Изобретение относится к деревообрабатывающей промышленности, в частности к производству элементов и конструкций из древесины и композиционных материалов для малоэтажного домостроения.
Известен способ изготовления стенового материала в виде оцилиндрованного бревна (В. Виноградский. Стены деревянных домов // Дерево. RU. 2005. №6. С. 112), включающий оцилиндровывание бревна, выполнение продольного укладочного паза и компенсационного пропила.
Недостатком этого способа является повышенный расход древесины, обусловленный нестабильностью качественных показателей обрабатываемых бревен, характерными из которых являются: неровности на наружной поверхности; продольная кривизна и конусность бревен; наличие на наружной поверхности природных локальных пороков древесины (сучков, местных впадин, смоляных карманов, наружных гнилей и других). Кроме этого, изготовление стенового материала (оцилиндрованных бревен) с использованием данного способа сопровождается потерей части защитного лубяного слоя в процессе оцилиндровки, что приводит к образованию полусквозных трещин и, как результат, к потерям тепла через стены.
Известен способ изготовления стенового материала, включающий формирование наружной поверхности цилиндрической формы и выполнение продольного укладочного паза (Пат. 2443548 Российская Федерация МПК В27Н 5/00, В32В 21/04, Е04В 1/10 Способ изготовления стенового материала / Исаев С.П., Бегунков О.И., Руденок В.Я., Тупицын В.П., Шкутко В.В.; заявитель и патентообладатель Тихоокенаск. гос. ун-т №2010121957/13; заявл. 25.05.2010; опубл. 27.02.2012, Бюл. №6. - 4 с.), при этом наружный слой формируют навиванием клееного слоистого материала с лицевым слоем из шпона на специальную цилиндрическую оправку, при этом волокна шпона ориентируют параллельно продольной оси оправки, а формирование продольного укладочного паза выполняют посредством вдавливания части навитого слоя в продольный паз, выполненный в наружной поверхности оправки, затем, после снятия цилиндрического наружного слоя с оправки, формируют теплоизоляционный слой путем заполнения утеплителем внутренней полости цилиндра.
Однако способ применим только для изготовления стенового материала цилиндрической формы. При этом его изготовление требует значительного количества прессового оборудования, поскольку навитый на оправку клееный слоистый материал обжимается в прессе, где выполняется операция вдавливания пуансоном части навитого слоя в продольный паз оправки и выдержка до отверждения клея, и металлической оснастки (металлические оправки и пуансоны для формирования продольного паза), что значительно увеличивает материалоемкость технологического процесса.
Технической задачей, на решение которой направлено изобретение, является снижение количества прессового оборудования и применяемой оснастки, а также обеспечение ассортимента с заданными параметрами внешнего контура поперечного сечения стенового материала при сохранении требуемых конструкционных, теплофизических и декоративных свойств изделия.
Указанная задача достигается тем, что в способе изготовления стенового материала, включающем формирование наружной поверхности посредством навивания слоистого материала с лицевым слоем из шпона, волокна которого ориентируют параллельно продольной оси формируемого стенового материала, а также заполнение внутренней полости утеплителем, согласно изобретению вначале путем экструзии формируют теплоизоляционный внутренний слой с заданным внешним контуром поперечного сечения, затем на сформированный теплоизоляционный внутренний слой наносят клей и навивают синтетический плетеный материал, на который также наносят клей, после чего его обворачивают лицевым слоем из шпона, а приклеивание синтетического плетеного материала с лицевым слоем из шпона к теплоизоляционному внутреннему слою осуществляют в вакуумном мешке.
Предложенная совокупность признаков обеспечивает объекту (способу) новые свойства: использование технологии последовательной навивки вначале синтетического плетеного материала, а затем лицевого слоя шпона на уже сформированный теплоизоляционный внутренний слой с заданным внешним контуром поперечного сечения, позволяет уменьшить количество прессового оборудования и применяемой оснастки, поскольку из технологического процесса изымаются пресс, оправки и пуансоны. Кроме того, изначальное формирование внутреннего теплоизоляционного слоя экструзионным способом обеспечивает возможность изготавливать стеновой материал с заданным внешним контуром поперечного сечения, требуемых конструкционных, теплофизических и декоративных свойств изделия.
Сущность изобретения поясняется чертежом.
