ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к устройствам для контроля диаметра, формы и образующих поверхностей цилиндрических изделий и, в частности, может быть использовано в технологии производства ядерного топлива при контроле геометрии и внешнего вида топливных таблеток.
УРОВЕНЬ ТЕХНИКИ
Известно устройство для обнаружения поверхностных дефектов в цилиндрических изделиях, содержащее последовательно установленные и соединенные транспортерами узел контроля целостности изделий, два узла разделения изделий на два потока, установленные на каждом потоке узел контроля боковой поверхности и узел контроля торцевой поверхности изделий, а также узел объединения потоков изделий (RU 2400704, опубл. 27.09.2010 г.).
Недостатками приведенного устройства являются отсутствие контроля диаметра и формы цилиндрической поверхности, недостаточная производительность, сложность конструкции по разделению одного потока на два для контроля образующих поверхностей, а затем по объединению двух потоков в один для дальнейшего перемещения. Возможно нанесение дефектов на образующих поверхностях топливных таблеток из-за большого количества поперечных перемещений.
Наиболее близким является устройство для обнаружения дефектов на образующей поверхности цилиндрических изделий, содержащее последовательно установленные на транспортерах узел формирования столба изделия, узел линейного перемещения изделий, узел контроля образующих изделий и узел разбраковки изделий (RU 2638179, опубл. 12.12.2017 г.).
Узел формирования столба изделий содержит блок упоров и отсекатель, в состав каждого из которых входят по два пневмоцилиндра, с помощью которых происходит набор столба изделий. Узел линейного перемещения изделий содержит раму, закрепленную на каретке электромеханического привода, с помощью которой осуществляется перемещение столба изделий на валы осмотра. Узел контроля образующих изделий содержит средство для формирования излучения видимого спектра, средство освещения контролируемых изделий, средство регистрации и передачи изображения в аналитическое устройство, и связанное с ним средство сдува бракованных изделий. Узел разбраковки изделий содержит средство сдува бракованных изделий, с помощью которого забракованное изделие сбрасывается в емкость для брака.
Недостатком приведенного устройства являются приводы постоянного тока с ручным управлением на входном и выходном ленточных транспортерах, которые не обеспечивают стабильность скорости перемещения изделий из-за износа двигателей и не защищены от несанкционированного вмешательства в изменение скорости. В узле формирования столба изделий отсутствуют оптический прерыватель для обнаружения не правильно ориентированных топливных таблеток и отсутствуют устройства корректировки расположения топливных таблеток в столбе. Узел разбраковки изделий не имеет контроля удаления бракованных изделий, что может привести к проходу брака в годную продукцию.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Предлагаемое изобретение ставит перед собой решение следующих задач:
- автоматизация технологического процесса контроля отклонений диаметра и внешнего вида каждого изделия (топливной таблетки) в столбе на одной установке;
- ведение параллельных процессов измерения диаметра и образующей поверхности каждого цилиндрического изделия в столбе;
- контроль формы цилиндрической поверхности каждого изделия в столбе;
- удаление бракованных изделий на одной позиции по признакам отклонения по форме цилиндрической поверхности, диаметру и образующей поверхности с контролем удаления забракованных изделий из потока;
- контроль состояния узлов и механизмов установки.
Техническим результатом заявленного решения является: автоматизированный, оперативный, высоконадежный, одновременный контроль диаметра, формы и образующих поверхностей цилиндрических изделий на одной установке с контролем отклонений формы цилиндрических изделий с выдачей рекомендаций по устранению причин, приводящих к несоответствию заданных параметров в конструкторской документации и высокоэффективным удалением забракованных изделий из потока.
Технический результат достигается за счет того, что установка контроля диаметра, формы и образующих поверхностей цилиндрических изделий содержит последовательно установленные на транспортерах узел формирования столба изделий, узел контроля диаметра и формы изделий, узел контроля образующих поверхностей, узел разбраковки изделий. Над каждым узлом контроля изделий расположен узел линейного перемещения столбов изделий, каждый из которых содержит привод и толкатели столбов изделий для равномерной подачи столбов изделий на контрольные узлы и узел разбраковки.
