Изобретения относится к технологии машиностроения, а более конкретно к устройствам для термосиловой обработки маложестких осесимметричных деталей типа «вал».
Известно устройство для термосиловой обработки, содержащее многослойный сборно-секционный стапель, выполненный в виде трубы из материала с коэффициентом линейного расширения большим, чем у изделия, внутреннее пространство которого заполнено наполнителем из песка с чугунной стружкой, радиаторы с радиальными пазами, установленные на наружной поверхности изделия по всей его длине, крышки подпятника и сферические пяты для жесткой фиксации изделия с обеих сторон относительно торцов стапеля [1].
Недостатком данного устройства является сложность конструкции из-за наличия в конструкции сборного многослойного стапеля и большого количества радиаторов, а также вредные условия труда, т.к. при охлаждении устройства в масле наполнитель стапеля пропитывается маслом, а скорость его охлаждения очень мала, поэтому происходит выгорание масла и как следствие задымление производственных площадей.
Известно устройство для термосиловой обработки малой жесткости, включающее стапель, который выполнен в виде трубы из металла с коэффициентом линейного расширения большим, чем у изделия [2].
Недостатком данного устройства является ограниченные технологические возможности, т.к. вал испытывает только деформации растяжения, при этом при обработке возможно проявление неравномерной по длине вала остаточной деформации, что следовательно ведет к нестабильности геометрии детали в эксплуатационной период и потере точности.
Наиболее близким устройством того же назначения к заявленному изобретению, выбранным в качестве прототипа, является устройство для термосиловой обработки валов, включающее стапель, который выполнен в виде трубы из металла с коэффициентом линейного расширения большим, чем у изделия, резьбовым механизмом фиксации детали с обоих концов в виде двух крышек с центральным отверстием, переходящим в отверстие с внутренней сферической поверхностью, двух шайб-сфер и двух гаек для силового замыкания и тяг с резьбой на внутренней и наружной поверхностях [3].
Недостатком данного устройства являются ограниченные технологические возможности, т.к. вал испытывает только деформации растяжения, при этом при обработке возможна неравномерная по длине вала остаточная деформация, что ведет к нестабильности геометрии детали в эксплуатационной период и потере точности.
Задача, на решение которой направлено заявляемое изобретение, является совершенствование конструкции устройства для термосиловой обработки, обеспечивающее повышение качества термосиловой обработки.
Задача решается тем, что в устройстве для термосиловой обработки осесимметричных деталей, содержащем вертикально установленный стапель, выполненный из материала с коэффициентом линейного расширения большим, чем у детали с резьбой на обоих концах, резьбовый механизм фиксации детали с обоих концов в виде двух опорных крышек с отверстиями в центре, выполненных с возможностью неразъемного соединения со стапелем с использованием устанавливаемых в отверстиях крышек, цилиндрических тяг с резьбой на внутренней и наружной поверхности, причем по внутренней резьбе фиксируют деталь, а по наружной - гайку для силового замыкания, причем стапель выполнен в виде цилиндрической трубы с фланцами на обоих концах, служащими для размещения на них опорных крышек, верхняя из которых выполнена с возможностью вращения ее относительно стапеля в крутильном направлении, а нижняя - жестко зафиксирована, тяги выполнены с возможностью ограничения их поворота в крутильном направлении посредством осей, устанавливаемых в отверстиях тяг, при этом верхний фланец стапеля выполнен с профильной отбортовкой, имеющей выступы, размещенные диаметрально напротив друг друга, а в теле верхней опорной крышки радиально и симметрично установлены оси, выступающие наружу концы которых выполнены с возможностью контактного взаимодействия с профильной поверхностью верхнего фланца стапеля, нижняя тяга выполнена с возможностью силового замыкания с использованием сферической шайбы, поджимаемой гайкой и размещенной в сферическом гнезде нижней опорной крышки, а также с возможностью силового размыкания оси тяги выполнением диаметрального отверстия в виде продольного паза, сопрягаемого с таким же пазом в теле нижней опорной крышки, а верхняя тяга выполнена с возможностью предотвращения прокручивания гайки относительно верхней опорной крышки с использованием штифтов, распределенных в продольном направлении в полуцилиндрических углублениях граней гайки и цилиндрических отверстиях тела верхней опорной крышки.
