Настоящее изобретение относится к отливке сборных бетонных изделий с применением, по существу, горизонтальной скользящей опалубки, при этом бетонная смесь подается через ограниченное поперечное сечение, которое проходит вдоль отливки.
Сборные бетонные элементы и изделия, в частности многопустотные плиты и монолитные бетонные плиты, обычно отливают при помощи скользящей опалубки на длинных плоских стендах способом непрерывного заливки. Протяженность данного процесса непрерывного заливки определяется исходя из общей длины отливаемых элементов, или, исходя из максимальной длины плоского стенда. Длина плоских стендов, применяемых при отливке со скользящей опалубкой, может достигать 150-200 м в зависимости от размеров завода-изготовителя бетонных элементов. После окончания заливки с применением скользящей опалубки для получения непрерывной плиты на плоском стенде отлитая бетонная смесь выдерживается для отверждения на указанном плоском стенде. После отверждения бетонной смеси однородный отлитый элемент распиливают на отрезки заданной длины исходя из целей применения готовых элементов, а затем отпиленные бетонные элементы снимаются со стендов и направляются на склад для хранения перед отправкой к соответствующему месту применения.
В устройствах для заливки со скользящей опалубкой бетонная смесь подается за один или несколько этапов в форму для заливки, перемещающуюся с устройством для заливки, при этом указанная форма образована боковыми стенками формы и вибробрусом, образующим верхнюю поверхность формы, а также плоским стендом. Боковые стенки и вибробрус формы для заливки совершают вибрирующее и/или разглаживающее уплотняющее движение с целью уплотнения бетонного изделия. При заливке многопустотных плит устройство для заливки со скользящей опалубкой снабжается средством для формирования пустот. Как правило, устройство для заливки со скользящей опалубкой представляет собой заливочную машину, которая в процессе заливки перемещается по стационарному плоскому стенду, однако, устройство для заливки со скользящей опалубкой может быть также реализовано в виде стационарной заливочной станции, при этом плоский стенд перемещается в процессе заливки относительно заливочной станции.
Одним из наиболее распространенных типов устройств для заливки со скользящей опалубкой является экструдер. В устройство для заливки со скользящей опалубкой экструдерного типа бетонная смесь подается на шнековые питатели, которые выталкивают эту бетонную смесь под давлением в форму для заливки со скользящей опалубкой. Таким образом, в устройстве для заливки экструдерного типа подача бетонной смеси в форму для заливки со скользящей опалубкой выполняется в на одном этапе подачи. При литье многопустотных плит к концам шнековых питателей присоединяют элементы, формирующие пустоты, в частности пустотообразователи.
Форма изделия, получаемого при заливке со скользящей опалубкой, определяется ограниченным поперечным сечением, т.е. формой для заливки со скользящей опалубкой, образованной в экструдере верхней поверхностью плоского стенда, боковыми пластинами и верхней заглаживающей пластиной. При этом верхняя заглаживающая пластина формы для заливки со скользящей опалубкой определяет форму верхней поверхности отливаемого изделия.
В современных зданиях и конструкциях требования, предъявляемые к бетонным элементам, существенно различаются, что относится также к их форме. Вследствие уплотняющего эффекта формы для заливки со скользящей опалубкой при литье со скользящей опалубкой изменение формы поперечного сечения отливаемого изделия относительно нормальной прямоугольной формы является проблематичным.
Настоящее изобретение обеспечивает решение для заливки бетонных изделий с большим разнообразием форм поперечного сечения посредством экструдерного процесса заливки со скользящей опалубкой. Это достигается за счет применения новой заглаживающей пластины, которая разделена на множество горизонтальных секций относительно направления заливки, при этом соседние указанные секции совершают заглаживающее движение в различных фазах или с различными скоростями.
Соседние секции, предпочтительно, совершают возвратно-поступательное заглаживающее движение в противоположных фазах с одинаковой скоростью, таким образом, соседние секции перемещаются в противоположном направлении на всем протяжении пути перемещения. Это обеспечивает максимальное срезывающее уплотнительное действие на верхнюю поверхность отливаемого изделия.