Узел формирования столба изделий содержит упор с одним пневмоцилиндром и два отсекателя, в состав каждого из которых входят два пневмоцилиндра, с помощью которых происходит набор столба изделий, оптические прерыватели для обнаружения столба изделий. Узел контроля диаметра и формы изделий содержит пару вращающихся валков с проточками, источник параллельного пучка света и приемник света. Узел контроля образующих поверхностей содержит пару вращающихся валков, средство освещения и средство регистрации образующих поверхностей цилиндрических изделий. Узел разбраковки изделий содержит оптические прерыватель для обнаружения бракованных изделий, средство сдува бракованных изделий, с помощью которого забракованное изделие сбрасывается в емкость для брака, оптический прерыватель для обнаружения не сброшенных забракованных изделий. Перед узлом контроля диаметра и формы изделий установлен прерыватель для обнаружения стоячих изделий, а перед узлом формирования столба изделий и за узлом разбраковки изделий установлены прерыватели для остановки всей установки. Перед узлом контроля диаметра и формы изделий расположено устройство для корректировки расположения изделий в столбе при обнаружении стоячих изделий.
Кроме того, указанный технический результат достигается за счет того, что транспортер представляет собой входной и выходной ленточный транспортер с автоматической регулировкой скорости ленты.
Узел формирования столба изделий содержит два оптических прерывателя, по сигналу от которых осуществляется обнаружение столба изделий и перемещения его на узел контроля диаметра и формы через устройство корректировки расположения изделий в столбе.
