Область техники
Настоящее описание относится к устройству и способу непрерывного литья и прокатки стального листа, и более конкретно к методу предотвращения образования отходов непрерывной заготовки или стального листа во время перехода из режима периодической прокатки в режим непрерывной прокатки.
Уровень техники
В процессе компактного производства металлических изделий, непрерывная заготовка, отвержденная в установке для непрерывного литья, прокатывается, используя высокую температуру непрерывной заготовки. Поскольку такие процессы компактного производства металлических изделий обладают относительно низкими затратами на оборудование и эксплуатацию, по сравнению с традиционными процессами, процессы компактного производства металлических изделий широко используются в настоящее время.
Помимо таких процессов совмещенного непрерывного литья и прокатки, процесс периодической прокатки может быть выполнен независимо от процесса непрерывного литья. Эта технология раскрыта в выложенной публикации корейской патентной заявки № 1990-7001437.
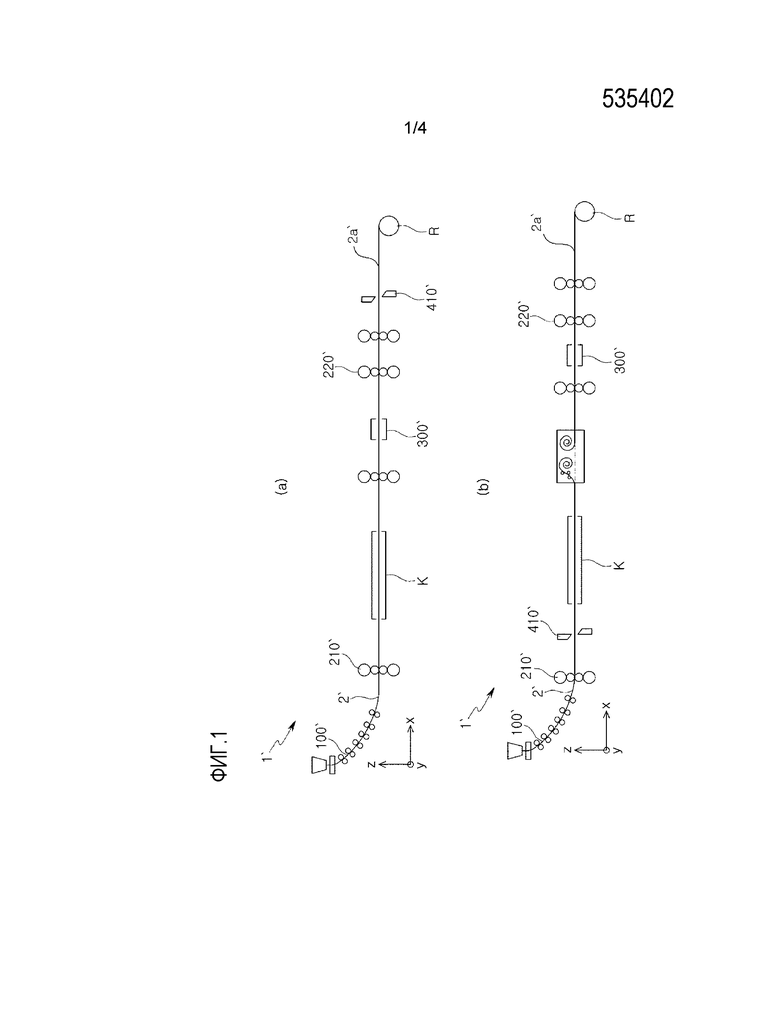
То есть, как изображено на ФИГ. 1(a) и 1(b), процесс прокатки может выполняться непрерывно, вместе с процессом непрерывного литья, или процесс прокатки может выполняться периодически вместе с процессом непрерывного литья в режиме периодической прокатки.
ФИГ. 1(a) изображает оборудование 1' для процесса непрерывной прокатки. Ссылаясь на ФИГ. 1(a), непрерывная заготовка 2', имеющая постоянную толщину, образуется установкой 100' для непрерывного литья, и непрерывная заготовка 2' первоначально прокатывается посредством первого прокатного блока 210'. После этого, поддерживая температуру непрерывной заготовки 2', используя изолирующий кожух K, непрерывная заготовка 2' перемещается к нагревателю 300' и нагревается до температуры конечной прокатки, и затем прокатывается посредством второго прокатного блока 220', чтобы образовать конечный стальной лист 2a'. После конечной прокатки стальной лист 2a' отрезается посредством отрезной машины 410' и наматывается в моталке R. Таким образом, катаный стальной лист 2a' может быть образован.
ФИГ. 1(b) изображает оборудование 1' для процесса периодической прокатки. Ссылаясь на ФИГ. 1(b), непрерывная заготовка 2', имеющая постоянную толщину, образуется установкой 100' для непрерывного литья, и непрерывная заготовка 2' первоначально прокатывается посредством первого прокатного блока 210'. После этого, непрерывная заготовка 2' отрезается, используя отрезную машину 410', до перемещения непрерывной заготовки 2' ко второму прокатному блоку 220'. Следовательно, процесс прокатки может выполняться независимо от скорости литья установки 100 для непрерывного литья.
Заготовка (сляб), отрезанная от непрерывной заготовки 2', наматывается на промежуточное намоточное устройство, и затем заготовка перемещается ко второму прокатному блоку 220' после нагрева до температуры прокатки посредством нагревателя 300'. Второй прокатный блок 220' прокатывает заготовку, чтобы образовать катаный стальной лист 2a', и моталка R наматывает катаный стальной лист 2a'.
Даже когда стальной лист 2a', намотанный на промежуточное намоточное устройство, разматывается и перемещается ко второму прокатному блоку 220' во время переключения с процесса периодической прокатки на процессе непрерывной прокатки, установка 100' для непрерывного литья непрерывно образует стальной лист 2a'. Таким образом, участок стального листа 2a' неизбежно отрезается и удаляется.
Чтобы решить эту проблему, требуется предложение устройств и способов непрерывного литья и прокатки.
Описание
Техническая проблема
В одном аспекте настоящее изобретение обеспечивает устройство и способ непрерывного литья и прокатки стального листа, обеспечивающие переключение между режимом непрерывной прокатки и режимом периодической прокатки, в то же время предотвращая отходы непрерывной заготовки, образованной установкой для непрерывного литья во время переключения из режима периодической прокатки в режим непрерывной прокатки.
