Изобретение относится к области литейного производства и предназначено для нанесения маркировки на диски изготавливаемых по технологии литья стальных железнодорожных колес тележек грузовых вагонов колеи 1520 мм.
Известно литое железнодорожное колесо, имеющее ступицу с осевым отверстием, обод, расположенный концентрично осевому отверстию, и диск, расположенный в радиальном направлении от ступицы к ободу (см. US 3038755 А, 12.06.1962).
Наиболее близким к предлагаемому техническим решением является литое железнодорожное колесо с маркировочными знаками, содержащее ступицу с осевым отверстием, обод, имеющий поверхность катания и гребень, и диск, образованный наружной и внутренней поверхностями и соединенный периферийной частью с ободом, а центральной частью со ступицей (см. RU 2087246 С1, опубл. 20.08.1997).
Известно нанесение маркировки на цельнокатаное железнодорожное колесо в холодном состоянии после механической обработки боковой поверхности обода с наружной стороны колеса до упрочняющей термической обработки (см. ГОСТ 10791-2011 «Колеса цельнокатаные. Технические условия», дата введения 2012-01-01. Электронный фонд правовой и нормативно-технической документации: http://www.sudrf.kodeks.ru/document/1200085777).
Известные способы не вполне пригодны для нанесения маркировки на литое железнодорожное колесо, в частности, ударный способ не рационален, поскольку трудносовместим с выполняемыми над литой заготовкой операциями механической обработки, а также способствует снижению прочностных характеристик железнодорожного колеса.
Наиболее близким к предлагаемому техническим решением является способ литья железнодорожного колеса с маркировочными знаками, включающий изготовление литейной песчаной формы с сырой формовкой путем размещения литейной модели в опоке, заполнения опоки формовочной смесью и уплотнения формовочной смеси, при котором маркировочные знаки наносят после уплотнения формы путем контакта под регулируемым давлением рабочей поверхности формы со штампом, несущим маркировочные знаки, с помощью лазерного луча или ультразвука (см. US 5329982, опубл. 19.01.1994; RU 2087246 С1, опубл. 20.08.1997).
Получаемый при сырой формовке в песчаных формах отпечаток маркировочного знака на литом железнодорожном колесе имеет не резко очерченные контуры. В результате литья железнодорожного колеса с нанесением маркировки после уплотнения формовочной смеси качество отпечатка повышается несущественно, что свидетельствует в пользу других способов литья с нанесением маркировки на отливку колеса, в частности, таких способов, как формовка в смесях холодного отвердения или вакуумно-пленочная формовка.
Техническая проблема, не решаемая при использовании известных технических решений, состоит в следующем. При литье железнодорожного колеса с нанесением на него маркировочных знаков, наряду с требованием о том, что маркировка не должна снижать эксплуатационной стойкости и надежности колеса и быть нанесена в местах наименьших рабочих напряжений, должно соблюдаться требование о том, что маркировочные знаки (надписи либо символы) должны быть четко видимыми, сохраняться в течение всего срока службы железнодорожного колеса во всех условиях и режимах, установленных в нормативно-технической документации. Выполнение требований, предъявляемых к промаркированному литому железнодорожному колесу и к способу его литья с нанесением маркировки, обеспечивается применением предлагаемой группы изобретений.
Техническим результатом, достигаемым при использовании изобретения в части устройства, является сохранение прочностных характеристик литого железнодорожного колеса с маркировочными знаками.
Для достижения технического результата литое железнодорожное колесо с маркировочными знаками, содержащее ступицу с осевым отверстием, обод, имеющий поверхность катания и гребень, и диск, образованный наружной и внутренней поверхностями и соединенный периферийной частью с ободом, а центральной частью со ступицей, согласно изобретению маркировочные знаки расположены на диске на расстоянии их внутренних и внешних границ от оси колеса, соответствующем части номинального значения диаметра круга катания колеса в диапазоне 1/(3,544-3,138).
