Область техники, к которой относится изобретение
Настоящее изобретение относится к области отливки бетонных изделий сборной конструкции с использованием процесса отливки с помощью по существу горизонтальной подвижной опалубки, согласно которому бетонную смесь подают через ограниченное поперечное сечение, постепенно перемещаемое по литейной форме, за, по меньшей мере, один этап.
Сведения о предшествующем уровне техники
В данной области известны несколько различных способов и устройств для отливки с помощью подвижной опалубки. Два основных способа отливки бетонных изделий с помощью подвижной опалубки - это экструзионный способ и метод установки с подвижной опалубкой. При использовании экструзионного способа бетонную смесь подают на единственном этапе подачи из контейнера с бетонной массой на подающие шнеки, которые выдавливают бетонную смесь в литейную форму с подвижной опалубкой, ограниченную верхней поверхностью литейного стенда, а также боковыми и верхними плитами литейной установки. При отливке блоков с центральными полостями после подающих шнеков предусматривают сердечники для формирования центральных полостей, которые формируют в отливаемом бетонном изделии продольно ориентированные полости. Уплотнение отливаемого бетонного изделия производят при помощи вибрирующего и/или разравнивающего движения боковых и верхних плит, а формирование центральных полостей обеспечивают при помощи возвратно-поступательного уплотняющего движения структуры, образованной подающими шнеками и присоединенным сердечником для формирования центральной полости. Перемещение литейной установки вдоль литейного стенда происходит за счет реактивной силы от подающих шнеков, выдавливающих бетонную массу, которая может быть дополнена действием дополнительного приводного двигателя. Готовое отлитое изделие оставляют на литейном стенде в ходе всего процесса отливки.
Согласно способу установки с подвижной опалубкой, бетонную смесь подают из контейнера с бетонной массой в литейную форму с подвижной опалубкой, по меньшей мере, в два этапа. На первом этапе бетонную массу подают в нижнюю часть литейной формы, образованную верхней поверхностью литейного стенда и боковыми плитами литейной установки. После первого этапа заливки бетонной смеси используют вибрирующие башмаки и сердечники для формирования центральных полостей, которые при помощи вибрации уплотняют залитую бетонную смесь и определяют окончательную форму нижней части отливаемого бетонного изделия. На втором этапе заливки бетонную смесь подают на концевые участки сердечника, формирующего центральные полости, и поверх ранее залитой бетонной смеси для формирования верхней части отливаемого изделия, после чего бетонную смесь уплотняют при помощи вибрирующей плиты, расположенной в задней части литейной установки и образующей верхнюю поверхность литейной формы с подвижной опалубкой. Готовое отлитое изделие оставляют на литейном стенде в ходе всего процесса отливки.
Отливку с помощью подвижной опалубки обычно используют для отливки длинномерных изделий с постоянным поперечным сечением, таких как сплошные блоки или блоки с центральными полостями, которые разрезают на фрагменты заданной длины после затвердевания бетона.
Патентная публикация ЕР 1843882B1 раскрывает способ отливки с подвижной опалубкой и устройство для отливки бетонных изделий с центральными полостями, в которых толщина отливаемого бетонного изделия может быть изменена в процессе отливки путем изменения высоты сердечника, образующего центральную полость, и положения верхней плиты литейной формы с движущейся опалубкой. Указанное устройство также может быть использовано для отливки бетонных изделий разной толщины.
Толщина перегородок между полостями является одной из наиболее важных характеристик бетонных блоков с центральными полостями, определяющей прочность блока на сдвиг, в особенности на концевых участках блока, которые обычно используют для обеспечения поддержки блока в составе здания.
В связи с этим толщину перегородок между полостями подбирают в соответствии с максимальными напряжениями сдвига, воздействующими на концевые участки блока. Такие максимальные напряжения сдвига не воздействуют на центральный участок блока, но поскольку замена элементов, образующих центральные полости и перегородки между ними внутри блока, в процессе отливки в установке с подвижной опалубкой невозможна, толщина перегородок одинакова на всей протяженности отливаемого блока. Это приводит, например, к увеличению веса блока и уменьшению допустимой нагрузки на него.
В соответствии с одним из известных решений для увеличения прочности концевых участков блока с центральной полостью его концы заливают бетонной массой после окончания отливки с помощью подвижной опалубки, тем самым обеспечивая добавление бетона в наиболее подверженных нагрузкам участках блока. Однако это решение связано с увеличением расхода бетонной массы и замедлением процесса изготовления блока.