Техническое решение
Согласно настоящему изобретению, устройство непрерывного литья и прокатки стального листа может включать в себя: установку для непрерывного литья, выполненную с возможностью изготовления непрерывной заготовки; прокатный стан, выполненный с возможностью изготовления катаного стального листа посредством прокатки непрерывной заготовки, причем прокатный стан включает в себя первый прокатный блок, соединенный с установкой для непрерывного литья, и второй прокатный блок, отстоящий от выходной стороны первого прокатного блока; и отрезно-разгрузочный блок, включающий в себя отрезную машину, выполненную с возможностью отрезания непрерывной заготовки, причем отрезная машина расположена между первым и вторым прокатными блоками и отстоит от второго прокатного блока на расстояние, по меньшей мере равное длине непрерывной заготовки, требуемой для изготовления и выгрузки конечного катаного стального листа.
Отрезная машина может отстоять от второго прокатного блока на расстояние, удовлетворяющее следующей формуле: SL+6 < D < 2SL+12, где SL обозначает длину непрерывной заготовки, D обозначает расстояние между отрезной машиной и вторым прокатным блоком, и SL и D выражены в метрах (м).
Отрезно-разгрузочный блок может дополнительно включать в себя разгрузочную машину, расположенную между отрезной машиной и вторым прокатным блоком, для удаления отрезанного участка стального листа.
Прокатный стан может дополнительно включать в себя третий прокатный блок, расположенный на выходной стороне второго прокатного блока, и устройство непрерывного литья и прокатки может дополнительно включать в себя нагреватель, расположенный на входной стороне второго прокатного блока, и нагреватель, расположенный между вторым прокатным блоком и третьим прокатным блоком.
Согласно еще одному аспекту настоящего описания, способ непрерывного литья и прокатки стального листа, обеспечивающий переключение между режимом непрерывной прокатки и режимом периодической прокатки, может включать в себя: образование непрерывной заготовки посредством непрерывного литья; после изготовления непрерывной заготовки посредством непрерывного литья, прокатку непрерывной заготовки, используя прокатный стан для изготовления катаного стального листа; и отрезания непрерывной заготовки в режиме периодической прокатки до завершения прокатки непрерывной заготовки, в котором отрезание стального листа выполняется, используя отрезную машину, отстоящую от второго прокатного блока на расстояние, по меньшей мере равное отрезаемой длине непрерывной заготовки в режиме периодической прокатки.
Прокатка непрерывной заготовки может включать в себя: после изготовления непрерывной заготовки посредством непрерывного литья, первоначальную прокатку непрерывной заготовки для изготовления первого катаного стального листа, причем первичная прокатка выполняется в режиме непрерывной прокатки; и прием и вторичную прокатку непрерывной заготовки или первого катаного стального листа для изготовления второго катаного стального листа, причем вторичная прокатка выполняется в режиме непрерывной прокатки и режиме периодической прокатки.
Первичная прокатка также может выполняться в режиме периодической прокатки для получения конечной толщины катаного стального листа от 1,5 мм до 4 мм.
Полезные эффекты
Согласно устройству и способу непрерывного литья и прокатки настоящего описания, непрерывная заготовка или стальной лист не удаляется частично во время перехода из режима периодической прокатки в режим непрерывной прокатки.
Следовательно, выход годного процесса непрерывного литья и прокатки может быть улучшен.
Описание чертежей
ФИГ. 1(a) и 1(b) - виды, изображающие устройства непрерывного литья и прокатки предшествующего уровня техники.
ФИГ. 2 - вид устройства непрерывного литья и прокатки согласно примеру варианта выполнения настоящего описания.
ФИГ. 3 и 4 - блок-схемы, изображающие способ непрерывного литья и прокатки согласно примеру варианта выполнения настоящего описания.
Вариант осуществления
Примеры вариантов выполнения настоящего описания далее будут описаны подробно со ссылкой на сопровождающие чертежи. Однако описание может быть дополнено примерами во множестве различных форм и не ограничено конкретными вариантами выполнения, изложенными здесь. Скорее, эти варианты выполнения обеспечены так, чтобы описание было глубоким и полным, и полностью передавало объем настоящего изобретения специалистам в данной области техники.
На чертежах, формы и размеры элементов могут быть преувеличены для ясности, и одинаковые ссылочные позиции будут использоваться везде для обозначения одинаковых или аналогичных элементов.
Настоящее описание относится к устройству и способу непрерывного литья и прокатки, предназначенным для обеспечения пространства, имеющего по меньшей мере длину SL, соответствующую длине непрерывной заготовки 2, требуемой для изготовления конечного катаного стального листа 2a, и таким образом для предотвращения отходов непрерывной заготовки 2 или катаного стального листа 2a во время переключения из режима периодической прокатки в режим непрерывной прокатки.
То есть, согласно устройству и способу непрерывного литья и прокатки настоящего описания, второй прокатный блок 220 и отрезно-разгрузочный блок 400 могут отстоять друг от друга на по меньшей мере длину SL, соответствующую длине непрерывной заготовки 2, требуемой для изготовления и выгрузки конечного катаного стального листа 2a, и таким образом, во время переключения из режима периодической прокатки в режим непрерывной прокатки, некоторое [количество] непрерывной заготовки 2 или катаного стального листа 2a может быть не удалено. Следовательно, производительность процесса непрерывной прокатки может быть улучшена.