В частных формах реализации литого железнодорожного колеса маркировочные знаки могут быть нанесены на внутренней либо на наружной поверхности диска колеса.
Маркировочные знаки, нанесенные в процессе изготовления железнодорожного колеса способом литья и расположенные на диске в указанном диапазоне, не ухудшают прочностные характеристики литого железнодорожного колеса. Границы заявляемого диапазона расположения маркировочных знаков соответствуют области наименьших нормальных напряжений на диске литого железнодорожного колеса, возникающих при эксплуатации литого железнодорожного колеса, что сохраняет наибольшую усталостную и статическую прочность данной области колеса и всего литого маркированного колеса в целом.
Техническим результатом, достигаемым при использовании изобретения в части способа, является увеличение четкости контуров отлитых маркировочных знаков и сохранности этих знаков в течение срока службы железнодорожного колеса.
Для достижения технического результата в способе литья железнодорожного колеса с маркировочными знаками, при котором изготавливают литейную форму путем размещения литейной модели в опоке, заполняют опоку формовочной смесью и уплотняют формовочную смесь, при этом маркировочные знаки наносят на рабочую поверхность литейной формы при помощи штампов с маркировочными знаками, в отличие от прототипа, литейную форму изготавливают из смесей холодного отверждения или вакуумно-пленочным методом, перенос маркировочных знаков со штампов на рабочую поверхность литейной формы производят при уплотнении формовочной смеси, при этом штампы с маркировочными знаками закрепляют на литейной модели низа или верха отливки колеса на расстоянии внутренних и внешних границ маркировочных знаков от оси колеса, соответствующем части номинального значения диаметра круга катания колеса в диапазоне 1/(3,544-3,138).
В частных случаях осуществления способа литья железнодорожного колеса штампы с маркировочными знаками закрепляют на дисковой части литейной модели концентрично осевому отверстию колеса.
В частных случаях осуществления способа литья железнодорожного колеса штампы с маркировочными знаками выполняют в виде сменных табличек.
В частных случаях осуществления способа литья железнодорожного колеса уплотнение формовочной смеси осуществляют способами ручной или машинной формовки.
Осуществление маркировки железнодорожного колеса в процессе его литья, получаемой в форме из смеси холодного отверждения либо изготовленной вакуумно-пленочным способом, в совокупности с перенесением маркировки на литейную форму в процессе уплотнения формовочной смеси и обеспечением расположения маркировочных знаков на дисковой части колеса позволяет получить четко видимый в процессе эксплуатации грузового вагона отпечаток маркировочных знаков, которые сохраняются в течение всего срока службы литого железнодорожного колеса во всех условиях и режимах его использования.