Сущность изобретения
В соответствии с настоящим изобретением ширину центральных полостей, а следовательно, и толщину перегородок межу полостями, изменяют в процессе отливки с помощью подвижной опалубки путем изменения ширины одного или более образующих центральные полости элементов. Это позволяет обеспечить отливку более толстых перегородок на концевых участках блоков с центральными полостями, что повышает устойчивость данных участков к напряжению сдвига, в то время как центральная область или участок блока могут быть отлиты с более тонкими перегородками, что приводит к снижению веса блока и сокращению расхода бетонной массы в процессе отливки.
В соответствии с оптимальным вариантом осуществления настоящего изобретения, высота образующего центральную полость элемента также может быть изменена в процессе отливки с помощью подвижной опалубки. Это позволяет изменять в процессе отливки все параметры поперечного сечения центральных полостей, обеспечивая наиболее оптимальное поперечное сечение центральных полостей для всех участков отливаемого блока.
Преимущественно, ширину и/или высоту образующего центральную полость элемента изменяют лишь на некотором участке или отрезке длины образующего центральную полость элемента. Это позволяет сохранять, по существу, неизменными ширину и высоту верхнего по направлению заливки конца образующего центральную полость элемента в процессе отливки, изменяя лишь ширину и/или высоту нижнего по направлению заливки конца образующего центральную полость элемента, например, с соответствующим постепенным увеличением или уменьшением этих измерений вдоль длины образующего центральную полость элемента.
В альтернативном варианте на верхнем по направлению заливки конце образующего центральную полость элемента предусмотрен продольный участок или отрезок, имеющий неизменяемое постоянное поперечное сечение. В оптимальном варианте такой участок содержит точку крепления для прикрепления участка или отрезка образующего центральную полость элемента с изменяемой шириной и/или высотой к литейной установке.
В оптимальном варианте, настоящее изобретение используют в способах и устройствах для отливки экструзионного типа, в которых бетонную массу подают через литейную форму с подвижной опалубкой, образующей ограниченное поперечное сечение и постепенно перемещаемой вдоль литейной формы, при помощи по меньшей мере одного подающего шнека, причем образующий центральную полость элемент присоединен к нижнему по направлению заливки концу подающего шнека. В таком процессе отливки экструзионного типа бетонную массу, в оптимальном варианте, подают в литейную форму с подвижной опалубкой лишь на одном этапе заливки.
В соответствии с настоящим изобретением, может быть предусмотрено измерение расстояния заливки, пройденного устройством, в процессе отливки с помощью подвижной опалубки, причем данные такого измерения могут быть использованы для управления изменением ширины и/или высоты образующего центральную полость элемента так, чтобы обеспечить формирование центральных полостей с требуемым поперечным сечением в соответствующих продольных частях или отрезках блока с центральными полостями. Для этого может быть использована автоматическая система управления установки для отливки с помощью подвижной опалубки, которая обеспечивает контроль и измерение расстояния отливки, пройденного установкой, и изменяет ширину и/или высоту одного или нескольких образующих центральную полость элементов в определенных точках процесса отливки с помощью подвижной опалубки в соответствии с данными такого измерения и проектных параметров отливаемого блока, введенных в автоматическую систему управления.
Изменения ширины и высоты образующего центральную полость элемента, в соответствии с изобретением, может быть осуществлено с использованием соответствующих электрических, пневматических или гидравлических средств, например, соответствующих силовых цилиндров или других средств линейного перемещения, расположенных, преимущественно, внутри образующего центральную полость элемента. В оптимальном варианте, такие средства используют для перемещения участков поверхности, образующих внешнюю поверхность образующего центральную полость элемента, для изменения внешних размеров образующего центральную полость элемента по меньшей мере на некотором отрезке его длины, причем число таких участков поверхности равно по меньшей мере двум, а предпочтительно - по меньшей мере четырем.
Настоящее изобретение также относится к образующему центральную полость элементу установки для отливки бетонных изделий с центральными полостями с помощью подвижной опалубки, содержащему, по меньшей мере, два участка поверхности, образующих внешнюю поверхность продольного отрезка образующего центральную полость элемента, и средства изменения расстояния между такими по меньшей мере двумя участками поверхности для изменения ширины образующего центральную полость элемента.
