Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для горячей прокатки, а также к устройству и способу для непрерывного литья и горячей прокатки. В частности, настоящее изобретение относится к технологическому оснащению, которое улучшает качество горячекатаного продукта посредством многократного нагревания во множестве точек для равномерного нагрева литой заготовки до того, как она подводится к стану горячей прокатки, а также предотвращает снижение качества стального листа и сокращение процента выхода продукта, которые возникают при переключении на режим непрерывной или прерывистой горячей прокатки.
Уровень техники
В настоящее время широко применяется процесс осуществления горячей прокатки с использованием высокотемпературной затвердевшей литой заготовки в устройстве непрерывного литья благодаря тому, что стоимость оборудования и эксплуатационные расходы такого процесса являются более экономичными, чем стоимость традиционного оборудования и процессов.
Кроме того, также может осуществляться прерывистый процесс, способный осуществлять горячую прокатку отдельно от непрерывного литья наряду с непрерывно выполняемой непрерывным литьем и горячей прокаткой. Такой прерывистый процесс подробно раскрывается в корейском патентном документе № 1990-7001437.
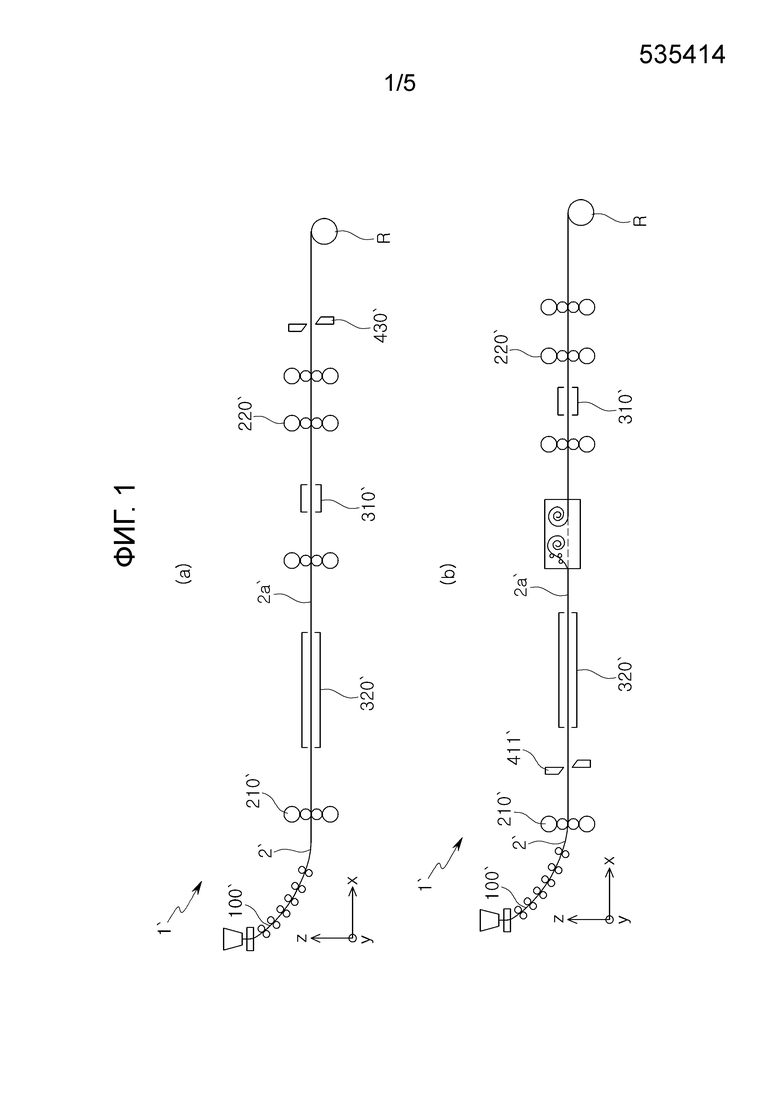
Иными словами, как наглядно демонстрируется на фиг.1, может соответственно применяться как режим непрерывной горячей прокатки, в котором непрерывно осуществляется непрерывное литье и горячая прокатка, так и режим прерывистой горячей прокатки, в котором прерывисто осуществляется непрерывное литье и горячая прокатка.
В рамках настоящего документа, фиг.1(а) наглядно демонстрирует установку 1ʹ, способную осуществлять непрерывную горячую прокатку. После того как литая заготовка 2ʹ, имеющая постоянную толщину, вырабатывается в устройстве 100ʹ непрерывного литья, литая заготовка 2ʹ подвергается первой горячей прокатке в первом блоке 210ʹ горячей прокатки, при этом температура поддерживается в теплоизоляционном средстве 320ʹ, и для завершения окончательной горячей прокатки во второй линии 220ʹ горячей прокатки стальной лист 2аʹ, получаемый обжатием литой заготовки 2ʹ, нагревается посредством нагревателей 310ʹ до температуры, подходящей для горячей прокатки. Для изготовления горячекатаного стального листа 2аʹ после завершения горячей прокатки стальной лист 2аʹ разрезается с помощью третьего устройства 430ʹ для разрезания и наматывается с помощью моталки R.
Между тем, фиг.1(b) наглядно демонстрирует установку 1ʹ, способную осуществлять прерывистую горячую прокатку. После того как литая заготовка 2ʹ, имеющая постоянную толщину, изготавливается в устройстве 100ʹ непрерывного литья, литая заготовка 2ʹ подвергается первой горячей прокатке в первом блоке 210ʹ горячей прокатки и разрезается с помощью первого устройства 411ʹ для разрезания до того, как ее перемещают в теплоизоляционное средство 320ʹ, благодаря чему осуществляется горячая прокатка, не ограниченная скоростью разливки устройства 100ʹ непрерывного литья.
В рамках настоящего документа, отрезаемый стальной лист 2аʹ, обеспеченный посредством разрезания стального листа 2аʹ, получаемого обжатием литой заготовки 2ʹ, наматывается, а затем опять же обеспечивается для завершения окончательной горячей прокатки во второй линии 220ʹ горячей прокатки. После того как отрезаемый стальной лист 2аʹ нагревается посредством нагревателя 310ʹ до температуры, подходящей для горячей прокатки, его подвергают окончательной горячей прокатке, затем наматывают посредством моталки R и изготавливают в качестве горячекатаного стального листа 2аʹ.
Однако при осуществлении данного процесса горячей прокатки, поскольку горячая прокатка осуществляется посредством первой линии 210ʹ горячей прокатки в состоянии, в котором распределение температуры литой заготовки 2ʹ, обеспеченной посредством изготовления в устройстве 100ʹ непрерывного литья, является неравномерным, может существовать проблема снижения качества горячекатаного стального листа 2аʹ.
В дополнение к этому, в случае переключения с режима прерывистой горячей прокатки на режим непрерывной горячей прокатки, когда литая заготовка 2, обеспеченная посредством изготовления в устройстве 100ʹ непрерывного литья, обжимается в первой линии 210ʹ горячей прокатки, скорость устройства 100ʹ непрерывного литья ограничивается, тем самым приводя к проблеме формирования полосы на литой заготовке 2ʹ.
Традиционно для решения данной проблемы процесс горячей прокатки осуществлялся последовательно посредством постепенного снижения расстояния между верхними и нижними валками из множества валков для горячей прокатки, входящих в состав первой линии 210ʹ горячей прокатки. Однако в концевой части горячекатаного стального листа 2аʹ, подвергнутого последовательной горячей прокатке, образовывалась переходная зона, в которой толщина уменьшалась, тем самым приводя к другой проблеме снижения качества изготовленного горячекатаного стального листа 2аʹ.
В силу вышесказанного для решения вышеупомянутых проблем существует необходимость в исследовании установки для горячей прокатки, а также установки и способа для непрерывного литья и горячей прокатки.
Раскрытие изобретения
Техническая задача
Аспект настоящего изобретения обеспечивает установку для горячей прокатки, а также установку и способ непрерывного литья и горячей прокатки, которые улучшают качество горячекатаного стального листа посредством равномерного нагревания литой заготовки, изготовленной в устройстве непрерывного литья, и посредством отправки литой заготовки в стан горячей прокатки, а также устраняют дефекты стального листа, образовавшиеся при переключении на режим непрерывной или прерывистой горячей прокатки, и увеличивают процент выхода продукта.
Техническое решение
В соответствии с аспектом настоящего изобретения, обеспечивается установка для горячей прокатки, которая включает в себя линию подачи литой заготовки, изготавливающую литую заготовку, стан горячей прокатки для приема и горячей прокатки литой заготовки, расположенный с возможностью связи с линией подачи литой заготовки, а также нагревательный блок, расположенный между линией подачи литой заготовки и станом горячей прокатки и обеспеченный с возможностью повторного нагрева внешней поверхности литой заготовки в направлении толщины, в то время как в центральной части в направлении толщины литой заготовки сохраняется скрытая теплота фазового перехода, полученная от предварительного нагревания.
В дополнение к этому, в соответствии с вариантом осуществления настоящего изобретения, литая заготовка, изготовленная посредством линии подачи литой заготовки, входящей в состав установки для горячей прокатки, формируется толщиной от 70 до 120 мм, при этом нагревательный блок может нагревать внешнюю поверхность литой заготовки до температуры 1250°С или менее, тем самым поддерживая среднюю температуру в направлении толщины литой заготовки, равной 1000°С или выше.
В дополнение к этому, в соответствии с другим аспектом настоящего изобретения, обеспечивается установка для непрерывного литья и горячей прокатки, которая включает в себя устройство непрерывного литья, изготавливающее литую заготовку, стан горячей прокатки для приема и горячей прокатки литой заготовки, расположенный с возможностью связи с линией подачи литой заготовки, а также нагревательный блок, обеспеченный на переднем конце стана горячей прокатки, при этом равномерно и многократно нагревающий литую заготовку во множестве точек.