Благодаря секционной заглаживающей пластине согласно изобретению, эффект срезывающего уплотнения в бетонном отливаемом изделии усиливается, особенно в угловых частях, что позволяет получать большое разнообразие верхней поверхности форм. Это является невозможным при применении известных цельных заглаживающих пластин, поскольку они не создают достаточного уплотнения в угловых частях в зоне заглаживающей пластины.
В способе отливки сборных бетонных изделий с применением процесса отливки с, по существу, горизонтальной скользящей опалубкой согласно изобретению, в котором бетонная смесь подается под давлением через ограниченное поперечное сечение, определяющее отливаемое изделие, верхняя поверхность ограниченного поперечного сечения формируется множеством секций, которые совершают возвратно-поступательное заглаживающее движение в направлении заливки, при этом соседние секции перемещаются в разных фазах и/или с разными скоростями. Разные фазы или скорости движения соседних секций повышают уплотнение верхней поверхности отливаемого изделия и обеспечивают достаточное уплотнение угловых частей верхней поверхности отливаемого изделия.
Настоящее изобретение обеспечивает также устройство для отливки сборных бетонных изделий с применением, по существу, горизонтальной скользящей опалубки, при этом указанное устройство имеет ограниченное поперечное сечение, определяющее отливаемое изделие. Ограниченное поперечное сечение образовано боковыми пластинами устройства, определяющими боковые поверхности ограниченного поперечного сечения, верхней поверхностью плоского стенда, определяющей нижнюю поверхность ограниченного поперечного сечения, и верхней заглаживающей пластиной или вибробрусом, определяющим верхнюю поверхность ограниченного поперечного сечения. Устройство содержит также элементы для подачи бетонной смеси в указанное ограниченное поперечное сечение, в частности шнековые питатели и/или, например, контейнеры с бетонной смесью, по меньшей мере на одном этапе подачи. В устройстве согласно изобретению верхняя поверхность ограниченного поперечного сечения содержит множество секций, а указанное устройство содержит устройства для создания возвратно-поступательного перемещения при заглаживающем движении соседних секций в разных фазах и/или с разными скоростями.
В одном из вариантов осуществления согласно изобретению по меньшей мере некоторые из соседних секций верхней поверхности ограниченного поперечного сечения расположены под углом друг к другу. Этот вариант осуществления позволяет получать различные формы верхней поверхности отливаемых изделий.
В одном из вариантов осуществления изобретения между соседними секциями верхней поверхности ограниченного поперечного сечения предусмотрен зазор величиной 0,5 - 2 мм. Это расстояние является достаточно большим для того, чтобы соседние секции не препятствовали движению друг друга, но вместе с тем достаточно малым, чтобы избыточная бетонная смесь не выходила под давлением через такой зазор.
В одном из вариантов осуществления изобретения верхняя поверхность ограниченного поперечного сечения состоит из секций, имеющих вертикальную ориентацию и горизонтальную ориентацию относительно нижней поверхности ограниченного поперечного сечения. Этот вариант осуществления позволяет получать бетонные изделия с вертикальными удлинениями на верхней поверхности отливаемого изделия, в частности плиты типа Т и ТТ.
В альтернативном варианте осуществления изобретения между соседними секциями верхней поверхности ограниченного поперечного сечения предусмотрен зазор величиной 10-20 мм. Этот вариант осуществления, благодаря указанным зазорам, позволяет арматурным стержням и другим аналогичным деталям, выступающим из верхней поверхности отливаемого бетонного изделия, проходить через заглаживающую пластину и через всю заливочную машину.
Признаки, определяющие способ согласно изобретению, более подробно представлены в пункте 1 формулы изобретения, а признаки, определяющие способ согласно изобретению, более подробно представлены в пункте 6 формулы изобретения. Зависимые пункты формулы изобретения раскрывают предпочтительные характеристики и варианты осуществления изобретения.