Признаки способа по настоящему изобретению более точно представлены в п. 1 формулы изобретения, признаки устройства по настоящему изобретению более точно представлены в п. 6 формулы изобретения, а признаки образующего центральную полость элемента по настоящему изобретению более точно представлены в п. 11 формулы изобретения.
Перечень чертежей
Примеры вариантов осуществления изобретения и его преимущества более подробно описаны ниже со ссылками на прилагаемые чертежи, на которых:
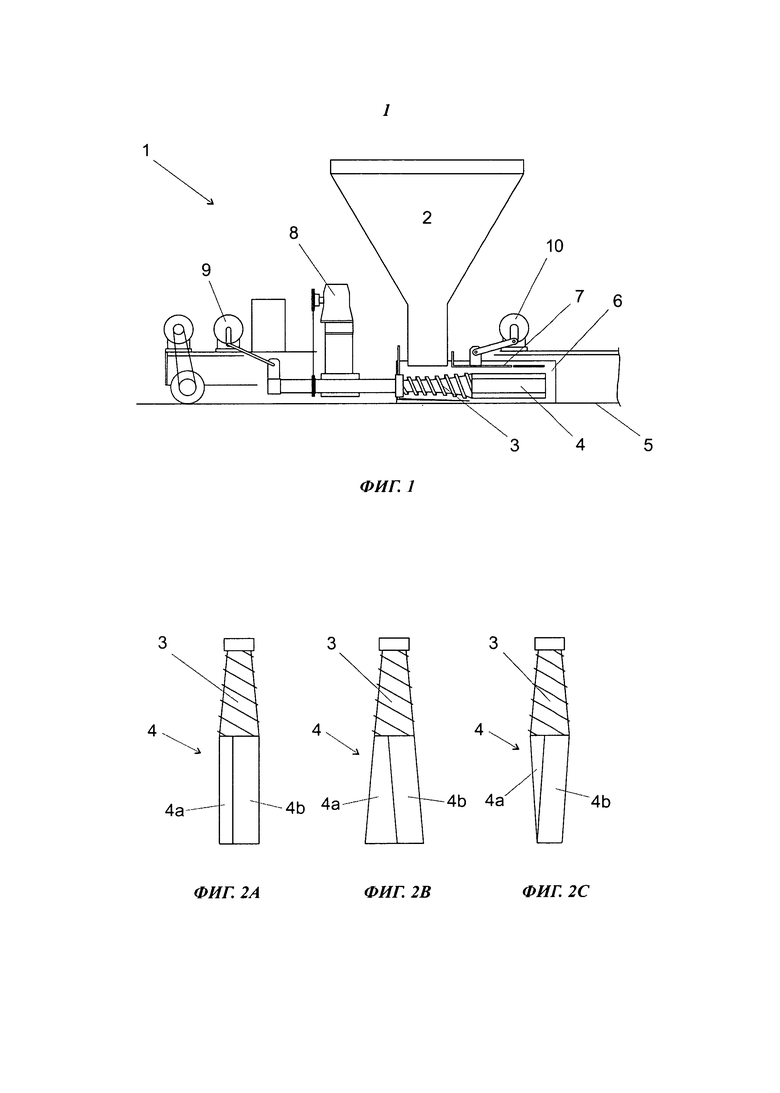
на фиг. 1 схематически показано устройство экструзионного типа для отливки с помощью подвижной опалубки по изобретению,
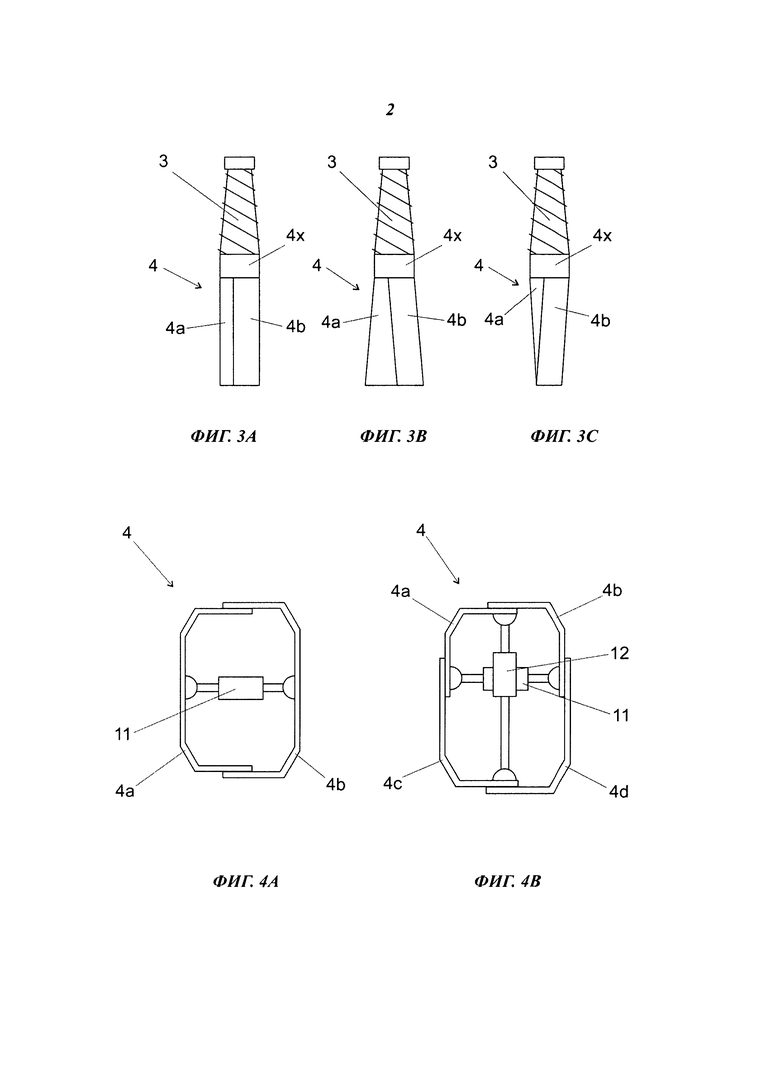
на фиг. 2А-2С схематически показан на виде сверху образующий центральную полость элемент по изобретению в разных состояниях регулировки,
на фиг. 3А-3С схематически показан на виде сверху образующий центральную полость элемент по альтернативному варианту осуществления изобретения в разных состояниях регулировки, и
на фиг. 4А и 4B схематически показаны на виде сзади разные образующие центральную полость элементы по изобретению.
Осуществление изобретения
На фиг. 1 схематически представлено устройство 1 экструзионного типа для отливки с помощью подвижной опалубки, работающее в процессе отливки с помощью подвижной опалубки путем подачи бетонной массы из контейнера 2 с бетонной массой на подающие шнеки 3, которые выдавливают бетонную массу в литейную форму с подвижной опалубкой, образованную литейным стендом 5, боковыми плитами 6 и верхней плитой 7. К нижнему по направлению заливки концу подающих шнеков 3 присоединены образующие центральные полости элементы или сердечники 4, которые также ограничивают размеры литейной формы с подвижной опалубкой и формируют продольные центральные полости в отливаемом блоке. Уплотнение