Область техники, к которой относится изобретение
Настоящее изобретение относится к установке и способу непрерывного литья и прокатки и более конкретно к изобретению, выполненному для выполнения операции нагрева и операции извлечения стального листа для прокатки.
Предпосылки создания изобретения
Процесс выполнения прокатки с использованием высокотемпературной отвержденной литой детали в устройстве непрерывного литья в настоящее время широко используется, поскольку затраты на оборудование и его работу меньше, чем в случае обычных процессов.
В дополнение к процессу непрерывного литья и прокатки также может быть выполнен процесс работы партиями с возможностью выполнения прокатки отдельно от упомянутого выше непрерывного литья, который подробно описан в Выложенной Публикации Патента Кореи № 2008-0044897.
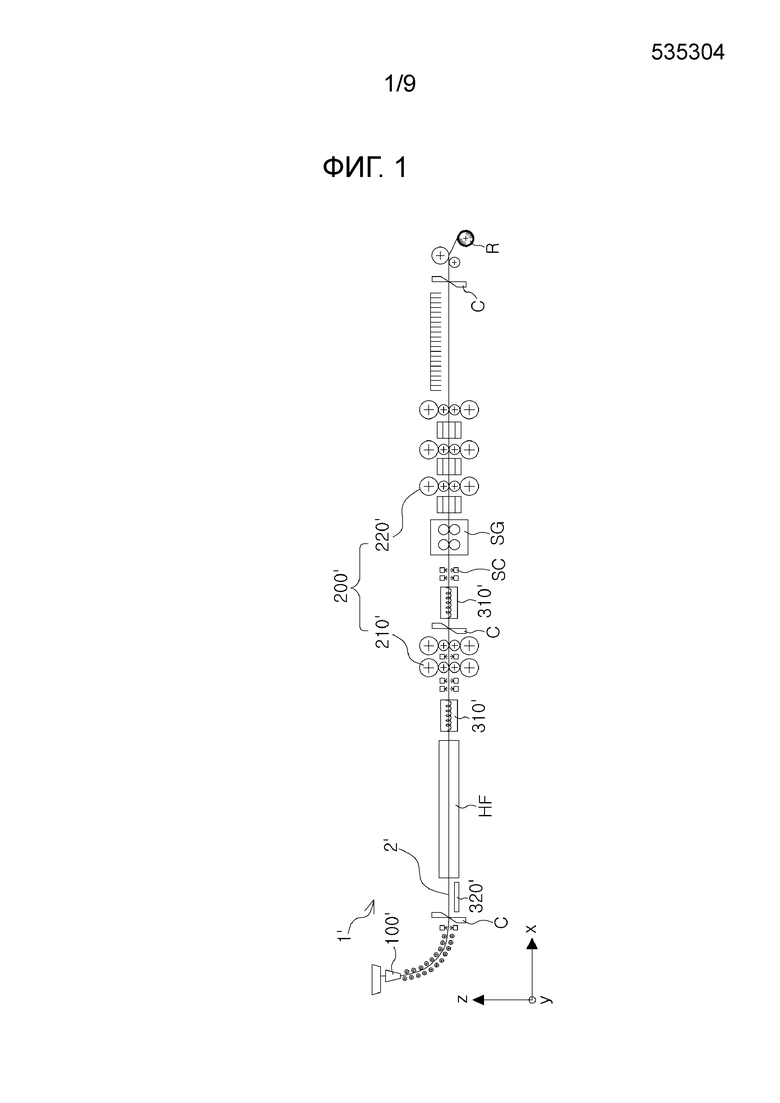
Тем временем, как показано на Фиг. 1, возможно предусмотреть извлекатель 320ʹ для отрезания и извлечения дефектного стального листа и нагреватель 310ʹ для нагрева стального листа 2ʹ перед транспортировкой к стану 200 горячей прокаткиʹ для прокатки.
То есть обычно в разных положениях в направлении x транспортировки стального листа 2ʹ, соответственно, установлены извлекатель (толкатель-штабелер) 320ʺ для отрезания стального листа 2ʹ, производимого в устройстве 100ʹ непрерывного литья, или стального листа 2ʹ, проходящего через первую секцию 210ʹ прокатки на фиксированную длину и для штабелирования стального листа 2ʹ снаружи транспортной линии, и нагреватель 310ʹ для нагрева и теплоизоляции стального листа 2ʹ
К тому же, образована схема пути перемещения, в которой, независимо от работы в режиме непрерывной прокатки или в режиме прокатки партии, по меньшей мере либо печь (HF) выдержки, либо нагреватель 310ʹ установлены у заднего конца устройства 100ʹ непрерывного литья, и стальной лист 2ʹ подается ко второй секции 220ʹ прокатки через другой нагреватель 310ʹ, установленный у заднего конца первой секции 210ʹ прокатки, предусмотренный после нее.
Тем не менее, чем короче расстояние схемы от устройства 100ʹ непрерывного литья до второй секции 220 прокатки, тем более эффективной является схема, поскольку уменьшается потеря температуры стального листа 2ʹ во время прокатки. Поскольку извлекатель 320ʹ и нагреватель 310ʹ могут быть расположены в разных местах на пути перемещения стального листа 2ʹ, схема становится удлиненной на величину, равную длине расположения извлекателя 320 или нагревателя 310ʹ, и существует проблема потребности в увеличении температуры.
То есть для того чтобы обладать возможностью одновременного выполнения бесконечной прокатки и прокатки партиями, существует потребность в пространстве, в котором стальной лист (сляб), отрезанный на длину, подходящую для образования одной смотанной катушки, может быть расположен перед первой секцией 210ʹ прокатки. Несмотря на то, что в этом пространстве требуются нагреватель 310ʹ для компенсации падения температуры и извлекатель 320ʹ для отрезания и штабелирования стального листа 2ʹ, нагреватель 310ʹ и извлекатель 320ʹ установлены в разных местах на пути перемещения стального листа 2ʹ, что делает схему длиннее.
К тому же, поскольку нагреватель 310ʹ для нагрева или изоляции для чистовой прокатки и извлекатель 320ʹ для извлечения дефектного стального листа 2ʹ, который может быть образован в первой секции 210ʹ прокатки, также должны быть установлены между первой секцией 210ʹ прокатки и второй секцией 220ʹ прокатки, схема для прокатки дополнительно удлиняется, и потеря температуры может дополнительно увеличиться.
Между тем, поскольку стальной лист 2ʹ на выходной стороне первой секции 210ʹ прокатки может быть изогнут в вертикальном направлении (коробление) или изогнут в горизонтальном направлении (искривление) в зависимости от условий температуры, существует также проблема, заключающаяся в риске повреждения нагревателя 310ʹ или извлекателя 320ʹ, установленного на выходной стороне первой секции 210ʹ прокатки.
Соответственно, существует потребность в разработке установок и способов непрерывного литья и прокатки для решения упомянутых выше проблем.
Краткое изложение сущности изобретения
Техническая проблема
Настоящее изобретение направлено на разработку установки и способа непрерывного литья и прокатки, выполненных с возможностью выполнения эффективного процесса непрерывного литья и прокатки, посредством уменьшения пути перемещения стального листа, производимого в устройстве непрерывного литья для уменьшения потери температуры в процессе прокатки.
Техническое решение
Согласно настоящему изобретению разработана установка непрерывного литья и прокатки, которая включает в себя устройство непрерывного литья для изготовления стального листа; стан горячей прокатки, выполненный с возможностью соединения с устройством непрерывного литья для принятия стального листа; и извлекающе-нагревающий узел, соединенный по меньшей мере с одним из устройства непрерывного литья и стана горячей прокатки и выполненный с возможностью выборочного выполнения либо операции нагрева, либо операции извлечения некоторой части стального листа.
К тому же, извлекающе-нагревающий узел установки непрерывного литья и прокатки согласно аспекту настоящего изобретения может включать в себя нагреватель, предусмотренный на одной стороне стального листа в направлении ширины для перемещения от одной стороны к другой стороне стального листа в направлении ширины, чтобы нагревать стальной лист, и извлекатель, предусмотренный на другой стороне стального листа в направлении ширины для перемещения от другой стороны к одной стороне стального листа в направлении ширины для извлечения отрезанного стального листа, который отрезается отрезающим устройством, расположенным у заднего конца первой секции прокатки, соединенной с задним концом устройства непрерывного литья.
К тому же, в извлекающе-нагревающем узле установки непрерывного литья и прокатки согласно аспекту настоящего изобретения могут быть предусмотрены нагреватель и извлекатель, обращенные друг к другу, с обеих сторон одного и того же положения в направлении транспортировки стального листа.
К тому же, нагреватель установки непрерывного литья и прокатки согласно аспекту настоящего изобретения может включать в себя секцию катушки, соединенную с блоком питания для управления температурой нагрева, и секцию перемещения катушки, которая перемещает секцию катушки стального листа в направлении ширины.
К тому же, секция катушки установки непрерывного литья и прокатки согласно аспекту настоящего изобретения включает в себя сердечник в форме ʺUʺ для нагрева верхней части и нижней части стального листа и катушку, которая намотана вокруг сердечника.
К тому же, извлекатель установки непрерывного литья и прокатки согласно аспекту настоящего изобретения может включать в себя поддерживающую секцию, выполненную с возможностью поддерживания отрезанного стального листа в соприкосновении с нижней частью отрезанного стального листа, поддерживающую вертикальную транспортную секцию, которая перемещает поддерживающую секцию в вертикальном направлении, и горизонтальную транспортную секцию, которая перемещает поддерживающую секцию стального листа в направлении ширины.