Ниже в качестве примера более подробно раскрыт один из вариантов осуществления изобретения со ссылками на прилагаемые чертежи, на которых показаны:
фиг. 1 - схематическое изображение заливочного устройства экструдерного типа со скользящей опалубкой,
фиг. 2А - вариант осуществления узла заглаживающей пластины согласно изобретению,
фиг. 2В - альтернативный вариант осуществления узла заглаживающей пластины согласно изобретению,
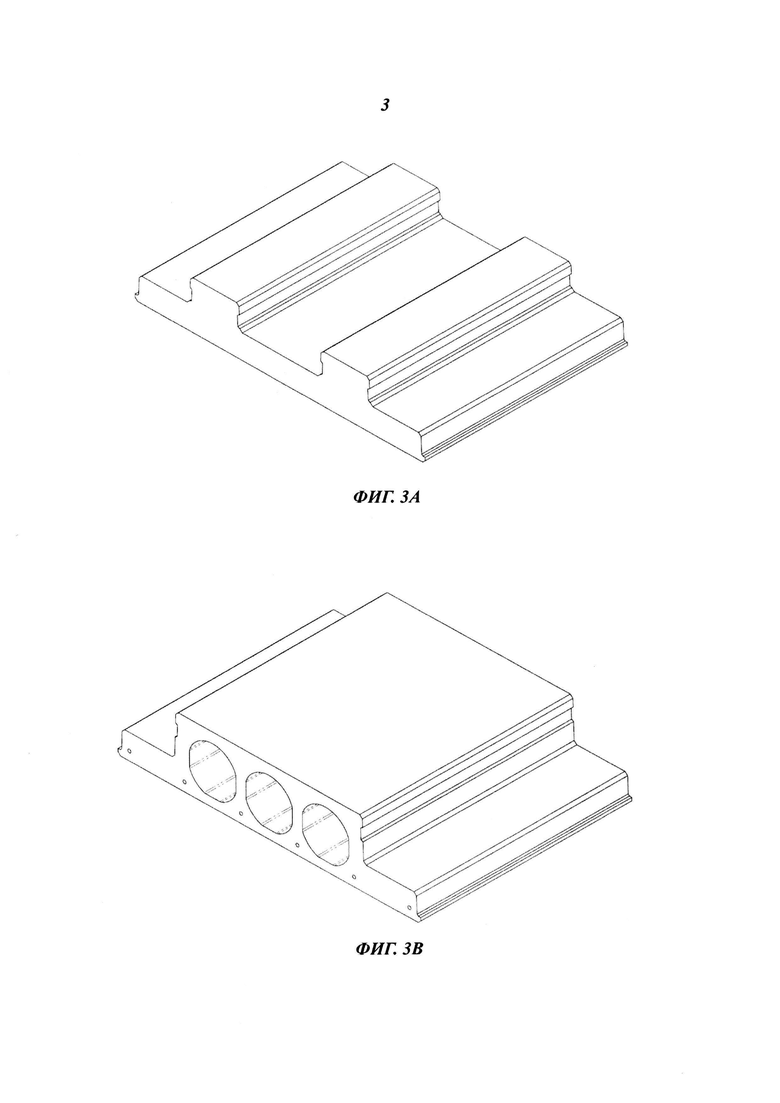
фиг. 3А и 3В - примеры формы бетонных изделий, отлитых с применением заглаживающей пластины согласно изобретению.
На фиг. 1 схематически показано заливочное устройство 1 экструдерного типа со скользящей опалубкой, которое в процессе заливки в скользящую опалубку обеспечивает подачу бетонной смеси из контейнера 2 с бетонной смесью к шнековым питателям 3, которые выталкивают бетонную смесь под давлением в форму для заливки со скользящей опалубкой, образованную плоским стендом 5, боковыми пластинами 6 и верхней заглаживающей пластиной 7. Над верхней заглаживающей пластиной 7 расположена горизонтирующая плита 8. К выходным концам шнековых питателей 3 присоединены элементы, образующие полости, или пустотообразователи 4, которые также ограничивают форму для заливки со скользящей опалубкой и образуют пустоты в виде удлиненных полостей в отливаемой плите. Бетонная смесь уплотняется во время процесса заливки со скользящей опалубкой за счет вращательного движения шнековых питателей 3, выталкивающих бетонную смесь, под действием приводного двигателя 9, а также за счет возвратно-поступательного движения в направлении заливки шнековых питателей и пустотообразователей 4, под действием приводного двигателя 10. Наружные поверхности отливаемого изделия уплотняются за счет возвратно-поступательного движения боковых пластин 6 и заглаживающего движения верхней заглаживающей пластины под действием приводного двигателя 11.