Перед узлом формирования столба изделий и за узлом разбраковки изделий установлены по одному прерывателю, по сигналу от которых при переполнении потока изделий на входном и выходном транспортерах установка останавливается.
Толкатели столбов изделий имеют специальную конструкцию, которая обеспечивает перемещение изделий в большом диапазоне диаметров и предотвращение разламывания столба изделия.
Средство освещения контролируемых изделий в узле контроля образующих поверхностей изделий имеет специальную конструкцию для формирования узконаправленного светового потока освещения столба изделий.
Сдув бракованных изделий осуществляется по сигналу от датчика счета изделий в потоке с обнаружением бракованного изделия.
Узел разбраковки изделий содержит оптический прерыватель, по сигналу от которого при обнаружении не сброшенных забракованных изделий установка останавливается.
В качестве аналитических устройств установка содержит компьютеры.
ПЕРЕЧЕНЬ ЧЕРТЕЖЕЙ
Изобретения поясняется чертежами.
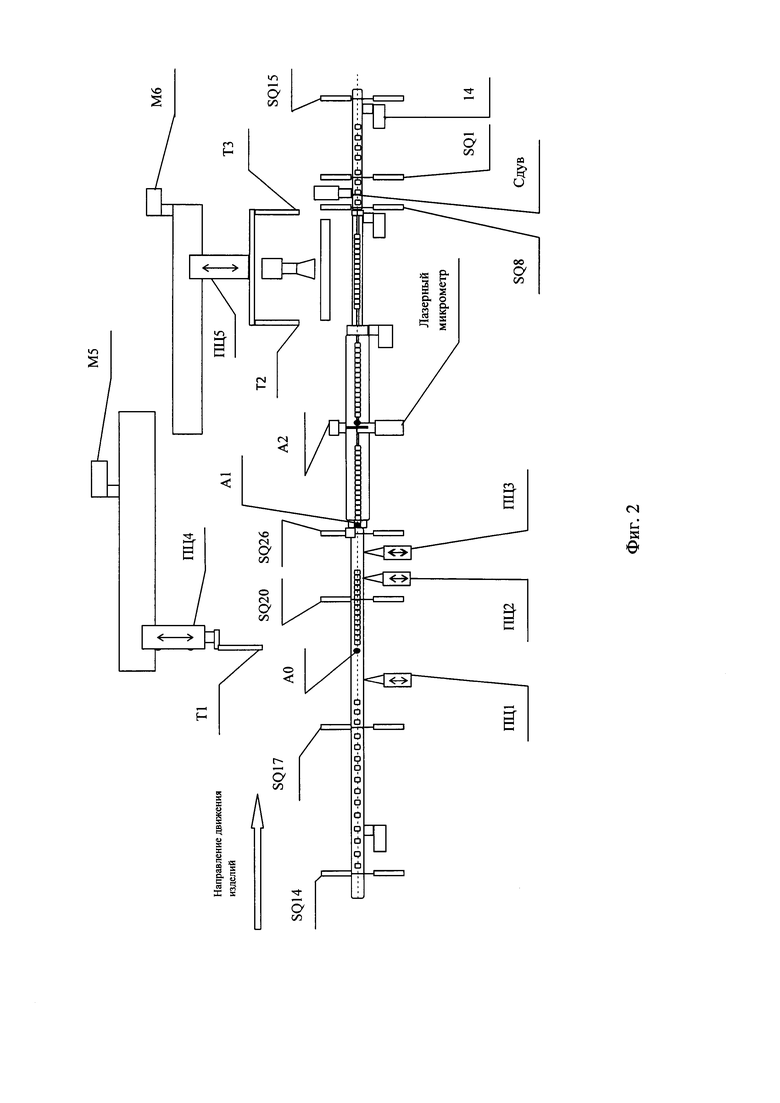
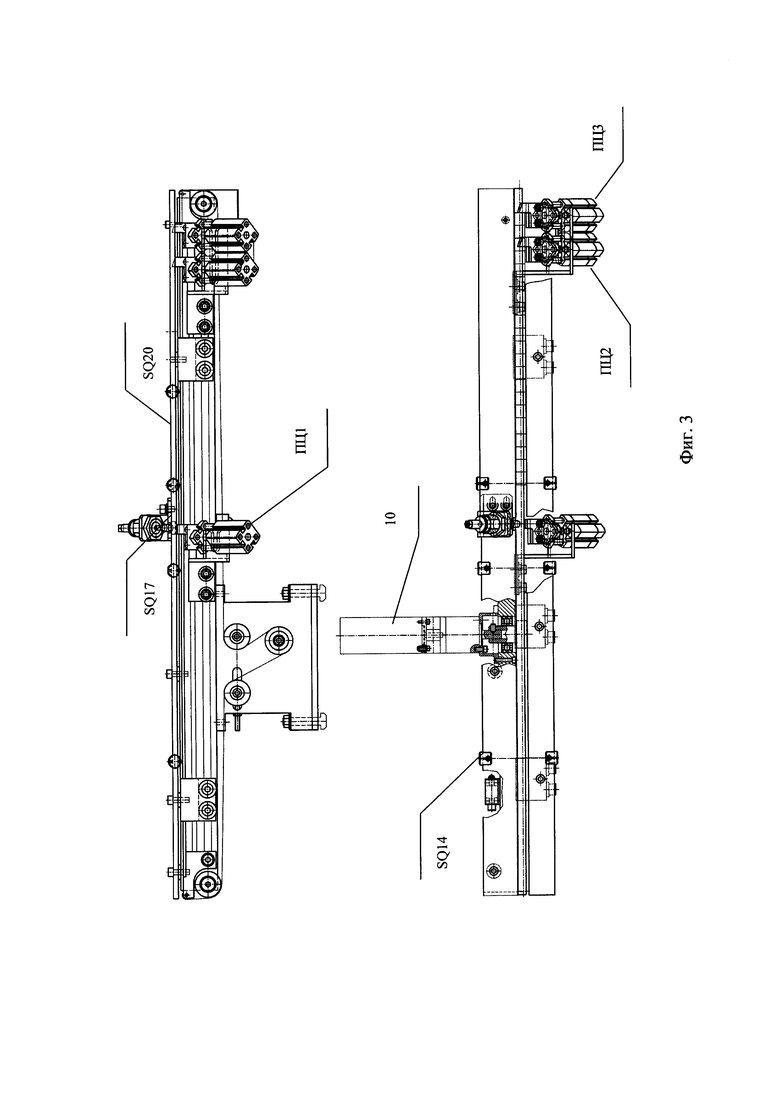
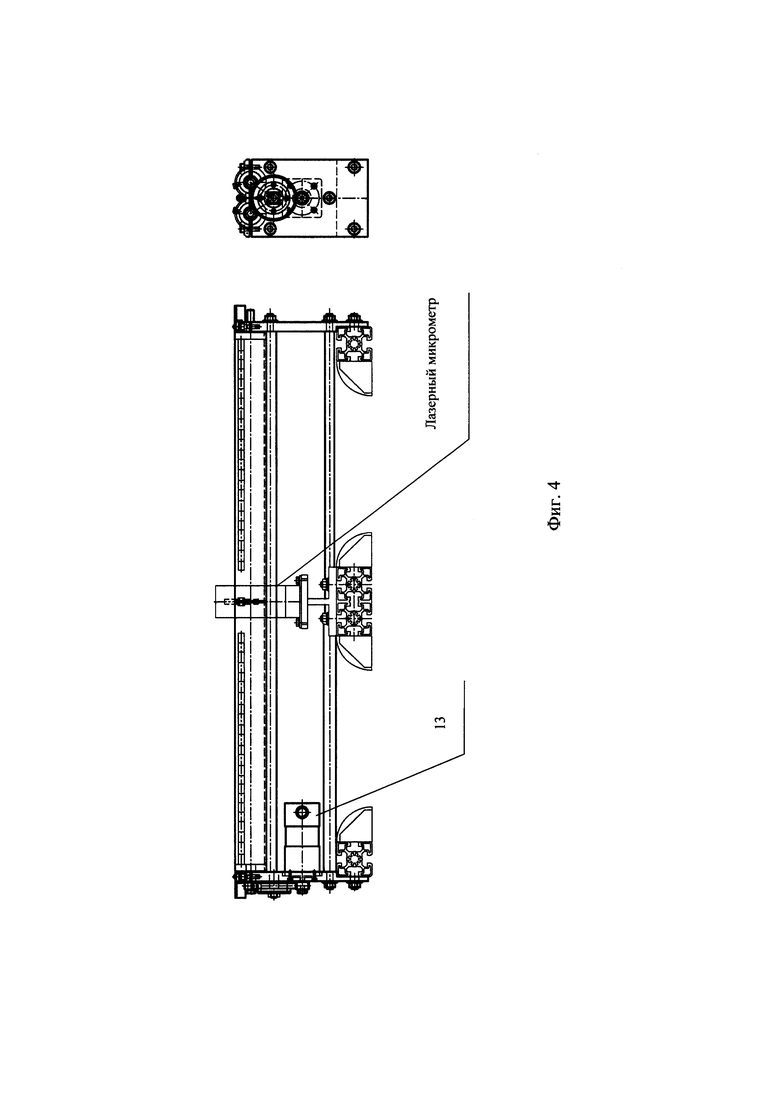
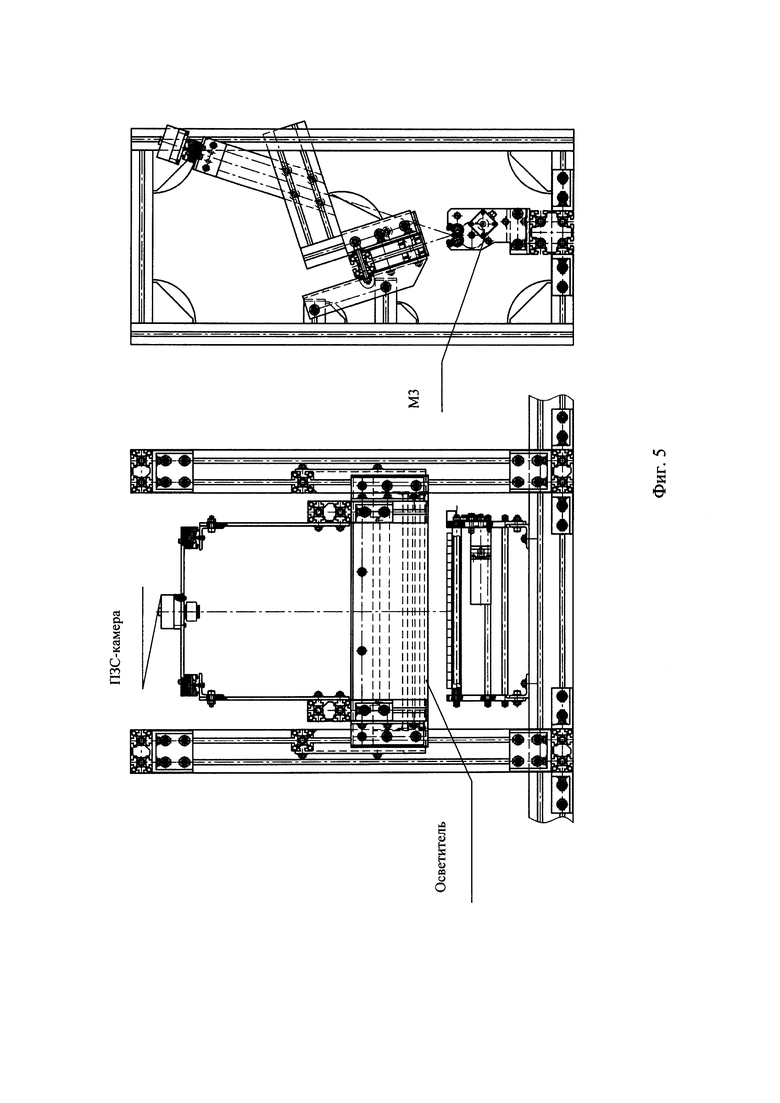
На фигуре 1 представлена общая схема установки. На фигуре 2 представлена кинематическая схема установки. На фигуре 3 представлен узел формирования столба изделий. На фигуре 4 представлен узел контроля диаметра и формы изделий. На фигуре 5 представлен узел контроля образующих цилиндрических поверхностей изделий. На фигуре 6 представлен толкатель столба изделий. На фигуре 7 представлен оптический прерыватель обнаружения стоячих таблеток и устройство корректировки расположения изделий в столбе. На фигуре 8 представлен узел разбраковки изделий.