ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к устройствам для контроля поверхности цилиндрических объектов и, в частности, может быть использовано в производстве ядерного топлива при контроле внешнего вида торцевой поверхности топливных таблеток.
УРОВЕНЬ ТЕХНИКИ
Известно устройство контроля цилиндрических изделий (RU 2323492 С2, опубл. 27.09.2007). Устройство включает загрузочный вибролоток, с которого изделия (топливные таблетки) попадают в транспортирующее устройство. Транспортирующее устройство состоит из подвижного ротора с пазами для захвата изделий. С помощью шагового привода изделия подаются на позиции, на которых последовательно освещаются светом боковая и торцевые поверхности изделий. Изображение передается в аналитическое устройство, где оцифровывается и обрабатывается. Недостатком приведенного устройства является создание повышенного уровня запыленности поверхностей трения деталей конструкции и стекол объективов из-за применяемого виброспособа загрузки, что усложняет обслуживание и укорачивает срок службы устройства. Кроме того, устройство имеет недостаточную производительность.
Известно реализованное устройство для обнаружения поверхностных дефектов цилиндрических изделий (RU 2400704 С1, опубл. 27.09.2010 г.).
В состав этого устройства входят:
- узел разделения потока на два потока, на каждом потоке установлены узлы контроля образующих поверхностей;
- узел объединения потоков.
В каждом потоке расположены узлы контроля боковой поверхности, содержащие вращающиеся валы. В процессе вращения контролируемые объекты освещаются потоком излучения видимого спектра и отраженное от боковой поверхности излучение принимается приемником излучения. В аналитическом устройстве на основе логических решающих правил принимается решение о годности контролируемого объекта. Аналитическое устройство связано со средствами сдува бракованных изделий. После сдува бракованных таблеток, происходит объединение потоков. Годные таблетки объединяются в один поток.
Недостатком приведенного устройства является недостаточная производительность, сложность конструкции по разделению одного потока на два для контроля образующих поверхностей, а затем по объединению двух потоков в один для дальнейшего перемещения. Возможно нанесение дефектов на образующих поверхностях топливных таблеток из-за большого количества поперечных перемещений.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачами заявленного технического решения являются:
- автоматизация технологического процесса контроля торцевых поверхностей изделий (топливных таблеток);
- достижение производительности контроля торцевых поверхностей изделий одним устройством с заданной производительностью технологического оборудования по изготовлению изделий;
- обеспечение целостности изделий при проходе их через устройство за счет только продольного ориентированного перемещения, исключая поперечное перемещение изделий для разделения и объединения потока;
- обеспечение высокой надежности работы устройства за счет исключения из ее конструкции каких-либо исполнительных механизмов, кроме как ленточные транспортеры;
- простота конструкции, удобство обслуживания при выполнении ремонтных и регламентных работ;
- исключение человеческого фактора при контроле торцевых поверхностей изделий.
Техническим результатом заявленного решения является: автоматизированный, оперативный, высоконадежный, исключающий человеческий фактор контроль торцевых поверхностей изделий на наличие и характер дефектов, высокая производительность технологической операции контроля.
Указанный технический результат достигается за счет того, что устройство обнаружения дефектов на торцевых поверхностях цилиндрических изделий содержит последовательно установленные на транспортерах два узла контроля торцов изделий, два узла разделения потока изделий, установленные по одному перед каждым узлом контроля торцов изделий, а также два узла сдува бракованных изделий, установленные после каждого узла контроля торцов изделий, при этом
- каждый узел разделения потока содержит средство для продольной подачи изделий на транспортер по одному с определенными промежутками;
- каждый узел контроля торцов изделий содержит оптический датчик для обнаружения изделий, средство освещения контролируемых изделий, средство для формирования излучения видимого спектра и средство регистрации и передачи изображения торца изделия в аналитическое устройство;
- каждый узел сдува бракованных изделий содержит оптический датчик для обнаружения изделий и средство сдува для формирования направленного потока воздуха.
