Л
Известны токарные полуавтоматы, снабженные продольным гидрокоиировальным суппортом, поперечным суппортом и задней бабкой, установленной неподвижно на станине.
Предлагаемый полуавтомат отличается тем, что оба суппорта и центровая бабка размещены на общей подвижной платформе, копировальный суппорт установлен на дополнительных продольных направляющих с возможностью перемещения относительно нлатформы, копир расположен на центровой бабке, связан ,с пинолью посредством упругого элемента, а центровая бабка снабжена упором, воздействующим на копир в конце хода.
Указанные конструктивные отличия обеспечивают возможность обработки с базированием от любого торца детали.
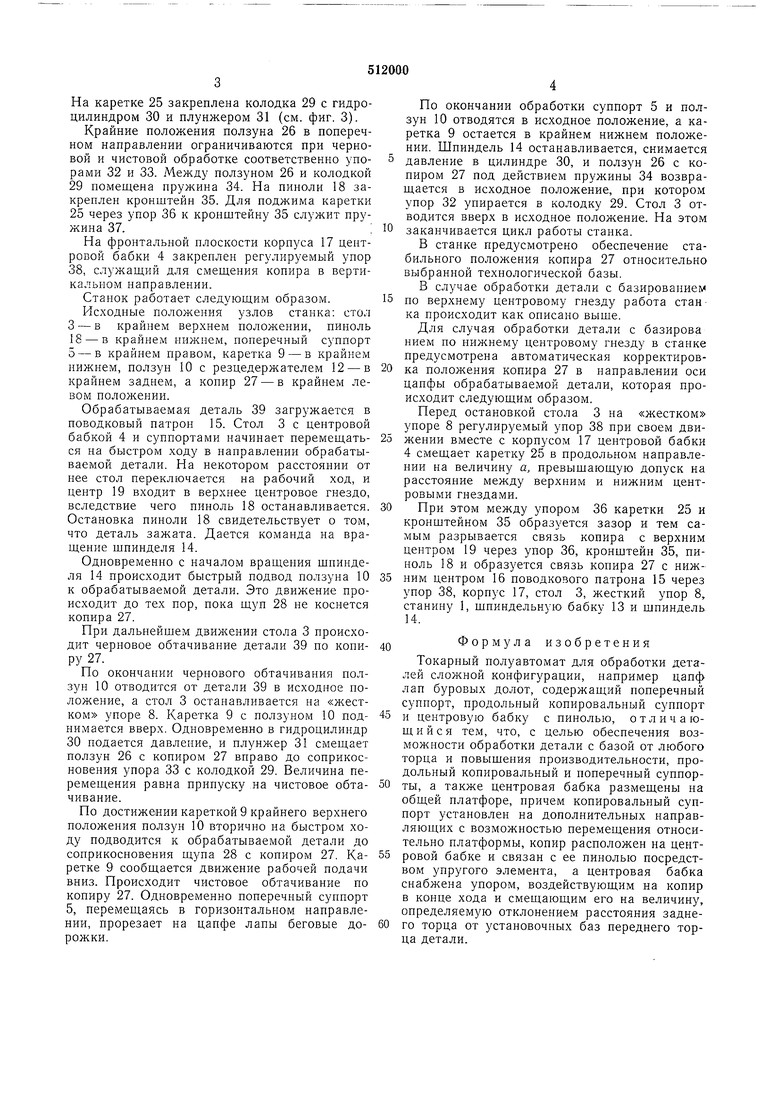
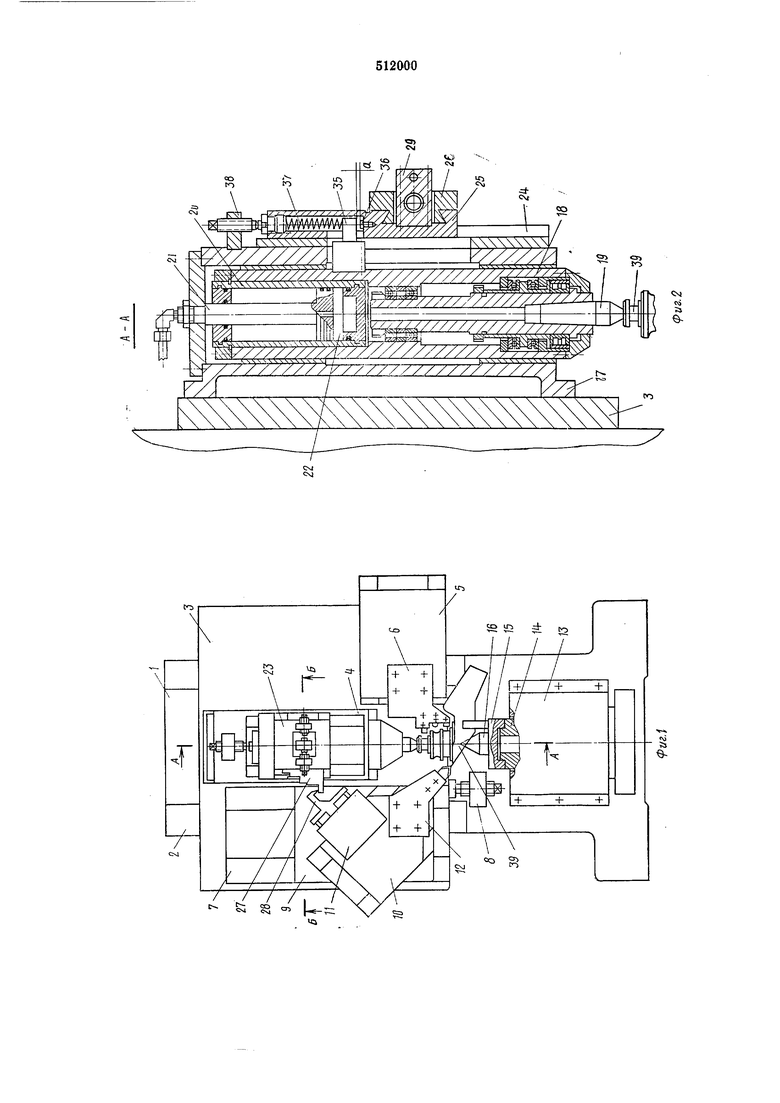
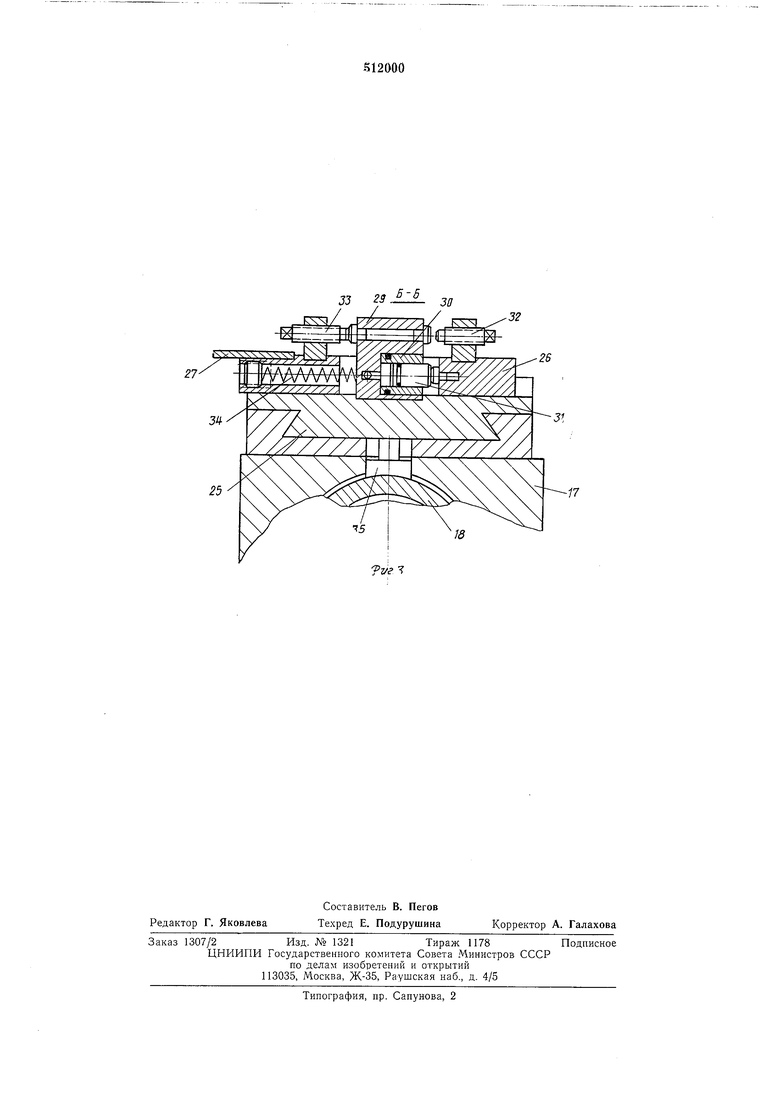
Па фиг. 1 изображен предлагаемый станок, вид спереди; на фиг. 2 - продольный разрез центровой бабки (копир находится в положении перед началом чистовой обточки при базировании детали от нижнего центрового гнезда); на фиг. 3 - поперечный разрез центровой бабки.