бетонной массы в процессе отливки с помощью подвижной опалубки происходит благодаря вращательному движению подающих шнеков 3, обеспечиваемому приводным двигателем 8, и возвратно-поступательному движению подающих шнеков и образующих центральные полости элементов 4 вдоль направления заливки бетона, обеспечиваемому приводным двигателем 9. Уплотнение внешних поверхностей отливаемого изделия происходит за счет возвратно-поступательного движения боковых плит 6 и вибрации и/или заглаживающему движению верхней плиты, обеспечиваемому приводным двигателем 10.
На фиг. 2А-2С схематически представлен образующий центральную полость элемент 4 по изобретению, прикрепленный к подающему шнеку 3, в разных состояниях регулировки. В варианте осуществления по фиг. 2А-2С образующий центральную полость элемент 4 содержит два участка 4а и 4b поверхности, образующих внешнюю поверхность образующего центральную полость элемента, причем участок 4а поверхности частично расположен внутри участка 4b поверхности. Кроме того, участки 4а и 4b поверхности соединены один с другим так, что хотя верхние по направлению заливки края участков поверхности образуют, по существу, постоянное поперечное сечение, однако соединение между участками поверхности позволяет как сдвигать друг к другу, так и раздвигать друг от друга нижние по направлению заливки края участков поверхности. Такая конфигурация может быть получена, например, путем использования шарнирного соединения между верхними по направлению заливки краями участков 4а и 4b поверхности и обеспечивает возможность надежного прикрепления образующего центральную полость элемента к концу подающего шнека 3.
В положении по фиг. 2А образующий центральную полость элемент 4 имеет одинаковую ширину по всей своей длине, что соответствует известным образующим центральную полость элементам.
