отверстия в опоре создает непосредственное силовое замыкание на ось обрабатываемой заготовки при максимальной жесткости опоры.
Связь упорного кольца с приводом поперечного смещения упорного кольца, закрепленного на боковой поверхности опор, обеспечивает возможность правки вала при изменении положения опор вдоль оси заготовки за счет силового замыкания действия поперечных сил на опору.
Нагревательный элемент в виде скользящих контактов, установленных по краям центральной опоры и подключенных к источнику питания, обеспечивают снижение предела текучести, уменьшает усилие деформирования за счет повышения температуры непосредственно в деформируемой зоне заготовки вала.
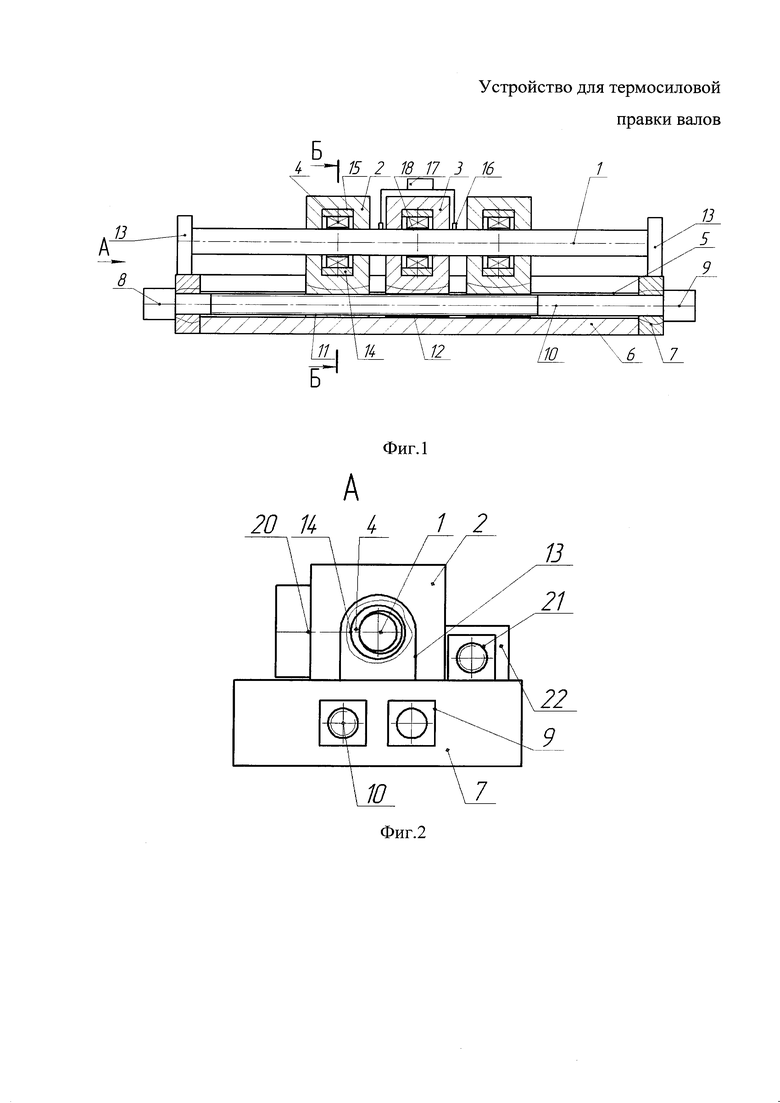
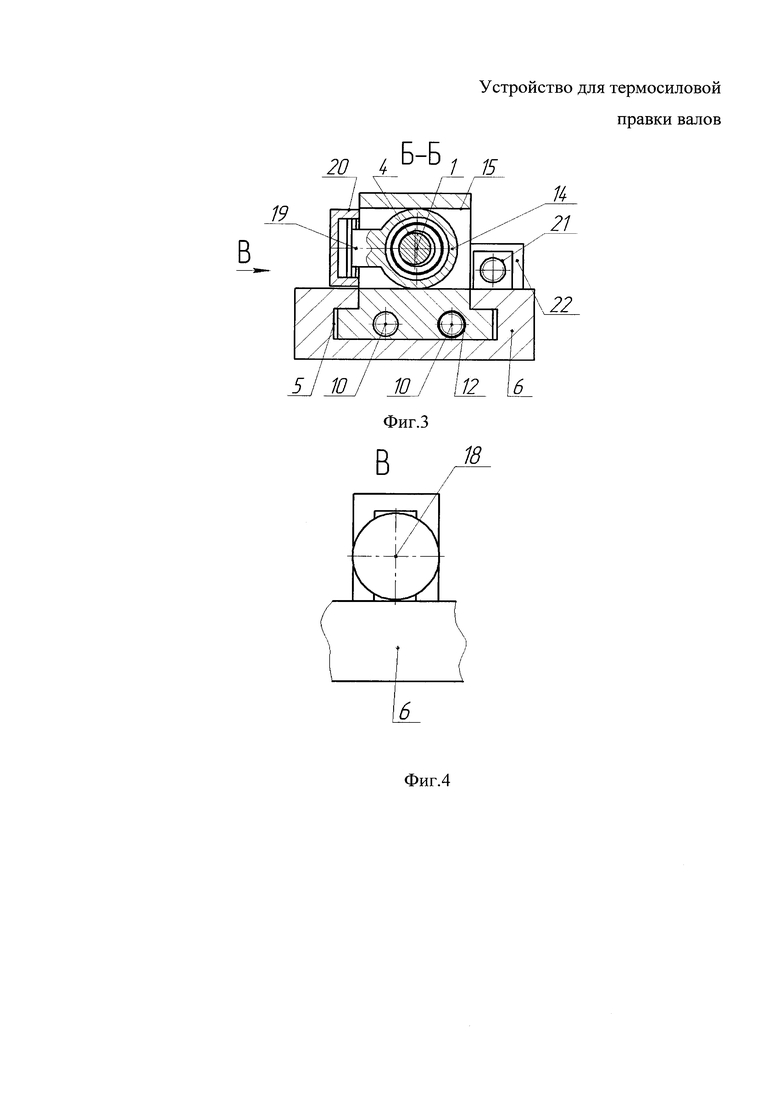
Предлагаемое изобретение проиллюстрировано чертежами. На фиг. 1 приведен общий вид устройства для термосиловой правки изгибом; на фиг. 2 - вид А общего вида устройства; на фиг. 3 - сечение Б-Б на фиг 1; на фиг. 4 - вид В на фиг. 3.
Устройство для термосиловой правки изгибом заготовки 1 содержит две крайние опоры 2 и одну центральную 3, которая устанавливается на равном расстоянии между крайними опорами 2. Во всех опорах заготовка 1 опирается на подшипниковые узлы 4. Опоры устанавливаются в Т-образный направляющий паз 5 в плите 6. На торцах плиты 6 установлены