К тому же, стан горячей прокатки установки непрерывного литья и прокатки согласно аспекту настоящего изобретения включает в себя первую секцию прокатки, выполненную с возможностью соединения с задним концом устройства непрерывного литья, и вторую секцию прокатки, выполненную с возможностью соединения с задним концом первой секции прокатки, и извлекающе-нагревающий узел может быть предусмотрен по меньшей мере либо в одной из части между задним концом устройства непрерывного литья и передним концом первой секции прокатки и части между задним концом первой секции прокатки и передним концом второй секции прокатки.
К тому же, согласно другому аспекту настоящего изобретения разработан способ непрерывного литья и прокатки, который включает в себя этап непрерывного литья для изготовления стального листа; этап прокатки для обжатия стального листа; и выборочно выполняемый этап для выборочного определения необходимости выполнения одной из операции нагрева и операции извлечения некоторой части стального листа, в одном и том же положении на пути перемещения стального листа.
К тому же, выборочно выполняемый этап способа непрерывного литья и прокатки согласно другому аспекту настоящего изобретения может выборочно приводить в действие один из этапа нагрева для нагрева части стального листа, этапа извлечения для извлечения отрезанного стального листа, отрезанного в направлении транспортировки стального листа, и этапа ожидания для отсутствия выполнения этапа нагрева и этапа извлечения.
К тому же, этап прокатки способа непрерывного литья и прокатки согласно другому аспекту настоящего изобретения может включать в себя первый этап прокатки и второй этап прокатки, выполняемый после первого этапа прокатки, причем выборочно выполняемый этап может выполняться перед по меньшей мере одним из первого этапа прокатки и второго этапа прокатки.
Преимущественные эффекты
В установке и способе непрерывного литья и прокатки по настоящему изобретению, операция нагрева стального листа и операция извлечения некоторой части стального листа могут быть выполнены выборочно, в одном и том же положении на пути перемещения стального листа.
Посредством этого, поскольку существует возможность уменьшения длины схемы процесса непрерывного литья и прокатки, может быть уменьшена потеря тепла стального листа во время процесса непрерывного литья и прокатки.
Следовательно, процесс может быть выполнен эффективно, посредством уменьшения потребления энергии, требуемой для процесса непрерывного литья и прокатки.
Кроме того, посредством регулировки положения нагревателя для нагрева стального листа или извлекателя для выполнения операции извлечения на пути перемещения стального листа, может быть предотвращено отклонение стального листа от пути из-за изгибания или тому подобного, приводящего к столкновению с нагревателем или извлекателем.
Краткое описание чертежей
Фиг. 1 представляет собой схематичный вид, на котором показана установка непрерывного литья и прокатки согласно предшествующему уровню техники.
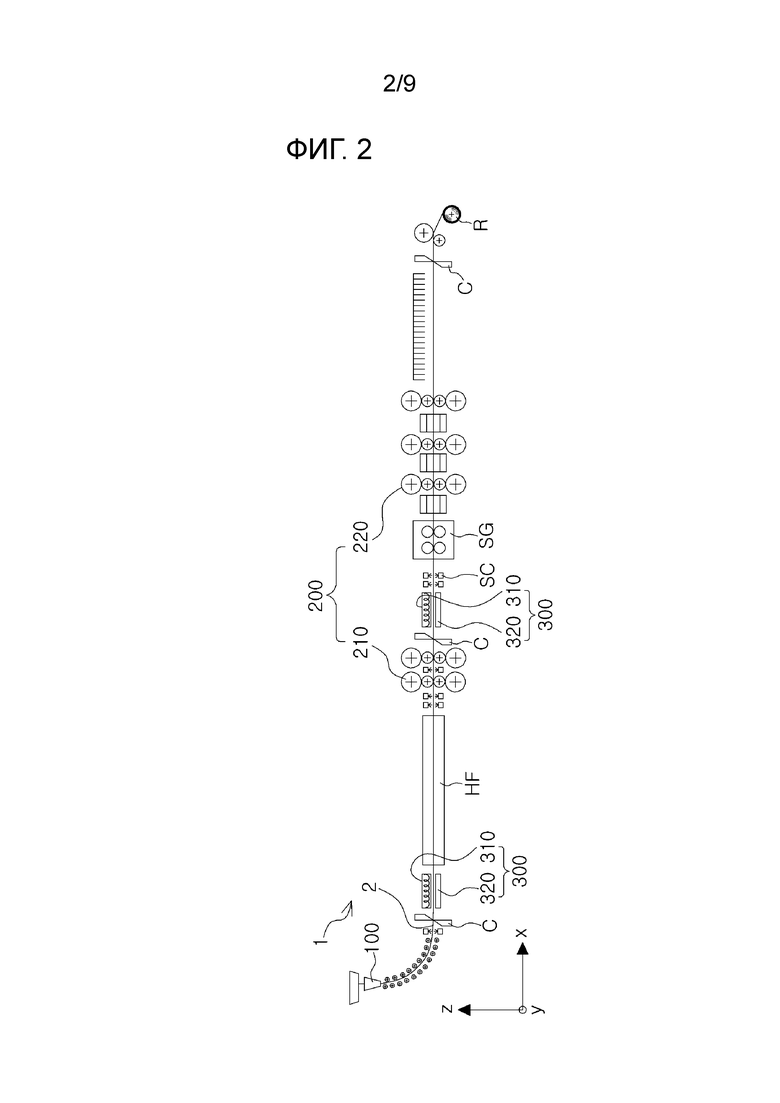
Фиг. 2 представляет собой вид сбоку установки непрерывного литья и прокатки настоящего изобретения.
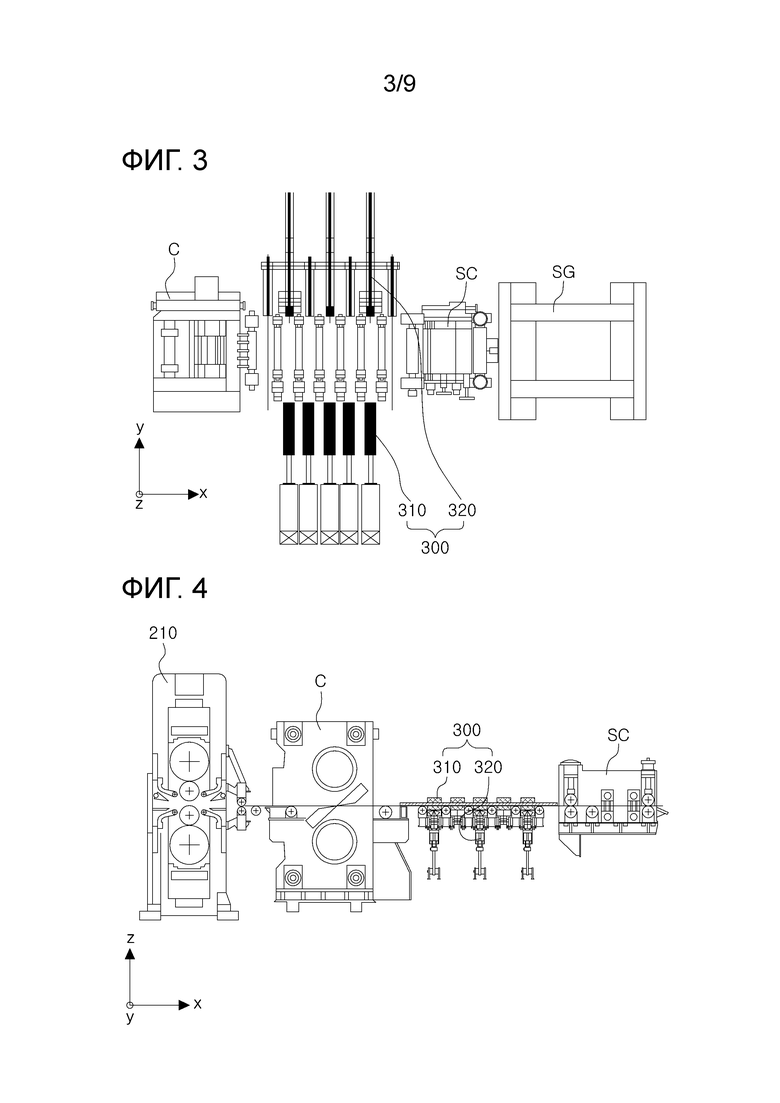
Фиг. 3 представляет собой вид сверху, на котором показан извлекающе-нагревающий узел в установке непрерывного литья и прокатки настоящего изобретения.
Фиг. 4 представляет собой вид сбоку, на котором показана периферия извлекающе-нагревающего узла в установке непрерывного литья и прокатки настоящего изобретения.