На фиг. 2А и 2В показаны варианты осуществления узлов 12, 12' заглаживающего бруса согласно изобретению, которые образуют верхнюю поверхность ограниченного поперечного сечения заливочной формы со скользящей опалубкой, формирующей отливаемое изделие.
В варианте осуществления, показанном на фиг. 2А, узел 12 заглаживающего бруса содержит раму 13, при помощи которой узел заглаживающего бруса соединяется с заливочной машиной экструдерного типа со скользящей опалубкой, и двигатель 11 для перемещения трех секций 7а, 7b и 7с заглаживающей пластины. Двигатель 11 вращает коленчатый вал (в узлах, показанных на фиг. 2А и 2b), который расположен горизонтально в поперечном направлении относительно направлений движения заглаживающей пластины в виде секций 7а, 7b и 7с заглаживающей пластины. Секции 7а, 7b и 7с заглаживающей пластины соединяются с коленчатым валом при помощи соединительных штоков, которые заставляют плоские секции совершать возвратно-поступательное движение во время вращения приводного вала. Соединительные штоки соединяются с коленчатым валом таким образом, чтобы соседние секции заглаживающей пластины перемещались в различных фазах относительно друг друга, предпочтительно - в противоположных фазах, при этом соседние секции перемещаются в противоположных направлениях на протяжении всего пути перемещения. Секции 7а, 7b и 7с заглаживающей пластины также соединяются с рамой 13 при помощи поворотных кронштейнов 14.
За секциями 7а, 7b и 7с заглаживающей пластины расположена горизонтирующая плита 8, которая обеспечивает отделку и горизонтирование верхней поверхности отливаемого бетонного изделия.
В варианте осуществления, показанном на фиг. 2А, заглаживающая пластина содержит три секции 7а, 7b и 7с, которые установлены вертикально, поэтому верхняя поверхность, уплотняемая в этом варианте осуществления, будет горизонтальной. Расстояние между секциями 7а, 7b и 7с составляет приблизительно 0,5-2 мм, если требуется обеспечить ровную верхнюю поверхность отливаемого изделия. Если требуется использовать арматуру или другие элементы, выступающие из верхней поверхности отливаемого изделия, расстояние между секциями 7а, 7b и 7с составляет приблизительно 10-20 мм, что позволяет пропускать эти элементы через заглаживающую пластину между секциями.
Вариант осуществления, показанный на фиг. 2В, соответствует варианту осуществления с фиг. 2А за исключением формы секций 7а', 7b' и 7с' заглаживающей пластины и формы горизонтирующей плиты 8'.
В варианте осуществления, показанном на фиг. 2В, секции 7а' и 7с', расположенные на боковых сторонах заглаживающей пластины, выполнены таким образом, чтобы они содержали как вертикальные, так и горизонтальные заглаживающие поверхности, а центральная секция 7b' содержит только горизонтальную заглаживающую поверхность. Форму получаемой верхней поверхности отливаемого изделия можно лучше всего представить исходя из формы горизонтирующей плиты 8', при этом пример формы бетонного изделия, отлитого с применением такой заглаживающей пластины, показан на фиг. 3В.
На фиг. 3А и 3В показаны примеры форм бетонных изделий, отлитых с применением заглаживающей пластины согласно изобретению. Как указано в предыдущем абзаце, узел заглаживающей пластины, показанный на фиг. 2В, используется для отливки формы бетонного изделия, показанной на фиг. 3В.
