Изобретение относится к деревообрабатывающей промышленности, в частности к производству элементов и конструкций из древесины для деревянного домостроения.
Известен способ изготовления стенового материала в виде оцилиндрованного бревна (В.Виноградский. Стены деревянных домов // Дерево. RU. 2005. №6. С.112), включающий оцилиндровывание бревна, выполнение продольного укладочного паза и компенсационного пропила.
Недостатком этого способа является повышенный расход древесины, обусловленный нестабильностью качественных показателей обрабатываемых бревен, характерными из которых являются: неровности на наружной поверхности; продольная кривизна и конусность бревен; наличие на наружной поверхности природных локальных пороков древесины (сучков, местных впадин, смоляных карманов, наружных гнилей и др.). Кроме этого, изготовление стенового материала (оцилиндрованных бревен) с использованием данного способа сопровождается потерей части защитного лубяного слоя в процессе оцилиндровки, что приводит к образованию полусквозных трещин и, как результат, к потерям тепла через стены.
Известен способ изготовления фанерных труб (Кириллов А.Н., Карасев Е.И. «Технология фанерного производства», М., «Лесная промышленность», 1974. с.258-263), включающий подготовку двухслойной фанеры к навиванию на металлическую оправку, формирование трубы, съем трубы с оправки и окончательную обработку готовых труб.
Однако способ известен и применяется только для изготовления фанерных труб, которые используют в качестве трубопроводов или опорных колон. Следует отметить, что фанерные трубы обладают повышенной водостойкостью, не растрескиваются под воздействием внешних атмосферных условий. При этом использование фанерной трубы в качестве стенового материала невозможно, поскольку при создании в трубе продольного укладочного паза нарушается ее целостность и, как результат, снижаются конструкционные и теплофизические свойства изделия. Кроме того, при формировании трубы слой шпона, выходящий на ее наружную поверхность, располагают перпендикулярно продольной оси трубы, что снижает ее потребительские свойства по причине отсутствия естественной декоративности наружной поверхности.
Технической задачей, на решение которой направлено изобретение, является снижение расхода древесины при изготовлении стенового материала цилиндрической формы, а также обеспечение требуемых конструкционных, теплофизических и декоративных свойств изделия.
Указанная задача достигается тем, что в способе изготовления стенового материала, включающем формирование наружной поверхности цилиндрической формы и выполнение продольного укладочного паза, согласно изобретению наружный слой формируют навиванием клееного слоистого материала с лицевым слоем из шпона на цилиндрическую оправку, в наружной поверхности которой выполнен продольный паз, при этом волокна шпона ориентируют параллельно продольной оси оправки, а формирование в изготавливаемом материале продольного укладочного паза выполняют посредством вдавливания части навитого слоя в продольный паз, выполненный в наружной поверхности оправки, затем, после снятия цилиндра с оправки, формируют теплоизоляционный слой путем заполнения утеплителем внутренней полости изготавливаемого материала.
Предложенная совокупность признаков обеспечивает объекту (способу) новые свойства: использование технологии навивки на оправку клееного слоистого материала с лицевым слоем из шпона способствует снижению расхода древесины на производство стенового материала, поскольку древесина расходуется только на формирование наружной поверхности цилиндрической формы, при этом укладочный паз формируют без использования токарной обработки, что также экономит древесину, а посредством вдавливания части навитого слоя в продольный паз, выполненный в наружной поверхности оправки; теплофизические свойства изделия обеспечивают заполнением внутренней полости изготавливаемого материала утеплителем. Кроме того, ориентация волокон шпона параллельно продольной оси оправки и, в конечном счете, параллельно продольной оси формируемого строительного материала, повышает его потребительские свойства вследствие придания наружной поверхности естественной декоративности.
Сущность изобретения поясняется чертежом.