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Цилиндрические изделия (топливные таблетки) с технологического оборудования (ТО) перемещаются на входной ленточный транспортер 1, на котором расположены оптический прерыватель 2 для контроля переполнения потока изделий на входе устройства, узел формирования столба изделий 3, оптический прерыватель 4 для обнаружения стоящих на торцевой поверхности изделий (стоячих изделий) и устройство корректировки расположения изделий 15 в столбе, за которым расположены узел контроля диаметра и формы изделий 5 и узел контроля образующих поверхностей изделий 6. На выходном ленточном транспортере 7 установлен узел разбраковки 8 и оптический прерыватель 9 для контроля переполнения на выходе устройства. Приводы ленточных транспортеров и валков на контрольных узлах реализованы на базе шаговых двигателях 10, 13, 13А и 14.
Оптический прерыватель SQ14 выполняет функцию контроля превышения скорости подачи цилиндрических изделий на установку, при размыкании которого производится остановка ТО до выполнения условия замыкания прерывателя, с выводом предупреждения об ошибке на панель оператора системы управления (СУ). Узел формирования столба состоит из оптических прерывателей предварительного накопления столба SQ17 и сформированного столба SQ20, регулируемого упора фиксации столба изделий, отсекателей на пневматических цилиндрах ПЦ1, ПЦ2 и ПЦ3. В исходном состоянии ПЦ1 открыт, ПЦ2 и ПЦ3 закрыты, оптические прерыватели SQ20 и SQ17 открыты. При накоплении столба первым перекрывается оптический прерыватель SQ20, сигнализируя о начале набора столба, затем перекрывается оптический прерыватель SQ17, по сигналу от которого ПЦ1 переводится в состояние закрыт, чем производится отсечение потока изделий, ПЦ2 переводится в состояние открыт. Столб изделий, перемещаясь упирается в отсекатель на ПЦ3 - столб изделий сформирован, оптический прерыватель SQ20 открывается, по сигналу от