Отливка формы бетонного изделия, показанной на фиг. 3А, требует наличия заглаживающей пластины, содержащей от 5 до 9 секций. Боковые секции заглаживающей пластины могут иметь, по существу, Г-образную форму для заглаживания горизонтальных и вертикальных поверхностей бетонного изделия одной секцией, в то время как средняя часть может представлять собой, по существу, подковообразную секцию заглаживающей пластины. Альтернативно этому каждая из горизонтальных поверхностей и вертикальных поверхностей, соединенных с горизонтальными поверхностями, может заглаживаться отдельной секцией заглаживающей пластины.
Конкретные примеры вариантов осуществления изобретения, показанные на чертежах и раскрытые выше, не следует рассматривать в качестве ограничительных. Специалисты в данной области техники могут изменять и модифицировать варианты осуществления множеством очевидных способов в пределах объема формулы изобретения. Таким образом, изобретение не ограничено исключительно вариантами осуществления, раскрытыми выше.


Группа изобретений относится к отливке сборных бетонных изделий. Способ отливки включает применение процесса отливки с, по существу, горизонтальной скользящей опалубкой. При этом бетонную смесь подают под давлением через ограниченное поперечное сечение, определяющее отливаемое изделие, образованное боковыми пластинами устройства, определяющими боковые поверхности ограниченного поперечного сечения, верхней поверхностью плоского стенда, определяющей нижнюю поверхность ограниченного поперечного сечения, и верхней заглаживающей пластиной или вибробрусом, определяющими верхнюю поверхность ограниченного поперечного сечения. При этом верхняя поверхность ограниченного поперечного сечения образована множеством секций, расположенных друг за другом в направлении заливки и совершающих возвратно-поступательное заглаживающее движение в направлении заливки. При этом соседние секции перемещают в разных фазах и/или с разными скоростями. 2 н. и 8 з.п. ф-лы, 5 ил.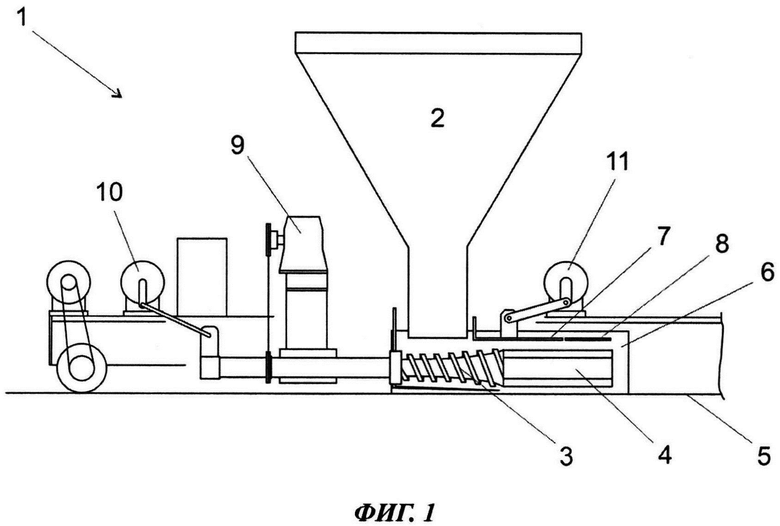
1. Способ отливки бетонных изделий с применением процесса отливки с, по существу, горизонтальной скользящей опалубкой, при этом бетонную смесь подают под давлением через ограниченное поперечное сечение, определяющее отливаемое изделие, образованное боковыми пластинами (6) устройства, определяющими боковые поверхности ограниченного поперечного сечения, верхней поверхностью плоского стенда (5), определяющей нижнюю поверхность ограниченного поперечного сечения, и верхней заглаживающей пластиной (7) или вибробрусом, определяющими верхнюю поверхность ограниченного поперечного сечения, отличающийся тем, что верхняя поверхность (7) ограниченного поперечного сечения образована множеством секций (7а, 7а', 7b, 7b', 7с, 7с'), расположенных друг за другом в направлении заливки и совершающих возвратно-поступательное заглаживающее движение в направлении заливки, при этом соседние секции перемещают в разных фазах и/или с разными скоростями.