В дополнение к этому, в соответствии с другим аспектом настоящего изобретения, нагревательный блок, входящий в состав установки для непрерывного литья и горячей прокатки, может включать в себя множество нагревателей, расположенных с возможностью рассредоточения в направлении транспортировки литой заготовки.
В дополнение к этому, в соответствии с другим аспектом настоящего изобретения, нагреватель, входящий в состав установки для непрерывного литья и горячей прокатки, может располагаться с возможностью рассредоточения по участку в направлении длины сляба, обеспеченного посредством разрезания литой заготовки таким образом, чтобы он мог использоваться в режиме прерывистой горячей прокатки.
В дополнение к этому, в соответствии с другим аспектом настоящего изобретения, нагревательный блок, входящий в состав установки для непрерывного литья и горячей прокатки, может дополнительно включать в себя теплоизоляционное средство, обеспеченное среди множества расположенных рядом нагревателей и обеспеченное с возможностью охвата по меньшей мере одной поверхности литой заготовки для теплоизоляции литой заготовки.
В дополнение к этому, в соответствии с другим аспектом настоящего изобретения, нагреватель, входящий в состав установки для непрерывного литья и горячей прокатки, может включать в себя индукционную катушку, соединенную с источником электропитания и обеспеченную для нагрева литой заготовки.
В дополнение к этому, в соответствии с другим аспектом настоящего изобретения, нагреватель, входящий в состав установки для непрерывного литья и горячей прокатки, может дополнительно включать в себя продольную транспортировочную линию, соединенную с индукционной катушкой, для перемещения индукционной катушки в направлении транспортировки литой заготовки.
Кроме того, в соответствии с другим аспектом настоящего изобретения, продольная транспортировочная линия, входящая в состав установки для непрерывного литья и горячей прокатки, может обеспечиваться для перемещения индукционной катушки для того, чтобы она размещалась в том же интервале.
Более того, в соответствии с другим аспектом настоящего изобретения, установка для непрерывного литья и горячей прокатки дополнительно включает в себя блок для разрезания и извлечения, снабженный режущим средством, предназначенным для отрезания частей литой заготовки, и средством извлечения, предназначенным для удаления отрезанных частей литой заготовки, при этом стан горячей прокатки включает в себя первую линию горячей прокатки, обеспеченную с возможностью соединения с задним концом устройства непрерывного литья, и вторую линию горячей прокатки, обеспеченную с возможностью соединения с задним концом первой линии горячей прокатки, при этом блок для разрезания и извлечения может обеспечиваться между первой линией горячей прокатки и второй линией горячей прокатки.
В дополнение к этому, в соответствии с другим аспектом настоящего изобретения, блок для разрезания и извлечения, входящий в состав установки для непрерывного литья и горячей прокатки, также может обеспечиваться на переднем конце нагревательного блока.
В дополнение к этому, в соответствии с другим аспектом настоящего изобретения, стан горячей прокатки, входящий в состав устройства для непрерывного литья и горячей прокатки, включает в себя первую линию горячей прокатки, обеспеченную с возможностью соединения с задним концом устройства непрерывного литья, а также вторую линию горячей прокатки, обеспеченную с возможностью соединения с задним концом первой линии горячей прокатки, при этом нагревательный блок может обеспечиваться между первой линией горячей прокатки и второй линией горячей прокатки.
В соответствии с другим аспектом настоящего изобретения, обеспечивается способ непрерывного литья и горячей прокатки, который включает в себя операцию непрерывного литья, во время которой осуществляется изготовление литой заготовки, операцию равномерного нагревания, во время которой осуществляется многократное нагревание литой заготовки во множестве точек в направлении транспортировки литой заготовки, а также операцию горячей прокатки, во время которой осуществляется обжатие литой заготовки после операции равномерного нагревания.
В дополнение к этому, в соответствии с другим вариантом осуществления настоящего изобретения, способ непрерывного литья и горячей прокатки может дополнительно включать первую операцию разрезания и извлечения, во время которой осуществляется отрезание и удаление концевой части литой заготовки, выгруженной из устройства непрерывного литья во время предварительной непрерывного литья, в которой запускается операция непрерывного литья.
В дополнение к этому, в соответствии с другим аспектом настоящего изобретения, операция горячей прокатки, входящая в состав способа для непрерывного литья и горячей прокатки, включает в себя операцию последовательной горячей прокатки, во время которой осуществляется обжатие литой заготовки с использованием множества пар прокатных валков по мере постепенного уменьшения ширины на момент переключения на режим непрерывной горячей прокатки, в котором непрерывно обеспечивается литая заготовка и подвергается горячей прокатке, с режима прерывистой горячей прокатки, в котором литая заготовка, изготовленная в течение операции непрерывного литья, обеспечивается в качестве отрезанного сляба и подвергается горячей прокатке, а также может дополнительно включать в себя вторую операцию разрезания и извлечения, во время которой осуществляется отрезание и удаление части литой заготовки, сформированной после операции последовательной горячей прокатки и обеспеченной таким образом, чтобы толщина этой заготовки постепенно уменьшалась.
Преимущественные эффекты
В соответствии с установкой для горячей прокатки, а также с установкой и способом для непрерывного литья и горячей прокатки аспекта настоящего изобретения, обеспечивается эффект, способный обеспечить литую заготовку для того, чтобы она подвергалась равномерной горячей прокатке и отправлялась в стан горячей прокатки, посредством многократного нагревания во множестве точек литой заготовки, изготовленной в устройстве непрерывного литья.
Из этого следует, что может быть обеспечен эффект, при котором изготавливается горячекатаный стальной лист высокого качества посредством подвергания его равномерной горячей прокатке в стане горячей прокатки.
Более того, поскольку температурный диапазон температуры нагревания находится в диапазоне, в котором окисление или что-либо подобное не происходит в литой заготовке, также обеспечивается преимущество, способное предотвратить образование окалины на литой заготовке, при повышении температуры для горячей прокатки.
Между тем, может быть реализован эффект устранения дефекта с литой заготовки с неравномерной толщиной, который может образовываться при переключении с режима прерывистой горячей прокатки на режим непрерывной горячей прокатки, посредством обеспечения блока для разрезания и извлечения между первой линией горячей прокатки и второй линией горячей прокатки, входящих в состав стана горячей прокатки, благодаря чему улучшается общее качество горячекатаного стального листа.
В дополнение к этому, в случае обеспечения блока для разрезания и извлечения на переднем конце первой линии горячей прокатки обеспечивается также преимущество, состоящее в том, что общее качество горячекатаного стального листа может быть улучшено посредством удаления отклоняющейся от нормы концевой части литой заготовки, полученной в результате предварительного производства, обеспечиваемого посредством устройства непрерывного литья.
Краткое описание чертежей
Фиг.1 изображает схему, наглядно демонстрирующую традиционную установку для непрерывного литья и горячей прокатки.
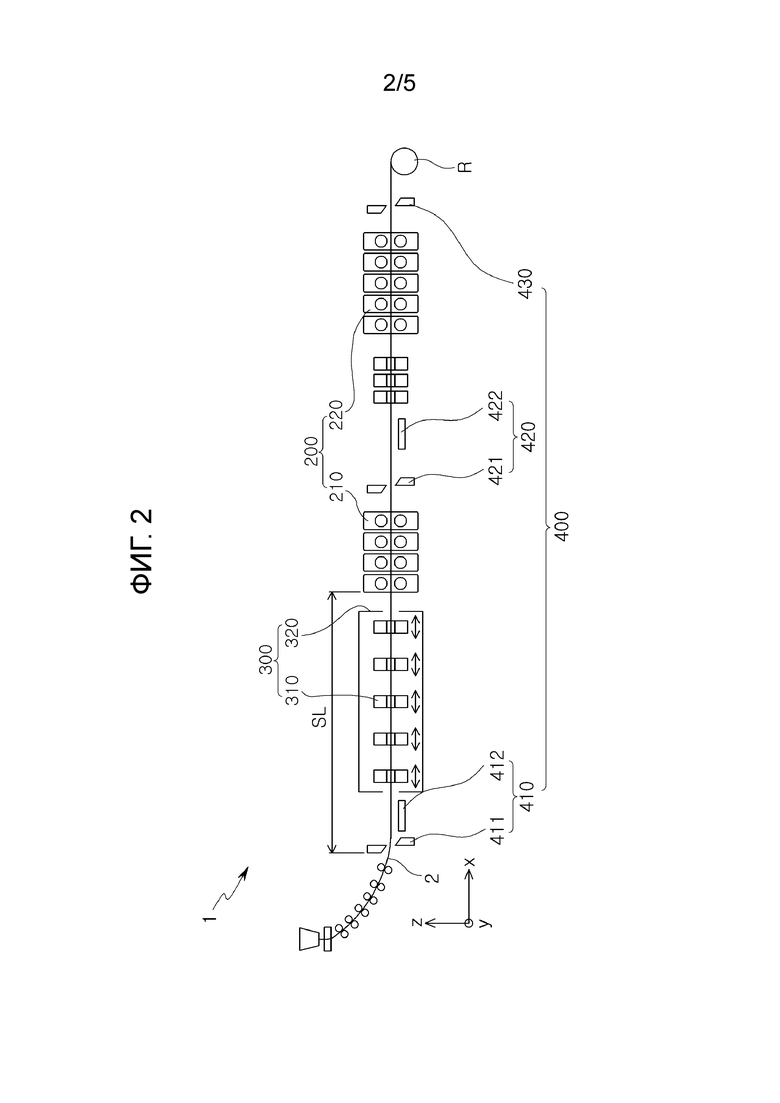
Фиг.2 изображает вид сбоку, наглядно демонстрирующий установку для непрерывного литья и горячей прокатки настоящего изобретения.