Кроме того, указанный технический результат достигается за счет того, что:
- транспортер представляет собой ленточный транспортер, имеющий вид равнобедренного треугольника на участках между узлами разделения потока, который смонтирован с возможностью обеспечения разной скорости ленты между всеми упомянутыми узлами;
- средство для продольной подачи изделий по одному на транспортер представляет собой пластину специальной конфигурации с возможностью обеспечения определенных промежутков между изделиями;
- каждый узел контроля торцов изделий расположен на вершинах транспортеров, имеющих вид равнобедренного треугольника;
- каждое средство для формирования излучения видимого спектра снабжено устройством формирования прямого направленного пучка;
- каждое средство регистрации и передачи изображения торца изделия представляет собой ПЗС-камеру с объективом для увеличения и приближения изображения изделия;
- каждое средство сдува представляет собой форсунку, формирующую прямой направленный поток воздуха для удаления бракованных изделий;
- в качестве аналитических устройств используются компьютеры.
ПЕРЕЧЕНЬ ЧЕРТЕЖЕЙ
Изобретение поясняется чертежами.
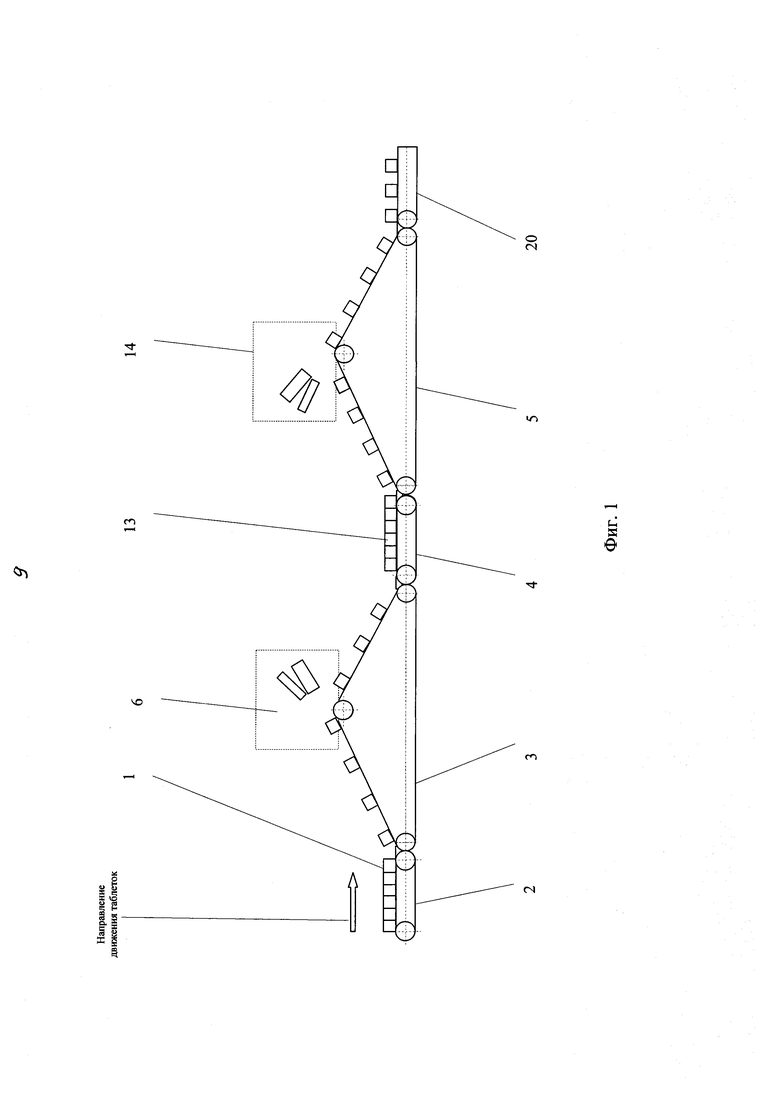
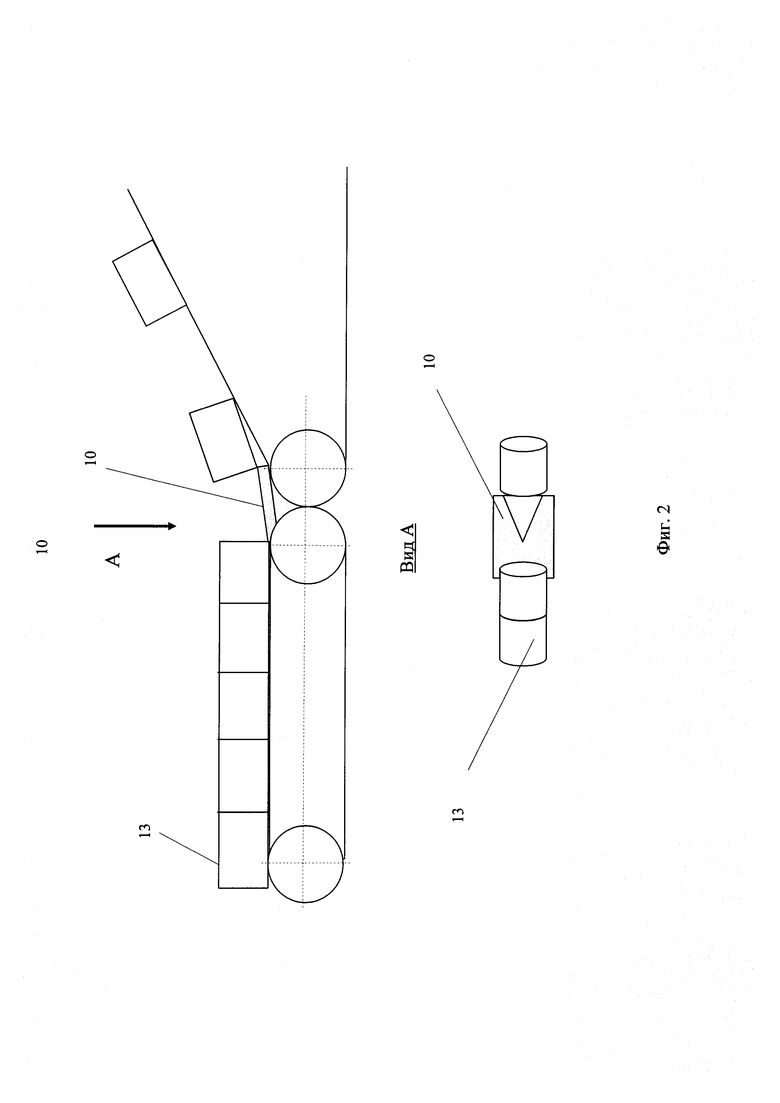
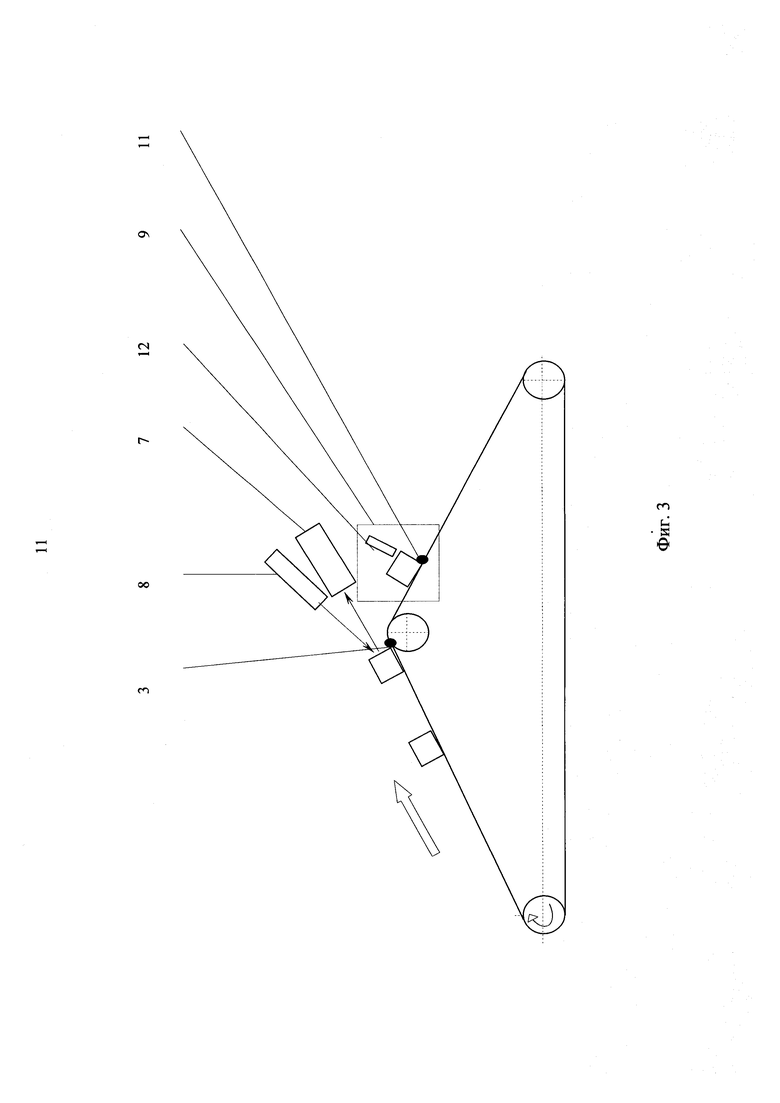
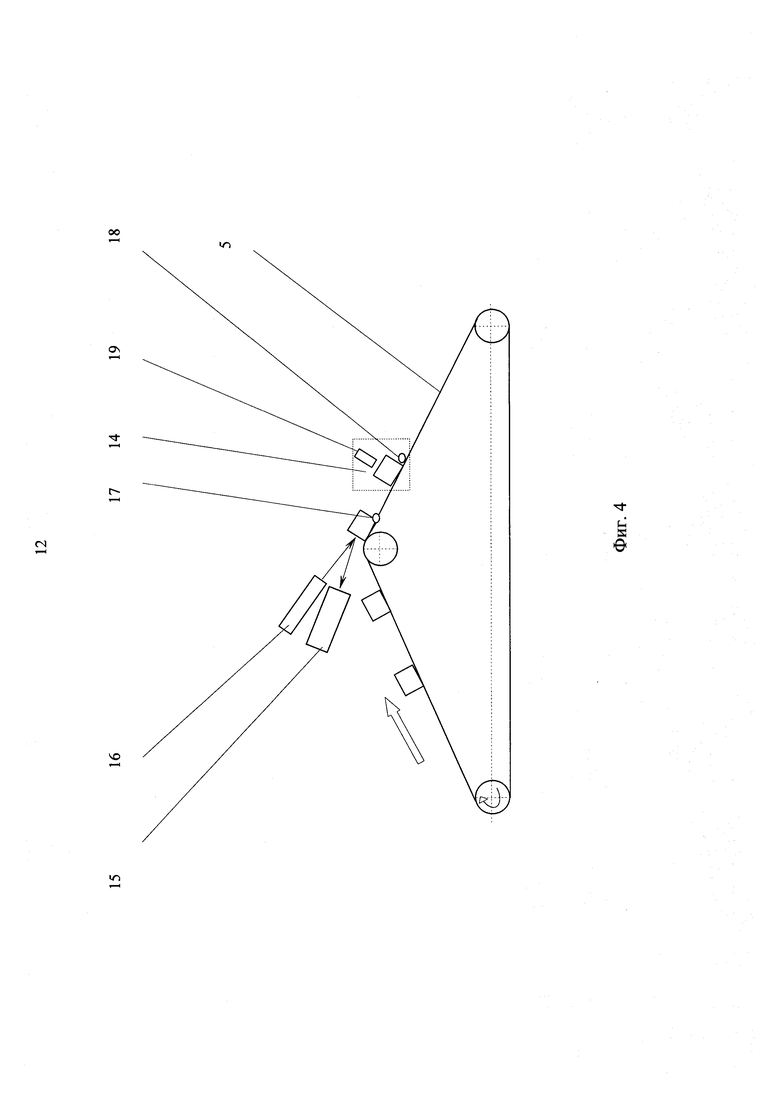
На фиг. 1 представлена общая компоновка устройства; на фиг. 2 - схема узла продольного разделения потоков; на фиг. 3 - схема узла контроля торцевой поверхности первого торца изделия; на фиг. 4 - схема узла контроля торцевой поверхности второго торца изделия.
ПРИМЕР ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Изделия 1 с предыдущего технологического оборудования с заданными промежутками при помощи узла разделения потока 10 попадают на ленточный транспортер 2 с регулируемой скоростью ленты FR-15E (например, фирмы RNA). При необходимости за счет разницы скоростей между ленточными транспортерами 2 и 3 можно скорректировать заданные интервалы между изделиями. Во всем устройстве применяются ленточные транспортеры 2, 3, 4, 5 одного типа, отличающиеся только длиной.