2. Способ по п. 1, в котором по меньшей мере некоторые из соседних секций (7а, 7а', 7b, 7b', 7с, 7с') верхней поверхности (7) ограниченного поперечного сечения расположены под углом друг к другу.
3. Способ по п. 1 или 2, в котором между соседними секциями (7а, 7а', 7b, 7b', 7с, 7с') верхней поверхности (7) ограниченного поперечного сечения предусмотрен зазор величиной 0,5-2 мм.
4. Способ по п. 1 или 2, в котором верхняя поверхность (7) ограниченного поперечного сечения состоит из секций (7а, 7а', 7b, 7b', 7с, 7с'), имеющих вертикальную ориентацию и горизонтальную ориентацию относительно нижней поверхности (5) ограниченного поперечного сечения.
5. Способ по п. 1, в котором между соседними секциями (7а, 7а', 7b, 7b', 7с, 7с') верхней поверхности (7) ограниченного поперечного сечения предусмотрен зазор величиной 10-20 мм.
6. Устройство (1) для отливки бетонных изделий с применением, по существу, горизонтальной скользящей опалубки, при этом указанное устройство имеет ограниченное поперечное сечение, определяющее отливаемое изделие, образованное боковыми пластинами (6) устройства, определяющими боковые поверхности ограниченного поперечного сечения, верхней поверхностью плоского стенда (5), определяющей нижнюю поверхность ограниченного поперечного сечения, и верхней заглаживающей пластиной (7) или вибробрусом, определяющими верхнюю поверхность ограниченного поперечного сечения, и содержит контейнер (2) с бетонной смесью и шнековый питатель (3) для подачи бетонной смеси под давлением в указанное ограниченное поперечное сечение, отличающееся тем, что верхняя поверхность (7) ограниченного поперечного сечения содержит множество секций (7а, 7а', 7b, 7b', 7с, 7с'), расположенных друг за другом в направлении заливки, а указанное устройство (1) содержит устройства (11, 14) для обеспечения возвратно-поступательного заглаживающего движения соседних секций в разных фазах и/или с разными скоростями.
7. Устройство (1) по п. 6, в котором соседние секции (7а, 7а', 7b, 7b', 7с, 7с') верхней поверхности (7) ограниченного поперечного сечения расположены под углом друг к другу.
8. Устройство (1) по п. 6 или 7, в котором расстояние между соседними секциями (7а, 7а', 7b, 7b', 7с, 7с') верхней поверхности (7) ограниченного поперечного сечения составляет 0,5 - 2 мм.
9. Устройство (1) по п. 6 или 7, в котором верхняя поверхность (7) ограниченного поперечного сечения состоит из секций (7а, 7а', 7b, 7b', 7с, 7с'), которые имеют вертикальную ориентацию и горизонтальную ориентацию относительно нижней поверхности (5) ограниченного поперечного сечения.
10. Устройство (1) по п. 6, в котором расстояние между соседними секциями (7а, 7а', 7b, 7b', 7с, 7с') верхней поверхности (7) ограниченного поперечного сечения составляет 10-20 мм.
| СПОСОБ, УСТРОЙСТВО И ЭЛЕМЕНТ ДЛЯ ФОРМОВКИ ДЛЯ ОТЛИВКИ БЕТОННОГО ИЗДЕЛИЯ ПУТЕМ БЕТОНИРОВАНИЯ В СКОЛЬЗЯЩЕЙ ОПАЛУБКЕ | 2006 |
|
RU2382699C2 |
| Пресс для загибания и горячего прессования краев деталей петлиц | 1956 |
|
SU107093A1 |
| Устройство для укладки бетонных смесей | 1974 |
|
SU541914A1 |
| US 5123831 A, 23.06.1992 | |||
| Способ технической диагностики цилиндро-поршневой группы дизеля | 1980 |
|
SU879396A1 |