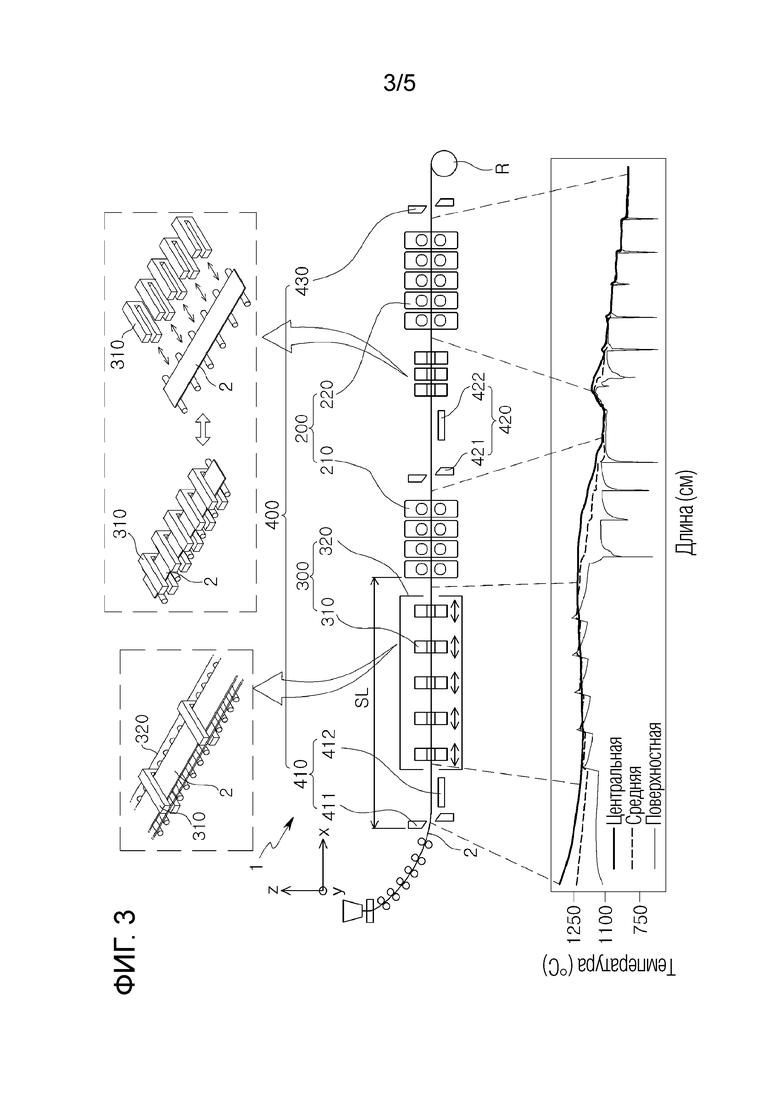
Фиг.3 изображает схему и график, наглядно демонстрирующие изменение температуры литой заготовки и стального листа в зависимости от позиций установки для непрерывного литья и горячей прокатки настоящего изобретения.
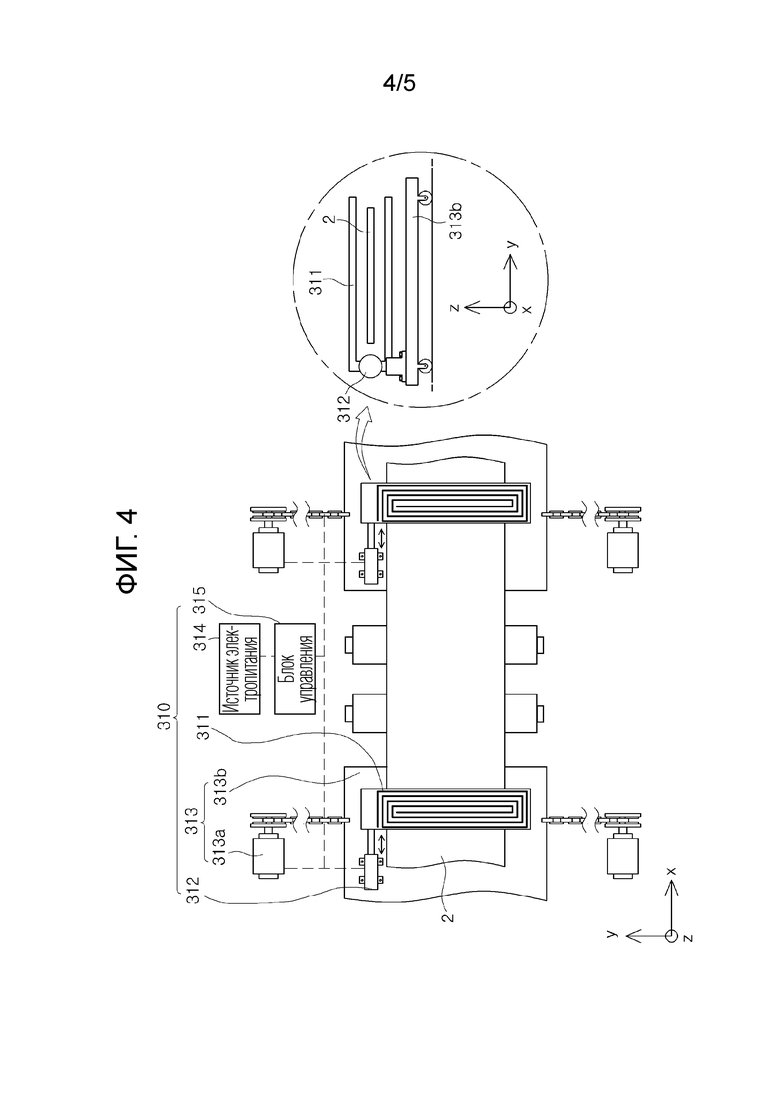
Фиг.4 изображает вид сверху, наглядно демонстрирующий нагревательный блок в установке для непрерывного литья и горячей прокатки настоящего изобретения.
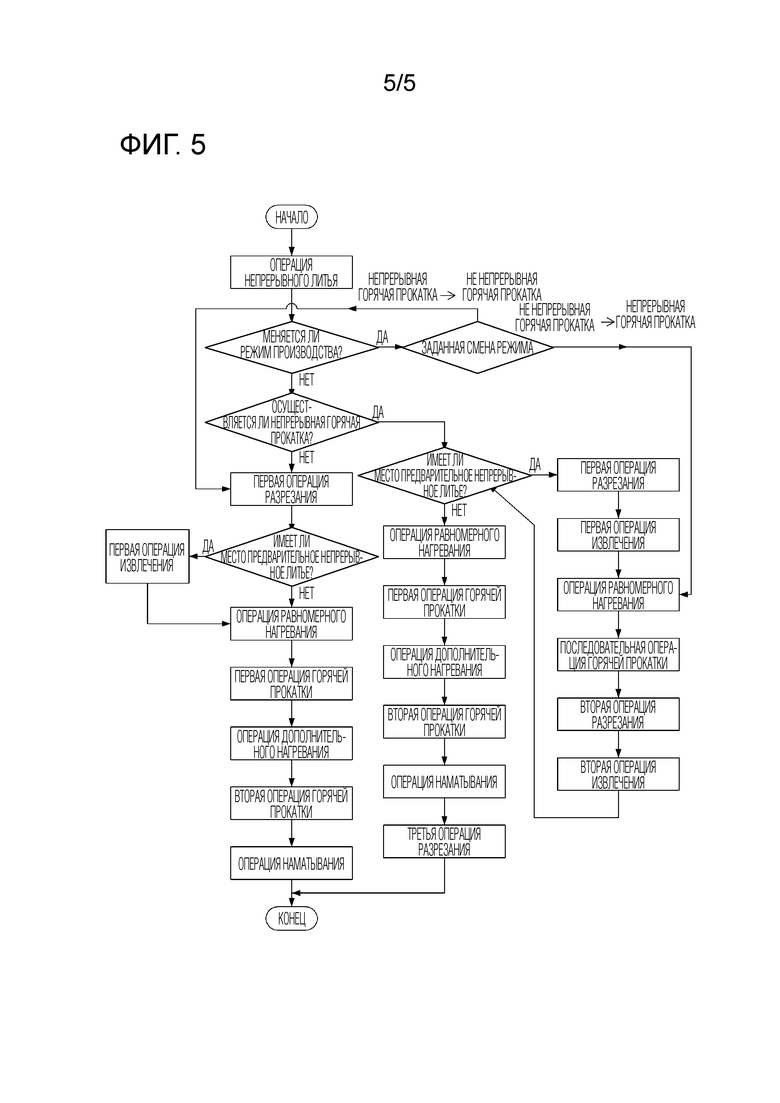
Фиг.5 изображает блок-схему, наглядно демонстрирующую способ непрерывного литья и горячей прокатки настоящего изобретения.
Описание предпочтительных вариантов осуществления изобретения
В дальнейшем в настоящем документе будут подробно описаны варианты осуществления изобретения со ссылкой на сопроводительные чертежи. Чертежи прилагаются к данному документу для того, чтобы способствовать объяснению иллюстративных вариантов осуществления изобретения, при этом настоящее изобретение не ограничивается чертежами и вариантами осуществления. На чертежах для наглядности и краткости некоторые элементы могут быть увеличены, уменьшены в размере или пропущены.
Установка для горячей прокатки, а также установка и способ непрерывного литья и горячей прокатки настоящего изобретения относятся к изобретению, которое улучшает качество горячекатаного продукта посредством равномерного нагревания литой заготовки 2, обеспечиваемого посредством многократного нагревания литой заготовки 2 во множестве точек до того как она подводится к стану 200 горячей прокатки, а также предотвращает снижение качества стального листа 2а и сокращение процента выхода продукта, которые могут возникать при переключении на режим непрерывной или прерывистой горячей прокатки.
Из этого следует, что является возможным изготавливать высококачественный горячекатаный стальной лист 2а посредством равномерной горячей прокатки литой заготовки 2 в стане 200 горячей прокатки.