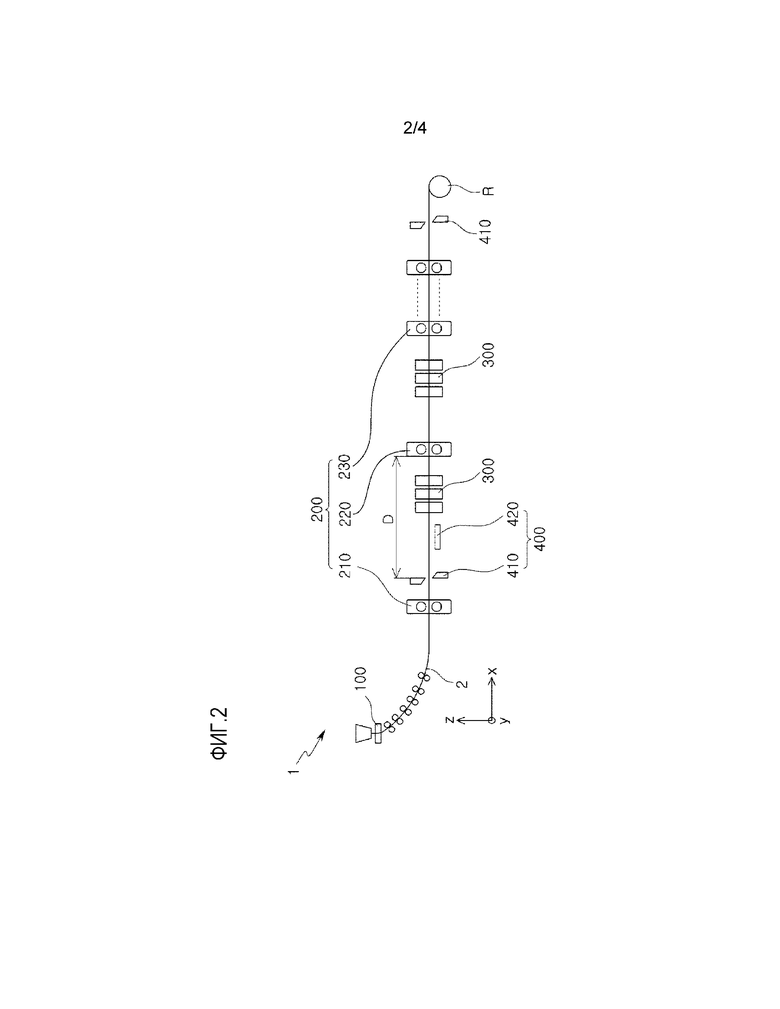
Подробно, ФИГ. 2 вид устройства 1 непрерывного литья и прокатки согласно примеру варианта выполнения настоящего описания. Ссылаясь на ФИГ. 2, устройство 1 непрерывного литья и прокатки примера варианта выполнения может включать в себя: установку 100 для непрерывного литья, выполненную с возможностью изготовления непрерывной заготовки 2; прокатный стан 200, включающий в себя первый прокатный блок 210, связанный с установкой 100 для непрерывного литья, и второй прокатный блок 220, отстоящий от выходной стороны первого прокатного блока 210, причем прокатный стан 200 выполнен с возможностью изготовления катаного стального листа 2a посредством прокатки непрерывной заготовки 2; и отрезно-разгрузочный блок 400, включающий в себя отрезную машину 410, выполненную с возможностью отрезания непрерывной заготовки 2, причем отрезная машина 410 расположена между первым прокатным блоком 210 и вторым прокатным блоком 220 и отстоит от второго прокатного блока 220 на по меньшей мере длину SL, соответствующую длине непрерывной заготовки 2, требуемой для изготовления и выгрузки конечного катаного стального листа 2a.
В устройстве 1 непрерывного литья и прокатки примера варианта выполнения, отрезная машина 410 может отстоять от второго прокатного блока 220 на расстояние D, удовлетворяющее формуле: SL+6<D<2SL+12. В формуле, SL обозначает длину, соответствующую длине непрерывной заготовки 2, требуемой для изготовления и выгрузки конечного катаного стального листа 2a, D обозначает расстояние между отрезной машиной 410 и вторым прокатным блоком 220, и SL и D выражены в метрах (м).
Более того, согласно примеру варианта выполнения, отрезно-разгрузочный блок 400 устройства 1 непрерывного литья и прокатки может дополнительно включать в себя разгрузочную машину 420, расположенную между отрезной машиной 410 и вторым прокатным блоком 220, для удаления отрезанного стального листа 2a.
Более того, согласно примеру варианта выполнения, прокатный стан 200 устройства 1 непрерывного литья и прокатки может дополнительно включать в себя третий прокатный блок 230, расположенный на выходной стороне второго прокатного блока 220, и устройство 1 непрерывного литья и прокатки может дополнительно включать в себя нагреватель 300, расположенный на входной стороне второго прокатного блока 220, и нагреватель 300, расположенный между вторым прокатным блоком 220 и третьим прокатным блоком 230.
Установка 100 для непрерывного литья может образовывать непрерывную заготовку 2 посредством процесса литья. То есть, в установке 100 для непрерывного литья, расплавленная сталь может быть подана из разливочного устройства в кристаллизатор, в котором расплавленная сталь может быть охлаждена и сформирована в непрерывную заготовку 2, и непрерывная заготовка 2 может быть направлена посредством направляющих роликов в прокатный стан 200 (описанный ниже).
Поскольку установка 100 для непрерывного литья образует непрерывную заготовку 2 в зависимости от скорости отверждения расплавленной стали, трудно настроить скорость изготовления непрерывной заготовки 2. Следовательно, если непрерывная заготовка 2, образованная установкой 100 для непрерывного литья, непрерывно подается в прокатный стан 200 для изготовления катаного стального листа 2a посредством прокатки непрерывной заготовки 2, скорость изготовления катаного стального листа 2a может быть ограничена.
С другой стороны, если непрерывная заготовка 2, образованная установкой 100 для непрерывного литья, периодически подается в прокатный стан 200 для изготовления катаного стального листа 2a, прокатный стан 200 может выполнять процесс прокатки с высокой производительностью для изготовления катаного стального листа 2a независимо от производительности установки 100 для непрерывного литья.
То есть, процесс прокатки для изготовления катаного стального листа 2a, используя прокатный стан 200, из непрерывной заготовки 2, образованной установкой 100 для непрерывного литья, может быть выполнен в режиме непрерывной прокатки или режиме периодической прокатки. Например, процесс прокатки может выполняться во время переключения между такими режимами прокатки.
Прокатный стан 200 может принимать непрерывную заготовку 2, образованную установкой 100 для непрерывного литья, и может образовывать катаный стальной лист 2a посредством прокатки непрерывной заготовки 2. С этой целью, прокатный стан 200 может прокатывать непрерывную заготовку 2 или стальной лист 2a во время прохождения непрерывной заготовки 2 или стального листа 2a между парой прокатных валков. Например, прокатный стан 200 может включать в себя множество пар прокатных валков.
Кроме того, прокатный стан 200 может включать в себя первый прокатный блок 210 и второй прокатный блок 220, расположенные в различных положениях.
Первый прокатный блок 210 прокатного стана 200 может быть соединен с задним концом (выходной стороной) установки 100 для непрерывного литья и может образовывать катаный стальной лист 2a совместно со вторым прокатным блоком 220 в режиме непрерывной прокатки. Первый прокатный блок 210 может включать в себя клеть, имеющую пару прокатных валков.
То есть, в режиме непрерывной прокатки, поскольку непрерывная заготовка 2 прокатывается в состоянии, в котором непрерывная заготовка 2 соединена с установкой 100 для непрерывного литья, негативное влияние может быть оказано на установку 100 для непрерывного литья, если прокатка начинается неожиданно. Таким образом, первый прокатный блок 210 может образовать первый катаный стальной лист 2a, имеющий некоторую толщину, и затем второй прокатный блок 220 может образовать второй конечный катаный стальной лист 2a.