Станок содержит колонну 1, на направляющих 2 которой расположен силовой стол 3, несущий центровую бабку 4, поперечный суппорт 5 с резцедержателем 6 и продольные салазки 7.
В нижней части колонны 1 установлен упор
8, служащий для ограничения движения стола 3. На продольных салазках 7 установлен копировальный суппорт, содержащий каретку 9 с ползуном 10, несущим копировальное устройство 11 и резцедержатель 12.
В нижней части колонны 1 установлена шпиндельная бабка 13, на шпинделе 14 которой закреплен поводковый патрон 15 с нижним центром 16. Для сообщения шпииделю 14 вращательного движения сзади колоны расположен Эv eктpoдвигaтeль, связанный с ним ременной передачей (на чертеже не изображены).
Центровая бабка 4 состоит из кориуса 17 (см. фиг. 2), в котором расположена пиноль 18 со встроенными в нее вращающимся центром 19 и гидроцилиндром 20. Шток 21 гидроцилиндра 20 закреплен неподвижно относительно корпуса 17.
Бесштоковая полость 22 гидроцилиндра 20 связана с гидросистемой станка через канал в штоке 21. На фронтальной плоскости кориуса 17 центровой бабки 4 установлен копирный столик 23, содержащий продольные салазки 24, на которые с возможностью возвратно-поступательного неремещения установлена каретка 25. На иоперечных направляющих каретки 25 установлен ползун 26, несущий копир 27. С копиром 27 контактирует щуп 28 следящего устройства 11 копировального суппорта.
На каретке 25 закреплена колодка 29 с гидроцилиндром 30 и плунжером 31 (см. фиг. 3).
Крайние положения ползуна 26 в поперечном направлении ограничиваются при черновой и чистовой обработке соответственно упорами 32 и 33. Между ползуном 26 и колодкой
29помещена пружина 34. На пиноли 18 закреплен кронштейн 35. Для поджима каретки 25 через упор 36 к кронштейну 35 служит пружина 37..
На фронтальной плоскости корпуса 17 центровой бабки 4 закреплен регулируемый упор 38, служащий для смещения копира в вертикальном направлении.
Станок работает следующим образом.
Исходные положения узлов станка: стол 3 - в крайнем верхнем положении, пиноль 18 - в крайнем нижнем, поперечный суппорт 5 - в крайнем правом, каретка 9 - в крайнем нижнем, ползун 10 с резцедержателем 12 - в крайнем заднем, а копир 27 - в крайнем левом положении.
Обрабатываемая деталь 39 загружается в поводковый патрон 15. Стол 3 с центровой бабкой 4 и суппортами начинает перемещаться на быстром ходу в направлении обрабатываемой детали. На некотором расстоянии от нее стол переключается на рабочий ход, и центр 19 входит в верхнее центровое гнездо, вследствие чего пиноль 18 останавливается. Остановка пиноли 18 свидетельствует о том, что деталь зажата. Дается команда на вращение шпинделя 14.
Одновременно с началом вращения шпинделя 14 происходит быстрый подвод ползуна 10 к обрабатываемой детали. Это движение происходит до тех пор, пока щуп 28 не коснется копира 27.
При дальнейшем движении стола 3 происходит черновое обтачивание детали 39 по копиРУ 27.