Между тем, посредством обеспечения блока 400 для разрезания и извлечения между первой линией 210 горячей прокатки и второй линией 220 горячей прокатки, входящих в состав стана 200 горячей прокатки, является возможным удалить дефектный стальной лист 2а с неравномерной толщиной, который может вырабатываться при переключении с режима прерывистой горячей прокатки на режим непрерывной горячей прокатки, благодаря чему улучшается общее качество горячекатаного стального листа 2.
В дополнение к этому, если блок 400 для разрезания и извлечения обеспечивается на переднем конце первой линии 210 горячей прокатки, общее качество стального листа 2а может быть улучшено даже только посредством удаления концевой части отклоняющейся от нормы литой заготовки 2, полученной в результате предварительного производства, обеспечиваемого посредством устройства 100 непрерывного литья.
В частности, фиг.2 изображает вид сбоку, наглядно демонстрирующий установку 1 для непрерывного литья и горячей прокатки настоящего изобретения, а фиг.3 изображает схему и график, наглядно демонстрирующие изменение температуры литой заготовки 2 и стального листа 2а в зависимости от позиций установки для непрерывного литья и горячей прокатки настоящего изобретения. Иными словами, как изображено на фиг.3, является возможным контролировать эффект равномерного нагревания посредством обеспечения соответствия друг другу графика изменения температуры и позиции установки 1 для непрерывного литья и горячей прокатки настоящего изобретения.
Со ссылкой на фиг.2 и 3, в соответствии с вариантом осуществления настоящего изобретения, установка для горячей прокатки может включать в себя линию подачи литой заготовки, которая изготавливает литую заготовку 2, стан 200 горячей прокатки для приема и горячей прокатки литой заготовки, расположенный с возможностью связи с линией подачи литой заготовки, а также нагревательный блок 300, расположенный между линией подачи литой заготовки и станом 200 горячей прокатки и обеспеченный с возможностью повторного нагрева внешней поверхности в направлении z толщины литой заготовки 2, между тем как в центральной части в направлении z толщины литой заготовки 2 поддерживается скрытая теплота фазового перехода, полученная посредством предварительного нагревания.
В дополнение к этому, в соответствии с вариантом осуществления настоящего изобретения, литая заготовка 2, изготовленная в линии подачи литой заготовки, входящей в состав установки для горячей прокатки, формируется толщиной от 70 до 120 мм, при этом нагревательный блок 300 нагревает внешнюю поверхность литой заготовки 2 до температуры 1250°С или менее, чтобы обеспечить среднюю температуру в направлении z толщины литой заготовки, равную 1000°С или выше.
В дополнение к этому, в соответствии с другим вариантом осуществления настоящего изобретения, установка 1 для непрерывного литья и горячей прокатки включает в себя устройство 100 непрерывного литья, изготавливающее литую заготовку 2, стан 200 горячей прокатки, получающий литую заготовку 2 и подвергающий ее горячей прокатке, при этом расположенный с возможностью связи с устройством 100 непрерывного литья, а также нагревательный блок 300, обеспеченный на переднем конце стана 200 горячей прокатки, при этом равномерно и многократно нагревающий литую заготовку 2 во множестве точек.
В дополнение к этому, в соответствии с другим вариантом осуществления настоящего изобретения, нагревательный блок 300 установки 1 для непрерывного литья и горячей прокатки может включать в себя множество нагревателей 310, которые располагаются с возможностью рассредоточения в направлении x транспортировки литой заготовки 2.
В дополнение к этому, в соответствии с другим вариантом осуществления настоящего изобретения, нагреватель 310 установки 1 для непрерывного литья и горячей прокатки может располагаться с возможностью рассредоточения на участке, соответствующем длине SL сляба, обеспеченного посредством разрезания литой заготовки 2 таким образом, чтобы быть использованным в режиме прерывистой горячей прокатки.
В дополнение к этому, в соответствии с другим вариантом осуществления настоящего изобретения, нагревательный блок 300, входящий в состав установки 1 для непрерывного литья и горячей прокатки, может дополнительно включать в себя теплоизоляционное средство 320, обеспеченное среди множества расположенных рядом нагревателей 310 и обеспеченное с возможностью охвата по меньшей мере одной поверхности литой заготовки 2 для обеспечения теплоизоляции литой заготовки 2.
Более того, в соответствии с другим вариантом осуществления настоящего изобретения, установка 1 для непрерывного литья и горячей прокатки дополнительно включает в себя блок 400 для разрезания и извлечения, снабженный режущим средством, предназначенным для отрезания частей литой заготовки, а также средством извлечения, предназначенным для удаления отрезанных частей литой заготовки 2, при этом стан 200 горячей прокатки включает в себя первую линию 210 горячей прокатки, обеспеченную с возможностью соединения с задним концом устройства 100 непрерывного литья, и вторую линию 220 горячей прокатки, обеспеченную с возможностью соединения с задним концом первой линии 210 горячей прокатки, при этом блок 400 для разрезания и извлечения может обеспечиваться между первой линией 210 горячей прокатки и второй линией 220 горячей прокатки.
В дополнение к этому, в соответствии с другим вариантом осуществления настоящего изобретения, блок 400 для разрезания и извлечения, входящий в состав установки 1 для непрерывного литья и горячей прокатки, также может обеспечиваться на переднем конце нагревательного блока 300.
В дополнение к этому, в соответствии с другим аспектом настоящего изобретения, стан 200 горячей прокатки, входящий в состав установки 1 для непрерывного литья и горячей прокатки, включает в себя первую линию 210 горячей прокатки, обеспеченную с возможностью соединения с задним концом устройства 100 непрерывного литья, а также вторую линию 220 горячей прокатки, обеспеченную с возможностью соединения с задним концом первой линии 210 горячей прокатки, при этом нагревательный блок 300 может обеспечиваться между первой линией 210 горячей прокатки и второй линией 220 горячей прокатки.
Линия подачи литой заготовки служит для подачи литой заготовки 2 в стан 200 горячей прокатки и с этой целью может обеспечиваться с возможностью изготовления литой заготовки 2.
В рамках настоящего документа, литая заготовка 2 может обеспечиваться в качестве сляба толщиной от 70 до 120 мм, и, в частности, в качестве варианта осуществления, при этом линия подачи литой заготовки может обеспечиваться в качестве устройства 100 непрерывного литья в процессе непрерывного литья и горячей прокатки. Иными словами, следующее описание устройства 100 непрерывного литья может являться описанием линии подачи литой заливки.
Устройство 100 непрерывного литья может служить для изготовления литой заготовки 2 из расплавленной стали посредством применения процесса разливки. Иными словами, устройство 100 непрерывного литья подает расплавленную сталь из разливочного устройства в изложницу, при этом поданная расплавленная сталь формирует литую заготовку 2, наряду с тем лишаясь количества тепла, а литая заготовка 2 направляется и перемещается посредством сегментного ролика и протяжного ролика и может подаваться в стан 200 горячей прокатки, подлежащий описанию ниже.
Однако в связи с тем, что устройство 100 непрерывного литья изготавливает литую заготовку 2 в зависимости от скорости затвердевания расплавленной стали, регулирование скорости производства представляет трудность. В силу вышесказанного, имеет место ограничение касательно скорости в случае непрерывного получения литой заготовки 2, изготовленной посредством устройства 100 непрерывного литья, и обжатия ее посредством стана 200 горячей прокатки, подлежащего описанию ниже, для изготовления горячекатаного стального листа 2а.
Между тем, если для изготовления горячекатаного стального листа 2а литая заготовка 2, изготовленная посредством устройства 100 непрерывного литья, прерывисто подается в стан 200 горячей прокатки, стан 200 горячей прокатки может быстро осуществлять операцию горячей прокатки для изготовления горячекатаного стального листа 2а независимо от скорости производства устройства 100 непрерывного литья.
Таким образом, процесс изготовления литой заготовки 2, изготовленной посредством устройства 100 непрерывного литья, в горячекатаный стальной лист 2а посредством стана 200 горячей прокатки может различаться режимом непрерывной горячей прокатки и режимом прерывистой горячей прокатки, при этом операция горячей прокатки может быть осуществлена при меняющихся режимах горячей прокатки.
Однако в случае меняющихся режимов операции существует проблема ухудшения качества горячекатаного стального листа 2а. В настоящем изобретении для решения данной проблемы может обеспечиваться блок 400 для разрезания и извлечения, что будет описано ниже в описании блока 400 для разрезания и извлечения.
Кроме того, существует также проблема ухудшения качества горячекатаного стального листа 2а в течение предварительного производства, осуществляемого устройством 100 непрерывного литья, что также будет описано ниже в описании блока 400 для разрезания и извлечения.
Стан 200 горячей прокатки может служить для получения литой заготовки 2, изготовленной посредством устройства 100 непрерывного литья, а также для обжатия литого сляба 2, благодаря чему изготавливается горячекатаный стальной лист 2а. В связи с этим, стан 200 горячей прокатки может обжимать литую заготовку 2, вместе с тем побуждая литую заготовку 2 пройти между парными валками для горячей прокатки, при этом может обеспечиваться множество пар валков для горячей прокатки.
К тому же, стан 200 горячей прокатки определенно может обеспечиваться в первой линии 210 горячей прокатки или во второй линии 220 горячей прокатки, в зависимости от предусмотренных позиций.
В рамках настоящего документа, первая линия 210 горячей прокатки является станом 200 горячей прокатки, обеспеченным с возможностью соединения с задним концом, такой как сторона выхода устройства 100 непрерывного литья, и изготавливает горячекатаный стальной лист 2а во взаимодействии со второй линией 220 горячей прокатки в режиме непрерывной горячей прокатки. Иными словами, в связи с тем, что процесс горячей прокатки осуществляется в режиме непрерывной горячей прокатки с использованием литой заготовки 2, соединенной с устройством 100 непрерывного литья, в случае стремительного осуществления горячей прокатки оказывается воздействие на устройство 100 непрерывного литья. Из этого следует, что первый горячекатаный стальной лист 2а, имеющий постоянную толщину, изготавливается в первой линии 210 горячей прокатки, а готовый второй катаный стальной лист 2а изготавливается во второй линии 220 горячей прокатки.