В положении по фиг. 2B нижние по направлению заливки края участков 4а и 4b поверхности образующего центральную полость элемента 4 раздвинуты один от другого так, чтобы обеспечить постепенное увеличение ширины поперечного сечения образующего центральную полость элемента вдоль его длины. Поскольку нижний по направлению заливки конец образующего центральную полость элемента 4 определяет поперечное сечение центральной полости, формируемой в отливаемом изделии, положение регулировки по фиг. 2B позволяет формировать в отливаемом блоке более широкую центральную полость и, следовательно, также более тонкие перегородки между центральными полостями, образованными в блоке.
В положении по фиг. 2С нижний по направлению заливки края участков 4а и 4b поверхности образующего центральную полость элемента 4 сдвинуты один к другому так, чтобы обеспечить постепенное уменьшение ширины поперечного сечения образующего центральную полость элемента вдоль его длины. Такое положение регулировки позволяет формировать в отливаемом блоке более узкую центральную полость и, следовательно, также более толстые перегородки между центральными полостями, образованными в блоке.
На фиг. 3A-3С схематически представлен на виде сверху, в соответствии с изобретением, альтернативный вариант образующего центральную полость элемента 4 в разных положениях регулировки. Образующий центральную полость элемент 4 и его положения, представленные на фиг. 3A-3С, аналогичны тем, что представлены на фиг. 2А-2С, с тем отличием, что образующий центральную полость элемент содержит участок 4х, расположенный на верхнем по направлению заливки краю образующего центральную полость элемента. Такой участок 4х образующего центральную полость элемента имеет по своей длине, по существу, постоянное неизменяемое поперечное сечение, в результате чего участок 4х может быть использован для облегченного прикрепления образующего центральную полость элемента 4 к нижнем по направлению заливки концу подающего шнека 3 аналогично соединению между подающим шнеком и любыми известными нерегулируемыми образующими центральную полость элементами. Кроме того, участок 4х также значительно облегчает осуществление соединения между участком 4х и регулируемыми участками 4а и 4b поверхности, поскольку участок 4х образует пригодную для крепления невращающуюся часть, тем самым обеспечивая более удобное исходное положение для формирования регулируемого соединения, способного выдержать давление бетонной массы внутри литейной формы с подвижной опалубкой.
На фиг. 4А и 4B схематически представлены на виде сзади различные образующие центральную полость элементы по изобретению.
В варианте осуществления по фиг. 4А, образующий центральную полость элемент 4 содержит два участка 4а и 4b поверхности, причем участок 4а поверхности частично расположен внутри участка 4b поверхности. Верхние по направлению заливки края участков 4а и 4b поверхности соединены между собой посредством соответствующего шарнирного соединения (не показано), а вблизи нижних по направлению заливки краев данные участки поверхности соединены между собой соответствующим устройством 11 линейного перемещения, например, гидравлическим или пневматическим силовым цилиндром или линейным электродвигателем, обеспечивающим средства и энергию, необходимые для регулировки положения нижних по направлению заливки краев участков поверхности относительно друг друга. Вариант осуществления по фиг. 4А обеспечивает возможность регулировки ширины нижнего по направлению заливки конца образующего центральную полость элемента 4.
В варианте осуществления по фиг. 4B образующий центральную полость элемент 4 содержит четыре участка 4а, 4b, 4с и 4d поверхности. В соответствии с данным вариантом осуществления, верхние по направлению заливки края участков 4а, 4b, 4с и 4d поверхности соединены в области перекрывания с другим перекрывающимся участком поверхности посредством соответствующего шарнирного соединения (не показано). Участки 4а и 4b поверхности соединены между собой вблизи нижних по направлению заливки краев соответствующим устройством 11 линейного перемещения, которое обеспечивает возможность регулировки ширины нижнего по направлению заливки конца образующего центральную полость элемента 4. Участки 4с и 4d поверхности соединены между собой вблизи нижних по направлению заливки краев другим соответствующим устройством 12 линейного перемещения, которое обеспечивает возможность регулировки высоты нижнего по направлению заливки конца образующего центральную полость элемента.
Конкретные приведенные в качестве примера варианты осуществления изобретения, проиллюстрированные на фигурах и описанные выше, не накладывают каких-либо ограничений. Для специалиста в данной области должны быть очевидны различные возможности внесения в вышеописанные варианты осуществления образующего центральную полость элемента по изобретению дополнений и изменений, не выходящих за рамки объема прилагаемой формулы изобретения. Таким образом, изобретение не ограничено одними лишь вышеописанными вариантами его осуществления.