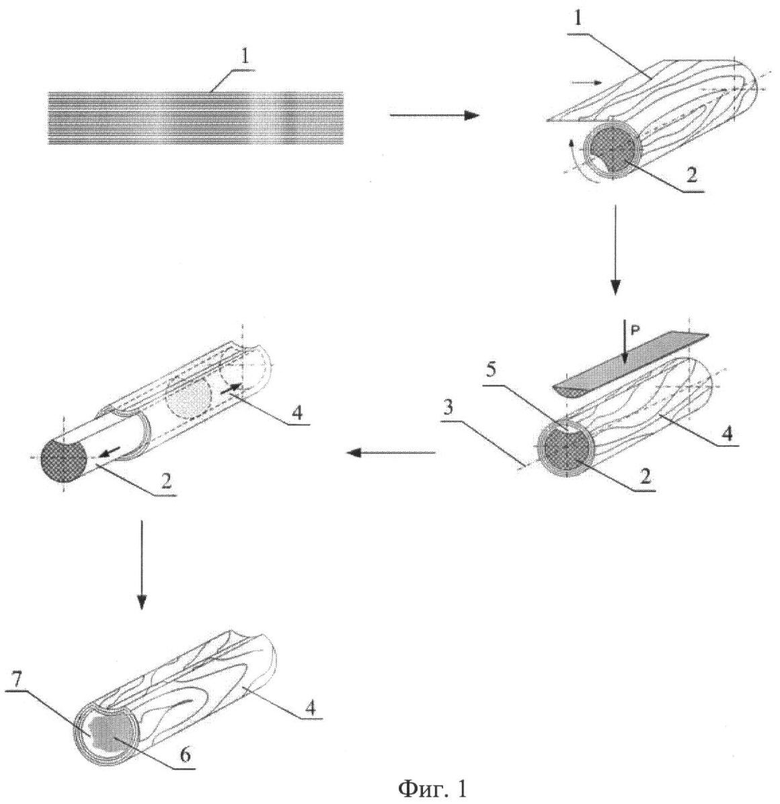
На фиг.1 представлена схема технологического процесса изготовления стенового материала цилиндрической формы.
Способ включает: подготовку клееного слоистого материала с лицевым слоем из шпона 1; навивание клееного слоистого материала на цилиндрическую оправку 2, в наружной поверхности которой выполнен продольный паз, с одновременным ориентированием волокон шпона 1 параллельно продольной оси 3 оправки 2; формирование в изготавливаемом материале 4 продольного укладочного паза выполняют посредством вдавливания части навитого слоя в продольный паз 5, выполненный в наружной поверхности оправки 2; снятия цилиндра 4 с оправки 2; формирование теплоизоляционного слоя 6 путем заполнения утеплителем внутренней полости 7 изготавливаемого материала 4.
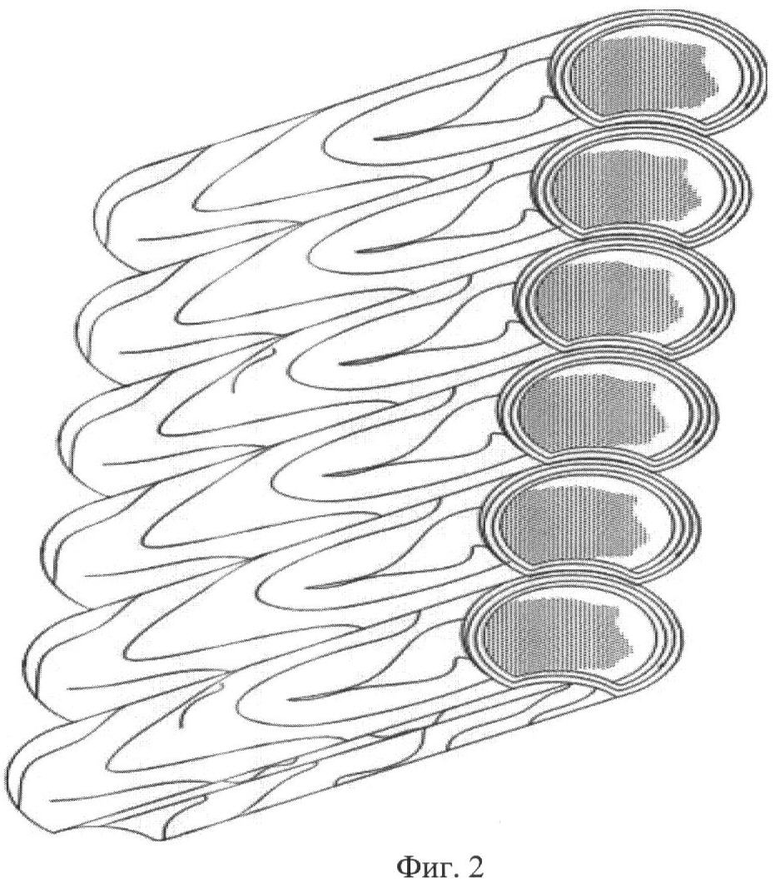
На фиг.2 изображен фрагмент стены (собранной) и стенового материала цилиндрической формы.
Способ осуществляют следующим образом.