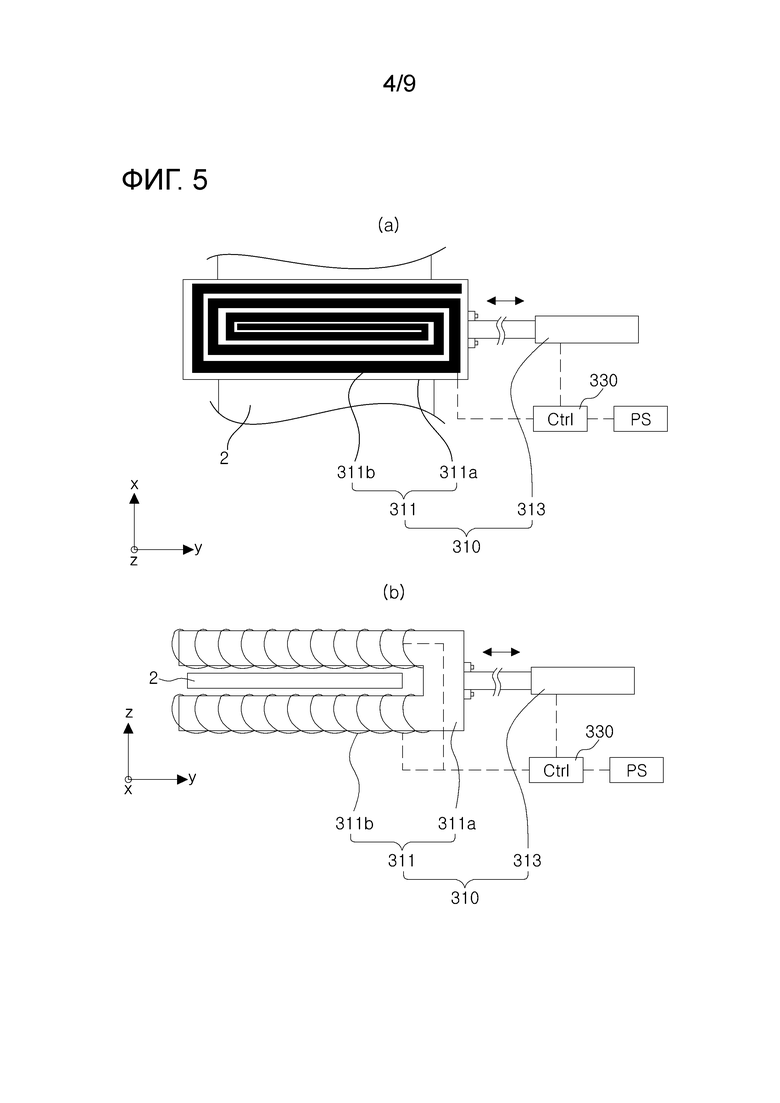
Фиг. 5 представляет собой вид спереди, на котором показан нагреватель в установке непрерывного литья и прокатки настоящего изобретения.
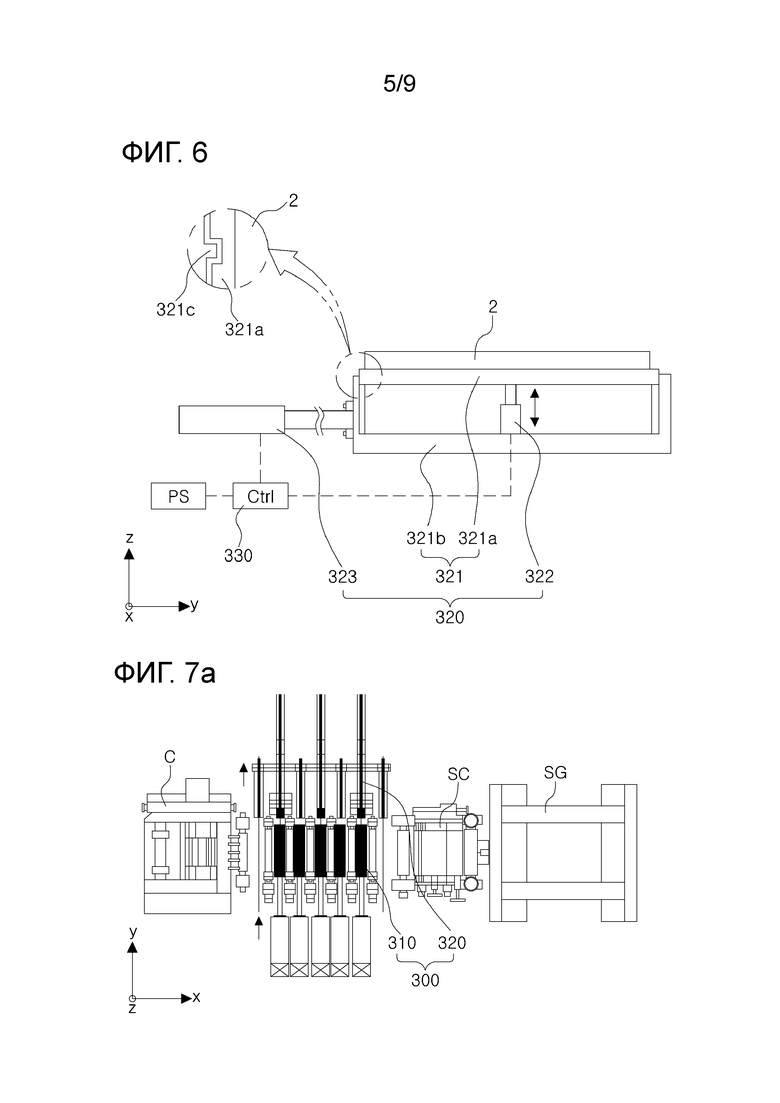
Фиг. 6 представляет собой вид спереди, на котором показан извлекатель в установке непрерывного литья и прокатки настоящего изобретения.
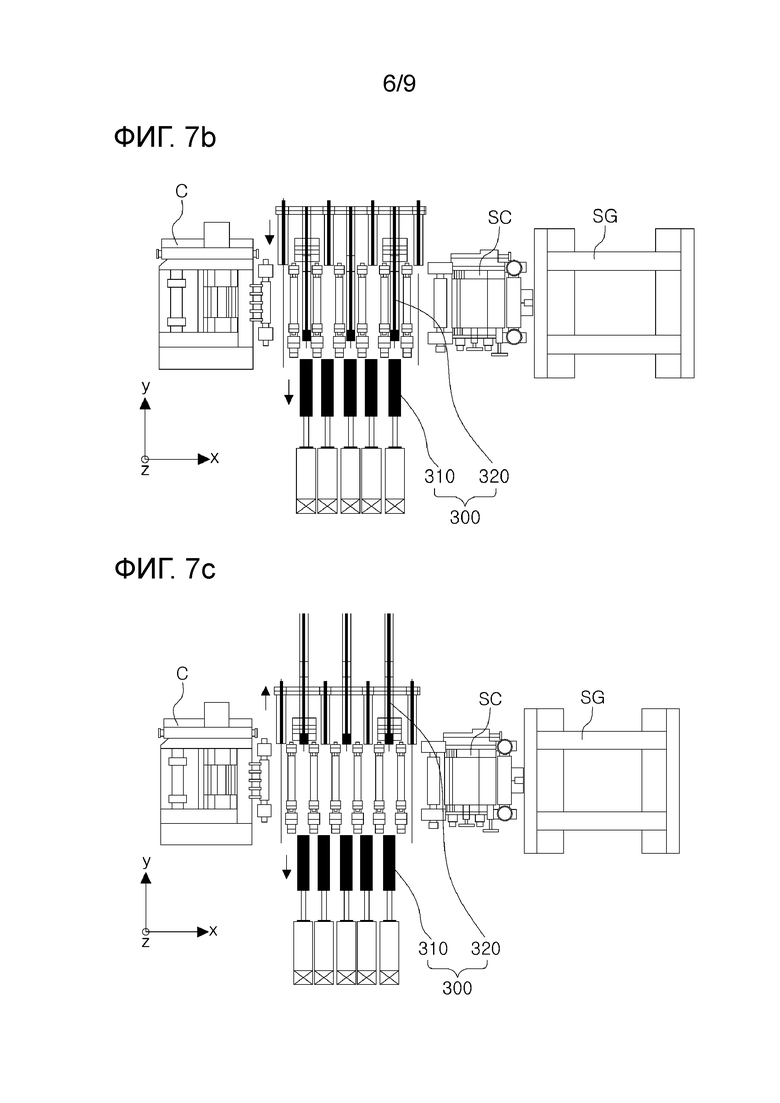
Фиг. 7a-7c представляют собой виды сверху, на которых показано состояние работы извлекающе-нагревающего узла.