которого СУ дает команду на опускание толкателя T1 пневматическим цилиндром ПЦ4. Сервоприводом М5, толкатель T1 специальной конструкции перемещает столб изделий с позиции А0 на позицию А1 на первую половину валков узла контроля диаметра и формы через узел с оптическим прерывателем SQ26 для обнаружения стоячих изделий в столбе. Обнаруженные стоячие изделия устройством корректировки 15 укладываются в столбе.
Отсекатели на пневматических цилиндрах ПЦ1, ПЦ2 и ПЦ3 переводятся в исходное состояние. По команде СУ на шаговый двигатель производится запуск вращения валков с определенной частотой и последующее перемещение толкателем T1 вращающегося столба изделий на позицию А2 через узел контроля диаметра и формы, где с помощью лазерного микрометра получается профиль столба изделий, результаты измерений которого передаются в аналитическое устройство.
В аналитическом устройстве на основе решающих правил производится разделение профиля столба на участки с профилями и формой отдельных изделий с присвоением каждому номера, с принятием решения о годности каждого изделия. Последовательность номеров изделий и признаки годности передаются в СУ устройства.
По команде СУ на шаговый двигатель 13 валки останавливаются, толкатель T1 пневматическим цилиндром ПЦ4 перемещается в верхнее положение и при помощи сервопривода М5 перемещается в исходное положение А0. Сервоприводом М6, рама с двумя толкателями T2 и Т3 перемещается на позицию А2 и опускается пневматическим цилиндром ПЦ5 в нижнее положение. При помощи сервопривода М6 толкатель Т1 осуществляет перемещение столба изделий на валки позиции контроля образующих поверхностей, и одновременно толкатель Т2 производит перемещение столба изделий с позиции контроля образующих поверхностей на узел разбраковки.