Однако первая линия 210 горячей прокатки может также изготавливать горячекатаный стальной лист 2а в режиме прерывистой горячей прокатки во взаимодействии со второй линией 220 горячей прокатки, не ограничиваясь использованием только в режиме непрерывной горячей прокатки.
Так, в частности, в момент перехода с режима прерывистой горячей прокатки на режим непрерывной горячей прокатки первая линия 210 горячей прокатки осуществляет операцию последовательной прокатки. Иными словами, операция горячей прокатки предварительно осуществляется в режиме прерывистой горячей прокатки с использованием отрезанной литой заготовки (сляб: 2), обеспеченной посредством разрезания литой заготовки 2, а затем, после перехода на режим непрерывной горячей прокатки, первая линия 210 горячей прокатки непрерывно получает заготовленную литую заготовку 2, изготовленную в устройстве 100 непрерывного литья. На данном этапе, в случае, если первая линия 210 горячей прокатки стремительно обжимает литую заготовку 2, оказывается воздействие на устройство 100 непрерывного литья. В этом случае образуется полоска при продвижении литой заготовки 2 вперед, тем самым приводя к дефектам на литой заготовке 2.
Для предотвращения данных дефектов первая линия 210 горячей прокатки последовательно уменьшает зазор между парными валками для горячей прокатки для осуществления последовательной горячей прокатки при переключении с режима прерывистой горячей прокатки на режим непрерывной горячей прокатки.
Однако при осуществлении подобной последовательной горячей прокатки изготавливается стальной лист 2а, включающий в себя зону переходной толщины, в которой толщина первого горячекатаного стального листа 2а, изготовленного посредством первой линии 210 горячей прокатки, постепенно уменьшается, что ухудшает качество горячекатаного стального листа 2а. С целью удаления такого дефектного стального листа 2а в настоящем изобретении может обеспечиваться средство для разрезания и извлечения, при этом подробное описание этого средства приводится ниже в описании блока 400 для разрезания и извлечения.
Между тем, для производства первого горячекатаного стального листа 2а первая линия 210 горячей прокатки получает литую заготовку 2, изготовленную посредством устройства 100 непрерывного литья. На данном этапе, в связи с тем, что литая заготовка 2, обеспеченная посредством изготовления в устройстве 100 непрерывного литья, обеспечивается в состоянии неравномерного распределения температуры в направлении z толщины обычной литой заготовки 2, при этом качество изготовленного горячекатаного стального листа 2а ухудшается. Для решения данной проблемы настоящее изобретение обеспечивает нагревательный блок 300, при этом описание нагревательного блока 300 приводится ниже.
Вторая линия 220 горячей прокатки может служить для непосредственного получения первого горячекатаного стального листа 2а, изготовленного в первой линии 210 горячей прокатки, или литой заготовки 2, изготовленной в устройстве 100 непрерывного литья, а также для изготовления конечного второго катаного стального листа 2а. Для изготовления горячекатаного стального листа 2а вторая линия 220 горячей прокатки также обжимает литую заготовку 2, перемещаемую между парными валками для горячей прокатки, при этом изготовленный таким образом горячекатаный стальной лист 2а наматывается вокруг моталки R и окончательно выгружается.
В связи с этим, вторая линия 220 горячей прокатки может обеспечиваться с возможностью соединения с задним концом, такой как сторона выхода, первой линии 210 горячей прокатки, при этом блок 400 для разрезания и извлечения или что-либо подобное может обеспечиваться между второй линией 220 горячей прокатки и первой линией 210 горячей прокатки.
Нагревательный блок 300 может служить для равномерного нагревания литой заготовки 2, обеспеченной посредством изготовления в устройстве 100 непрерывного литья, а также для ее передачи в стан 200 горячей прокатки. Иными словами, нагревательный блок 300 обеспечивается между задней частью, такой как сторона выхода, устройства 100 непрерывного литья и передней стороной, такой как сторона входа, стана 200 горячей прокатки, при этом он может обеспечиваться для формирования равномерного распределения температуры в направлении z толщины литой заготовки 2, обеспечиваемого посредством повторяющегося нагревания во множестве точек.
В дополнение, нагревательный блок 300 может также обеспечиваться между первой линией 210 горячей прокатки и второй линией 220 горячей прокатки. Иными словами, хотя после первой линии 210 горячей прокатки литая заготовка 2 формируется в первый горячекатаный стальной лист 2а, поскольку может быть необходимым повышать температуру для горячей прокатки с использованием второй линии 220 горячей прокатки, нагревательный блок 300 может также обеспечиваться в первой линии 210 горячей прокатки и во второй линии 220 горячей прокатки.
В рамках настоящего документа, если литая заготовка 2 в целом нагревается только один раз, то в процессе передачи тепла, переданного к поверхности литой заготовки 2, к центру литой заготовки 2 поверхность литой заготовки 2 охлаждается вследствие короткого времени нагревания. В тот момент, когда литая заготовка 2 передается в стан 200 горячей прокатки, формируется неравномерное распределение температуры в направлении z толщины литой заготовки 2, при этом горячая прокатка осуществляется с использованием литой заготовки 2 с неравномерным распределением температуры.
Однако в связи с тем, что в настоящем изобретении до передачи литой заготовки 2 в стан 200 горячей прокатки нагревание осуществляется во множестве точек, время, обеспечиваемое для равномерного распределения температуры, увеличивается, и стан 200 горячей прокатки прокатывает литую заготовку 2 с равномерным распределением температуры. Соответственно является возможным изготавливать высококачественный горячекатаный стальной лист 2а.
Иными словами, посредством осуществления нагревания на поверхности литой заготовки 2, а также посредством повторного нагревания поверхности литой заготовки 2 в течение периода времени, когда тепло передается к центру литой заготовки 2, является возможным расширить период времени, в течение которого литая заготовка 2 распределяется при равномерной температуре в направлении z толщины.
К тому же, при повторении данного процесса является возможным увеличить период времени такого равномерного распределения температуры, при этом равномерно нагретая литая заготовка 2 отправляется в стан 200 горячей прокатки и обеспечивается при равномерном распределении температуры даже в течение времени обжатия, при этом является возможным изготавливать высококачественный горячекатаный стальной лист 2а.
Таким образом, равномерное нагревание литой заготовки 2 может устанавливаться благодаря тому, что литая заготовка 2 обеспечивается с возможностью повторного нагрева внешней поверхности в направлении z толщины литой заготовки 2, в то время как скрытая теплота фазового перехода, обеспечиваемая посредством предварительного нагревания, поддерживается в центральной части в направлении z толщины литой заготовки 2.
Иными словами, когда тепло передается к внешней поверхности, такой как поверхность литой заготовки 2, посредством предварительного нагревания, тепло проводится и передается к центральной части, такой как промежуточная часть, в направлении z толщины литой заготовки 2. Внешняя поверхность охлаждается в течение периода времени, когда проводится тепло, при этом образуется неравномерное распределение температуры.
На данном этапе для обеспечения равномерного распределения температуры внешняя поверхность повторно нагревается. Однако с целью обеспечения возможности повышать среднюю температуру литой заготовки 2 при равномерном распределении температуры необходимо, чтобы такое повторное нагревание осуществлялось до охлаждения центральной части.
В дополнение к этому, желательно, чтобы температура для нагревания внешней поверхности была ограничена температурой, при которой внешняя поверхность не окислялась бы, для того, чтобы улучшить качество конечного горячекатаного стального листа 2а. Иными словами, желательно нагревать внешнюю поверхность приблизительно до 1250°С или менее для того, чтобы предотвратить возникновение окалины, вызванной окислением. В дополнение, нагревание до температуры 1500°С или выше является менее желательным, в связи с тем, что данная температура находится близко к точке плавления литой заготовки 2.
Между тем, желательно также обеспечивать множество нагревателей 310 и осуществлять многократное нагревание для того, чтобы улучшить распределение температуры в направлении z толщины литой заготовки 2, включая центральную часть, в то время как температура внешней поверхности является ограниченной.
В соответствии с этим, поскольку является возможным устанавливать среднюю температуру, равную 1000°С или выше, предпочтительно 1200°С или выше, в направлении z толщины литой заготовки 2, включая центральную часть и внешнюю поверхность литой заготовки 2, средняя температура может обеспечиваться в качестве температуры для горячей прокатки.
Таким образом, нагревательный блок 300 может обеспечивать множество нагревателей 310, предназначенных для многократного нагревания во множестве точек. Поскольку такие нагреватели 310 располагаются с возможностью рассредоточения в направлении x транспортировки литой заготовки 2, нагреватели могут обеспечиваться с возможностью нагрева литой заготовки 2 множество раз по мере передачи той же части литой заготовки 2.
Между тем, нагреватель 310 может обеспечиваться посредством распределения на участке, соответствующем длине SL сляба, а именно, на отрезанной литой заготовке 2, обеспеченной посредством разрезания литой заготовки 2 в режиме прерывистой горячей прокатки. В данном случае, посредством равномерного нагревания целой отрезанной литой заготовки 2 до ее разрезания является возможным изготавливать высококачественный горячекатаный стальной лист 2а посредством стана 200 горячей прокатки даже в режиме прерывистой горячей прокатки.
В рамках настоящего документа нагреватель 310 может обеспечивать индукционную катушку 311 для нагревания литой заготовки 2, и в данном случае температура нагревания может регулироваться. Это будет подробно описано ниже со ссылкой на фиг.4.