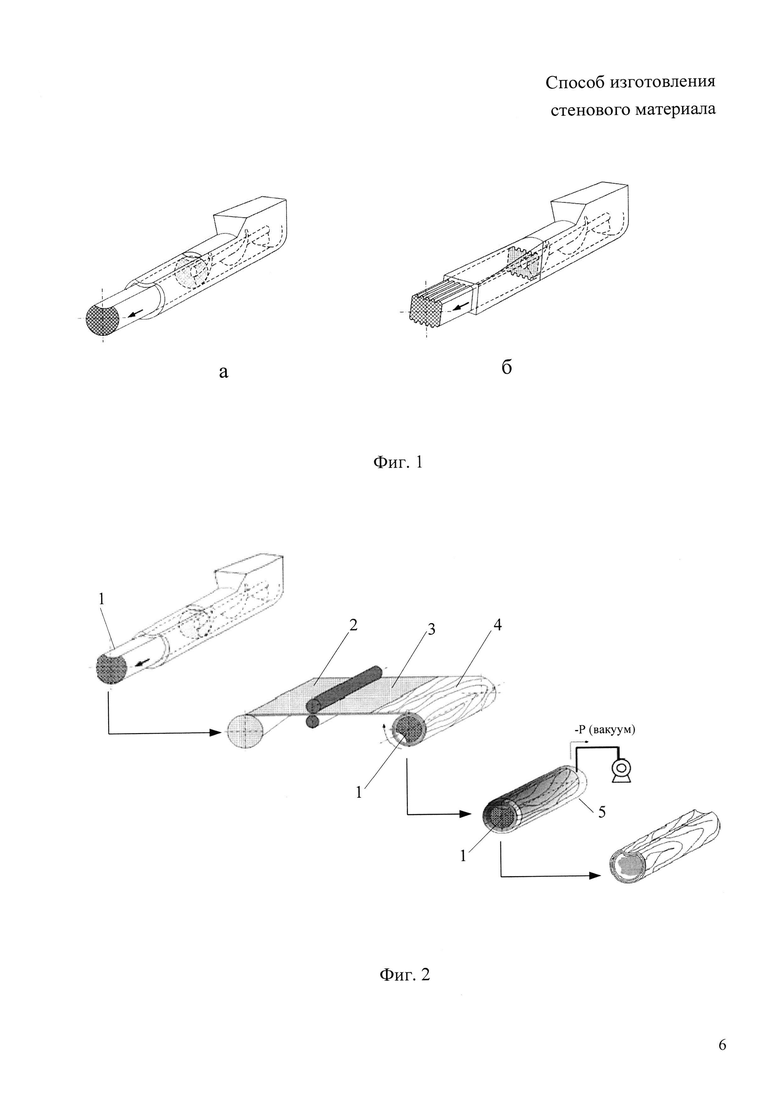
На фиг. 1 изображены варианты экструзионных установок, обеспечивающих возможность получения стенового материала с основными видами внешних контуров поперечного сечения: цилиндрической формы (а) и профилированного бруса (б).
На фиг. 2 представлена схема технологического процесса изготовления стенового материала цилиндрической формы.
Способ включает: формирование теплоизоляционного внутреннего слоя 1 с заданным внешним контуром поперечного сечения (например, цилиндрической формы); навивание на сформированный теплоизоляционный внутренний слой 1 синтетического плетеного материала 2, на который предварительно наносят клей 3; обворачивание лицевым слоем из шпона 4; приклеивание синтетического плетеного материала 2 с лицевым слоем из шпона 4 к теплоизоляционному внутреннему слою 1 в вакуумном мешке 5.
Способ осуществляют следующим образом.
Процесс изготовления стенового материала начинают формированием теплоизоляционного внутреннего слоя (например, из пенополистирола) с заданным внешним контуром поперечного сечения (например, цилиндрической формы) осуществляется при помощи экструзионной установки шнекового типа. Затем на сформированный теплоизоляционный внутренний слой с заданным внешним контуром поперечного сечения наносят клей (например, кистью) и зажимают в шпинделях устройства для навивки синтетического плетеного материала с лицевым слоем из шпона. Одновременно на синтетический плетеный материал наносят клей, например, пропуская его между клеенаносящими вальцами. Затем синтетический плетеный материал с нанесенным клеем в несколько слоев навивают на теплоизоляционный внутренний слой. После чего навитый на теплоизоляционный внутренний слой плетеный материал с нанесенным клеем обворачивают лицевым слоем из шпона. Сформированную заготовку стенового материала помещают в вакуумный мешок, изолируют от внешнего воздуха и при помощи вакуумного насоса создают вакуум в мешке. По мере создания вакуума в мешке атмосферное давление, воздействуя на стенки мешка, равномерно обжимает заготовку стенового материала. В таком состоянии она выдерживается до полного отверждения клея. После чего мешок разгерметизируют и извлекают готовый стеновой материал.
Использование заявляемого способа позволяет снизить количество прессового оборудования и применяемой оснастки, а также обеспечивает получение стенового материала требуемых заданных параметров внешнего контура поперечного сечения, конструкционных, теплофизических и декоративных свойств изделия.