Следовательно, первый прокатный блок 210 может использоваться только в режиме непрерывной прокатки, и в режиме периодической прокатки второй прокатный блок 220 может использоваться только для изготовления катаного стального листа 2a посредством прокатки непрерывной заготовки 2.
В частности, когда процесс прокатки переключается из режима периодической прокатки в режим непрерывной прокатки, первый прокатный блок 210 выполняет последовательную прокатку (обжатие). То есть, в режиме периодической прокатки, непрерывная заготовка 2 отрезается и подается во второй прокатный блок 220, и отрезанная непрерывная заготовка 2 прокатывается посредством второго прокатного блока 220. Однако, в режиме непрерывной прокатки, непрерывная заготовка 2 не отрезается, а непрерывно подается во второй прокатный блок 220 в состоянии, в котором непрерывная заготовка 2 зацеплена с первым прокатным блоком 210, и поскольку второй прокатный блок 220 зацеплен с непрерывной заготовкой 2, прокатка начинается и продолжается.
Когда процесс прокатки переключается из режима периодической прокатки в режим непрерывной прокатки, толщина стального листа 2a, проходящего через первый прокатный блок 210, может изменяться. То есть, в режиме периодической прокатки, толщина стального листа 2a, проходящего через первый прокатный блок 210, может быть равна толщине непрерывной заготовки 2 или быть меньше толщины непрерывной заготовки 2 вследствие прокатки посредством первого прокатного блока 210.
После отрезания в конечном счете непрерывной заготовки 2 в режиме периодической прокатки, непрерывная заготовка 2 может иметь область переходной толщины вследствие прокатки посредством первого прокатного блока 210. В общем, область переходной толщины непрерывной заготовки 2 отрезается на заданные длины и разгружается посредством отрезно-разгрузочного блока 400. Затем, если толщина непрерывной заготовки 2 достигает надлежащего значения для режима непрерывной прокатки, непрерывная заготовка 2 не отрезается и подается во второй прокатный блок 220.
В момент, когда непрерывная заготовка 2 или стальной лист 2a зацепляется со вторым прокатным блоком 220, первый прокатный блок 210 удерживает непрерывную заготовку 2 или стальной лист 2a, и таким образом непрерывная заготовка 2 или стальной лист 2a не может переместиться обратно в установку 100 для непрерывного литья и может быть устойчиво прокатан в режиме непрерывной прокатки.
Второй прокатный блок 220 может непосредственно принимать первый катаный стальной лист 2a из первого прокатного блока 210 или непрерывную заготовку 2 из установки 100 для непрерывного литья и может образовывать второй конечный катаный стальной лист 2a. Второй прокатный блок 220 прокатывает непрерывную заготовку 2, используя прокатные валки для изготовления катаного стального листа 2a, и катаный стальной лист 2a выгружается после сматывания посредством моталки R. Второй прокатный блок 220 может включать в себя по меньшей мере одну клеть, имеющую пару прокатных валков.
С этой целью, второй прокатный блок 220 может быть соединен с задним концом (выходной стороной) первого прокатного блока 210, и отрезно-разгрузочный блок 400 может быть расположен между вторым прокатным блоком 220 и первым прокатным блоком 210.
В частности, второй прокатный блок 220 может отстоять от отрезной машины 410 отрезно-разгрузочного блока 400 на по меньшей мере длину SL, соответствующую длине непрерывной заготовки 2, требуемой для изготовления катаного стального листа 2a, подлежащего сматыванию и выгрузке в виде рулона. Таким образом, пространство для размещения конечного катаного стального листа 2a может быть обеспечено, и второй прокатный блок 220 может приводиться в действие независимо от первого прокатного блока 210.
Помимо отрезной машины 410, нагреватель 300 (описанный ниже) может быть расположен между первым прокатным блоком 210 и вторым прокатным блоком 220, и длина SL между отрезной машиной 410 и вторым прокатным блоком 220 может быть отрегулировано, учитывая длину установки отрезной машины 410 и нагревателя 300.
То есть, расстояние D между отрезной машиной 410 и вторым прокатным блоком 220 может быть задано, учитывая длину SL непрерывной заготовки 2, требуемую для изготовления конечного катаного стального листа 2a, подлежащего сматыванию и выгрузке в виде рулона, и длину установки для отрезной машины 410 и нагревателя 300.
В общем, длина установки для отрезной машины 410 и нагревателя 300 может составлять 6 м.
Кроме того, расстояние D между отрезной машиной 410 и вторым прокатным блоком 220 может быть задано как можно более коротким, для того чтобы предотвратить тепловые потери в непрерывной заготовке 2. Таким образом, только верхний предел расстояния D может быть задан.
Например, поскольку вспомогательное пространство необходимо для других операций и ремонтных работ, верхний предел расстояния D между отрезной машиной 410 и вторым прокатным блоком 220 может быть задан равным удвоенной длине SL, требуемой для изготовления конечного катаного стального листа 2a. Помимо этого, может быть рассмотрено вспомогательное пространство для установки первого прокатного блока 210 и нагревателя 300.
Другими словами, расстояние D между отрезной машиной 410 и вторым прокатным блоком 220 может быть по меньшей мере равно или превышать сумму длины SL непрерывной заготовки 2, требуемой для изготовления конечного катаного стального листа 2a, и длины установки для отрезной машины 410 и нагревателя 300. Например, расстояние D может быть равно или меньше удвоенной суммы длины SL и длины установки.
Это может быть выражено формулой: SL+6<D<2SL+12. В формуле, SL обозначает длину, соответствующую длине непрерывной заготовки 2, необходимой для изготовления и выгрузки конечного катаного стального листа 2a, D обозначает расстояние между отрезной машиной 410 и вторым прокатным блоком 220, и SL и D выражены в метрах (м).
Расстояние D может быть изменено согласно длине непрерывной заготовки 2, образованной установкой 100 для непрерывного литья. То есть, если толщина непрерывной заготовки 2 увеличивается, относительно небольшая длина непрерывной заготовки 2 необходима для изготовления конечного рулона 2a, и таким образом изменяется абсолютная длина, требуемая для размещения элемента непрерывной заготовки 2.
Вследствие такого пространства, во время переключения из режима периодической прокатки в режим непрерывной прокатки, непрерывная заготовка 2 или катаный стальной лист 2a могут не удаляться, за исключением длины непрерывной заготовки 2 или катаного стального листа 2a, необходимой для регулирования толщины.
То есть, вследствие пространства, соответствующего расстоянию D, во время переключения из режима периодической прокатки в режим непрерывной прокатки, исходный материал может не выгружаться, за исключением длины исходного материала, необходимой для регулирования толщины.