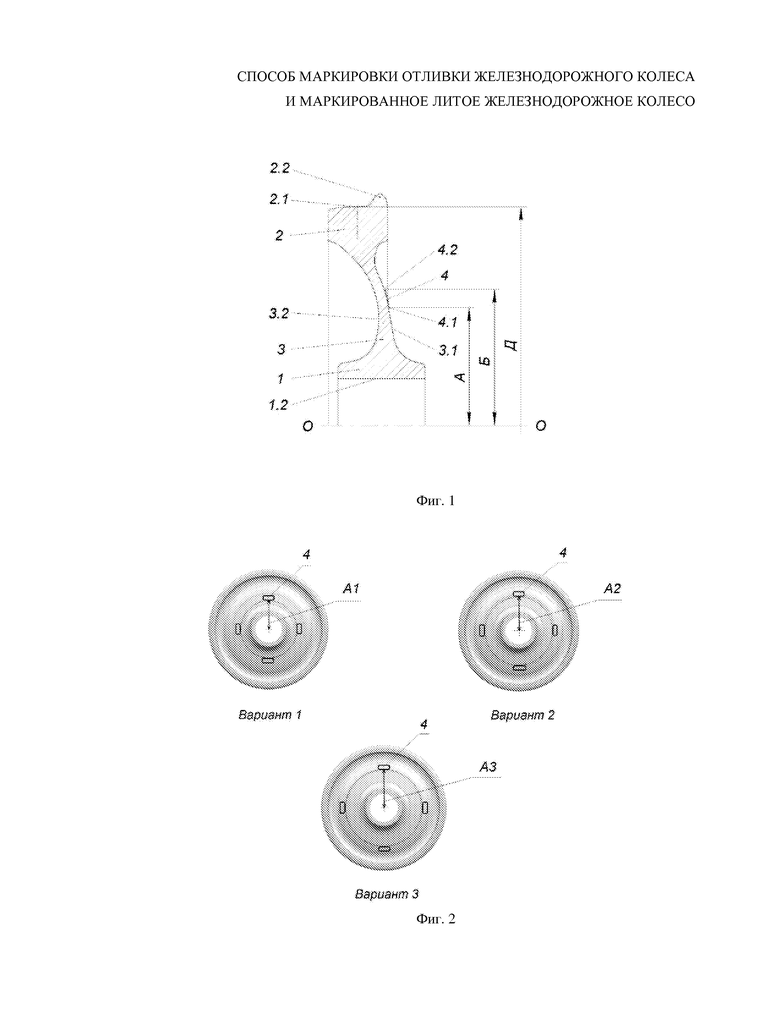
Сущность изобретения в части устройства поясняется чертежами и диаграммами, где представлено: на фиг. 1 - радиальное сечение железнодорожного колеса; на фиг. 2 - железнодорожные колеса с вариантами расположения маркировочных знаков на диске железнодорожного колеса; на фиг. 3 - железнодорожные колеса с диаграммой распределения напряжений на диске железнодорожного колеса для вариантов расположения маркировочных знаков на фиг. 2.
Литое железнодорожное колесо с маркировочными знаками (фиг. 1) состоит из ступицы 1 и обода 2, которые соединены между собой диском 3, образованным внутренней 3.1 и наружной 3.2 поверхностями. Железнодорожное колесо выполнено с номинальным значением диаметра Д круга катания колеса. Ступица 1 выполнена с осевым отверстием 1.1. Обод 2 сформирован поверхностью катания 2.1 и гребнем 2.2. На диске 3 концентрично осевому отверстию 1.1 нанесены маркировочные знаки 4. Внутренняя граница 4.1 маркировки 4 располагается от оси О-О колеса, как минимум, на расстоянии А, внешняя граница 4.2, как максимум, на расстоянии Б, которые соответствуют, соответственно, 3,544 и 3,138 частям номинального значения диаметра Д. Для вариантов 1, 2 и 3 расположения маркировочных знаков 4 на диске 3 железнодорожного колеса (фиг. 2), внутренние границы 4.1 маркировки 4 располагаются от оси О-О колеса на расстояниях A1, А2 и A3, соответственно.
Способ литья железнодорожного колеса с маркировочными знаками реализуют следующим образом.
Отливку железнодорожного колеса изготавливают в литейных формах, полученных методами формовки в смесях холодного отверждения или вакуумно-пленочным способом, применение которых позволяет обеспечить отпечаток знаков маркировки более высокого качества в сравнении с известным способом изготовления отливок в песчаных формах с сырой формовкой.
На литейную модель устанавливают штампы, выполненные в виде сменных табличек с маркировочными знаками 4, изображенными в зеркальном отображении. Места крепления сменных табличек на литейной модели позиционно соответствуют диску 3 колеса и располагаются таким образом, чтобы на отлитом железнодорожном колесе, имеющем круг катания диаметром 957±7 мм, маркировочные знаки 4 располагались на расстоянии 270-305 мм, измеряемом от оси колеса, что соответствует расстоянию в диапазоне (3,544-3,138) частей номинального значения диаметра круга катания колеса.
Крепление сменных табличек производят, например, в пазы типа ласточкин хвост.