В дополнение к этому, в качестве транспортировочного средства, предназначенного для регулировки расстояния между множеством нагревателей 310 или для отсоединения нагревателя 310 на транспортировочном пути литой заготовки 2, может быть включена продольная транспортировочная линия 312, а также транспортировочная линия 313 с обеспечением движения влево-вправо. Это также будет описано ниже со ссылкой на фиг.4.
Нагревательный блок 300 может дополнительно включать в себя теплоизолирующее средство 320 для дополнительного расширения периода времени удержания равномерной температуры литой заготовки 2, которое формирует участок равномерной температуры посредством нагревателя 310. Иными словами, теплоизолирующее средство 320 обеспечивается с возможностью охвата по меньшей мере одной поверхности литой заготовки 2 и может служить для поддержания температуры литой заготовки 2.
В связи с этим, термоизоляционное средство 320 может обеспечиваться на части между множеством нагревателей 310. Иными словами, для того чтобы обернуть литую заготовку 2, может обеспечиваться теплоизоляционное средство 320, за исключением частей, на которых обеспечиваются нагреватели 310.
Между тем, для обеспечения эффективной термоизоляции желательно, чтобы обеспечивалось теплоизоляционное средство 320 с возможностью обернуть литую заготовку 2 по всем ее направлениям по окружности, а также для того, чтобы увеличить степень термоизоляции, теплоизоляционное средство 320 может обеспечиваться для подачи теплоизоляционного газа.
Такое теплоизоляционное средство 320 может также формироваться из огнеупорного кирпича, сделанного из материала на керамической основе.
Между тем, теплоизоляционное средство 320 может также обеспечиваться в качестве теплоизоляционной печи для выравнивания температуры. Иными словами, теплоизоляционное средство 320 может также обеспечиваться внутри теплоизоляционного средства, служащего в качестве теплоизоляционной печи для выравнивания температуры.
Блок 400 для разрезания и извлечения может служить для отрезания и извлечения литой заготовки 2. Иными словами, блок 400 для разрезания и извлечения может служить для удаления наружу дефектной литой заготовки 2 или стального листа 2а, входящих в состав литой заготовки 2 и стального листа 2а, после их разрезания. В связи с этим, блок 400 для разрезания и извлечения может включать в себя режущее средство, такое как первое режущее средство 411, второе режущее средство 421 и третье режущее средство 430, а также средство извлечения, такое как первое средство 412 извлечения и второе средство 422 извлечения.
Между тем, множество блоков 400 для разрезания и извлечения может обеспечиваться во множестве позиций, при этом может обеспечиваться в качестве первой линии 410 для разрезания и извлечения, обеспеченной около задней части устройства непрерывного литья, а также в виде второй линии 420 для разрезания и извлечения, обеспеченной между первой линией 210 горячей прокатки и второй линией 220 горячей прокатки.
Первая линия 410 для разрезания и извлечения может служить для удаления дефектной литой заготовки 2, входящей в состав литой заготовки 2, обеспеченной посредством изготовления в устройстве 100 непрерывного литья. Иными словами, в предварительном состоянии процесса непрерывного литья с использованием устройства 100 непрерывного литья изготавливается и выгружается дефектная литая заготовка 2, не достигшая требуемого условия. В случае, если такая литая заготовка 2 отправляется без изменения в стан 200 горячей прокатки, качество горячекатаного стального листа 2а значительно ухудшается.
В силу вышесказанного, с целью удаления подобной дефектной литой заготовки 2, первая линия 410 для разрезания и извлечения обеспечивается около задней части устройства 100 непрерывного литья. Иными словами, после того как первое режущее средство 411, входящее в состав первой линии 410 для разрезания и извлечения, отрезает дефектную литую заготовку 2, первое средство 412 извлечения, входящее в состав первой линии 410 для разрезания и извлечения, удаляет отрезанную дефектную литую заготовку 2, чтобы предотвратить ее отправку в стан 200 горячей прокатки.
Вторая линия 420 для разрезания и извлечения обеспечивается между первой линией 210 горячей прокатки и второй линией 220 горячей прокатки и может служить для удаления дефектной литой заготовки 2, входящей в состав первого горячекатаного стального листа 2а, выгруженного из первой линии 210 горячей прокатки.
Иными словами, в случае, когда не обеспечивается первая линия 410 для разрезания и извлечения, если первая линия 210 горячей прокатки обжимает и обеспечивает дефектную литую заготовку 2, выработанную в течение предварительной непрерывного литья в устройстве 100 непрерывного литья, вторая линия 420 для разрезания и извлечения может служить для удаления дефектного стального листа 2а, обеспеченного посредством обжатия дефектной литой заготовки 2.
Так, в частности, вторая линия 420 для разрезания и извлечения может улучшить общее качество горячекатаного стального листа 2а посредством удаления дефектного стального листа 2а с неравномерной толщиной, выработанного при переключении с режима прерывистой горячей прокатки на режим непрерывной горячей прокатки.
В связи с этим, вторая линия 420 для разрезания и извлечения также может обеспечивать второе режущее средство 421, предназначенное для отрезания дефектного стального листа 2а, и второе средство 422 извлечения, предназначенное для удаления отрезанного дефектного стального листа 2а.
Между тем, блок 400 для разрезания и извлечения может также включать в себя третье режущее средство 430, обеспеченное около задней части, такой как сторона выхода, второй линии 220 горячей прокатки, чтобы отрезать смотанный стальной лист 2а, изготовленный в режиме беспрерывной горячей прокатки.
Фиг.4 изображает вид сверху, наглядно демонстрирующий нагревательный блок 300, входящий в состав установки 1 для непрерывного литья и горячей прокатки настоящего изобретения. Со ссылкой на фиг.4, в соответствии с другим вариантом осуществления настоящего изобретения, для нагрева литой заготовки 2 нагреватель 310, входящий в состав установки 1 для непрерывного литья и горячей прокатки, может включать в себя индукционную катушку 311, соединенную с источником 315 электропитания.
В дополнение к этому, в соответствии с другим вариантом осуществления настоящего изобретения, нагреватель 310, входящий в состав установки 1 для непрерывного литья и горячей прокатки, может дополнительно включать в себя продольную транспортировочную линию 312, соединенную с индукционной катушкой 311 для того, чтобы перемещать индукционную катушку 311 в направлении x транспортировки литой заготовки 2.
В дополнение к этому, в соответствии с другим вариантом осуществления настоящего изобретения, продольная транспортировочная линия 312, входящая в состав установки 1 для непрерывного литья и горячей прокатки, может обеспечивать индукционную катушку 311 посредством ее перемещения для того, чтобы она размещалась в том же интервале.
Иными словами, нагреватель 310 обеспечивает индукционную катушку 311, способную индукционно нагреваться, и может включать в себя продольную транспортировочную линию 312 или что-либо подобное, способную устанавливать позицию нагревателя 310.
В рамках настоящего документа, несмотря на то что нагреватель 310 нагревается с использованием индукционной катушки 311, тем не менее является возможным регулировать температуру, предназначенную для нагревания литой заготовки 2. Количество тепла может устанавливаться по-разному, в зависимости от позиции, в которой нагреватель 310 соответственно обеспечивается, при этом он также может обеспечиваться с возможностью постепенно увеличивать количество тепла.
Однако если нагреватель 310 использует индукционную катушку 311, поскольку внешняя поверхность в направлении z толщины литой заготовки 2, прилегающая к индукционной катушке 311, имеет поток магнитной индукции больший, чем поток магнитной индукции центральной части в направлении z толщины литой заготовки 2, внешняя поверхность вырабатывает гораздо больше тепла и сильнее нагревается.
Таким образом, чтобы регулировать количество тепла, получаемого от индукционной катушки 311, индукционная катушка 311 может соединяться с источником 315 электропитания, а также может обеспечиваться блок 314 управления, предназначенный для управления.
Регулирование количества тепла, получаемого от индукционной катушки 311, может также включать в себя функцию двухпозиционного регулирования индукционной катушки 311. Иными словами, включение питания индукционной катушки 311 или его выключение может также находиться под управлением, осуществляемым посредством управления подачей питания на источник 315 электропитания.
Индукционная катушка 311 может обеспечиваться посредством наматывания катушки вокруг сердечника для обеспечения индукционного нагревания. Сердечник может обеспечиваться в поперечном направлении y литой заготовки 2, при этом катушка может обеспечиваться посредством наматывания вокруг сердечника, чтобы имелась возможность нагрева литой заготовки 2 по всему ее поперечному направлению y.
Между тем, индукционная катушка 311 может обеспечиваться на обеих верхней и нижней поверхностях литой заготовки 2, при этом она обеспечивается U-образной формы для обеспечения устойчивости структуры, а также может обеспечиваться таким образом, чтобы включать боковую поверхность литой заготовки 2.
Продольная транспортировочная линия 312 может регулировать расстояние прилегающей индукционной катушкой 311 во время перемещения индукционной катушки 311 в направлении x транспортировки литой заготовки 2. В связи с этим, продольная транспортировочная линия 312 обеспечивается с возможностью соединения с индукционной катушкой 311 и может обеспечиваться в виде масляно-пневматического цилиндра.
В дополнение к этому, для стабильного перемещения индукционной катушки 311, обеспеченной удлиненной формы в поперечном направлении y литой заготовки 2, вперед и назад в каждой конечной части индукционной катушки 311 может обеспечиваться масляно-пневматический цилиндр, входящий в состав продольной транспортировочной линии 312.
Между тем, продольная транспортировочная линия 312 может обеспечиваться с возможностью регулирования расстояния посредством соединения с блоком 314 управления, при этом индукционная катушка 311 может быть расположена в интервале с наивысшим эффектом равномерного нагревания посредством регулирования расстояния между смежными индукционными катушками 311.
Из этого следует, что индукционная катушка 311, расположенная посредством продольной транспортировочной линии 312, может также обеспечиваться с возможностью размещения на равных расстояниях между смежными индукционными катушками 311, и в этом случае, поскольку литая заготовка 2 нагревается в этом же интервале, является возможным осуществлять повышение температуры и равномерное нагревание с постоянной интенсивностью, а также является возможным стабильно улучшать эффективность равномерного нагревания.