Кроме того, поскольку длина непрерывной заготовки 2, соответствующая конечному рулону, помещена в пространстве, имеющем длину, соответствующую длине SL непрерывной заготовки 2 в режиме периодической прокатки, второй прокатный блок 220 может прокатывать непрерывную заготовку 2 или катаный стальной лист 2a независимо от первого прокатного блока 210.
То есть, согласно предшествующему уровню техники, в режиме периодической прокатки, промежуточное намоточное устройство, расположенное за первым прокатным блоком 210, принимает первый катаный стальной лист 2a и обеспечивает первый катаный стальной лист 2a во второй прокатный блок 220 для второй прокатки.
В этом случае, когда процесс начинает переключаться из режима периодической прокатки в режим непрерывной прокатки, второй прокатный блок 220 вторично прокатывает стальной лист 2a, размотанный из промежуточного намоточного устройства, в то время как установка 100 для непрерывного литья непрерывно образует непрерывную заготовку 2. Таким образом, часть непрерывной заготовки 2, образованной в течение этого периода, не может быть перемещена к промежуточному намоточному устройству или второму прокатному блоку 220, и таким образом часть непрерывной заготовки 2 отрезается и удаляется.
Однако, согласно примеру варианта выполнения настоящего описания, взамен использования промежуточного намоточного устройства, пространство, соответствующее длине SL непрерывной заготовки 2, образованной в режима периодической прокатки, обеспечено между отрезной машиной 410 и вторым прокатным блоком 220, и таким образом, во время переключения из режима периодической прокатки в режим непрерывной прокатки, некоторое количество стального листа 2a может не удаляться, таким образом, предотвращая расход.
Кроме того, поскольку нагреватель 300 (описанный ниже) расположен на входной стороне второго прокатного блока 220, непрерывная заготовка 2 или стальной лист 2a может быть нагрет до прокатки.
Более того, прокатный стан 200 может дополнительно включать в себя третий прокатный блок 230 на выходной стороне второго прокатного блока 220, и таким образом стальной лист 2a, катаный посредством второго прокатного блока 220, может быть дополнительно прокатан до меньшей толщины, используя третий прокатный блок 230. Третий прокатный блок 230 может включать в себя по меньшей мере две клети, причем каждая включает в себя пару прокатных валков.
Если период времени, в течение которого стальной лист 2a прокатывается посредством второго прокатного блока 220, велик, стальной лист 2a может остыть до температуры, не подходящей для прокатки. Для этого случая, еще один нагреватель 300 может быть расположен между вторым прокатным блоком 220 и третьим прокатным блоком 230.
Более того, в режиме непрерывной прокатки или режиме периодической прокатки, если толщина стального листа 2a, катаного посредством второго прокатного блока 220, недостаточна, стальной лист 2a может быть дополнительно прокатан, используя третий прокатный блок 230.
Как описано выше, устройство 1 непрерывного литья и прокатки примера варианта выполнения включает в себя нагреватель 300 между первым прокатным блоком 210 и вторым прокатным блоком 220, и если температура стального листа 2a недостаточно высокая, когда первый прокатный блок 210 или второй прокатный блок 220 приводятся в действие, стальной лист 2a может быть нагрет, используя нагреватель 300.
Кроме того, когда третий прокатный блок 230 дополнительно обеспечен, еще один нагреватель 300 может быть расположен между вторым прокатным блоком 220 и третьим прокатным блоком 230.
Кроме того, нагреватели 300 могут включать в себя изолирующие кожухи для сохранения температуры стального листа 2a в течение более длительного времени. Например, изолирующие кожухи могут окружать по меньшей мере одну сторону непрерывной заготовки 2 или стального листа 2a, для того чтобы сохранить температуру непрерывной заготовки 2 или стального листа 2a.
Изолирующие кожухи могут быть расположены полностью вокруг непрерывной заготовки 2 или стального листа 2a для эффективной изоляции, и изоляционный газ может быть подан в изоляторы для более эффективной изоляции.
Изолирующие кожухи могут быть выполнены из огнеупорных кирпичей, включающих в себя керамический материал. Изолирующие кожухи могут быть обеспечены в виде печей подогрева.
Отрезно-разгрузочный блок 400 может отрезать непрерывную заготовку 2 или стальной лист 2a или разгружать непрерывную заготовку 2 или стальной лист 2a. С этой целью, отрезно-разгрузочный блок 400 может включать в себя отрезную машину 410 и разгрузочную машину 420.
Множество отрезных машин 410 могут быть обеспечены в области между первым прокатным блоком 210 и вторым прокатным блоком 220 и областью за выходной стороной второго прокатного блока 220.
В частности, отрезная машина 410 может отстоять от второго прокатного блока 220 на расстояние, равное по меньшей мере длине SL непрерывной заготовки 2, требуемой для изготовления и выгрузки конечного катаного стального листа 2a. В этом случае, непрерывная заготовка 2, образованная установкой 100 для непрерывного литья, может не расходоваться, как описано выше.
Разгрузочная машина 420 может выгружать дефектную непрерывную заготовку 2 или стальной лист 2a. То есть, разгрузочная машина 420, расположенная между первым прокатным блоком 210 и вторым прокатным блоком 220, может удалять дефектные стальные листы из первых стальных листов 2a, образованных посредством первого прокатного блока 210.
Другими словами, разгрузочная машина 420 может удалять дефектную непрерывную заготовку 2, образованную установкой 100 для непрерывного литья на начальном этапе непрерывного литья, или дефектный стальной лист 2a, имеющий неравномерную толщину, образованный когда первый прокатный блок 210 выполняет последовательную прокатку во время переключения из режима периодической прокатки в режим непрерывной прокатки.
Кроме того, отрезно-разгрузочный блок 400 может включать в себя еще одну отрезную машину 410 на выходной стороне второго прокатного блока 220, для того чтобы отрезать стальной лист 2a, подлежащий сматыванию в режиме непрерывной прокатки.