Производится запуск вращения столба изделий на валках с определенной частотой шаговым двигателем 13А. Включается осветитель и производится запуск системы сканирования образующей поверхности столба изделий ПЗС-камерой линейного сканирования, передача цифрового кода развертки поверхности столба изделий в аналитическое устройство, где на основе логических решающих правил по заданным параметрам принимается решение о годности каждого изделия в столбе. Последовательность номеров изделий и признаки годности передаются в СУ.
Рама с двумя толкателями Т2 пневматическим цилиндром ПЦ5 поднимается и сервоприводом М6 перемещается на исходную позицию А2, при условии - положение сервопривода М5 на позиции А0. При перемещении столба изделий толкателем Т3 на ленточный транспортер с приводом от шагового двигателя М4 производится разделение столба изделий с определенным интервалом за счет разницы в скоростях шагового двигателя 14 ленточного транспортера и подачи сервоприводом М6. Изделия, по одному, перемещаются в узел разбраковки, где прерывают сигнал оптического прерывателя SQ8 по сигналу от которого СУ, на основе принятых решений от систем контроля диаметра, формы и образующих поверхностей, производится сдув изделий с признаками брака. По команде СУ на удаление брака по причине неисправности каких-либо узлов контроля, системы подачи изделий на ленточный транспортер 14 или узла разбраковки, забракованная таблетка перемещается далее по ленточному транспортеру 14, происходит срабатывание оптического прерывателя SQ1, аварийная остановка установки с выводом предупреждения об ошибке или неисправности одного из узлов на панель оператора СУ.
При срабатывании SQ15 является переполнением на выходном транспортере установки - аварийная остановка всей установки с выводом предупреждения об ошибке или неисправности одного из узлов на панель оператора СУ. При правильной работе всех систем и узлов установки годные изделия перемещаются ленточным транспортером 7 на следующее устройство.
При аварийной ситуации на выходе установки - скопление топливных таблеток с превышением заданного временного интервала, например, остановка оборудования за устройством, СУ переводит установку в «режим стоп». При освобождении оптического прерывателя SQ1 установка продолжает работу по заданному алгоритму.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство обнаружения дефектов на образующей поверхности цилиндрических изделий | 2016 |
|
RU2638179C1 |
| УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ В ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2009 |
|
RU2400704C1 |
| Устройство обнаружения дефектов на торцевой поверхности цилиндрических изделий | 2016 |
|
RU2645436C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ, ИМЕЮЩИХ КОНИЧЕСКУЮ ЧАСТЬ | 2018 |
|
RU2698085C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2016 |
|
RU2643997C2 |
| ЛИНИЯ КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2253111C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2010 |
|
RU2459292C1 |
| Устройство системы потокового поэкземплярного контроля качества и сортировки единичных изделий в виде плоских многоугольников правильной формы | 2022 |
|
RU2784322C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ ЛИНИИ КОНТРОЛЯ И РАЗБРАКОВКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2002 |
|
RU2237935C2 |
| ЛИНИЯ КОНТРОЛЯ И РАЗБРАКОВКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2242297C2 |




Изобретение относится к устройствам для контроля диаметра, формы и образующих поверхностей цилиндрических изделий и, в частности, может быть использовано в технологии производства ядерного топлива при контроле геометрии и внешнего вида топливных таблеток. Установка содержит последовательно установленные на транспортерах узел формирования столба изделий, узел контроля диаметра и формы изделий, узел контроля образующих поверхностей, узел разбраковки изделий. Над каждым узлом контроля изделий расположен узел линейного перемещения столбов изделий, каждый из которых содержит привод и толкатели столбов изделий для равномерной подачи столбов изделий на контрольные узлы и узел разбраковки. Перед узлом контроля диаметра и формы изделий установлен прерыватель для обнаружения стоячих изделий, а перед узлом формирования столба изделий и за узлом разбраковки изделий установлены прерыватели для остановки всей установки при переполнении потока изделий на входном и выходном транспортерах. Перед узлом контроля диаметра и формы изделий расположено устройство для корректировки расположения изделий в столбе при обнаружении стоячих изделий. Техническим результатом является обеспечение автоматизированного, оперативного, высоконадежного, одновременного контроля диаметра, формы и образующих поверхностей цилиндрических изделий на одной установке с контролем отклонений формы цилиндрических изделий с выдачей рекомендаций по устранению причин, приводящих к несоответствию заданных параметров в конструкторской документации, и высокоэффективным удалением забракованных изделий из потока. 8 з.п. ф-лы, 8 ил.
