На колеснопрокатном стане прокатывают поверхность 7 катания гребня 8 и боковые поверхности обода 9.
На четвертом прессе производят окончательную формовку ступицы по ее внутренпей поверхности после калибровки обода по ширипе, а затем прошивают центральное отверстие.
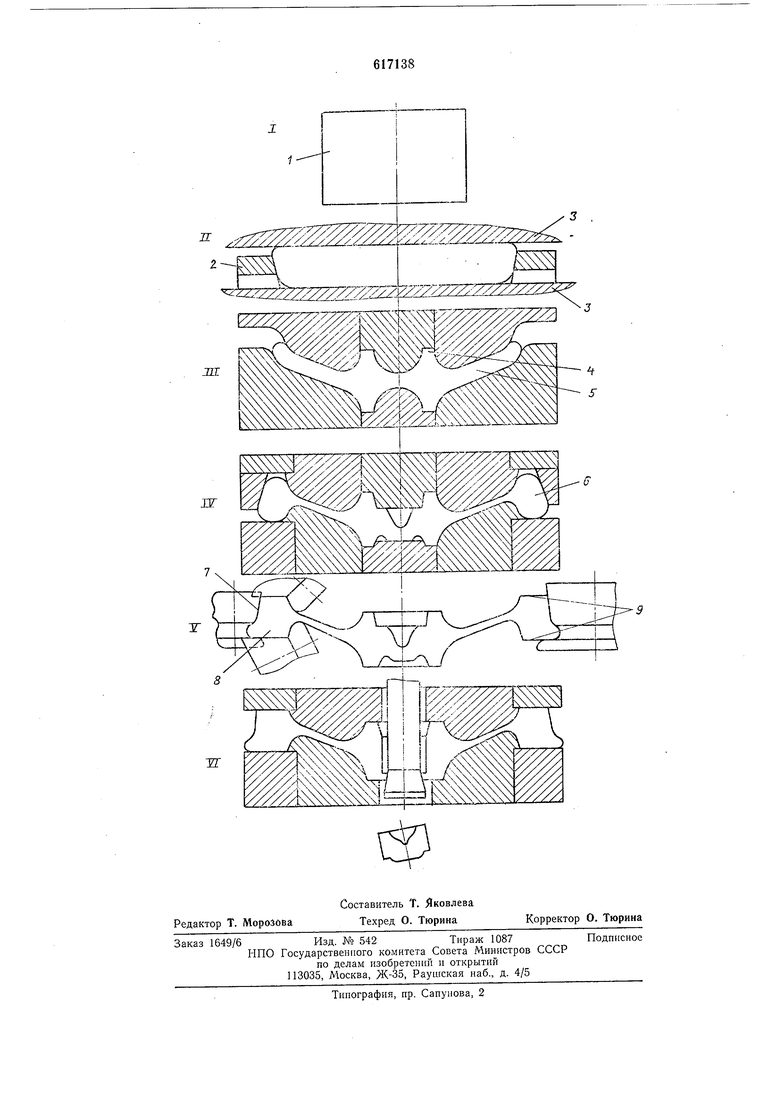
Нример. Нри производстве железнодорожных колес, например, диаметром 950 мм (основной сортамент вагонных колес, используемых в СССР) согласно предложенному способу исходная заготовка средним весом 470 кг, диаметром 520 мм и высотой 285 мм нагревалась до температуры 12GO-1280°С в печи с кольцевым вращающимся подом. Носле удаления печной окалины с торцовых поверхностей заготовки гидросбивом она осаживалась в калибровочном кольце между гладкими плитами на прессе усилием 2000 т. Осадка производилась на высоту 130-140 мм. При этом одновременно с осадкой с нижней обжиммо плиты ВОДОЙ смывалась отделяющаяся с боковых поверхностей заготовки окалина.
Осаженная заготовка с минимальным наружным диаметром 800 мм подавалась на нижний стол пресса усилием 500 т, где укладывалась в черновой штамп для предварительной формовки заготовки. Це 1трирование производилось наружной поверхиостью заготовки по рабочей поверхности штампа.
Ходом верхней траверсы производилась формовка ступицы на окончательный ее наружный днаметр, т. е. на размер 265 мм и высотой 220 мм. Одновременно нроизводилась предварительная формовка диска по всей его длине толщиной 60 мм. Ступида оформлялась с внутренней полостью 185 мм и с перемычкой толщиной 50 мм.
На третьем прессе усилием 10000 т заготовка укладывалась на нижний чистовой формовочный штамп и центрировалась по наружной поверхности ступицы.
Ходом верхней траверсы производилась формовка ступицы иа окончательный ее размер по высоте, па размер 195мм с окончательной формовкой диска толщпной у ступицы 24±2 мм, а у обода 17±3 мм. Здесь же подготавлиьался необходимый объем ме1алла для прокатки обода.
На колесопрокатном стане производилась прокатка поверхности катания на размер 964±15 мм и боковых поверхностей обода на ширину 144 мм.
Далее иа преесе усилием 3500 т производилась калибровка обода ио ширине па размер 139 j.j мм и окоичательная формовка ступицы по ее внутренней поверхности путем зДаления ее сердцевины. Диаметр прошиваемого отверстия 170 мм.
Нримеиение предлагаемого способа позволит повысить эффективноеть работы оборздования за счет более рационального распределения технологических оиераций между ирессами и колесопрокатным станом, а также повысить качество получаемых изделий.
Формула изобретения
Способ ироизводства железнодорожных колес, при котором осуществляют осадку, формовку колесной заготовки, прокатку, калибровку обода, выгибку диска и прощивку виутренпего отверстия с окончательной формовкой внутренней поверхности ступицы, отличающийся тем, что, с целью повыщепия эффективности работы оборудования и повышения качества изделий, колесную заготовку формуют в два последовательных этапа, па первом этапе оеущеетвляют предварительную формовку ступицы по внутренней поверхности и по высоте с одновременной окончательной формовкой ступицы по нарзжному диаметру и предварительной формовкой диска по толщине, а иа втором этапе осуществляют окончательную формовку ступицы по высоте с одновременной окончательной формовкой диска по толщине и предварительной формовкой обода.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 496079, кл. В 21Н 1/04, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства железнодорожных колес | 1975 |
|
SU610593A1 |
| Способ изготовления штампокатан-НыХ КОлЕС | 1978 |
|
SU795668A1 |
| Способ производства железнодорожных колес | 1975 |
|
SU524589A1 |
| Способ изготовления центров электровозных колес | 1978 |
|
SU742015A1 |
| Способ изготовления колес | 1978 |
|
SU667298A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ДЛЯ ЦЕЛЬНОКАТАНЫХ КОЛЕС | 1992 |
|
RU2030947C1 |
| Механизированная поточная линия для изготовления штампокатаных колес | 1989 |
|
SU1750822A1 |
| Способ изготовления штампокатанных изделий типа колес | 1984 |
|
SU1234019A1 |
| СПОСОБ ШТАМПОВКИ ЗАГОТОВОК ДЛЯ ЦЕЛЬНОКАТАНЫХ КОЛЕС | 2006 |
|
RU2335373C2 |
| Способ изготовления железнодорожных колес | 1981 |
|
SU986560A1 |