Стапель в виде цилиндрической трубы позволяет обеспечить равномерный нагрев и остывание заготовки путем равномерного подвода и отвода тепла за счет соосного расположения стапеля относительного заготовки.
Стапель с фланцами на обоих концах обеспечивает компактность установки за счет размещения фиксирующих механизмов непосредственно на стапеле.
Размещение опорных крышек на фланцах обеспечивает устойчивость конструкции при нагрузке за счет силового замыкания непосредственно на стапель.
Верхняя опорная крышка, установленная с возможностью ее вращения относительно стапеля в крутильном направлении, позволяет создавать сдвиговые деформации заготовки.
Жесткая фиксация нижней опорной крышки в крутильном направлении относительно стапеля позволяет создать жесткую заделку в данном сечении для создания сдвиговых деформаций.
Ограничение поворота тяг в крутильном направлении позволяет передавать крутящий момент от источника усилия на заготовку.
Ограничение поворота тяг посредством осей, устанавливаемых в отверстиях тяг, обеспечивает простое и надежное закрепление без существенной потери конструкцией установки прочности.
Профильная отбортовка верхнего фланца стапеля обеспечивает заданную программу комплексного деформирования за счет создания при действии осевой нагрузки тангенциальной силы, создающей крутящий момент.
Выступы, размещенные диаметрально напротив друг друга, и оси, установленные в верхней опорной крышке радиально и симметрично, необходимы для уравновешивания нагрузки на профильной отбортовке и исключения создания изгибающих моментов в конструкции.
Нижняя тяга, выполненная с возможностью силового замыкания с использованием сферической шайбы, поджимаемой гайкой и размещенной в сферической гнезде нижней опорной крышки, позволяет компенсировать за счет самоустанавливающейся опоры несоосность резьбовых механизмов фиксации вала и исключить появление изгибающего момента на заготовке.
Силовое размыкание оси тяги выполнением диаметрального отверстия в виде продольного паза, сопрягаемого с таким же пазом в теле нижней опорной крышки, компенсирует продольную деформацию тяги с заготовкой за счет зазора в соединении и обеспечивает технологичность конструкции.
Верхняя тяга, выполненная с возможностью предотвращения прокручивания гайки относительно верхней опорной крышки, создает силовую цепь от оси, скользящей по профильной поверхности верхнего фланца стапеля до заготовки.
Использование штифтов, распределенных в продольном направлении в полуцилиндрических углублениях граней гайки и цилиндрических отверстиях тела верхней опорной крышки, снижает нагрузку на фиксирующие элементы за счет создания распределенной нагрузки.