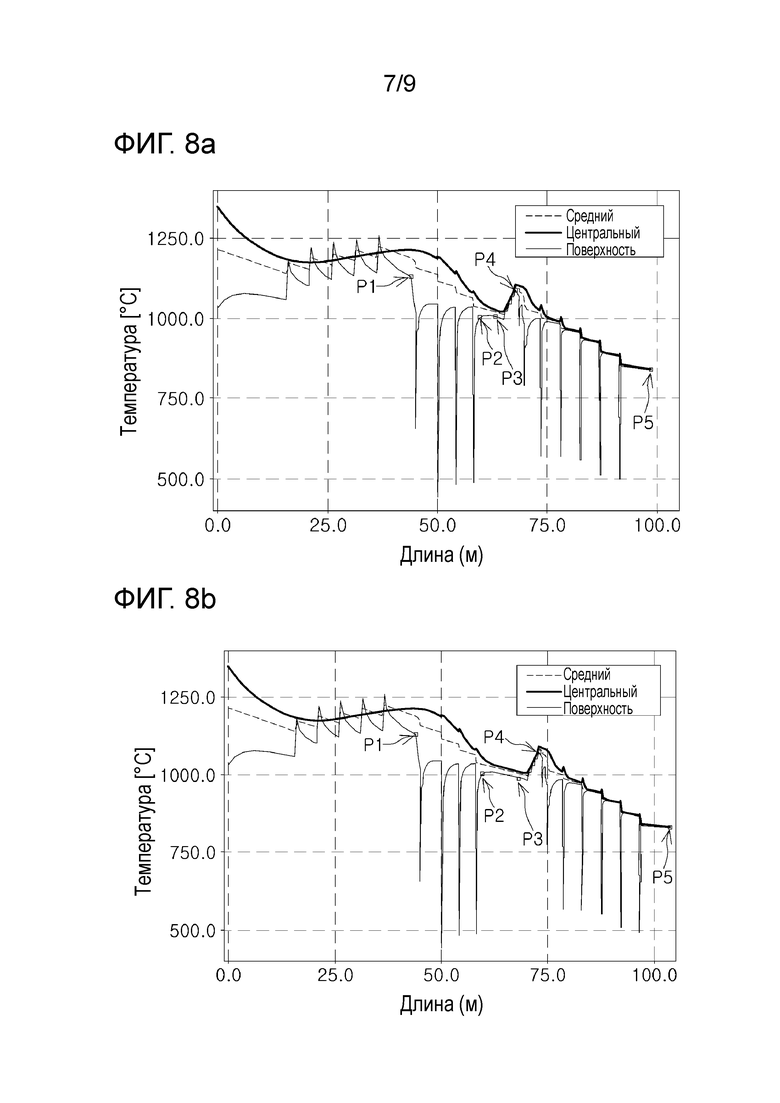
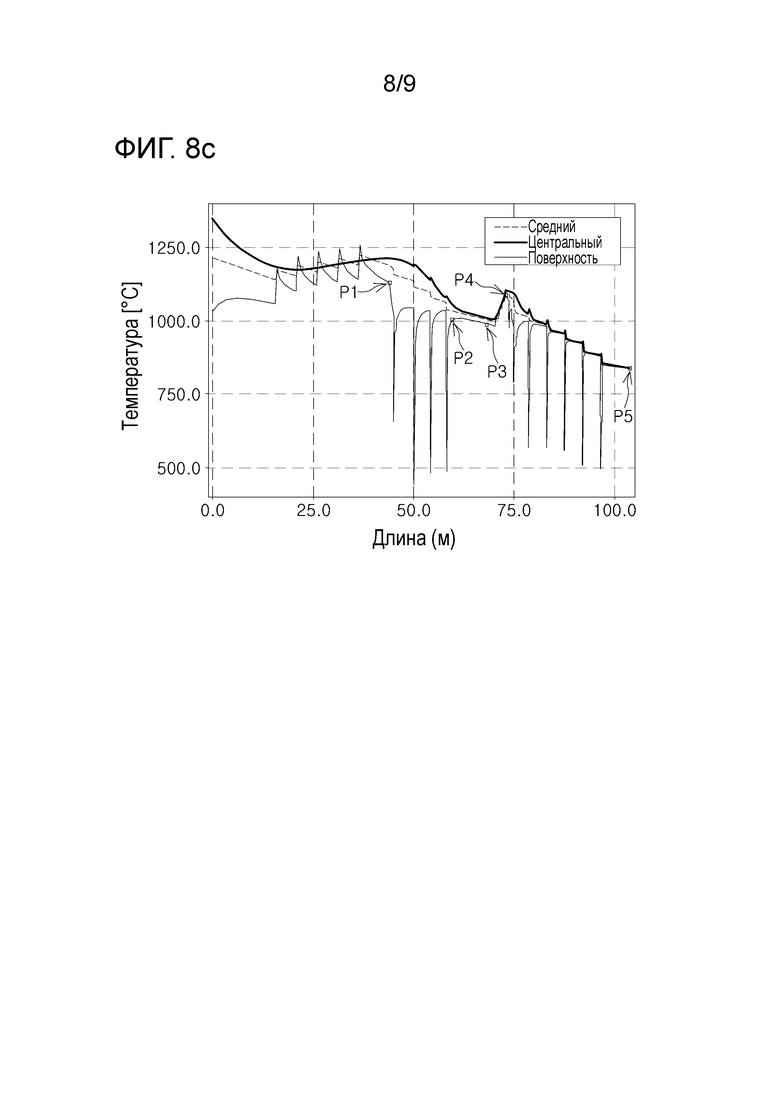
Фиг. 8a-8c представляют собой графики, на которых проиллюстрировано изменение температуры стального листа в зависимости от положения установки непрерывного литья и прокатки в сравнении между предшествующим уровнем техники и настоящим изобретением.
Фиг. 9 и 10 представляют собой блок-схемы, на которых проиллюстрирован способ непрерывного литья и прокатки настоящего изобретения.
Подробное описание вариантов осуществления настоящего изобретения
Далее подробно описаны варианты осуществления изобретения со ссылкой на прилагаемые чертежи. Чертежи приложены к этому документу для помощи в объяснении иллюстративных вариантов осуществления изобретения, и настоящее изобретение не ограничено чертежами и вариантами осуществления. На чертежах, некоторые элементы могут быть преувеличены, уменьшены в размере или опущены для понятности или ясности.
Установка и способ непрерывного литья и прокатки по настоящему изобретению относятся к изобретению, посредством которого может быть уменьшен весь путь перемещения стального листа 2, посредством этого приводя к уменьшению потери тепла в процессе прокатки стального листа 2, посредством выборочного выполнения операции нагрева и операции извлечения стального листа 2 для прокатки в одном и том же положении.
Следовательно, посредством уменьшения потребления энергии, требуемой для процессов непрерывного литья и прокатки, возможно выполнять процесс эффективно.
Кроме того, посредством регулировки положения нагревателя 310 для нагрева стального листа 2 или извлекателя 320 для выполнения операции извлечения по пути перемещения стального листа 2, возможно предотвращать проблему, в которой стальной лист 2 отклоняется от пути из-за изгибания или тому подобного и сталкивается с нагревателем 310 или извлекателем 320.
В частности, Фиг. 2 представляет собой вид сбоку, на котором проиллюстрирована установка 1 непрерывного литья и прокатки настоящего изобретения, и Фиг. 4 представляет собой вид сбоку, на котором проиллюстрирована периферия извлекающе-нагревающего узла 300 в установке 1 непрерывного литья и прокатки настоящего изобретения.
Как видно на Фиг. 2 и 4, установка 1 непрерывного литья и прокатки согласно варианту осуществления настоящего изобретения может включать в себя устройство 100 непрерывного литья для изготовления стального листа 2; стан 200 горячей прокатки, предусмотренный с возможностью соединения с устройством 100 непрерывного литья для принятия стального листа 2; и извлекающе-нагревающий узел 300, соединенный по меньшей мере либо с устройством 100 непрерывного литья, либо со станом 200 горячей прокатки и выполненный с возможностью выборочного выполнения либо операции нагрева, либо операции извлечения некоторой части стального листа 2.
К тому же, стан 200 горячей прокатки установки 1 непрерывного литья и прокатки согласно аспекту настоящего изобретения включает в себя первую секцию 210 прокатки, выполненную с возможностью соединения с задним концом устройства 100 непрерывного литья, и вторую секцию 220 прокатки, выполненную с возможностью соединения с задним концом первой секции 210 прокатки, и извлекающе-нагревающий узел 300 может быть предусмотрен по меньшей мере либо в области между задним концом устройства 100 непрерывного литья и передним концом первой секции 210 прокатки, либо в области между задним концом первой секции 210 прокатки и передним концом второй секции 220 прокатки.
Устройство 100 непрерывного литья может быть предназначено для изготовления стального листа 2 из расплавленной стали посредством процесса литья. То есть устройство 100 непрерывного литья подает расплавленную сталь из разливочного устройства в кристаллизатор, и поданная расплавленная сталь образует стальной лист 2, в это же время лишаясь некоторого количества тепла, и стальной лист 2 направляется и перемещается посредством направляющего валка и может быть подан к стану 200 горячей прокатки, который описан далее.
Тем не менее, поскольку устройство 100 непрерывного литья производит стальной лист 2 в зависимости от скорости затвердевания расплавленной стали, регулировка скорости изготовления является трудной. Следовательно, при непрерывном принятии стального листа 2, производимого устройством 100 непрерывного литья, и прессовании посредством стана 200 горячей прокатки, который описан далее, для изготовления катаного стального листа 2, существует ограничение в отношении скорости. Тем не менее, при непрерывном выполнении прокатки посредством соединения с устройством 100 непрерывного литья, существует преимущество, заключающееся в возможности максимального использования остаточного тепла стального листа 2, выпускаемого из устройства 100 непрерывного литья.
Кроме того, когда стальной лист 2, производимый устройством 100 непрерывного литья, прерывисто подается к стану 200 горячей прокатки для изготовления катаного стального листа 2, стан 200 горячей прокатки может быстро выполнять операцию прокатки независимо от скорости изготовления устройства 100 непрерывного литья для изготовления катаного стального листа 2. Тем не менее, поскольку прокатка выполняется прерывисто посредством устройства 100 непрерывного литья, существует ограничение, заключающееся в невозможности максимального использования остаточного тепла стального листа 2, выпускаемого из устройства 100 непрерывного литья.