На оборотную сторону подготовленного по известным технологиям клееного слоистого материала с лицевым слоем из шпона, например тонкая фанера, наносят клей и подсушивают, например, на агрегате ФТКЛ, состоящем из вальцов для одностороннего нанесения клея, сушильной камеры с зоной охлаждения и устройством для свертывания рулона. Навивание клееного слоистого материала на цилиндрическую оправку, в наружной поверхности которой выполнен продольный паз, выполняется на трубочном станке, например станок типа ФТ. Затем навитый на оправку клееный слоистый материал обжимается в прессе, где выполняется операция вдавливания части навитого слоя в продольный паз оправки и выдержка до отверждения клея. После чего сформированная наружная часть стенового материала (цилиндр с продольным пазом) поступает на съемочный станок, например станок типа ФТС, для снятия цилиндра с оправки.
Полученные заготовки стенового материала (цилиндр с продольным пазом) направляют на участок для заполнения внутренней полости заготовки утеплителем, например заполнение пенополиуретаном.
Использование заявляемого способа позволяет снизить расход древесины при изготовлении стенового материала цилиндрической формы, а также обеспечить требуемые конструкционные, теплофизические и декоративные свойства изделия.
Заявленный способ актуален также тем, что стоимостная структура основных строительных материалов для малоэтажного домостроения на 50…80% определяется деревянными конструкциями, изделиями и деталями, а экономия древесины (снижение ее расхода на производство стенового материала) способствует снижению стоимости жилья.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления стенового материала | 2017 |
|
RU2645231C1 |
| Способ изготовления конструкционного материала | 2022 |
|
RU2783136C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ ГОФРОШПОННОЙ | 2023 |
|
RU2808051C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ НА ОСНОВЕ ДРЕВЕСНОГО ШПОНА | 1997 |
|
RU2122942C1 |
| Деревянная сборно-клеёная стеновая панель | 2023 |
|
RU2811652C1 |
| КЛЕЕНЫЙ ДЕРЕВЯННЫЙ ЭЛЕМЕНТ | 1999 |
|
RU2168594C1 |
| КОНСТРУКЦИЯ ДЕРЕВЯННАЯ КЛЕЕНАЯ, ВЫПОЛНЕННАЯ В ВИДЕ СТЕРЖНЕВОЙ ПЕРЕКЛЕЙКИ | 2001 |
|
RU2183556C1 |
| Способ склеивания пластин в многослойной панели (варианты) | 2016 |
|
RU2627396C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОГО МАТЕРИАЛА И СЛОИСТЫЙ МАТЕРИАЛ | 1992 |
|
RU2026195C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО СЛОИСТОГО МАТЕРИАЛА ИЗ ШПОНА | 2006 |
|
RU2319608C1 |
Способ изготовления стенового материала включает формирование наружной поверхности цилиндрической формы и выполнение продольного укладочного паза. Наружный слой формируют навиванием клееного слоистого материала с лицевым слоем из шпона на цилиндрическую оправку с продольным пазом в наружной поверхности. Волокна шпона ориентируют параллельно продольной оси оправки. Формирование в изготавливаемом материале продольного укладочного паза выполняют посредством вдавливания части навитого слоя в продольный паз оправки. После снятия цилиндра с оправки формируют теплоизоляционный слой путем заполнения утеплителем внутренней полости изготавливаемого материала. Снижается расход древесины при изготовлении стенового материала цилиндрической формы с требуемыми конструкционными, теплофизическими и декоративными свойствами изделия. 2 ил.
Способ изготовления стенового материала, включающий формирование наружной поверхности цилиндрической формы и выполнение продольного укладочного паза, отличающийся тем, что наружный слой формируют навиванием клееного слоистого материала с лицевым слоем из шпона на цилиндрическую оправку, в наружной поверхности которой выполнен продольный паз, при этом волокна шпона ориентируют параллельно продольной оси оправки, а формирование продольного укладочного паза выполняют посредством вдавливания части навитого слоя в продольный паз оправки, затем после снятия цилиндрического наружного слоя с оправки формируют теплоизоляционный слой путем заполнения утеплителем внутренней полости цилиндра.
| ВИНОГРАДСКИЙ В | |||
| Стены деревянных домов | |||
| Дерево, 2005, №6, с.112 | |||
| JP 8039510 А, 13.02.1996 | |||
| Генератор импульсов | 1980 |
|
SU868983A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ НА ОСНОВЕ ДРЕВЕСНОГО ШПОНА | 2006 |
|
RU2311288C1 |
| Способ изготовления втулок из прессованного материала | 1986 |
|
SU1366399A1 |
| Способ изготовления фанерной трубы и устройство для его осуществления | 1990 |
|
SU1717352A1 |
| Загрузочное устройство | 1979 |
|
SU837753A1 |
| КИРИЛЛОВ A.M | |||
| Технология фанерного производства | |||
| - М.: Лесная промышленность, 1974 | |||
| Ведущий наконечник для обсадной трубы, употребляемой при изготовлении бетонных свай в грунте | 1916 |
|
SU258A1 |