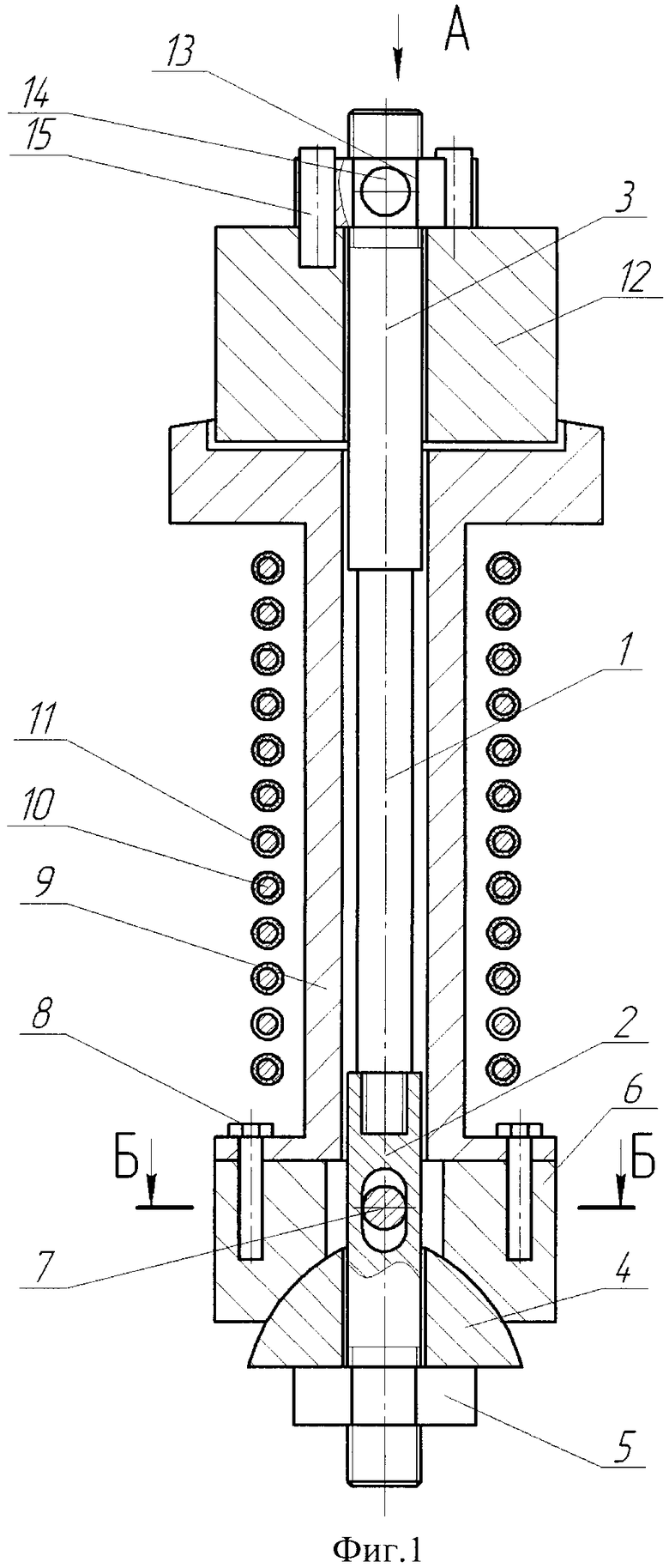
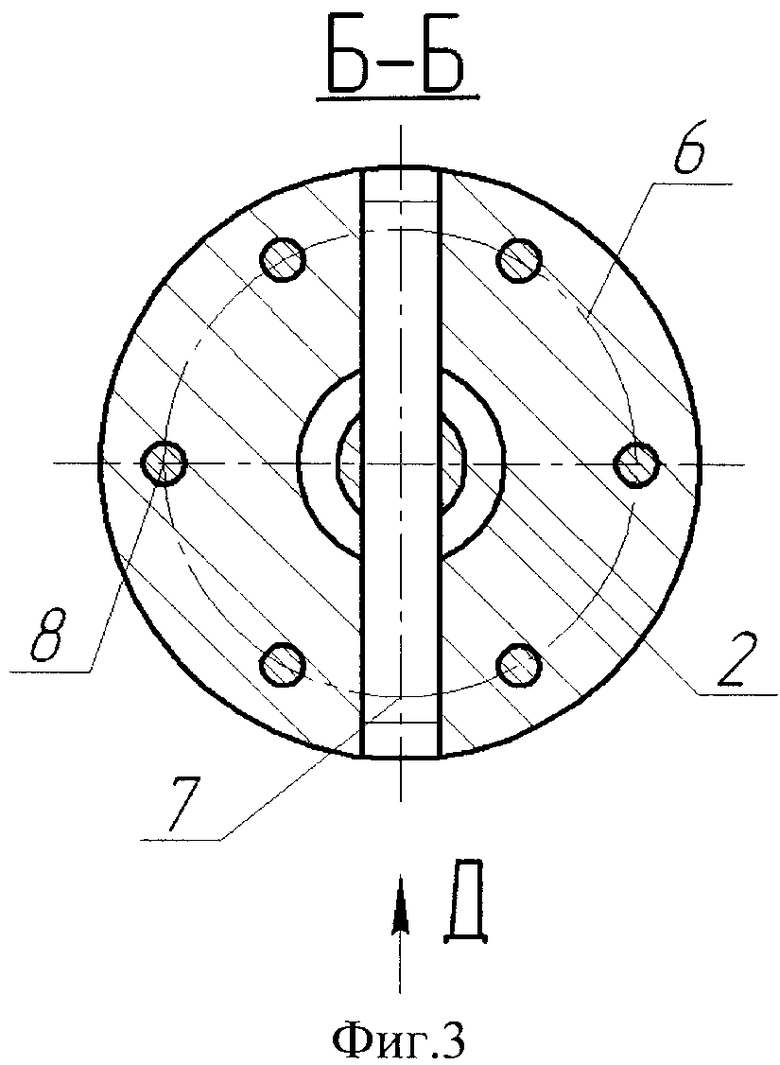
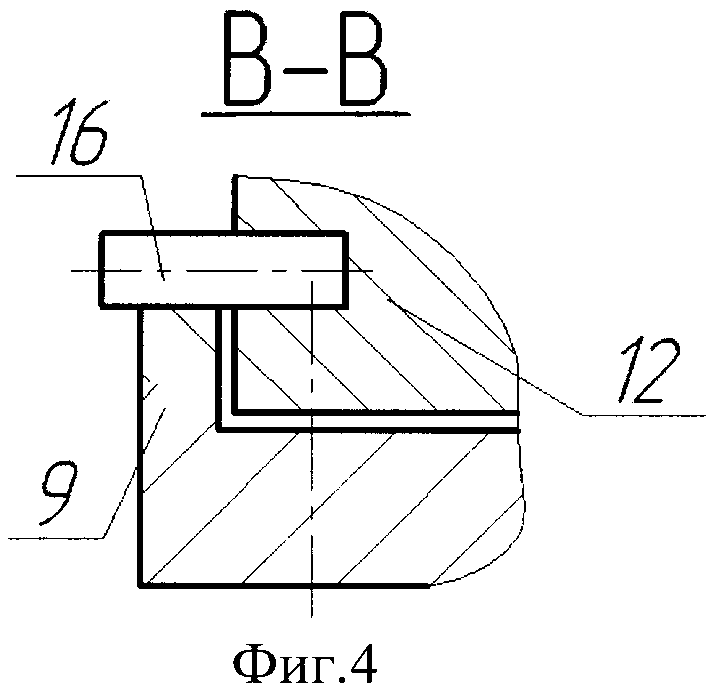
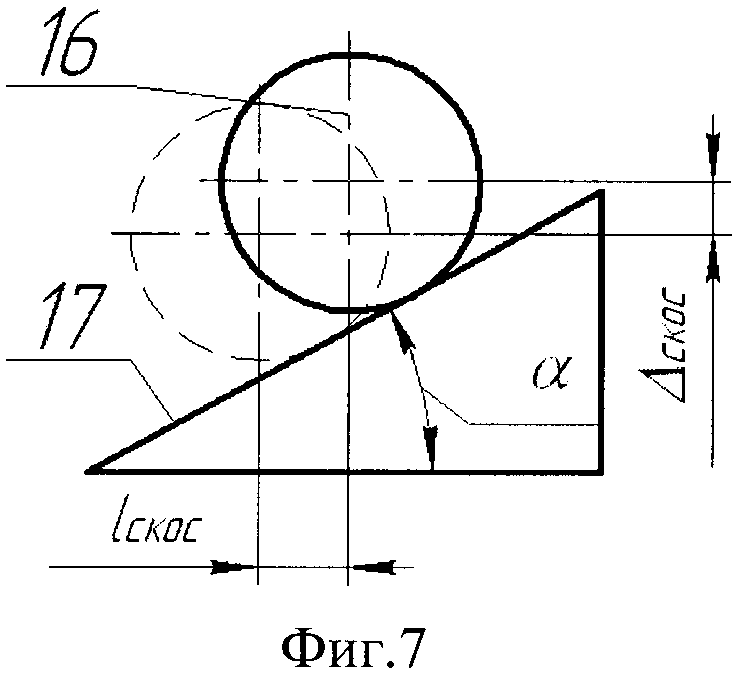
Устройство для термосиловой обработки иллюстрируется чертежами, представленными на фиг.1, где приведен общий вид, на фиг.2 - вид А на фиг.1, на фиг.3 - разрез Б-Б на фиг.1, на фиг.4 - разрез В-В на фиг.2, на фиг.5 - вид Г на фиг.2, на фиг.6 - вид Д на фиг.3, на фиг.7 - схема расчета угла наклона профильной поверхности, на фиг.8 - схема расчета крутильных деформаций.