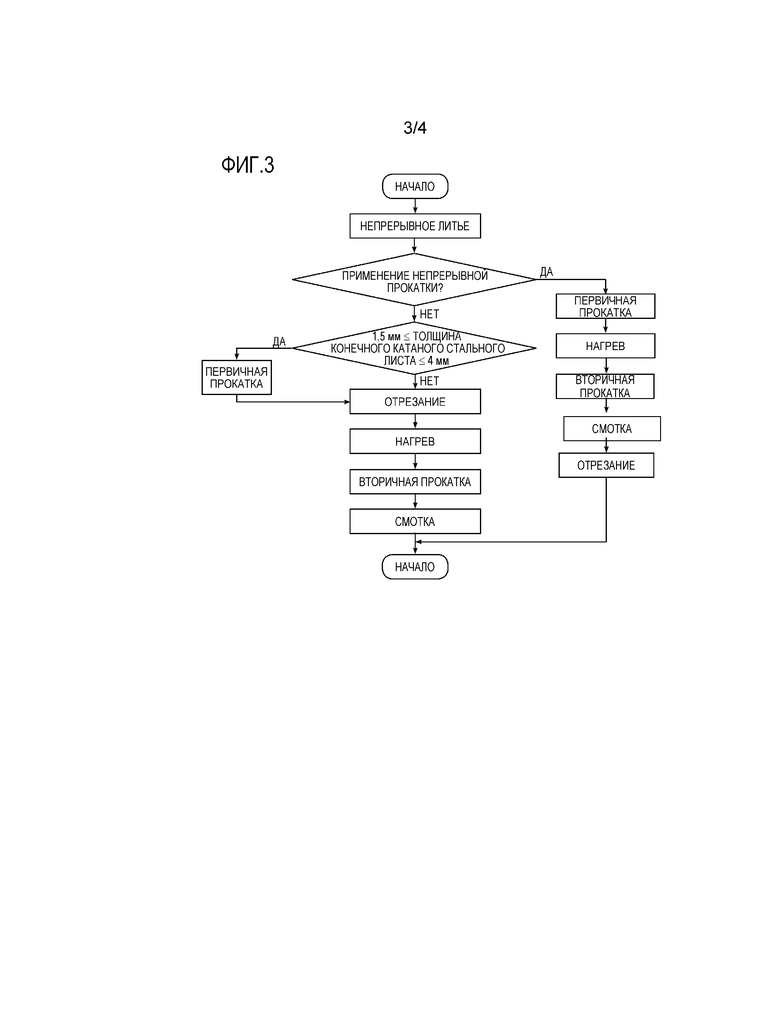
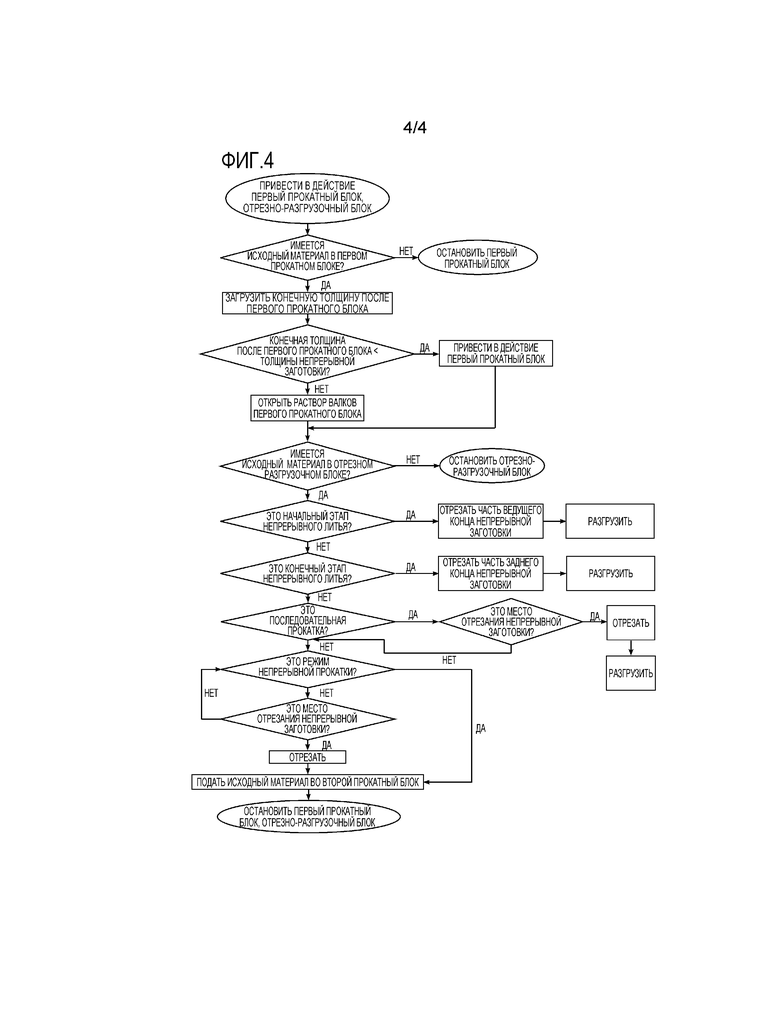
ФИГ. 3 и 4 блок-схемы, изображающие способ непрерывного литья и прокатки согласно примеру варианта выполнения настоящего описания. ФИГ. 4 блок-схема, изображающая способ непрерывного литья и прокатки в режиме непрерывной прокатки, и ФИГ. 5 блок-схема, изображающая то, как первый прокатный блок 210 и отрезно-разгрузочный блок 400 приводятся в действие в режиме непрерывной прокатки и режиме периодической прокатки. Переключение между режимом периодической прокатки и режимом непрерывной прокатки возможно посредством изменения работы первого прокатного блока 210 и отрезно-разгрузочного блока 400.
Ссылаясь на ФИГ. 3 и 4, согласно примеру варианта выполнения настоящего описания, способ непрерывного литья и прокатки может выполняться во время переключения между режимом непрерывной прокатки и режимом периодической прокатки. Способ непрерывного литья и прокатки может включать в себя: процесс непрерывного литья для изготовления непрерывной заготовки 2; процесс прокатки непрерывной заготовки 2, используя прокатный стан 200 после процесса непрерывного литья, для того чтобы образовать катаный стальной лист 2a; и процесс отрезания непрерывной заготовки 2 в режиме периодической прокатки до окончания процесса прокатки, причем процесс резания выполняется, используя отрезную машину 410, отстоящую от второго прокатного блока 220 на по меньшей мере длину SL, соответствующую отрезаемой длине непрерывной заготовки 2.
Согласно примеру варианта выполнения, после процесса непрерывного литья, процесс прокатки способа непрерывного литья и прокатки может включать в себя процесс первоначальной прокатки для изготовления первого катаного стального листа 2a посредством прокатки непрерывной заготовки 2 в режиме непрерывной прокатки; и процесс вторичной прокатки для изготовления второго катаного стального листа 2a из непрерывной заготовки 2 или первого катаного стального листа 2a в режиме непрерывной прокатки и режиме периодической прокатки.
В способе непрерывного литья и прокатки примера варианта выполнения, процесс первоначальной прокатки также может выполняться в режиме периодической прокатки для получения конечного катаного стального листа 2a, имеющего толщину от 1,5 мм до 4 мм.