1. Установка контроля диаметра, формы и образующих поверхностей цилиндрических изделий содержит последовательно установленные на транспортерах узел формирования столба изделий, узел контроля диаметра и формы изделий, узел контроля образующих поверхностей, узел разбраковки изделий, при этом
над каждым узлом контроля изделий расположен узел линейного перемещения столбов изделий, каждый из которых содержит привод и толкатели столбов изделий для равномерной подачи столбов изделий на контрольные узлы и узел разбраковки,
узел формирования столба изделий содержит упор с одним пневмоцилиндром и два отсекателя, в состав каждого из которых входят два пневмоцилиндра, с помощью которых происходит набор столба изделий, оптические прерыватели для обнаружения столба изделий,
узел контроля диаметра и формы изделий содержит пару вращающихся валков с проточками, источник параллельного пучка света и приемник света,
узел контроля образующих поверхностей содержит пару вращающихся валков, средство освещения и средство регистрации образующих поверхностей цилиндрических изделий,
узел разбраковки изделий содержит оптические прерыватель для обнаружения бракованных изделий, средство сдува бракованных изделий, с помощью которого забракованное изделие сбрасывается в емкость для брака, оптический прерыватель для обнаружения не сброшенных забракованных изделий,
перед узлом контроля диаметра и формы изделий установлен прерыватель для обнаружения стоячих изделий, а перед узлом формирования столба изделий и за узлом разбраковки изделий установлены прерыватели для остановки всей установки,
перед узлом контроля диаметра и формы изделий расположено устройство для корректировки расположения изделий в столбе при обнаружении стоячих изделий.
2. Установка по п. 1, отличающаяся тем, что транспортер представляет собой входной и выходной ленточный транспортер с автоматической регулировкой скорости ленты.
3. Установка по п. 1, отличающаяся тем, что узел формирования столба изделий содержит два оптических прерывателя, по сигналу от которых осуществляется обнаружение столба изделий и перемещения его на узел контроля диаметра и формы через устройство корректировки расположения изделий в столбе.
4. Установка по п. 1, отличающаяся тем, что перед узлом формирования столба изделий и за узлом разбраковки изделий установлены по одному прерывателю, по сигналу от которых при переполнении потока изделий на входном и выходном транспортерах установка останавливается.
5. Установка по п. 1, отличающаяся тем, что толкатели столбов изделий имеют специальную конструкцию, которая обеспечивает перемещение изделий в большом диапазоне диаметров и предотвращение разламывания столба изделия.
6. Установка по п. 1, отличающаяся тем, что средство освещения контролируемых изделий в узле контроля образующих поверхностей изделий имеет специальную конструкцию для формирования узконаправленного светового потока освещения столба изделий.
7. Установка по п. 1, отличающаяся тем, что сдув бракованных изделий осуществляется по сигналу от датчика счета изделий в потоке с обнаружением бракованного изделия.
8. Установка по п. 1, отличающаяся тем, что узел разбраковки изделий содержит оптический прерыватель, по сигналу от которого при обнаружении не сброшенных забракованных изделий установка останавливается.
9. Установка по п. 1, отличающаяся тем, что в качестве аналитических устройств она содержит компьютеры.
| Устройство обнаружения дефектов на образующей поверхности цилиндрических изделий | 2016 |
|
RU2638179C1 |
| УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ В ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2009 |
|
RU2400704C1 |
| ЛИНИЯ КОНТРОЛЯ И РАЗБРАКОВКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2256248C2 |
| ЛИНИЯ КОНТРОЛЯ И РАЗБРАКОВКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1999 |
|
RU2170961C2 |
| US 4226539 A1, 07.10.1980 | |||
| МЕХАНИЗИРОВАННАЯ КРЕПЬ | 0 |
|
SU192137A1 |
| US 20160356725 A1, 08.12.2016 | |||
| EP 3037808 B1, 06.05.2020 | |||
| EP 178861 A3, 03.06.1987 | |||
| EP 178861 B1, 23.01.1991. | |||