крышки 7, на которые крепятся приводы продольного перемещения 8 с опорами 9. Приводы продольного перемещения 8 связаны механизмом продольного перемещения с крайними опорами 2, например, в виде ходовых валов 10, которые проходят через опоры 9. Два привода продольного перемещения 8 установлены симметрично относительно центральной продольной плоскости установки. Каждый ходовой вал 10 через резьбу 11 связан с одной из крайних опор 2, через другие опоры 2 и 3 ходовой вал 10 проходит свободно через отверстия 12. По краям заготовка 1 зажимается в захваты приводов вращения 13 заготовки 1. Подшипниковый узел 4 устанавливается в кольцо упорное 14, которое перемещается по сквозному отверстию 15. На заготовке по краям крепятся токосъемники 16 в виде скользящих захватов, подключенные к источнику питания 17. На отверстии подшипникового узла 4 центральной опоры 3 устанавливается диэлектрическая втулка 18 со сферической опорной поверхностью. Кольцо упорное 14 через шток 19 связано с приводом поперечного смещения упорного кольца 14, например, в виде гидроцилиндра 20, который закреплен на боковой поверхности опор 2 и 3. Центральная опора 3 связана с механизмом продольного перемещения - ходовым валом 10, который подсоединен к приводу продольных перемещений 21, установленным на плите 6, при помощи резьбы в выступе 22.