Над вершиной ленточного транспортера 3 под определенным углом находится узел контроля первого торца изделия 6, состоящий из матричной ПЗС камеры высокого разрешения 7, осветителя 8 и узла сдува бракованных таблеток 9. В верхней точке перегиба ленточного транспортера 3 изделия проходят узел контроля первого торца, поочередно освещаясь пучком прямого направленного излучения видимого спектра 8, замыкают оптический датчик 5 Opto BERO (например, фирмы SIEMENS), по команде от которого включается ПЗС камера 7, производится осмотр торца изделия. Полученное изображение переводится в цифровой формат и передается в аналитическое устройство, где на основе логических решающих правил принимается решение о годности изделия.
На следующей позиции изделия проходят узел сдува 9, в котором замыкают оптический датчик 11, по команде которого отличающиеся от заданных параметров изделия сдуваются форсункой 12 как забракованные.
Годные изделия перемещаются на промежуточный ленточный транспортер 4, где формируется столб изделий 13 для последующей их подачи по одному с помощью узла разделения потока 10. При необходимости за счет разницы скоростей между ленточными транспортерами 4 и 5 можно скорректировать заданные интервалы между изделиями.
Над вершиной ленточного транспортера 5 под определенным углом находится узел контроля второго торца изделий 14, состоящий из матричной ПЗС камеры высокого разрешения 15, осветителя 16 и узла сдува бракованных изделий 14. В верхней точке за перегибом ленточного транспортера изделия проходят узел контроля второго торца, поочередно освещаясь пучком прямого направленного излучения видимого спектра 16, замыкают оптический датчик 17, по команде которого включается ПЗС камера 15, производится осмотр второго торца изделия. Полученное изображение переводится в цифровой формат и передается в аналитическое устройство, где на основе логических решающих правил принимается решение о годности изделия. Таким образом, контроль торцов изделий производится последовательно, сначала первого, затем второго без переворачиваний и поперечных перемещений, без торможений, остановок и разгонов на вершинах ленточных транспортеров, имеющих вид равнобедренного треугольника.
На следующей позиции топливные изделия проходят узел сдува 14, в котором замыкают оптический датчик 18, по команде которого отличающиеся от заданных параметров изделия сдуваются форсункой 19 как забракованные.
Годные изделия перемещаются на ленточный транспортер 20 для передачи далее в технологический процесс.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ В ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2009 |
|
RU2400704C1 |
| Устройство обнаружения дефектов на образующей поверхности цилиндрических изделий | 2016 |
|
RU2638179C1 |
| Установка контроля диаметра, формы и образующих поверхностей цилиндрических изделий | 2020 |
|
RU2757671C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ ЦИЛИНДРИЧЕСКИХ ОБЪЕКТОВ | 2006 |
|
RU2323492C2 |
| Устройство системы потокового поэкземплярного контроля качества и сортировки единичных изделий в виде плоских многоугольников правильной формы | 2022 |
|
RU2784322C1 |
| УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ | 1994 |
|
RU2119657C1 |
| СИСТЕМА ПРОВЕРКИ ДЛЯ КОНТРОЛЯ КАЧЕСТВА ТРУБКИ И СПОСОБ ПРОВЕРКИ КАЧЕСТВА ТРУБКИ | 2020 |
|
RU2776149C2 |
| Устройство для автоматической сборки составных частей химических источников тока | 1991 |
|
SU1790016A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕОБРАЗНЫХ ИЗДЕЛИЙ ДЛЯ ТАБАЧНОЙ ПРОМЫШЛЕННОСТИ | 2019 |
|
RU2766174C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОДЛИННОСТИ БАНКНОТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2271576C2 |