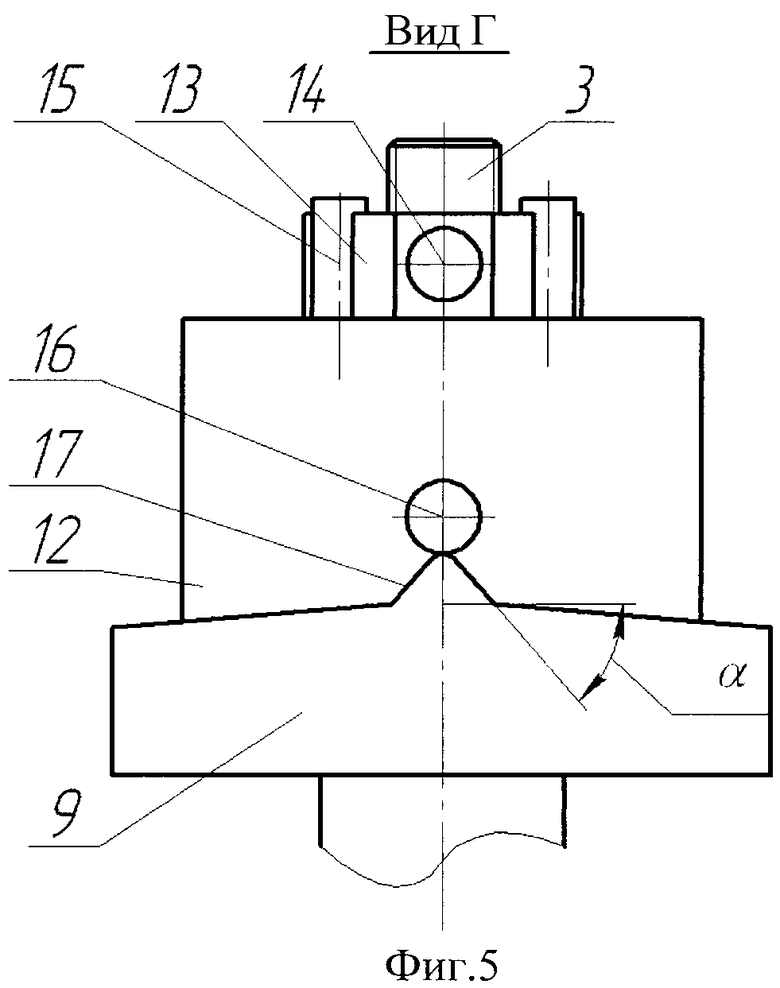
Устройство для термосиловой обработки для фиксации заготовки 1 с резьбовыми концами содержит тяги 2 и 3. Нижняя тяга 2 выполнена с возможностью поджима через сферическую шайбу 4 гайкой 5 к опорной крышке 6 и фиксируемая на ней осью 7 для исключения поворота относительно нее. Опорная крышка 6 винтами 8 закреплена на стапеле 9, вокруг которого намотана нагревательная проволока 10 в керамических изоляторах 11. Тяга 3 соединена с опорной крышкой 12 через гайку 13. От прокручивания относительно тяги 3 гайка 13 зафиксирована штифтом 14, а относительно опорной крышки 12 - штифтами 15. Опорную крышку 12 через ось 16 упирают в профильную поверхность 17 стапеля 9, имеющего угол наклона α, который выбирают исходя из заданного угла закручивания заготовки 1, предельных сил трения по контактирующим поверхностям. Для силового размыкания оси 7 в продольном направлении и тяга 2 и опорная крышка 6 имеют продольный паз 18.