Группа изобретений относится к области отливки бетонных изделий сборной конструкции с использованием процесса отливки с помощью по существу горизонтальной подвижной опалубки. Способ заключается в том, что бетонную массу подают за по меньшей мере один этап заливки через ограниченное поперечное сечение, постепенно перемещаемое в процессе отливки. Причем в отливаемом бетонном изделии при помощи образующих центральную полость элементов (4) формируют центральные полости, толщину перегородок между центральными полостями в отливаемом изделии изменяют в процессе отливки с помощью подвижной опалубки путем изменения ширины по меньшей мере одного образующего центральную полость элемента (4). При этом производят измерение расстояния заливки. Причем ширину и/или высоту указанного образующего центральную полость элемента (4) регулируют в зависимости от результата измерения. Техническим результатом является повышение устойчивости, повышение эффективности отливки бетонного изделия и повышение качества отливаемого бетонного изделия. 2 н. и 9 з.п. ф-лы, 9 ил.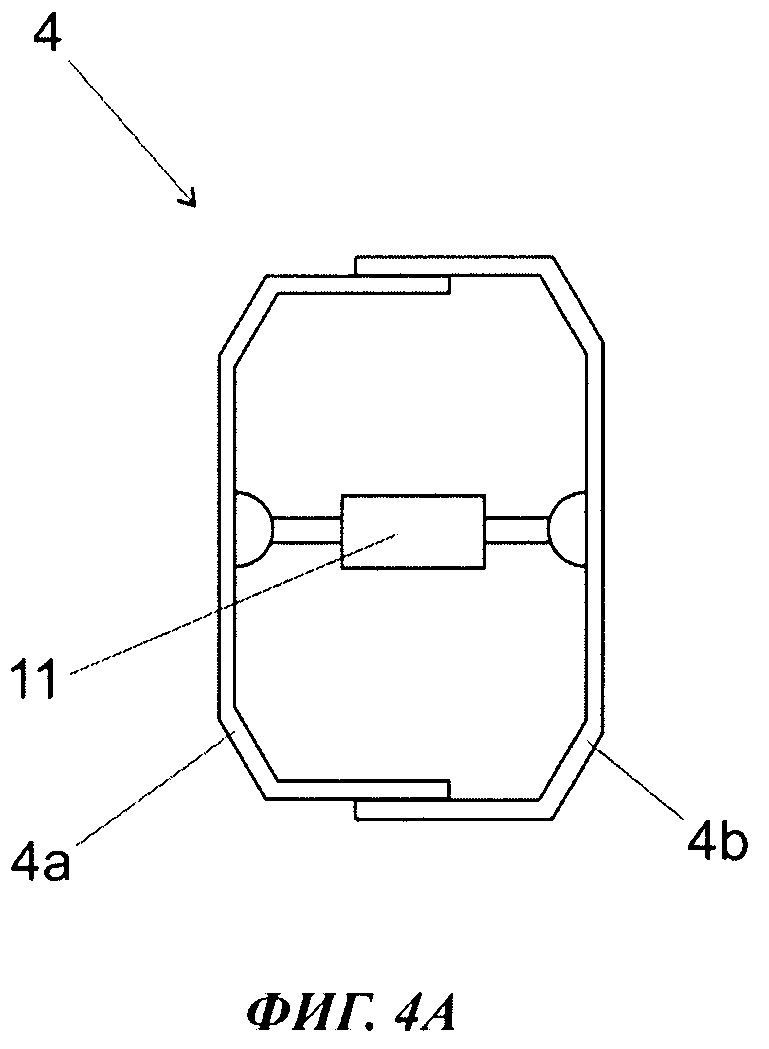
1. Способ отливки бетонного изделия с центральной полостью с использованием процесса отливки с помощью по существу горизонтальной подвижной опалубки, причем бетонную массу подают за по меньшей мере один этап заливки через ограниченное поперечное сечение (5, 6, 7), постепенно перемещаемое в процессе отливки, причем в отливаемом бетонном изделии при помощи образующих центральную полость элементов (4) формируют центральные полости, в котором толщину перегородок между центральными полостями в отливаемом изделии изменяют в процессе отливки с помощью подвижной опалубки путем изменения ширины по меньшей мере одного образующего центральную полость элемента (4), отличающийся тем, что производят измерение расстояния заливки, причем ширину и/или высоту указанного образующего центральную полость элемента (4) регулируют в зависимости от результата измерения.