В дополнение к этому, нагреватель 310 может также включать в себя транспортировочную линию 313 с обеспечением движения влево-вправо, которая может перемещать индукционную катушку 311 в поперечном направлении y литой заготовки 2. Иными словами, индукционная катушка 311 может обеспечиваться с возможностью перемещаться на транспортировочный путь литой заготовки 2 или с возможностью удаления с него.
В соответствии с этим, с целью нагрева литой заготовки 2 индукционная катушка 311, содержащая литую заготовку 2, может обеспечиваться с возможностью перемещаться к верхней поверхности литой заготовки 2 или к ее нижней поверхности, при этом для предотвращения возникновения проблемы, такой как столкновение с литой заготовкой 2, нагреватель 310 удаляется с транспортировочного пути литой заготовки 2, в случае если он не нагревает литую заготовку 2.
В связи с этим, транспортировочная линия 313 с обеспечением движения влево-вправо может обеспечивать перемещаемую плиту 313b, снабженную продольной транспортировочной линией 312 и индукционной катушкой 311, а также двигателем 313а, предназначенным для приведения в движение перемещаемой плиты 313b. Иными словами, индукционная катушка 311 и продольная транспортировочная линия 312 могут перемещаться как одно целое влево и вправо. Перемещаемая плита 313b может соединяться с двигателем 313а с помощью цепи, при этом цепь может перемещаться посредством получения передачи движущей силы посредством зубчатого колеса, обеспеченной посредством двигателя 313а.
Однако движущая сила, предназначенная для перемещения перемещаемой плиты 313b, не ограничивается только обеспечением посредством двигателя 313а, а также движущая сила может передаваться посредством гидравлического или пневматического цилиндров.
В дополнение к этому, с целью обеспечения перемещаемой плиты 313 на пути перемещения литой заготовки 2 к ее нижней поверхности также может присоединяться колесо.
Кроме того, может обеспечиваться множество перемещаемых плит 313b посредством расположения на расстоянии друг от друга для перемещения соответствующих индукционных катушек 311, в то же время поддерживая катушки, а также может обеспечиваться перемещаемый ролик между перемещаемыми плитами 313b, расположенными на расстоянии друг от друга, для поддержки литой заготовки 2.
Фиг.5 изображает блок-схему, наглядно демонстрирующую способ непрерывного литья и горячей прокатки настоящего изобретения. Со ссылкой на фиг.5, в соответствии с другим вариантом осуществления настоящего изобретения, способ непрерывного литья и горячей прокатки может включать в себя операцию непрерывного литья, во время которой осуществляется изготовление литой заготовки 2, операцию равномерного нагревания, во время которой осуществляется многократное нагревание литой заготовки 2 во множестве точек в направлении x транспортировки литой заготовки 2, а также операцию горячей прокатки, во время которой осуществляется обжатие литой заготовки после операции равномерного нагревания.
В дополнение к этому, в соответствии с другим вариантом осуществления настоящего изобретения, способ непрерывного литья и горячей прокатки может дополнительно включать в себя первую операцию разрезания и извлечения, во время которой осуществляется отрезание и удаление концевой части литой заготовки 2, выгруженной из устройства 100 непрерывного литья в результате предварительного непрерывного литья, во время которого запускается процесс непрерывного литья.
В дополнение к этому, в соответствии с другим аспектом настоящего изобретения, операция горячей прокатки, входящая в состав способа для непрерывного литья и горячей прокатки, включает в себя операцию последовательной горячей прокатки, во время которой осуществляется обжатие литой заготовки 2 с использованием множества пар прокатных валков, наряду с постепенным уменьшением ширины на момент переключения на режим непрерывной горячей прокатки, в котором литая заготовка 2 непрерывно обеспечивается и подвергается горячей прокатке, с режима прерывистой горячей прокатки, в котором литая заготовка 2, изготовленная в течение операции непрерывного литья, обеспечивается в качестве отрезанного сляба и подвергается горячей прокатке, а также может дополнительно включать в себя вторую операцию разрезания и извлечения, во время которой осуществляется отрезание и удаление части литой заготовки 2, сформированной после операции последовательной горячей прокатки и обеспеченной таким образом, чтобы толщина этой части постепенно уменьшалась.
Операция непрерывного литья является операцией выработки литой заготовки 2 посредством устройства 100 непрерывного литья и обеспечивает литую заготовку 2 посредством получения расплавленной стали, обеспеченной посредством непрерывного литья. Во время предварительного непрерывного литья дефектная литая заготовка 2 может не достигать требуемого состояния. Однако она может быть отрезана и удалена во время первой операции разрезания и извлечения посредством блока 400 для разрезания и извлечения, соединенного с задним концом устройства 100 непрерывного литья.
Операция равномерного нагревания является операцией, предназначенной для выработки литой заготовки 2 превосходного качества посредством равномерного нагревания литой заготовки и отправки ее в стан 200 горячей прокатки. В связи с этим, литая заготовка 2 может иметь равномерное распределение температуры, обеспечиваемое посредством многократного нагревания во множестве точек с помощью нагревательного блока 300.
Для улучшения качества горячекатаного стального листа 2а, изготовленного посредством обжатия литой заготовки 2, такая операция равномерного нагревания требует осуществления до операции горячей прокатки, подлежащей описанию ниже. Иными словами, с целью улучшения качества горячекатаного стального листа 2а операцию равномерного нагревания желательно осуществлять до первой операции горячей прокатки, до второй операции горячей прокатки и до операции последовательной горячей прокатки, входящих в состав операции горячей прокатки, подлежащей описанию ниже.
Операция горячей прокатки является операцией получения литой заготовки 2, изготовленной во время операции непрерывного литья, и обжатия литой заготовки для изготовления горячекатаного стального листа 2а. С целью изготовления горячекатаного стального листа 2а превосходного качества желательно осуществлять операцию горячей прокатки после прохождения через операцию равномерного нагревания.
В рамках настоящего документа, во время операции горячей прокатки литая заготовка может быть обжата по отдельности во время первой операции горячей прокатки и во время второй операции горячей прокатки для предотвращения воздействия на устройство 100 непрерывного литья в режиме непрерывной горячей прокатки, в котором осуществляется получение литой заготовки 2, изготовленной во время операции непрерывного литья, и изготовление горячекатаного стального листа 2а.
Иными словами, первая операция горячей прокатки является операцией, обеспеченной посредством обжатия литой заготовки с формированием только толщины постоянной части, до формирования окончательной толщины горячекатаного стального листа 2а, а вторая операция горячей прокатки является операцией, в которой изготавливается конечный второй горячекатаный стальной лист 2а посредством обжатия первого горячекатаного стального листа 2а, полученного после прохождения через первую операцию горячей прокатки.
Первая операция горячей прокатки осуществляется после операции непрерывного литья, при этом вторая операция горячей прокатки может осуществляться после первой операции горячей прокатки. Однако с целью улучшения качества горячекатаного стального листа 2а операция равномерного нагревания может осуществляться между операцией непрерывного литья и первой операций горячей прокатки, может осуществляться во время первой операции горячей прокатки, а также может осуществляться между первой операцией горячей прокатки и второй операцией горячей прокатки.
В рамках настоящего документа операция равномерного нагревания, осуществляемая между первой операцией горячей прокатки и второй операцией горячей прокатки, может определяться в качестве операции дополнительного нагревания, поскольку обеспечивается смысловое содержание дополнительного нагревания.
Между тем, если во время предварительного непрерывного литья изготавливается литая заготовка 2, не достигшая требуемого состояния, может осуществляться первая операция разрезания и извлечения, во время которой осуществляется удаление дефектной литой заготовки 2, при этом такая первая операция разрезания и извлечения может быть осуществлена посредством определения, имеет ли место предварительное непрерывное литье.
После того как первая операция разрезания и извлечения осуществлена, приводится в действие первое режущее средство 411, обеспеченное около задней части устройства 100 непрерывного литья, для того, чтобы отрезать дефектную концевую часть, изготовленную в устройстве 100 непрерывного литья, после чего отрезанная дефектная литая заготовка 2 извлекается и удаляется наружу посредством первого средства 412 извлечения.
В дополнение, способ непрерывного литья и горячей прокатки настоящего изобретения может осуществляться наряду с изменением режима производства как на режим непрерывной горячей прокатки, так и на режим прерывистой горячей прокатки. Никакой проблемы в момент перехода с режима непрерывной горячей прокатки на режим прерывистой горячей прокатки не существует. Однако поскольку в момент перехода с режима прерывистой горячей прокатки на режим непрерывной горячей прокатки может затрагиваться устройство 100 непрерывного литья, может осуществляться специальная операция.
Иными словами, если литая заготовка 2, обеспеченная посредством непрерывного изготовления посредством устройства 100 непрерывного литья, подвергается стремительному обжатию посредством стана 200 горячей прокатки, то за счет уменьшения по толщине скорость производства устройства 100 непрерывного литья резко падает, при этом литая заготовка 2 продвигается вперед, и на литой заготовке 2 может соответственно образовываться полоса.
С целью предотвращения возникновения полосы обеспечивается операция последовательной горячей прокатки в течение операции горячей прокатки. Иными словами, возможно предотвратить воздействие на устройство 100 непрерывного литья посредством осуществления горячей прокатки при уменьшении зазора в паре прокатных валков первой линии 210 горячей прокатки.
Однако во время такой операции непрерывной горячей прокатки изготавливается стальной лист 2а, в котором существует часть перехода толщины, имеющая постепенно уменьшающуюся толщину, и поскольку эта часть стального листа 2а ухудшает качество при обжатии во второй линии 220 горячей прокатки, желательно отрезать и удалить эту часть.