В зависимости от того, на внутреннюю 3.1 или наружную 3.2 сторону диска 3 железнодорожного колеса наносится маркировка, сменные таблички устанавливают, соответственно, на литейную модель низа или верха отливки колеса. Нанесение маркировки 4 с внутренней стороны колеса обеспечивает более высокую четкость маркировки 4 за счет действия сил давления массы жидкого расплава на контуры углублений маркировки, сформированных сменными табличками литейной модели в нижней части опоки. Нанесение маркировки 4 на наружной стороне колеса, в сравнении с ее нанесением на внутренней стороне, обеспечивает более доступную читаемость знаков маркировки 4 в процессе эксплуатации железнодорожного вагона.
При нанесении маркировки 4 на внутреннюю 3.1 поверхность диска 3 литейную модель низа с закрепленными сменными табличками размещают в опоку низа и заполняют опоку холодно-твердеющей смесью или формовочным песком в зависимости от метода формовки. Уплотняют формовочную смесь в опоке низа способами ручной или машинной формовки и затем снимают опоку с литейной модели, получая полуформу низа. В результате рабочая поверхность полуформы получает отпечаток знаков маркировки 4 в виде углублений.
Далее производят ту же последовательность операций для получения полуформы верха, за исключением операции предварительного крепления сменных табличек. Затем осуществляют сборку полуформы верха и полуформы низа с получением литейной формы. Производят заливку расплава в литейную форму. В процессе заполнения полости формы, благодаря хорошей жидкотекучести, расплав полностью заполняет углубления элементов отпечатка маркировки, формируя выступающие над поверхностью отливки колеса маркировочные знаки, фиксирующиеся на отливке при дальнейшем затвердевании расплава.
Выбор места нанесения маркировки на дисковой части литого железнодорожного колеса, имеющего наименьшие рабочие напряжения, произведен на основе расчетов на статическую и усталостную прочность колеса, которые позволили определить напряженно-деформированное состояние колеса от действия механических и термических нагрузок, наиболее критичных при эксплуатации. Расчеты производились для железнодорожного колеса колесных пар тележек грузовых вагонов железных дорог колеи 1520 мм, изготовленного с диаметром Д по кругу катания, равным 957±7 мм. Были рассмотрены три варианта мест размещения маркировки (фиг. 2), расположенных по диску 3 радиально на разном удалении от оси О-О каждого из трех колес: А1=217 мм, А2=258 мм, A3=274 мм. Напряжения в дисковых областях 3 каждого из трех колес распределились таким образом, как показано на фиг. 3: с наибольшими показателями в варианте 1 и с наименьшими - в варианте 3.
В результате расчетов был выявлен оптимальный диапазон размещения на диске 3 маркировки 4 (вариант 3), соответствующий лучшим характеристикам колеса на статическую и усталостную прочность. Внутренняя граница маркировочного знака 4 должна отстоять от оси О-О колеса на расстояние не менее 270 мм.
Радиальную высоту маркировочных знаков 4 выполняют в границах не более 305 мм от оси O-O литого железнодорожного колеса.