Устройство для термосиловой правки изгибом работает следующим образом. У заготовки 1 определяется место максимального прогиба. Она протягивается через подшипниковые узлы 4 с зазором во всех опорах. Крайние шоры 2 разводятся на величину длины прогиба. В середине прогиба устанавливается центральная опора 3. Перемещения опор проводятся при помощи приводов продольного перемещения 8, 21 и ходовых валов 10. Устанавливаются токосъемники 16, подключенные к источнику питания 17. Включается источник питания 17, и через токосъемники 16 проводится нагрев области заготовки 1 внутри между ними. Захваты приводов вращения 13 включаются и вращают заготовку 1. Один из приводов вращения 13 может включаться в режим самоторможения, создавая в заготовке 1 касательные напряжения. Затем включаются гидроцилиндры 20, и через шток 19, упорное кольцо 14 и подшипниковые узлы 4 проводится воздействие на заготовку 1 поперечными силами. Направление движения опор 2 и 3 по отношению к заготовке 1 противоположное. Смещают упорные кольца 14 на величину, определяемую исходным прогибом заготовки 1 с учетом эффекта пружинения. Вращая заготовку с заданным изгибом, создают в поперечном сечении пластически деформированную зону заданной толщины, равномерной по периметру заготовки. Затем, постепенно разводя крайние опоры 2, одновременно гидроцилиндрами 20 выводят их упорными кольцами 14 с подшипниковым узлом 4 на одну ось с центральной опорой 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для управления термосиловой обработкой | 2021 |
|
RU2768412C1 |
| Способ термосиловой обработки длинномерных осесимметричных деталей и устройство для его осуществления | 2018 |
|
RU2709067C1 |
| СПОСОБ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2552206C2 |
| УСТРОЙСТВО ДЛЯ ТЕРМОСИЛОВОЙ ОБРАБОТКИ МАЛОЖЕСТКИХ ВАЛОВ | 2011 |
|
RU2462518C1 |
| Устройство для термосиловой обработки | 2017 |
|
RU2643401C1 |
| СПОСОБ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254383C1 |
| Устройство для термосиловой обработки осесимметричных деталей | 2016 |
|
RU2632748C2 |
| Способ термосиловой обработки длинномерных осесимметричных деталей и устройство для его осуществления | 2015 |
|
RU2615852C2 |
| СПОСОБ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2575510C2 |
| Устройство для термосиловой обработки маложестких валов | 2016 |
|
RU2623972C1 |
Изобретение относится к устройству для термосиловой обработки маложестких осесимметричных деталей типа вал. Устройство снабжено плитой с направляющим пазом, в котором последовательно установлены две крайние опоры и одна центральная опора, а на торцах плиты установлены приводы продольного перемещения с механизмами продольного перемещения. Опоры выполнены с возможностью независимого продольного перемещения от приводов продольного перемещения посредством механизмов продольного перемещения. Причем каждая опора выполнена в виде корпуса со сквозными перпендикулярными отверстиями, одно из которых выполнено соосным оси приводов вращения заготовки, а другое перпендикулярно этой оси. В последнем отверстии с возможностью поперечного перемещения относительно оси заготовки установлено упорное кольцо, на боковой поверхности опор установлен привод поперечного смещения упорного кольца, причем с одной из сторон корпуса сквозное отверстие в опоре, выполненное перпендикулярно оси приводов вращения заготовки, выполнено с возможностью его закрывания приводом поперечного смещения упорного кольца, а упорное кольцо связано с приводом поперечного смещения упорного кольца. Нагревательные элементы выполнены со скользящими контактами, установлены по краям центральной опоры и подключены к источнику питания. Технический результат заключается в повышении качества обработки валов. 4 ил.
Устройство для термосиловой правки заготовки длинномерной осесимметричной детали типа вал, содержащее опоры для заготовки, нагревательные элементы и захваты для зажима заготовки с приводами вращения заготовки, отличающееся тем, что оно снабжено плитой с направляющим пазом, в котором последовательно установлены две крайние опоры и одна центральная опора, а на торцах плиты установлены приводы продольного перемещения с механизмами продольного перемещения, при этом опоры выполнены с возможностью независимого продольного перемещения от приводов продольного перемещения посредством механизмов продольного перемещения, причем каждая опора выполнена в виде корпуса со сквозными перпендикулярными отверстиями, одно из которых выполнено соосным оси приводов вращения заготовки, а другое перпендикулярно этой оси, при этом в последнем отверстии с возможностью поперечного перемещения относительно оси заготовки установлено упорное кольцо, на боковой поверхности опор установлен привод поперечного смещения упорного кольца, причем с одной из сторон корпуса сквозное отверстие в опоре, выполненное перпендикулярно оси приводов вращения заготовки, выполнено с возможностью его закрывания приводом поперечного смещения упорного кольца, а упорное кольцо связано с приводом поперечного смещения упорного кольца, нагревательные элементы выполнены со скользящими контактами, установлены по краям центральной опоры и подключены к источнику питания.
| СПОСОБ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2552206C2 |
| СПОСОБ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2575510C2 |
| Дифференциальный усилитель тока | 1987 |
|
SU1538227A2 |
| US 9580765 B2, 28.02.2017. | |||