Таким образом, процесс преобразования стального листа 2, производимого устройством 100 непрерывного литья, в катаный стальной лист 2 посредством стана 200 горячей прокатки может разделяться на режим непрерывной прокатки и режим прокатки партии, и операция прокатки может выполняться во время изменения режимов прокатки.
Тем не менее, во время изменения режимов работы существует проблема, заключающаяся в ухудшении качества катаного стального листа 2. Для решения этой проблемы нужно извлекать дефектный стальной лист 2, и дефектный стальной лист 2 может быть извлечен посредством извлекающе-нагревающего узла 300, который описан далее.
К тому же, стальной лист 2, производимый в устройстве 100 непрерывного литья, должен нагреваться посредством стана 200 горячей прокатки, который описан далее, до температуры, обеспечивающей прокатку стального листа 2, и извлекающе-нагревающий узел 300 также может выполнять эту функцию нагрева.
Стан 200 горячей прокатки может быть предназначен для принятия стального листа 2, производимого устройством 100 непрерывного литья, и для обжатия стального листа 2, посредством этого производя катаный стальной лист 2. Для этого стан 200 горячей прокатки может обжимать стальной лист 2, проводя стальной лист 2 между парой прокатных валков, а также может быть предусмотрено множество пар прокатных валков.
К тому же, стан 200 горячей прокатки может быть предусмотрен независимо в первой секции 210 прокатки и во второй секции 220 прокатки, в зависимости от предусмотренных положений.
Здесь первая секция 210 прокатки представляет собой стан 200 горячей прокатки, выполненный с возможностью соединения с задним концом, являющимся выходной стороной устройства 100 непрерывного литья, и производит катаный стальной лист 2 совместно со второй секцией 220 прокатки в режиме непрерывной прокатки. То есть, поскольку процесс прокатки осуществляется в режиме непрерывной прокатки, посредством использования стального листа 2, соединенного с устройством 100 непрерывного литья, внезапное выполнение прокатки стального листа 2 оказывает воздействие на устройство 100 непрерывного литья. Таким образом, первый катаный стальной лист 2 постоянной толщины производится в первой секции 210 прокатки, а готовый второй катаный стальной лист 2 производится во второй секции 220 прокатки.
Тем не менее, первая секция 210 прокатки также может производить катаный стальной лист 2 в режиме прокатки партии совместно со второй секцией 220 прокатки, без ограничения использования только в режиме непрерывной прокатки.
В частности, первая секция 210 прокатки выполняет последовательную операцию прокатки, во время перехода с режима прокатки партии на режим непрерывной прокатки.
То есть операция прокатки сначала выполняется с использованием отрезанного стального листа (плиты: 2), предусмотренного посредством отрезания стального листа 2 в режиме прокатки партии. После перехода на режим непрерывной прокатки, когда первая секция 210 прокатки непрерывно принимает подаваемый стальной лист 2, производимый в устройстве 100 непрерывного литья, первая секция 210 прокатки мгновенно сжимает стальной лист 2. Соответственно, поскольку происходит воздействие на устройство 100 непрерывного литья, образуется полоса, в то время как стальной лист 2 выталкивается, из-за чего в стальном листе 2 образуются дефекты.
Для предотвращения этих дефектов первая секция 210 прокатки последовательно уменьшает зазор между парой прокатных валков для выполнения последовательной горячей прокатки при переходе с режима прокатки партии на режим непрерывной прокатки.
Тем не менее, при выполнении такой последовательной прокатки стальной лист 2, включающий в себя зону переменной толщины, в которой толщина первого катаного стального листа 2, производимого первой секцией 210 прокатки, постепенно становится тоньше, что ухудшает качество катаного стального листа 2.
Для извлечения такого дефектного стального листа 2 может быть предусмотрен извлекающе-нагревающий узел 300, который описан далее. К тому же, извлекающе-нагревающий узел 300 также может быть предназначен для нагрева стального листа 2 до температуры для прокатки во второй секции 220 прокатки, предусмотренной у заднего конца первой секции 210 прокатки.
Кроме того, печь выдержки (HF) для теплоизоляции может быть предусмотрена у переднего конца, являющегося входной стороной первой секции 210 прокатки, и печь выдержки предназначена для подачи стального листа 2, подаваемого нагревающим средством, включающим в себя устройство 100 непрерывного литья или извлекающе-нагревающий узел 300, который описан далее, к первой секции 210 прокатки, при этом поддерживая температуру стального листа 2.
Вторая секция 220 прокатки может быть предназначена для непосредственного принятия первого катаного стального листа 2, производимого в первой секции 210 прокатки, или стального листа 2, производимого в устройстве 100 непрерывного литья, и для изготовления готового второго катаного стального листа 2. Вторая секция 220 прокатки также обжимает стальной лист 2, перемещаемый между парой прокатных валков, для изготовления катаного стального листа 2, и произведенный таким образом катаный стальной лист 2 наматывается на наматывающее устройство R и в итоге выгружается.
Для этого вторая секция 220 прокатки может быть выполнена с возможностью соединения с задним концом, являющимся выходной стороной первой секции 210 прокатки.
Кроме того, перед передачей стального листа 2 к первой секции 210 прокатки или ко второй секции 220 прокатки, для удаления окалины и тому подобного, прилипающей к стальному листу 2, может быть предусмотрен очиститель окалины (SC). То есть очиститель SC окалины может быть предусмотрен у заднего конца извлекающе-нагревающего узла 300, который описан далее, и у переднего конца первой секции 210 прокатки или второй секции 220 прокатки.
К тому же, также может быть предусмотрена боковая направляющая (SG) между первой секцией 210 прокатки и второй секцией 220 прокатки у заднего конца очистителя SC окалины, и боковая направляющая предназначена для улучшения качества прокатки посредством направляемой подачи стального листа 2, подаваемого ко второй секции 220 прокатки.
Более того, катаный стальной лист 2, в итоге прокатанный через вторую секцию 220 прокатки, отрезается посредством отрезающего устройства (C), установленного у заднего конца второй секции 220 прокатки и наматывается на наматывающее устройство R, и затем может быть выгружен в качестве готового смотанного в катушку продукта.
Извлекающе-нагревающий узел 300 может быть предназначен для нагрева стального листа 2 или для отрезания и извлечения некоторой части стального листа 2. В частности, извлекающе-нагревающий узел 300 может образовывать более короткую схему по сравнению со случаем длинной схемы обычного оборудования для непрерывного литья и прокатки с использованием обычного нагревающего средства для нагрева и извлекающего средства для извлечения стального листа 2 в разных положениях пути перемещения стального листа 2.
Для этого извлекающе-нагревающий узел 300 может включать в себя нагреватель 310 и извлекатель 320, и нагреватель 310 и извлекатель 320 могут быть предусмотрены на обеих сторонах одного и того же положения на пути в направлении x транспортировки стального листа 2. Такой извлекающе-нагревающий узел 300 более подробно описан далее со ссылкой на Фиг. 3, 7a-7c и 8a-8c.
Фиг. 3 представляет собой вид сверху, на котором показан извлекающе-нагревающий узел 300 в установке 1 непрерывного литья и прокатки настоящего изобретения, Фиг. 7a-7c представляют собой виды сверху, на которых показано рабочее состояние извлекающе-нагревающего узла 300, и Фиг. 8a-8c представляют собой графики, на которых показано изменение температуры стального листа 2 в зависимости от положения установки 1 непрерывного литья и прокатки в сравнении предшествующего уровня техники и настоящего изобретения.
Здесь, на Фиг. 7a видно, что нагреватель 310 извлекающе-нагревающего узла 300 предусмотрен на пути перемещения стального листа 2, на Фиг. 7b видно, что извлекатель 320 извлекающе-нагревающего узла 300 предусмотрен на пути перемещения стального листа 2, и на Фиг. 7c видно, что как нагреватель 300, так и извлекатель 320 извлекающе-нагревающего узла 310 предусмотрены посредством отведения от пути перемещения стального листа 2.
Также на Фиг. 8a проиллюстрировано распределение температуры в зависимости от транспортного положения стального листа 2, производимого установкой 1 непрерывного литья и прокатки настоящего изобретения, на Фиг. 8b показано распределение температуры, соответствующее транспортному положению стального листа 2, производимого на установке предшествующего уровня техники, и Фиг. 8c представляет собой график, на котором показано изменение температуры, когда такой же эффект удерживания тепла, как в установке непрерывного литья и прокатки настоящего изобретения, образуется посредством внесения дополнительного количества тепла в установку согласно предшествующему уровню техники.
Как видно на Фиг. 3, 7a-7c и 8a-8c, извлекающе-нагревающий узел 300 установки 1 непрерывного литья и прокатки согласно варианту осуществления настоящего изобретения может включать в себя нагреватель 310, предусмотренный на одной стороне в направлении y ширины стального листа 2 для перемещения с одной стороны к другой стороне в направлении y ширины стального листа 2, чтобы нагревать стальной лист 2, и извлекатель 320, предусмотренный на другой стороне стального листа 2 в направлении y ширины для перемещения с другой стороны к одной стороне стального листа 2 в направлении y ширины для извлечения отрезанного стального листа 2, отрезанного посредством отрезающего устройства C, расположенного у заднего конца первой секции 210 прокатки, соединенной с задним концом устройства 100 непрерывного литья.