Заявленный способ актуален также тем, что стоимостная структура основных строительных материалов для малоэтажного домостроения на 50…80% определяется деревянными конструкциями, изделиями и деталями, а экономия древесины (снижение ее расхода на производство стенового материала) и применение композиционных материалов способствуют снижению стоимости жилья.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕНОВОГО МАТЕРИАЛА | 2010 |
|
RU2443548C2 |
| Способ изготовления конструкционного материала | 2022 |
|
RU2783136C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОЙ СТРОИТЕЛЬНО-ДЕКОРАТИВНОЙ ПАНЕЛИ (ВАРИАНТЫ) | 2014 |
|
RU2580115C2 |
| Способ склеивания пластин в многослойной панели (варианты) | 2016 |
|
RU2627396C1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ | 1992 |
|
RU2032040C1 |
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
| КОМПОЗИТНАЯ ДЕКА ДЛЯ СКЕЙТБОРДА | 2024 |
|
RU2833041C1 |
| Деревянная сборно-клеёная стеновая панель | 2023 |
|
RU2811652C1 |
| ДРЕВЕСНО-ПЛИТНЫЙ МАТЕРИАЛ (ВАРИАНТЫ) И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2021 |
|
RU2766898C1 |
| СБОРНО-РАЗБОРНЫЙ БЫСТРОВОЗВОДИМЫЙ ДОМ ИЗ ДЕРЕВЯННЫХ БЛОКОВ И СПОСОБ ЕГО ВОЗВЕДЕНИЯ | 2024 |
|
RU2840588C1 |
Изобретение относится к деревообрабатывающей промышленности, в частности к производству элементов и конструкций из древесины и композиционных материалов. Вначале путем экструзии формируют теплоизоляционный внутренний слой (1) с заданным внешним контуром поперечного сечения. Затем на сформированный теплоизоляционный внутренний слой наносят клей и навивают синтетический плетеный материал (2), на который также наносят клей, после чего его обворачивают лицевым слоем из шпона (4). Приклеивание синтетического плетеного материала с лицевым слоем из шпона к теплоизоляционному внутреннему слою осуществляют в вакуумном мешке (5). Снижается количество прессового оборудования и применяемой оснастки, а также обеспечивается ассортимент с заданными параметрами внешнего контура поперечного сечения стенового материала при сохранении требуемых конструкционных и теплофизических свойств изделия. 2 ил.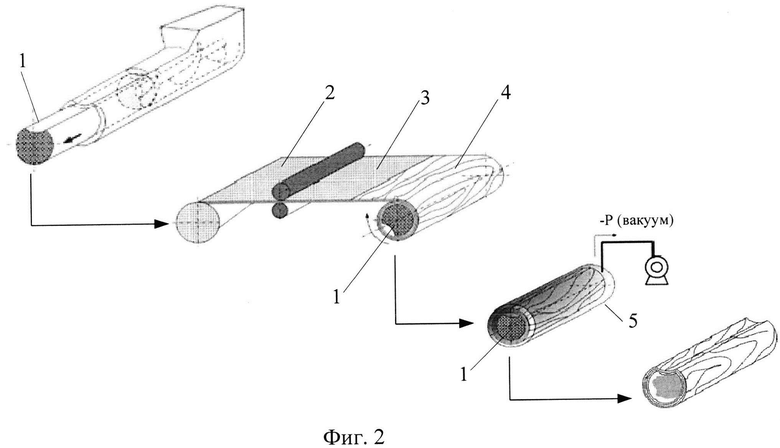
Способ изготовления стенового материала, включающий формирование наружной поверхности посредством навивания слоистого материала с лицевым слоем из шпона, волокна которого ориентируют параллельно продольной оси формируемого стенового материала, при этом его внутреннюю полость заполняют утеплителем, отличающийся тем, что вначале путем экструзии формируют теплоизоляционный внутренний слой с заданным внешним контуром поперечного сечения, затем на сформированный теплоизоляционный внутренний слой наносят клей и навивают синтетический плетеный материал, на который также наносят клей, после чего его обворачивают лицевым слоем из шпона, а приклеивание синтетического плетеного материала с лицевым слоем из шпона к теплоизоляционному внутреннему слою осуществляют в вакуумном мешке.
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕНОВОГО МАТЕРИАЛА | 2010 |
|
RU2443548C2 |
| Способ изготовления слоистого клееного материала из шпона | 1990 |
|
SU1692832A1 |
| RU 2058885 C1, 27.04.1996 | |||
| US 4084996 A1, 18.04.1978 | |||
| US 5234519 A1, 10.08.1993. | |||