По окончании чернового обтачивания ползун 10 отводится от детали 39 в исходное положение, а стол 3 останавливается на «жестком упоре 8. Каретка 9 с ползуном 10 поднимается вверх. Одновременно в гидроцилиндр
30подается давление, и плунжер 31 смещает ползун 26 с копиром 27 вправо до соприкосновения упора 33 с колодкой 29. Величина перемещения равна прииуску на чистовое обтачиваиие.
По достижении кареткой 9 крайнего верхнего положения ползун 10 вторично на быстром ходу подводится к обрабатываемой детали до соприкосновения щупа 28 с копиром 27. Каретке 9 сообщается движение рабочей подачи вниз. Происходит чистовое обтачивание по копиру 27. Одновременно поперечный суппорт 5, перемещаясь в горизонтальном направлении, прорезает на цапфе лапы беговые дорожки.
По окончании обработки суппорт 5 и ползун 10 отводятся в исходное положение, а каретка 9 остается в крайнем нижнем положении. Шпиндель 14 останавливается, снимается давление в цилиндре 30, и ползун 26 с копиром 27 под действием пружины 34 возвращается в исходное положение, при котором упор 32 упирается в колодку 29. Стол 3 отводится вверх в исходное положение. На этом
заканчивается цикл работы станка.
В станке предусмотрено обеспечение стабильного положения копира 27 относительно выбранной технологической базы.
В случае обработки детали с базированием
по верхнему центровому гнезду работа стан ка происходит как описано выше.
Для случая обработки детали с базирова нием по нижнему центровому гнезду в станке предусмотрена автоматическая корректировка положения копира 27 в направлении оси цапфы обрабатываемой детали, которая происходит следующим образом.
Перед остановкой стола 3 на «жестком упоре 8 регулируемый упор 38 при своем движепии вместе с корпусом 17 центровой бабки 4 смещает каретку 25 в продольном направлепии на величину а, превышающую допуск на расстояние между верхним и нижним центровыми гнездами.
При этом между упором 36 каретки 25 и кронштейном 35 образуется зазор и тем самым разрывается связь копира с верхним центром 19 через упор 36, кронштейп 35, пиноль 18 и образуется связь копира 27 с нижним цеитром 16 поводкового патрона 15 через упор 38, корпус 17, стол 3, жесткий упор 8, станину 1, шпиндельную бабку 13 и шпиндель 14.
Формула изобретения
Токарный полуавтомат для обработки деталей сложной конфигурации, например цапф лап буровых долот, содержащий поперечный суппорт, продольный копировальный суппорт
и центровую бабку с пинолью, отличающийся тем, что, с целью обеспечения возможности обработки детали с базой от любого торца и повышения производительности, продольный копировальный и поперечный суппорты, а также центровая бабка размещены на общей платфоре, причем копировальный суппорт установлен на дополнительных направляющих с возможиостью перемещения относительно платформы, копир расположен на центровой бабке и связан с ее пинолью посредством упругого элемента, а центровая бабка снабжена упором, воздействующим на копир в конце хода и смещающим его на величину, определяемую отклонением расстояния заднего торца от установочных баз переднего торца детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарно-копировальный станок | 1986 |
|
SU1428573A1 |
| ВСЕСОЮЗНАЯ ПАТЕНТНО-ТаШ'"П1МБЧБЛИО'ТНА | 1972 |
|
SU338367A1 |
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2179091C1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| УСТРОЙСТВО ДЛЯ МНОГОПРОХОДНОЙ ОБРАБОТКИ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1969 |
|
SU253527A1 |
| Протяжной станок для обработки кольцевого паза в деталях типа дисков | 1983 |
|
SU1138266A1 |
| ГИДРОКОПИРОВАЛЬНАЯ БАБКА | 1971 |
|
SU295612A1 |
| СУППОРТ КОЛЕСОТОКАРНОГО СТАНКА И ФАСОННЫЙ РЕЗЕЦ ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1999 |
|
RU2152848C1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЬ^Й СТАНОК | 1968 |
|
SU217893A1 |
| Станок для шлифования лопаток | 1978 |
|
SU713086A1 |
:rTT/k
32
26
У.
2/г