Изобретение относится к устройствам для контроля поверхности цилиндрических объектов и, в частности, может быть использовано в производстве ядерного топлива при контроле внешнего вида торцевой поверхности топливных таблеток. Устройство содержит последовательно установленные на транспортерах два узла контроля торцов изделий, два узла разделения потока изделий, установленные по одному перед каждым узлом контроля торцов изделий, а также два узла сдува бракованных изделий, установленные после каждого узла контроля торцов изделий. Каждый узел разделения потока содержит средство для продольной подачи изделий на транспортер по одному с определенными промежутками. Каждый узел контроля торцов изделий содержит оптический датчик для обнаружения изделий, средство освещения контролируемых изделий, средство для формирования излучения видимого спектра и средство регистрации и передачи изображения торца изделия в аналитическое устройство. Каждый узел сдува бракованных изделий содержит оптический датчик для обнаружения изделий и средство сдува для формирования направленного потока воздуха. Технический результат - автоматизированный, оперативный, высоконадежный, бережный исключающий человеческий фактор контроль торцевых поверхностей на наличие и характер дефектов, высокая производительность технологической операции контроля. 7 з.п. ф-лы, 4 ил.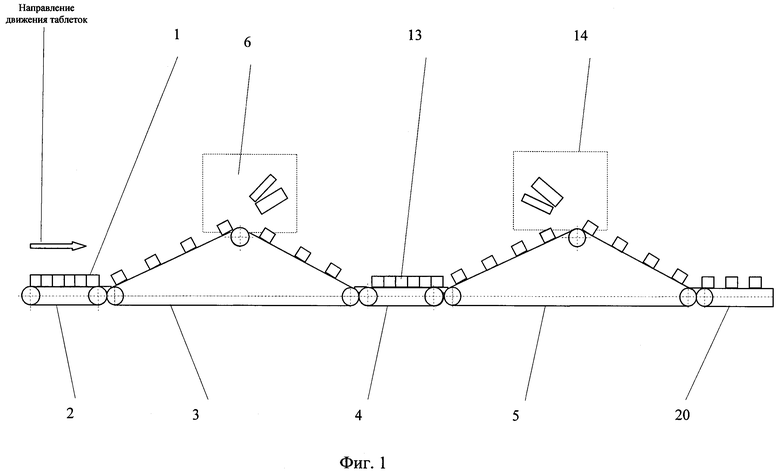
1. Устройство обнаружения дефектов на торцевых поверхностях цилиндрических изделий, содержащее последовательно установленные на транспортерах два узла контроля торцов изделий, два узла разделения потока изделий, установленные по одному перед каждым узлом контроля торцов изделий, а также два узла сдува бракованных изделий, установленные после каждого узла контроля торцов изделий, при этом
каждый узел разделения потока содержит средство для продольной подачи изделий на транспортер по одному с определенными промежутками;
каждый узел контроля торцов изделий содержит оптический датчик для обнаружения изделий, средство освещения контролируемых изделий, средство для формирования излучения видимого спектра и средство регистрации и передачи изображения торца изделия в аналитическое устройство;
каждый узел сдува бракованных изделий содержит оптический датчик для обнаружения изделий и средство сдува для формирования направленного потока воздуха.
2. Устройство по п. 1, отличающееся тем, что транспортер представляет собой ленточный транспортер, имеющий вид равнобедренного треугольника на участках между узлами разделения потока, который смонтирован с возможностью обеспечения разной скорости ленты между всеми упомянутыми узлами.
3. Устройство по п. 1, отличающееся тем, что средство для продольной подачи изделий по одному на транспортер представляет собой пластину специальной конфигурации с возможностью обеспечения определенных промежутков между изделиями.
4. Устройство по п. 1, отличающееся тем, что каждый узел контроля торцов изделий расположен на вершинах транспортеров, имеющих вид равнобедренного треугольника.
5. Устройство по п. 1, отличающееся тем, что каждое средство для формирования излучения видимого спектра снабжено устройством формирования прямого направленного пучка.
6. Устройство по п. 1, отличающееся тем, что каждое средство регистрации и передачи изображения торца изделия представляет собой ПЗС-камеру с объективом для увеличения и приближения изображения изделия.
7. Устройство по п. 1, отличающееся тем, что каждое средство сдува представляет собой форсунку, формирующую прямой направленный поток воздуха для удаления бракованных изделий.
8. Устройство по п. 1, отличающееся тем, что в качестве аналитических устройств оно содержит компьютеры.
| Способ отливки цветных металлов и сплавов | 1950 |
|
SU88838A1 |
| Устройство для получения прямого и обратного хода в железнодорожных дрезинах и т.п. повозках | 1929 |
|
SU27073A1 |
| СПОСОБ КОНТРОЛЯ, РАЗБРАКОВКИ И ПЕРЕРАБОТКИ БРАКА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2000 |
|
RU2195722C2 |
| US 4226539 A1, 07.10.1980. | |||