К тому же, в извлекающе-нагревающем узле 300 установки 1 непрерывного литья и прокатки согласно варианту осуществления настоящего изобретения могут быть предусмотрены нагреватель 310 и извлекатель 320, обращенные друг к другу с противоположных сторон одного и того же положения в направлении x транспортировки стального листа 2.
То есть, посредством предусмотрения извлекающе-нагревающего узла 300, выполненного с возможностью нагрева стального листа 2 или выполнения функции отрезки и извлечения некоторых частей стальных листов 2, в одном и том же месте, возможно обеспечить более короткую схему по сравнению со схемой обычного оборудования непрерывного литья и прокатки. Для этого извлекающе-нагревающий узел 300 может включать в себя нагреватель 310 и извлекатель 320.
Нагреватель 310 может быть предназначен для нагрева стального листа 2, посредством этого обеспечивая возможность выполнения операций в режиме непрерывной прокатки и в режиме прокатки партии посредством нагрева стального листа 2 до температуры, подходящей для прокатки.
В частности, нагреватель 310 может быть выполнен с возможностью перемещения на путь перемещения стального листа 2 и может быть предусмотрен с обеих сторон того же положения, как и извлекатель 320, который описан далее, соответственно. То есть нагреватель 310 может быть предусмотрен с одной стороны стального листа 2 с возможностью перемещения от одной стороны к другой стороне в направлении y ширины стального листа 2, а извлекатель 320 может быть предусмотрен с другой стороны стального листа 2, на стороне, противоположной нагревателю 310, чтобы быть обращенным к нагревателю 310.
Таким образом, установка 1 непрерывного литья и прокатки настоящего изобретения может иметь уменьшенную схему по всей длине по сравнению с предшествующим уровнем техники, что позволяет уменьшить потери тепла. То есть существует потребность в поддерживании температуры для процесса прокатки в ходе обработки стального листа 2, производимого в устройстве 100 непрерывного литья и подаваемого из него, при производстве из него катаного стального листа 2 во время прохождения через стан 200 горячей прокатки.
В это же время, если вся схема установки 1 непрерывного литья и прокатки уменьшена, величина и время образования высвобождаемого тепла могут быть уменьшены, что позволяет уменьшить итоговую потерю тепла.
Это также можно видеть на графиках, показанных на Фиг. 8a-8c. То есть на Фиг. 8a показано распределение температуры для каждого положения схемы согласно настоящему изобретению, и на Фиг. 8b показано распределение температуры для каждого положения согласно схеме существующего устройства.
Здесь первая точка P1 представляет собой температуру перед входом в первую секцию 210 прокатки, а вторая точка P2 представляет собой температуру после выхода из первой секции 210 прокатки. К тому же, третья точка P3 представляет собой температуру перед входом в нагреватель 310, четвертая точка P4 представляет собой температуру после выхода из нагревателя 310, а пятая точка P5 представляет собой температуру при конечном выходе из схемы.
Здесь температура катаного стального листа 2, прокатанного и выпущенного к пятой точке P5, является особенно важным моментом. То есть, учитывая, в основном, среднюю температуру стального листа 2, температура пятой точки P5 установки 1 непрерывного литья и прокатки настоящего изобретения во время выхода может поддерживаться выше температуры T5 в существующем устройстве примерно на 5-10°C. В этой части можно видеть, что температура для прокатки удовлетворительно поддерживается по сравнению с предшествующим уровнем техники.
Более того, нужно обеспечивать дополнительный нагрев, чтобы существующее устройство могло поддерживать такую же температуру, что и установка 1 непрерывного литья и прокатки настоящего изобретения, что можно видеть на графике на Фиг. 8c.
То есть установка 1 непрерывного литья и прокатки настоящего изобретения подает энергию 2 МВт к извлекающе-нагревающему узлу 300, предусмотренному у переднего конца, являющегося входной стороной второй секции 220 прокатки. В это время, когда такая же энергия 2 МВт подается к нагревающему средству существующего устройства, температура пятой точки P5 устанавливается ниже примерно на 5-10°C. В это время, когда дополнительная энергия 0,4 МВт подается к нагревающему средству существующего устройства, как видно на Фиг. 8c, может быть установлена такая же температура пятой точки P5, как температура в установке 1 непрерывного литья и прокатки настоящего изобретения.
То есть настоящее изобретение может уменьшить схему всей установки, посредством предусмотрения извлекающе-нагревающего узла 300, в котором нагреватель 310 и извлекатель 320 предусмотрены в одном и том же положении, посредством этого обеспечивая образование эффекта, заключающегося в уменьшении мощности примерно на 0,4 МВт (около 20%) по сравнению с предшествующим уровнем техники.
При сравнении такого эффекта температуры в других точках можно видеть, что установка 1 непрерывного литья и прокатки может поддерживать более высокую температуру, чем температура T3 существующего устройства, примерно на 17-21°C в третьей точке P3 и может поддерживать более высокую температуру, чем температура T4 существующего устройства, примерно на 16-20°C в четвертой точке P4.
В частности, в качестве конфигурации для уменьшения общей схемы установки 1 непрерывного литья и прокатки, извлекающе-нагревающий узел 300 предусматривает нагреватель 310 и извлекатель 320 в одном и том же положении в направлении x транспортировки стального листа 2.
То есть нагреватель 310 может быть предусмотрен с возможностью перемещения от одной стороны к другой стороне стального листа 2 для нагрева стального листа 2, и может быть предусмотрен на одной стороне стального листа 2.
Кроме того, извлекатель 320 может быть предусмотрен с возможностью перемещения от другой стороны к одной стороне стального листа 2 для отрезания и извлечения некоторой части стального листа 2 и может быть предусмотрен на другой стороне стального листа 2.
В частности, для уменьшения общей схемы установки 1 непрерывного литья и прокатки нагреватель 310 и извлекатель 320 могут быть предусмотрены с обеих сторон одного и того же положения в направлении x транспортировки стального листа 2. То есть, возможно уменьшить общую схему посредством уменьшения длины по меньшей мере на величину области, в которой предусмотрен нагреватель 310 в направлении x транспортировки стального листа 2, или области, в которой предусмотрен извлекатель 320.
Здесь поскольку нагреватель 310, и извлекатель 320 могут быть предусмотрены с возможностью выборочного перемещения на путь перемещения стального листа 2, также возможно предотвращать столкновение с перемещаемым стальным листом 2.
То есть стальной лист 2 может быть вертикально изогнут или горизонтально изогнут под действием собственного веса, в то время как его толщина уменьшается под воздействием высокой температуры и прокатки. В это время, поскольку нагреватель 310 и извлекатель 320 выполнены с возможностью отведения от пути перемещения стального листа 2, возможно заранее предотвращать столкновения с перемещаемым стальным листом 2.
Для этого как нагреватель 310, так и извлекатель 320 выборочно перемещаются на путь перемещения стального листа 2, только когда требуется выполнение нагрева стального листа 2.
То есть исключается случай одновременного использования нагревателя 310 и извлекателя 320, как видно на Фиг. 7a, при использовании нагревателя 310 извлекатель 320 отводится от пути перемещения стального листа 2. Как видно на Фиг. 7b, при использовании извлекателя 320 нагреватель 310 может быть отведен от пути перемещения стального листа 2. Как видно на Фиг. 7c, когда как нагреватель 310, так и извлекатель 320 не используются, как нагреватель 310 так и извлекатель 320 могут быть отведены от пути перемещения стального листа 2.
Здесь, в нагревателе 310 могут быть предусмотрены секция 311 катушки и секция 312 перемещения катушки для нагрева стального листа 2, и подробное их описание дано далее со ссылкой на Фиг. 5.
К тому же, в извлекателе 320 могут быть предусмотрены поддерживающая секция 321, вертикальная транспортная секция 322 и горизонтальная транспортная секция 323 для извлечения некоторой части стального листа 2, и их подробное описание дано далее со ссылкой на Фиг. 6.
Фиг. 5 представляет собой вид спереди, на котором показан нагреватель 310 в установке 1 непрерывного литья и прокатки настоящего изобретения. Как видно на Фиг. 5, нагреватель 310 установки 1 непрерывного литья и прокатки согласно варианту осуществления настоящего изобретения включает в себя секцию 311 катушки, которая соединена с блоком PS питания и выполнена с возможностью регулировки температуры нагрева, и секцию 312 перемещения катушки, которая перемещает секцию 311 катушки в направлении y ширины стального листа 2.
К тому же, секция 311 катушки установки 1 непрерывного литья и прокатки согласно варианту осуществления настоящего изобретения может включать в себя сердечник 311a, предусмотренный в форме ʺUʺ, для нагрева верхней части и нижней части стального листа 2, и катушку 311b, которая намотана вокруг сердечника.
То есть в нагревателе 310 могут быть предусмотрены секция 311 катушки и секция 312 перемещения катушки для перемещения к стальному листу 2 и для нагрева стального листа 2.
Секция 311 катушки предназначена для нагрева стального листа 2 посредством индукции тепла, и для этого секция 311 катушки может быть выполнена с возможностью соединения с секцией 312 перемещения катушки, которая описана далее. Таким образом, секция 311 катушки нагревает стальной лист 2, и в это же время, поскольку секция 311 катушки выполняет индукционный нагрев, возможно управлять величиной нагрева.
Для этого в секции 311 катушки могут быть предусмотрены сердечник 311a и катушка 311b, причем сердечник 311a может быть предусмотрен в форме ʺUʺ, и катушка 311b может быть намотана вокруг сердечника 311a.