Устройство для ТСО работает следующим образом. После фиксации заготовки 1 вала в тягах 2 и 3 ее помещают в стапель 9, где в нижней опорной крышке 6 тягу фиксируют в крутильном направлении осью 7, после чего затягивают гайку 5 через сферическую шайбу 4. На тягу 3 накручивают гайку 13. В заданном положении эта гайка фиксируется штифтами 14 и 15 после предварительной установки опорной крышки 12 осью 16 на выступ 17. Далее производят нагрев проволоки 10. В начале процесса обработки ось 16 упирается в вершину выступа профильной поверхности 17 стапеля 9. За счет большего коэффициента линейного расширения стапеля 9 при нагреве происходит пластическая деформация заготовки 1 в осевом направлении. При осевом деформировании заготовки 1 вследствие сдвиговых процессов происходит ее естественное закручивание. За счет профильной поверхности 17 ось 16 закручивает опорную крышку 12, а вместе с ней заготовку 1 по закону, задаваемому профилем 17.
Минимальный угол наклона скоса α (фиг.7, 8) выбирается исходя из недопустимости самоторможения в контактирующей паре ось 16 - профильная поверхность 17. Для экспериментальной установки угол наклона скоса принят равным α≥7° при угле трения в паре сталь по стали 5°70'. При одновременном растяжении и кручении для возникновения пластических деформаций в заготовке должно выполняться условие:
 ,
,
где σi - интенсивность напряжений; Ф - функция пластичности; εT - относительная деформация, соответствующая пределу текучести при растяжении; ε - относительная продольная деформация; γ - деформация сдвига.
Относительная продольная деформация заготовки находится по формуле:
ε=ΔεT-εСКОС,
где ΔεT - разница температурных деформаций стапеля и заготовки; εСКОС=ΔСКОС/LЗАГ, где ΔСКОС - вертикальное смещение оси 16 при ее смещении по профильной поверхности 17 при закручивании опорной крышки 12 на угол φ, a LЗАГ - длина заготовки. Деформация сдвига γ=φ/ДЗАГ·R, где R - радиус заготовки. Связь между εСКОС и γ задается уравнением еnα=ΔСКОС/lСКОС, где lСКОС - смещение по профильной поверхности, соответствующее углу закручивания φ.
Использование данного устройства позволяет повысить качество термосиловой обработки.
Источники информации
1. Заявка СССР №4689434, C21D 9/06, 1985.
2. Авторское свидетельство СССР №1407969, кл. C21D 1/62, 1/63, 1988.