В связи с этим, может осуществляться вторая операция разрезания и извлечения после операции последовательной горячей прокатки. Вторая операция разрезания и извлечения отрезает часть дефектного стального листа 2а, выгруженного из первой линии 210 горячей прокатки, с использованием второго режущего средства 421, при этом для улучшения общего качества горячекатаного стального листа 2а отрезанный дефектный стальной лист 2а выгружается наружу из второго средства 422 извлечения.
Между тем, поскольку горячекатаный стальной лист 2а изготавливается таким образом, чтобы не включать в себя подобный дефектный стальной лист 2а, является возможным предотвратить проблему, при которой весь рулон стального листа 2а изготавливается из некоторого дефектного стального листа 2а.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА И СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ | 2014 |
|
RU2647409C2 |
| УСТРОЙСТВО И СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ СТАЛЬНОГО ЛИСТА | 2014 |
|
RU2643003C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И КОМБИНИРОВАННАЯ УСТАНОВКА ДЛЯ РЕАЛИЗАЦИИ ЭТОГО СПОСОБА | 2006 |
|
RU2410173C2 |
| СТАН ГОРЯЧЕЙ ПРОКАТКИ И СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ ИЛИ МЕТАЛЛИЧЕСКОГО ЛИСТА | 2010 |
|
RU2505363C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2078625C1 |
| УСТАНОВКА И ПРОЦЕСС МНОГОРЕЖИМНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПОЛОС И ЛИСТОВ | 2018 |
|
RU2752592C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНОЙ СТАЛИ И ТОНКОЙ ПОЛОСЫ | 2011 |
|
RU2552802C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ЛЕНТЫ ИЛИ ЛИСТОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2036030C1 |
| ТОНКАЯ СТАЛЬНАЯ ПЛАСТИНА СПЕЦИФИКАЦИИ NM450 И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2021 |
|
RU2827344C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОКАТА В ВИДЕ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ ИЗ КРЕМНИСТОЙ СТАЛИ НА БАЗЕ ТОНКИХ СЛЯБОВ | 2007 |
|
RU2393240C1 |
Изобретение относится к области прокатки. Устройство содержит линию изготовления и подачи литой заготовки, стан горячей прокатки, который связан с линией подачи литой заготовки, предназначенный для получения литой заготовки и ее горячей прокатки, и нагревательный блок, который располагается между линией подачи литой заготовки и станом горячей прокатки. Повышение равномерности нагрева заготовки обеспечивается за счет того, что нагревательный блок предназначен для повторного нагревания внешней поверхности в направлении в ширину литой заготовки, в то время как скрытая теплота фазового перехода, полученная от предварительного нагревания, поддерживается в центральной части в направлении в ширину литой заготовки. Устройство также может содержать устройство непрерывного литья, предназначенное для изготовления литой заготовки. Нагревательный блок может быть расположен на переднем конце стана горячей прокатки для многократного нагревания литой заготовки во множестве точек. Способ разливки с горячей прокаткой включает этап непрерывного литья, на котором изготавливают литую заготовку, этап равномерного нагревания, на котором многократно нагревают литую заготовку во множестве точек в направлении транспортировки литой заготовки, и этап горячей прокатки, на котором уменьшают литую заготовку после этапа равномерного нагревания. 3 н. и 11 з.п. ф-лы, 5 ил.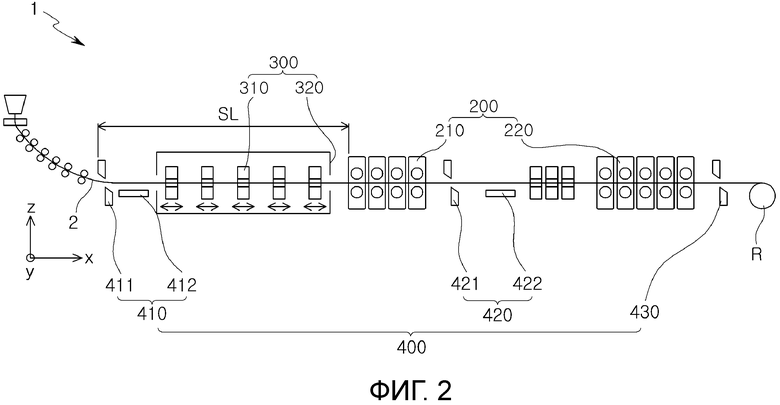
1. Установка для горячей прокатки, содержащая:
линию изготовления и подачи литой заготовки,
стан горячей прокатки для приема и горячей прокатки литой заготовки, расположенный с возможностью связи с линией подачи литой заготовки, и
нагревательный блок, расположенный между линией подачи литой заготовки и станом горячей прокатки,
причем нагревательный блок содержит множество нагревателей, расположенных с возможностью рассредоточения в направлении транспортировки литой заготовки,
при этом один из нагревателей расположен с возможностью повторного нагрева внешней поверхности литой заготовки в направлении толщины при сохранении скрытой теплоты в центральной части в направлении толщины литой заготовки посредством предварительного нагревания другим нагревателем.
2. Установка по п.1, в которой литая заготовка, подаваемая посредством линии подачи литой заготовки, имеет толщину от 70 до 120 мм, при этом
нагревательный блок выполнен с возможностью нагрева внешней поверхности литой заготовки до температуры 1250°С или менее, с обеспечением средней температуры в направлении толщины литой заготовки 1000°С или выше.
3. Установка для непрерывного литья с горячей прокаткой, содержащая:
устройство непрерывного литья, производящее литую заготовку,
стан горячей прокатки для приема и горячей прокатки литой заготовки, расположенный с возможностью связи с устройством непрерывного литья, и
нагревательный блок, установленный на переднем конце стана горячей прокатки,
причем нагревательный блок содержит множество нагревателей, расположенных с возможностью рассредоточения в направлении транспортировки литой заготовки,
при этом один нагреватель расположен с возможностью повторного нагрева внешней поверхности литой заготовки в направлении толщины при сохранении скрытой теплоты в центральной части в направлении толщины литой заготовки посредством предварительного нагревания другим нагревателем.
4. Установка по п.3, в которой нагреватели расположены с возможностью рассредоточения и использования в режиме прерывистой горячей прокатки на участке, соответствующем длине сляба, полученного посредством разрезания литой заготовки.
5. Установка по п.4, в которой нагревательный блок содержит теплоизолирующее средство, расположенное между множеством смежных нагревателей и выполненное с возможностью охвата по меньшей мере одной поверхности литой заготовки для теплоизоляции литой заготовки.
6. Установка по п.3, в которой нагреватель содержит индукционную катушку, соединенную с источником электропитания и предназначенную для нагрева литой заготовки.
7. Установка по п.6, в которой нагреватель имеет продольную транспортировочную линию, соединенную с индукционной катушкой для перемещения индукционной катушки в направлении транспортировки литой заготовки.
8. Установка по п.7, в которой продольная транспортировочная линия предназначена для перемещения индукционной катушки с ее размещением в том же интервале.
9. Установка по п.3, которая содержит:
блок для разрезания и извлечения, снабженный режущим средством для отрезания частей литой заготовки, а также средством извлечения для удаления отрезанных частей литой заготовки,
при этом стан горячей прокатки содержит:
первую линию горячей прокатки, выполненную с возможностью соединения с задним концом устройства непрерывного литья,
вторую линию горячей прокатки, выполненную с возможностью соединения с задним концом первой линии горячей прокатки,
а упомянутый блок для разрезания и извлечения расположен между первой линией горячей прокатки и второй линией горячей прокатки.
10. Установка по п.9, в которой блок для разрезания и извлечения также расположен на переднем конце нагревательного блока.
11. Установка по п.3, в которой стан горячей прокатки содержит:
первую линию горячей прокатки, выполненную с возможностью соединения с задним концом устройства непрерывного литья,
вторую линию горячей прокатки, выполненную с возможностью соединения с задним концом первой линии горячей прокатки, и
нагревательный блок, установленный между первой линией горячей прокатки и второй линией горячей прокатки.
12. Способ непрерывного литья с горячей прокаткой, включающий этапы, на которых осуществляют:
операцию непрерывного литья с изготовлением литой заготовки,
операцию равномерного нагрева литой заготовки во множестве точек в направлении транспортировки литой заготовки посредством нагревательного блока и
операцию горячей прокатки с обжатием литой заготовки после операции равномерного нагревания,
причем используют нагревательный блок, содержащий множество нагревателей, расположенных с возможностью рассредоточения в направлении транспортировки литой заготовки,
один из которых расположен с возможностью повторного нагрева внешней поверхности литой заготовки в направлении толщины при сохранении скрытой теплоты в центральной части в направлении толщины литой заготовки посредством предварительного нагревания другим нагревателем.
13. Способ по п.12, включающий первую операцию разрезания и извлечения, при которой отрезают и удаляют концевую часть литой заготовки, выгруженной из устройства непрерывного литья при предварительном непрерывном литье, с которого начинают операцию непрерывного литья.
14. Способ по п.12, в котором операция горячей прокатки включает последовательную горячую прокатку с обжатием литой заготовки с использованием множества пар прокатных валков наряду с постепенным уменьшением ширины в момент перехода на режим непрерывной горячей прокатки, при котором литую заготовку непрерывно подают и подвергают горячей прокатке, с режима прерывистой горячей прокатки, при котором литую заготовку, изготовленную непрерывным литьем, подают в виде отрезанного сляба, подвергнутого горячей прокатке, при этом
способ включает вторую операцию разрезания и извлечения с отрезанием и удалением части литой заготовки, полученной после последовательной горячей прокатки, выполненной с постепенным уменьшением толщины этой заготовки.
| KR 20130075799 A, 08.07.2013 | |||
| KR 20120070247 A, 29.06.2012 | |||
| УСТАНОВКА И СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПЛОСКОГО ПРОКАТА | 1997 |
|
RU2216416C2 |
| RU 2012124897 C1, 20.12.2013. | |||