То есть, как видно на виде (a) на Фиг. 5, катушка 311b также может быть намотана вокруг сердечника 311a в направлении x, параллельном стальному листу 2, и как видно на виде (b) на Фиг. 5, катушка 311b также может быть намотана вокруг сердечника 311a в направлении z, перпендикулярном стальному листу 2.
Здесь, поскольку сердечник 311a подведен к боковой поверхности стального листа 2 в форме ʺUʺ, сердечник 311a одновременно нагревает верхнюю и нижнюю поверхности стального листа 2 для обеспечения преимущества, заключающегося в равномерном нагреве.
Секция 312 перемещения катушки может быть предназначена для перемещения секции 311 катушки от одной стороны к другой стороне стального листа 2. Для этого секция 312 перемещения катушки предусмотрена в виде гидравлического или пневматического цилиндра и может быть предусмотрена с возможностью соединения с секцией 311 катушки.
Эти секция 311 катушки и секция 312 перемещения катушки соединены с блоком 330 управления для регулировки величины нагрева или величины перемещения и могут быть соединены с блоком PS питания.
Фиг. 6 представляет собой вид спереди, на котором показан извлекатель 320 в установке 1 непрерывного литья и прокатки настоящего изобретения. Как видно на Фиг. 6, извлекатель 320 установки 1 непрерывного литья и прокатки согласно варианту осуществления настоящего изобретения может включать в себя поддерживающую секцию 321, выполненную с возможностью поддерживания отрезанного стального листа 2 в соприкосновении с нижней частью отрезанного стального листа 2, поддерживающую вертикальную транспортную секцию для вертикального перемещения поддерживающей секции 321 и горизонтальную транспортную секцию 323 для перемещения поддерживающей секции 321 в направлении y ширины стального листа 2.
То есть извлекатель 320 может быть предусмотрен с поддерживающей секцией 321, вертикальной транспортной секцией 322 и горизонтальной транспортной секцией 323 для перемещения к стальному листу 2 и извлечения некоторой части стального листа 2.
В частности, поскольку извлекатель 320 может быть выполнен с возможностью перемещения к пути перемещения стального листа 2 только при необходимости, возможно исключить столкновения со стальным листом 2, и благодаря тому, что он расположен на другой стороне пути перемещения стального листа 2 в том же положении, что и нагреватель 310, возможно уменьшить схему установки 1 непрерывного литья и прокатки настоящего изобретения.
Здесь извлекатель 320 должен отрезать и извлекать часть дефектного стального листа 2 в стальном листе 2. Такой дефектный стальной лист 2 может включать в себя дефектный стальной лист 2, который не достигает требуемого состояния при исходном непрерывном литье с использованием устройства 100 непрерывного литья, или дефектный стальной лист 2 с постепенно уменьшающейся толщиной, которая возникает при переходе с режима прокатки партии на режим непрерывной прокатки.
Таким образом, извлекатель 320 временно необходим для извлечения дефектного стального листа 2 и может включать в себя отрезающее устройство C для отрезания дефектного стального листа 2. Отрезанный дефектный стальной лист 2 может быть извлечен посредством поддерживающей секции 321, вертикальной транспортной секции 322 и горизонтальной транспортной секции 323.
Поддерживающая секция 321 выполнена с возможностью контакта с нижней поверхностью отрезаемого стального листа 2 и может быть выполнена с возможностью перемещения посредством вертикальной транспортной секции 322 и горизонтальной транспортной секции 323.
Здесь, в поддерживающей секции 321 могут быть предусмотрены пластина 321a соприкосновения, основная пластина 321b и направляющий выступ 321c для вертикальной транспортировки отрезанного стального листа 2 посредством вертикальной транспортной секции 322.
То есть пластина 321a соприкосновения представляет собой часть, которая находится в соприкосновении с отрезанным стальным листом 2, основная пластина 321b представляет собой часть, которая соединена с горизонтальной транспортной секцией 323 и с которой соединена вертикальная транспортная секция 322. К тому же, на боковой поверхности основной пластины 321b может быть образован направляющий выступ 321c для направления пластины 321a соприкосновения, чтобы пластина 321a соприкосновения направлялась в вертикальном направлении при принятии передачи движущей силы посредством вертикальной транспортной секции 322.
То есть боковая стенка может быть образована в основной пластине 321b в вертикальном направлении z, направляющий выступ 321c может быть образован и предусмотрен на боковой стенке, и пластина 321a соприкосновения может быть предусмотрена посредством образования направляющей канавки, имеющей форму, соответствующую направляющему выступу 321c, чтобы направляющий выступ 321c мог быть вставлен в направляющую канавку.
Вертикальная транспортная секция 322 может быть предусмотрена как гидравлический или пневматический цилиндр, одна концевая часть которого может быть соединена с внутренней поверхностью основной пластины 321b, а другая концевая часть которого соединена с пластиной 321a соприкосновения для обеспечения движущей силы, которая может перемещать в вертикальном направлении пластину 321a соприкосновения.
Горизонтальная транспортная секция 323 может быть предназначена для перемещения поддерживающей секции 321 с другой стороны к одной стороне в направлении x транспортировки стального листа 2, чтобы подавать поддерживающую секцию 321 к пути перемещения стального листа 2. Для этого, горизонтальная транспортная секция 323 может быть предусмотрена как гидравлический или пневматический цилиндр и соединена с основной пластиной 321b для передачи движущей силы, которая может перемещать основную пластину 321b к левой или правой стороне стального листа 2 в направлении y ширины.
К тому же, вертикальная транспортная секция 322 и горизонтальная транспортная секция 323 соединены с блоком 330 управления для регулировки пройденного расстояния и соединены с блоком PS питания для принятия подачи энергии.
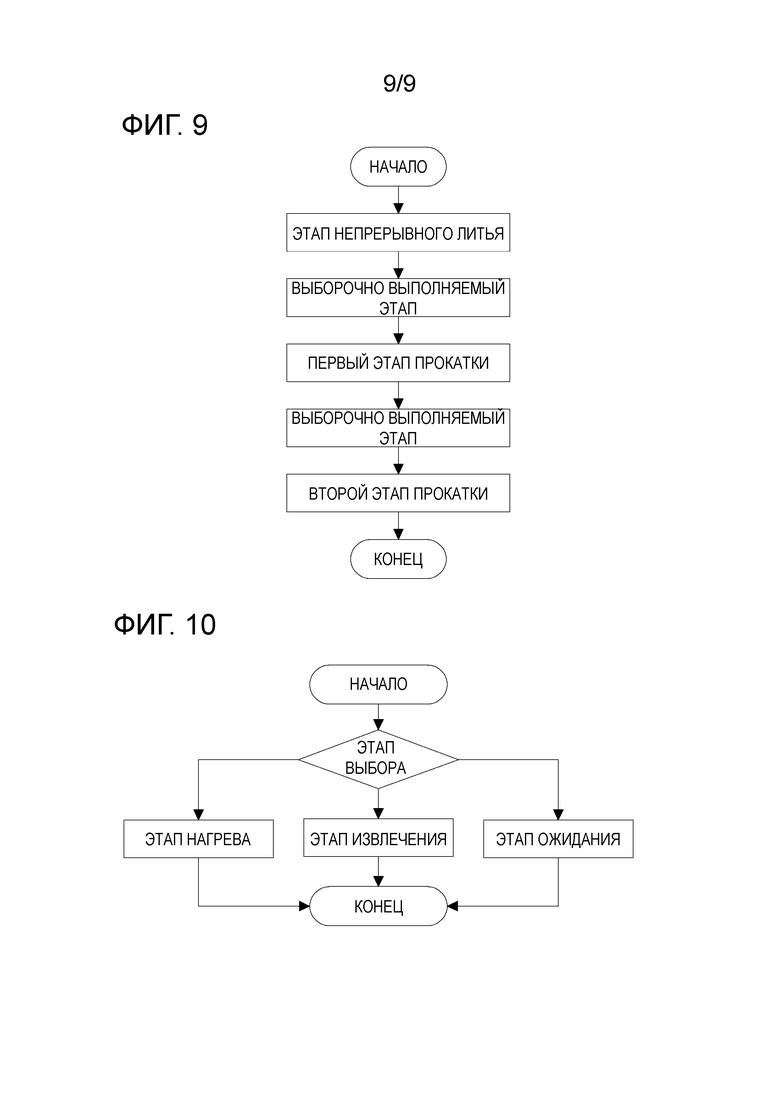
Фиг. 9 и 10 представляют собой блок-схемы, на которых показан способ непрерывного литья и прокатки настоящего изобретения. Фиг. 9 представляет собой блок-схему, на которой показан весь этап непрерывного литья и прокатки, а Фиг. 10 представляет собой блок-схему, на которой показан только выборочно выполняемый этап.
Как видно на Фиг. 9 и 10, способ непрерывного литья и прокатки согласно другому варианту осуществления настоящего изобретения может включать в себя этап непрерывного литья для изготовления стального листа 2; этап прокатки для обжатия стального листа 2; и выборочно выполняемый этап для выборочного определения необходимости выполнения одной из операции нагрева и операции извлечения некоторой части стального листа 2, в одном и том же положении на пути перемещения стального листа 2.