В процессе непрерывного литья непрерывная заготовка 2 образуется установкой 100 для непрерывного литья. То есть, установка 100 для непрерывного литья непрерывно принимает расплавленную сталь и образует непрерывную заготовку 2. На начальном этапе процесса непрерывного литья, непрерывная заготовка 2 образуется в состоянии, не удовлетворяющем требуемым условиям, и таким образом начальная длина непрерывной заготовки 2 может быть отрезана и удалена, используя отрезно-разгрузочный блок 400, соединенный с выходной стороной установки 100 для непрерывного литья.
В процессе прокатки, непрерывная заготовка 2, образованная в процессе непрерывного литья, принимается и прокатывается для изготовления катаного стального листа 2a.
Процесс прокатки может быть выполнен в режиме непрерывной прокатки, для того чтобы образовывать катаный стальной лист 2a посредством непрерывного приема непрерывной заготовки 2, образованного в процессе непрерывного литья. В режиме непрерывной прокатки, процесс прокатки может быть выполнен при помощи процесса первоначальной прокатки и процесса вторичной прокатки. В этом случае, установка 100 для непрерывного литья может испытывать меньшее влияние процесса прокатки.
То есть, процесс первоначальной прокатки может быть выполнен для получения первоначально катаного стального листа 2a, имеющего некоторую толщину перед конечной толщиной, и процесс вторичной прокатки может быть выполнен после процесса первоначальной прокатки, для того чтобы получить конечный вторично катаный стальной лист 2a посредством прокатки первично катаного стального листа 2a.
Процесс первоначальной прокатки может не выполняться в режиме периодической прокатки. То есть, процесс первоначальной прокатки может выполняться только в режиме непрерывной прокатки.
Однако это является неограничивающим примером. Например, в режиме периодической прокатки, если толщина катаного стального листа 2a, образованного в конечном счете при помощи процесса вторичной прокатки, недостаточна, процесс первоначальной прокатки может быть выполнен в качестве процесса предварительной прокатки.
Подробно, даже в режиме периодической прокатки, если требуется образовать катаный стальной лист 2a, имеющий законченную толщину от 1,5 мм до 4 мм, процесс первоначальной прокатки может быть выполнен для предварительной прокатки непрерывной заготовки 2, образованной установкой 100 для непрерывного литья.
Процесс первоначальной прокатки может быть выполнен после процесса непрерывного литья, и процесс вторичной прокатки может быть выполнен после процесса первоначальной прокатки. Кроме того, для того чтобы образовать катаный стальной лист 2a, имеющий улучшенное качество, процесс нагрева может быть выполнен между процессом непрерывного литья и процессом первоначальной прокатки, и еще один процесс нагрева может быть выполнен между процессом первоначальной прокатки и процессом вторичной прокатки.
Поскольку процесс нагрева между процессом первоначальной прокатки и процессом вторичной прокатки обеспечивает дополнительный нагрев, процесс нагрева может быть назван процессом дополнительного нагрева.
Если дефектная непрерывная заготовка 2, не удовлетворяющая требуемым условиям, образуется на начальном этапе процесса непрерывного литья, первый процесс резания/разгрузки может быть выполнен для удаления дефектной непрерывной заготовки 2. Первый процесс резания/разгрузки может быть выполнен после определения, находится ли процесс непрерывного литья на его начальном этапе или нет.
В первом процессе резания/разгрузки, отрезная машина 410, расположенная на выходной стороне первого прокатного блока 210, может быть приведена в действие для отрезания дефектной части ведущего конца непрерывной заготовки 2, образованной установкой 100 для непрерывного литья, и дефектная часть ведущего конца непрерывной заготовки 2 может быть выгружена наружу посредством разгрузочной машины 420.
Как описано выше, способ непрерывного литья и прокатки примера варианта выполнения может дополнительно включать в себя процесс нагрева, для того чтобы образовать стальной лист 2a, имеющий улучшенное качество, посредством нагрева непрерывной заготовки 2 и затем перемещения непрерывной заготовки 2 в прокатный стан 200.
Если процесс нагрева выполняется до процесса прокатки, катаный стальной лист 2a, образованный посредством прокатки непрерывной заготовки 2, может иметь улучшенное качество. То есть, если процесс нагрева выполняется между процессом первоначальной прокатки, процессом вторичной прокатки и процессом последовательной прокатки (описанным ниже) процесса прокатки, катаный стальной лист 2a, имеющий улучшенное качество, может быть образован.
Согласно примеру варианта выполнения, способ непрерывного литья и прокатки может быть выполнен во время переключения между режимом непрерывной прокатки и режимом периодической прокатки. В этом случае, хотя установка 100 для непрерывного литья не испытывает влияния во время переключения из режима непрерывной прокатки в режим периодической прокатки, установка 100 для непрерывного литья может испытывать влияние во время переключения из режима периодической прокатки в режим непрерывной прокатки. Таким образом, конкретный процесс может быть выполнен.
Подробно, в то время как непрерывная заготовка 2 непрерывно образуется установкой 100 для непрерывного литья, если непрерывная заготовка 2 непредвиденно прокатывается посредством прокатного стана 200, скорость перемещения непрерывной заготовки 2 в установке 100 для непрерывного литья может непредвиденно снизиться, или непрерывная заготовка 2 может переместиться обратно вследствие уменьшения толщины непрерывной заготовки 2 в прокатном стане 200. В этом случае, поверхность расплавленной стали может непредвиденно подняться.
Чтобы предотвратить такой непредвиденный подъем поверхности расплавленной стали, процесс прокатки может включать в себя процесс последовательной прокатки. То есть, прокатка может быть выполнена во время постепенного уменьшения зазора между прокатными валками первого прокатного блока 210, для того чтобы предотвратить воздействие на установку 100 для непрерывного литья.
Однако вследствие процесса последовательной прокатки, стальной лист 2a, имеющий область переходной толщины, в которой толщина катаного стального листа 2a постепенно уменьшается, может быть образован. Поскольку область переходной толщины стального листа 2a может вызывать снижение качества стального листа 2a, когда стальной лист 2a прокатывается посредством второго прокатного блока 220. Область переходной толщины может быть отрезана и удалена из стального листа 2a.
С этой целью, второй процесс резки/разгрузки может быть выполнен после процесса последовательной прокатки. Во втором процессе резки/разгрузки, дефектная область стального листа 2a, образованного посредством первого прокатного блока 210, может быть вырезана, используя отрезную машину 410, и отрезанная дефектная область может быть выгружена наружу, используя разгрузочную машину 420. Таким образом, качество стального листа 2a может быть улучшено.