3. Патент РФ №2260628, кл. C21D 9/06, 2003.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термосиловой обработки осесимметричных деталей | 2016 |
|
RU2632748C2 |
| Устройство для термосиловой обработки маложестких валов | 2016 |
|
RU2623972C1 |
| Устройство для термосиловой обработки | 2017 |
|
RU2643401C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2003 |
|
RU2260628C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2381282C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 2001 |
|
RU2235794C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДИАГНОСТИКИ И УПРАВЛЕНИЯ ПРОЦЕССОМ ТЕРМОСИЛОВОЙ ОБРАБОТКИ МАЛОЖЕСТКИХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2466195C1 |
| Способ термической обработки осесимметричных деталей | 1990 |
|
SU1786138A1 |
| Способ и устройство для управления термосиловой обработкой | 2021 |
|
RU2768412C1 |
| Способ термической обработки осесимметричных длинномерных деталей | 1989 |
|
SU1708884A1 |



Изобретения относится к области машиностроения, в частности устройствам для обработки маложестких деталей типа «вал». Для совершенствования конструкции устройства, обеспечивающей повышение качества обработки деталей, устройство содержит вертикально установленный стапель, выполненный из материала с коэффициентом линейного расширения большим, чем у детали в виде цилиндрической трубы с фланцами на обоих концах, неразъемно соединенный со стапелем резьбовой механизм фиксации детали с обоих концов в виде двух опорных крышек с отверстиями в центре, в которых установлены цилиндрические тяги с резьбой на внутренней и наружной поверхностях для фиксации по внутренней резьбе детали, а по наружной - гайки для силового замыкания. Верхняя и нижняя крышки размещены на фланцах, при этом верхний фланец стапеля выполнен с профильной отбортовкой, имеющей выступы, размещенные диаметрально напротив друг друга, а в верхней опорной крышке радиально и симметрично установлены оси, выступающие наружу, концы которых контактируют с профильной поверхностью верхнего фланца для вращения крышки в крутильном направлении. 8 ил.
Устройство для термосиловой обработки осесимметричных деталей, содержащее вертикально установленный стапель, выполненный из материала с коэффициентом линейного расширения большим, чем у детали с резьбой на обоих концах, соединенный со стапелем резьбовой механизм фиксации детали с обоих концов в виде двух опорных крышек с отверстиями в центре, в которых установлены цилиндрические тяги с резьбой на внутренней и наружной поверхностях для фиксации по внутренней резьбе детали, а по наружной - гайки для силового замыкания, отличающееся тем, что стапель выполнен в виде цилиндрической трубы с фланцами на обоих концах, на которых размещены опорные крышки, верхняя из которых имеет возможность вращения ее относительно стапеля в крутильном направлении, а нижняя жестко зафиксирована, тяги выполнены с возможностью ограничения их поворота в крутильном направлении посредством осей, установленных в отверстиях тяг, при этом верхний фланец стапеля выполнен с профильной отбортовкой, имеющей выступы, расположенные диаметрально напротив друг друга, а в верхней опорной крышке радиально и симметрично установлены оси, выступающие наружу, концы которых выполнены с возможностью контактного взаимодействия с профильной поверхностью верхнего фланца стапеля, нижняя тяга выполнена с возможностью силового замыкания с использованием сферической шайбы, поджимаемой гайкой и размещенной в сферической гнезде нижней опорной крышки, а также с возможностью силового размыкания оси тяги выполнением диаметрального отверстия в виде продольного паза, сопрягаемого с таким же пазом в теле нижней опорной крышки, а верхняя тяга выполнена с возможностью предотвращения прокручивания гайки относительно верхней опорной крышки с использованием штифтов, распределенных в продольном направлении в полуцилиндрических углублениях граней гайки и цилиндрических отверстиях тела верхней опорной крышки.
| УСТРОЙСТВО ДЛЯ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2003 |
|
RU2260628C1 |
| Устройство для закалки валов малой жесткости | 1986 |
|
SU1407969A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОСИЛОВОЙ ОБРАБОТКИ | 2003 |
|
RU2232198C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 2001 |
|
RU2235794C2 |
| СПОСОБ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254383C1 |