Содержание маркировки 4 представляет собой паспортную краткую информацию о литом железнодорожном колесе, его изготовителе и данные, необходимые для монтажа и эксплуатации железнодорожного колеса. В соответствии со стандартными требованиями, на диск 3 литого железнодорожного колеса наносятся две последние цифры года изготовления колеса; номер плавки; условный номер предприятия-изготовителя; порядковый номер колеса по системе нумерации изготовителя; дополнительный код, обозначающий собственность колес.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГРАФИТОВАЯ ФОРМА ДЛЯ ЛИТЬЯ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1992 |
|
RU2085323C1 |
| СПОСОБ МАРКИРОВКИ ОТЛИВОК | 1993 |
|
RU2087246C1 |
| Способ изготовления железнодорожных колес | 1990 |
|
SU1729676A1 |
| Способ производства железнодорожных колес | 1976 |
|
SU617138A1 |
| Способ производства железнодорожных колес | 1975 |
|
SU610593A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ ЧУГУННОЙ ОТЛИВКИ ТЮБИНГА ТОННЕЛЬНОЙ ОБДЕЛКИ ПОДЗЕМНЫХ СООРУЖЕНИЙ МЕТРОПОЛИТЕНА | 2015 |
|
RU2661929C2 |
| Способ изготовления центров электровозных колес | 1978 |
|
SU742015A1 |
| Литейная форма для отливки железнодорожной крестовины | 1977 |
|
SU749541A1 |
| Способ изготовления железнодорожных колес | 1981 |
|
SU986560A1 |
| Механизированная поточная линия для изготовления железнодорожных колес | 1989 |
|
SU1731379A1 |

Изобретение относится к литейному производству. Отливку железнодорожного колеса изготавливают в формах из смесей холодного отверждения или полученных вакуумно-пленочным способом. Штампы с маркировочными знаками закрепляют на литейной модели низа или верха отливки в местах литейной модели. Размещают литейную модель на позиции формовки и производят уплотнение формовочной смеси с переносом маркировочных знаков на рабочую поверхность формы. Обеспечивается получение на отливке железнодорожного колеса маркировочных знаков, имеющих чёткие контуры и сохраняющихся в течение срока службы железнодорожного колеса. 2 н. и 5 з.п. ф-лы, 3 ил.
1. Литое железнодорожное колесо с маркировочными знаками, содержащее ступицу с осевым отверстием, обод, имеющий поверхность катания и гребень, и диск, образованный внутренней и наружной поверхностями и соединенный периферийной частью с ободом, а центральной частью со ступицей, отличающееся тем, что маркировочные знаки расположены на диске колеса на расстоянии их внутренних и внешних границ от оси колеса, соответствующем части номинального значения диаметра круга катания колеса в диапазоне 1/(3,544-3,138).
2. Литое железнодорожное колесо по п. 1, отличающееся тем, что маркировочные знаки нанесены на внутренней поверхности диска колеса.
3. Литое железнодорожное колесо по п. 1, отличающееся тем, что маркировочные знаки нанесены на наружной поверхности диска колеса.
4. Способ литья железнодорожного колеса с маркировочными знаками, включающий изготовление литейной формы путем размещения литейной модели в опоке, заполнение опоки формовочной смесью, уплотнение формовочной смеси и нанесение маркировочных знаков на рабочую поверхность литейной формы при помощи штампов с маркировочными знаками, отличающийся тем, что литейную форму изготавливают методом холодного отверждения или вакуумно-пленочным методом, нанесение маркировочных знаков производят при уплотнении формовочной смеси, при этом штампы с маркировочными знаками закрепляют на литейной модели низа или верха отливки колеса на расстоянии внутренних и внешних границ маркировочных знаков от оси колеса, соответствующем части номинального значения диаметра круга катания колеса в диапазоне 1/(3,544-3,138).
5. Способ литья по п. 4, отличающийся тем, что штампы с маркировочными знаками закрепляют на дисковой части литейной модели концентрично осевому отверстию колеса.
6. Способ литья по п. 4, отличающийся тем, что штампы выполняют в виде сменных табличек.
7. Способ литья по п. 4, отличающийся тем, что уплотнение формовочной смеси осуществляют способами ручной или машинной формовки.
| СПОСОБ МАРКИРОВКИ ОТЛИВОК | 1993 |
|
RU2087246C1 |
| Устройство для управления электрическим шаговым двигателем | 1961 |
|
SU145650A1 |
| RU 151566 U1, 10.04.2015 | |||
| Способ бескомпенсаторной прокладки трубопровода | 1983 |
|
SU1161769A1 |
| СПОСОБ ЭЛЕКТРООСАЖДЕНИЯ МАГНИТОМЯГКИХ СПЛАВОВНИКЕЛЬ —ЖЕЛЕЗО | 0 |
|
SU191984A1 |