Кроме того, поскольку катаный стальной лист 2a, не имеющий дефектной области, образован, как описано выше, после сматывания катаного стального листа 2a в рулон, весь рулон может быть не удален вследствие частично дефектной области катаного стального листа 2a.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПРОКАТКИ, УСТАНОВКА И СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ | 2013 |
|
RU2646514C2 |
| УСТАНОВКА И СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ | 2014 |
|
RU2647409C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ЛЕНТЫ ИЛИ ЛИСТОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2036030C1 |
| КОМБИНИРОВАННАЯ ЛИТЕЙНО-ПРОКАТНАЯ УСТАНОВКА И СПОСОБ БЕСКОНЕЧНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ ЧИСТОВОЙ ПОЛОСЫ | 2017 |
|
RU2747341C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2078625C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ ИЗ АУСТЕНИТНЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ | 2003 |
|
RU2302304C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| РЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ТОНКОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2002 |
|
RU2259244C2 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ, УСТРОЙСТВО ДЛЯ ПРОКАТКИ РЕЛЬСОВ И РЕЛЬС, ИЗГОТОВЛЕННЫЙ УКАЗАННЫМ СПОСОБОМ | 2010 |
|
RU2530609C2 |
Изобретение относится к устройству и способу непрерывного литья и прокатки стального листа. Устройство содержит установку для непрерывного литья для изготовления стального листа, первый прокатный блок, связанный с установкой для непрерывного литья, второй прокатный блок, который отстоит от выходной стороны первого прокатного блока и содержит прокатный стан для прокатки стального листа, и отрезно-разгрузочный блок, расположенный между первым прокатным блоком и вторым прокатным блоком. Отрезная машина для отрезания участка стального листа отстоит от второго прокатного блока на расстояние, по меньшей мере, равное длине непрерывной заготовки, требуемой для изготовления и выгрузки конечного катаного стального листа, и удовлетворяющее формуле: SL+6<D<2SL+12, где SL - длина непрерывной заготовки, м, D - расстояние между отрезной машиной и вторым прокатным блоком, м. В способе при изготовление стального листа осуществляют переключение между режимом непрерывной прокатки и режимом периодической прокатки. Способ содержит этап непрерывного литья для изготовления стального листа, этап прокатки для прокатки стального листа в прокатном стане и этап отрезания для резки стального листа между этапом непрерывного литья и этапом прокатки в режиме периодической прокатки. В результате обеспечивается предотвращение отходов непрерывной заготовки. 2 н. и 3 з.п. ф-лы, 4 ил.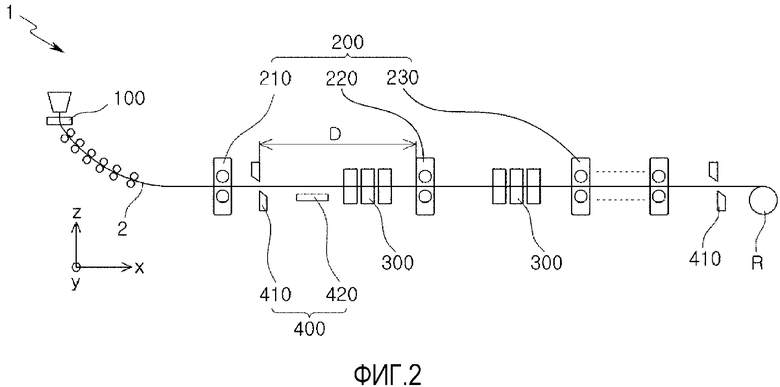
1. Устройство для непрерывного литья и прокатки стального листа, содержащее
установку для непрерывного литья, выполненную с возможностью изготовления непрерывной заготовки,
прокатный стан, выполненный с возможностью изготовления катаного стального листа посредством прокатки непрерывной заготовки, причем прокатный стан содержит первый прокатный блок, соединенный с установкой для непрерывного литья, и второй прокатный блок, отстоящий от выходной стороны первого прокатного блока, и
отрезно-разгрузочный блок, содержащий отрезную машину, выполненную с возможностью резки непрерывной заготовки, причем отрезная машина расположена между первым и вторым прокатными блоками и отстоит от второго прокатного блока на расстояние, по меньшей мере, равное длине непрерывной заготовки, требуемой для изготовления и выгрузки конечного катаного стального листа, и удовлетворяющее формуле:
SL+6<D<2SL+12,
где SL - длина непрерывной заготовки, м, D - расстояние между отрезной машиной и вторым прокатным блоком, м.
2. Устройство по п.1, в котором отрезно-разгрузочный блок дополнительно содержит разгрузочную машину, расположенную между отрезной машиной и вторым прокатным блоком для удаления отрезанного участка стального листа.
3. Устройство по п.1, дополнительно содержащее нагреватели, расположенные на входной стороне второго прокатного блока, а прокатный стан дополнительно содержит третий прокатный блок, расположенный на выходной стороне второго прокатного блока.
4. Способ непрерывного литья и прокатки стального листа, обеспечивающий переключение между режимом непрерывной прокатки и режимом периодической прокатки и включающий
изготовление непрерывной заготовки посредством непрерывного литья,
после изготовления непрерывной заготовки посредством непрерывного литья прокатку непрерывной заготовки с использованием прокатного стана для получения катаного стального листа, причем прокатный стан содержит первый прокатный блок и второй прокатный блок, отстоящий от выходной стороны первого прокатного блока, и
резку непрерывной заготовки в режиме периодической прокатки до завершения прокатки непрерывной заготовки, причем резку выполняют на стальном листе посредством отрезной машины, отстоящей от второго прокатного блока на расстояние, по меньшей мере, равное отрезаемой длине непрерывной заготовки, в режиме периодической прокатки,
причем прокатка непрерывной заготовки включает
после изготовления непрерывной заготовки посредством непрерывного литья первичную прокатку непрерывной заготовки для изготовления первого катаного стального листа, причем первичную прокатку выполняют в режиме непрерывной прокатки и в режиме периодической прокатки для получения конечного катаного стального листа толщиной от 1,5 до 4 мм.
5. Способ по п.4, в котором прокатка непрерывной заготовки дополнительно содержит прием и вторичную прокатку непрерывной заготовки или первого катаного стального листа для получения второго катаного стального листа, причем вторичную прокатку выполняют в режиме непрерывной прокатки и режиме периодической прокатки.
| KR 20130075799 A, 08.07.2013 | |||
| RU 23011121 C2, 20.06.2007 | |||
| СПОСОБ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2009 |
|
RU2413584C1 |
| СПОСОБ СОВМЕЩЕННОГО НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕДНЫХ СПЛАВОВ | 1999 |
|
RU2163855C2 |