2. Способ по п. 1, отличающийся тем, что в процессе отливки с помощью подвижной опалубки дополнительно изменяют высоту по меньшей мере одного образующего центральную полость элемента (4).
3. Способ по п. 2, отличающийся тем, что ширину и/или высоту по меньшей мере одного образующего центральную полость элемента (4) изменяют лишь на некоторой части его длины.
4. Способ по любому из пп. 1-3, отличающийся тем, что бетонную массу подают через ограниченное поперечное сечение (5, 6, 7) при помощи по меньшей мере одного подающего шнека (3), а по меньшей мере один образующий центральную полость элемент (4) присоединен к концу подающего шнека.
5. Устройство (1) для отливки бетонного изделия с центральной полостью с использованием процесса отливки с помощью по существу горизонтальной подвижной опалубки, причем устройство содержит литейную форму (5, 6, 7) с подвижной опалубкой, определяющую ограниченное поперечное сечение отливаемого изделия, средства (2) подачи бетонной смеси в литейную форму с подвижной опалубкой за по меньшей мере один этап заливки и по меньшей мере один образующий центральную полость элемент (4), при этом устройство (1) содержит средства (4а, 4b, 11) изменения ширины по меньшей мере одного образующего центральную полость элемента (4) в процессе отливки с помощью подвижной опалубки, отличающееся тем, что содержит средства измерения расстояния заливки, пройденного устройством, и автоматическую систему управления, обеспечивающую изменение ширины образующего центральную полость элемента (элементов) (4) в определенных точках процесса отливки.
6. Устройство по п. 5, отличающееся тем, что содержит средства (4а, 4b, 4с, 4d, 12) изменения высоты по меньшей мере одного образующего центральную полость элемента (4) в процессе отливки с помощью подвижной опалубки.
7. Устройство по п. 6, отличающееся тем, что содержит средства (4а, 4b, 4с, 4d, 11, 12) изменения ширины и/или высоты по меньшей мере одного образующего центральную полость элемента (4) лишь на некоторой части его длины.
8. Устройство по любому из пп. 5-7, отличающееся тем, что содержит по меньшей мере один подающий шнек (3) для подачи бетонной массы в литейную форму (5, 6, 7) с подвижной опалубкой, к концу которого присоединен по меньшей мере один образующий центральную полость элемент (4).
9. Устройство по п. 5, отличающееся тем, что по меньшей мере один образующий центральную полость элемент (4) содержит по меньшей мере два участка (4а, 4b) поверхности, образующие внешнюю поверхность продольного отрезка образующего центральную полость элемента, и по меньшей мере один образующий центральную полость элемент (4) содержит средства (11) изменения расстояния между указанными по меньшей мере двумя участками (4а, 4b) поверхности.
10. Устройство по п. 9, отличающееся тем, что верхние по направлению заливки края по меньшей мере двух участков (4а, 4b) поверхности соединены между собой, а средства (11) изменения ширины по меньшей мере одного образующего центральную полость элемента выполнены с возможностью перемещения лишь нижних по направлению заливки краев данных участков поверхности.
11. Устройство по п. 9 или 10, отличающееся тем, что по меньшей мере один образующий центральную полость элемент содержит по меньшей мере четыре участка (4а, 4b, 4с, 4d) поверхности, образующие внешнюю поверхность продольного отрезка образующего центральную полость элемента, причем образующий центральную полость элемент дополнительно содержит средства (12) изменения высоты образующего центральную полость элемента.
| Устройство для сбрасывания отрезанных изделий из пруткового материала | 1962 |
|
SU152166A1 |
| СПОСОБ, УСТРОЙСТВО И ЭЛЕМЕНТ ДЛЯ ФОРМОВКИ ДЛЯ ОТЛИВКИ БЕТОННОГО ИЗДЕЛИЯ ПУТЕМ БЕТОНИРОВАНИЯ В СКОЛЬЗЯЩЕЙ ОПАЛУБКЕ | 2006 |
|
RU2382699C2 |
| Установка для изготовленияжЕлЕзОбЕТОННыХ блОКОВ | 1979 |
|
SU841971A1 |
| US 4272230 A, 09.06.1981 | |||
| Наклонный судоподъемник | 1979 |
|
SU798231A1 |