К тому же, выборочно выполняемый этап способа непрерывного литья и прокатки согласно другому варианту осуществления настоящего изобретения может выборочно приводить в действие этап нагрева для нагрева части стального листа 2, этап извлечения для извлечения отрезанного стального листа 2, получаемого посредством отрезания некоторой части стального листа 2 в направлении x транспортировки стального листа, и этап ожидания для отсутствия выполнения этапа нагрева и этапа извлечения.
К тому же, этап прокатки способа непрерывного литья и прокатки согласно другому варианту осуществления настоящего изобретения может включать в себя первый этап прокатки и второй этап прокатки, выполняемый после первого этапа прокатки, причем выборочно выполняемый этап может быть выполнен перед по меньшей мере одним из первого этапа прокатки и второго этапа прокатки.
Этап непрерывного литья представляет собой этап изготовления стального листа 2 посредством устройства 100 непрерывного литья и принятия расплавленной стали посредством непрерывного литья для обеспечения стального листа 2. На выборочно выполняемом этапе дефектный стальной лист 2, не достигший требуемого состояния, производится при исходном непрерывном литье и отрезается и удаляется посредством извлекателя 320 извлекающе-нагревающего узла 300, соединенного с задним концом устройства 100 непрерывного литья.
Выборочно выполняемый этап представляет собой этап выборочного выполнения этапа нагрева и процесса удаления стального листа 2. То есть упомянутый выше выборочно выполняемый этап представляет собой этап выборочного выполнения одного из этапа нагрева, этапа извлечения и этапа ожидания.
Здесь этап нагрева представляет собой этап нагрева стального листа 2 до температуры, подходящей для прокатки, посредством нагревателя 310 извлекающе-нагревающего узла 300, этап извлечения представляет собой этап извлечения дефектного стального листа 2 из стального листа 2 посредством извлекателя 320 извлекающе-нагревающего узла 300, и этап ожидания представляет собой этап отсутствия выполнения как нагрева, так и извлечения стального листа 2.
Несмотря на то, что на выборочно выполняемом этапе может быть выборочно выполнен этап нагрева, этап извлечения и этап ожидания, поскольку прокатку дефектного стального листа 2, извлеченного на этапе извлечения, выполнять нежелательно, этап нагрева для прокатки здесь не требуется, и операцию нагрева или извлечения желательно выполнять выборочно.
Посредством выборочного выполнения одного из этапа нагрева, этапа извлечения и этапа ожидания на одном выборочно выполняемом этапе возможно уменьшить общую схему упомянутой выше установки непрерывного литья, посредством этого уменьшая потерю тепла катаного стального листа 2.
Этап прокатки представляет собой этап принятия стального листа 2, производимого на этапе непрерывного литья, и обжатия стального листа для изготовления катаного стального листа 2. Этап прокатки желательно выполняется при температуре, требуемой для прокатки, для изготовления катаного стального листа 2 с превосходным качеством.
Здесь этап прокатки может включать обжатие стального листа отдельно на первом этапе прокатки и на втором этапе прокатки для предотвращения какого-либо воздействия на устройство 100 непрерывного литья на режиме непрерывной прокатки для изготовления катаного стального листа 2, при одновременном непрерывном принятии стального листа 2, производимого на этапе непрерывного литья.
То есть первый этап прокатки представляет собой этап черновой прокатки, выполняемой посредством обжатия стального листа 2 для образования только толщины постоянной части перед образованием итоговой толщины катаного стального листа 2, а второй этап прокатки представляет собой этап чистовой прокатки, производящий итоговый второй катаный стальной лист 2 посредством обжатия первого катаного стального листа 2 после прохождения через первый этап прокатки.
Первый этап прокатки может быть выполнен после этапа непрерывного литья, а второй этап прокатки может быть выполнен после первого этапа прокатки. Тем не менее, для улучшения качества катаного стального листа 2 выборочно выполняемый этап может быть выполнен между этапом непрерывного литья и первым этапом прокатки и может быть выполнен между первым этапом прокатки и вторым этапом прокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПРОКАТКИ, УСТАНОВКА И СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ | 2013 |
|
RU2646514C2 |
| УСТРОЙСТВО И СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ СТАЛЬНОГО ЛИСТА | 2014 |
|
RU2643003C1 |
| УСТАНОВКА И ПРОЦЕСС МНОГОРЕЖИМНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПОЛОС И ЛИСТОВ | 2018 |
|
RU2752592C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ЛЕНТЫ ИЛИ ЛИСТОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2036030C1 |
| УСТАНОВКА И СПОСОБ ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ СВЕРХТОНКИХ СТАЛЬНЫХ ПОЛОС | 2021 |
|
RU2836776C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОМАГНИТНОГО ЛИТЬЯ КРЕМНИЯ | 2009 |
|
RU2548982C2 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНОГО ИЗДЕЛИЯ | 2013 |
|
RU2649487C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2021 |
|
RU2818560C1 |
| СПОСОБ ПРОИЗВОДСТВА ДЛИННОМЕРНОГО МЕТАЛЛИЧЕСКОГО ПРОКАТА И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ НЕПРЕРЫВНОГО ПРОЦЕССА ДЛЯ ПРОИЗВОДСТВА ТАКОГО ПРОКАТА | 2010 |
|
RU2548355C2 |
| УСТРОЙСТВО, ГЕНЕРИРУЮЩЕЕ АЭРОЗОЛЬ, С НЕОТДЕЛИМЫМ НАГРЕВАТЕЛЕМ В СБОРЕ | 2017 |
|
RU2731868C2 |
Изобретение относится к установкам непрерывного литья, совмещенного с прокаткой. Установка содержит: устройство непрерывного литья для изготовления стального листа, стан горячей прокатки, соединенный с устройством непрерывного литья, и извлекающе-нагревающий узел (300), соединенный по меньшей мере с одним из устройства непрерывного литья и стана горячей прокатки. Извлекающе-нагревающий узел (300) содержит нагреватель (310) и извлекатель (320), установленные с обеих сторон стального листа и обращенные друг к другу в одном и том же положении в направлении транспортировки стального листа, и осуществляет выборочно выполняемый этап, включающий определение необходимости выполнения одной из операций, включающих операцию нагрева или операцию извлечения части стального листа и выполнение их в одном и том же положении на пути перемещения стального листа. Обеспечивается уменьшение температурных потерь при прокатке за счет уменьшения пути перемещения стального листа. 2 н. и 7 з.п. ф-лы, 10 ил.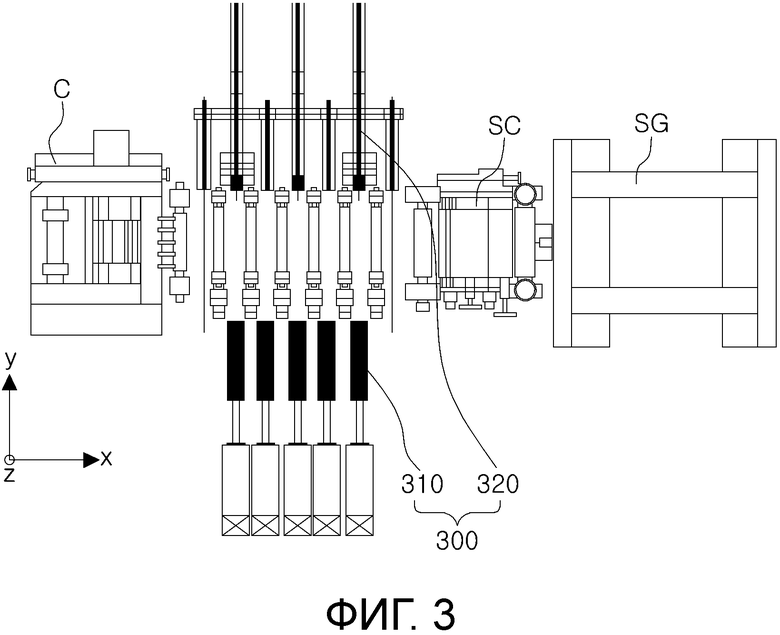
1. Установка непрерывного литья и прокатки, содержащая устройство непрерывного литья для изготовления стального листа, стан горячей прокатки, выполненный с возможностью соединения с устройством непрерывного литья для принятия стального листа, извлекающе-нагревающий узел, содержащий нагреватель и извлекатель, установленные с обеих сторон стального листа и обращенные друг к другу в одном и том же положении в направлении транспортировки стального листа, соединенный по меньшей мере с одним из устройства непрерывного литья и стана горячей прокатки и выполненный с возможностью выборочного выполнения операции нагрева или операции извлечения части стального листа.
2. Установка по п. 1, в которой нагреватель извлекающе-нагревающего узла, установленный с первой стороны стального листа, выполнен с возможностью перемещения при нагревании стального листа от первой стороны ко второй стороне стального листа в поперечном направлении, а извлекатель извлекающе-нагревающего узла, установленный со второй стороны стального листа, выполнен с возможностью перемещения от второй стороны стального листа к первой стороне в поперечном направлении для извлечения стального листа, отрезанного отрезающим устройством, расположенным у заднего конца первой секции стана прокатки, соединенной с задним концом устройства непрерывного литья.
3. Установка по п. 2, в которой нагреватель содержит секцию катушки, соединенную с блоком питания для управления температурой нагрева, и секцию перемещения катушки в поперечном направлении.
4. Установка по п. 3, в которой секция катушки содержит сердечник U-образной формы для нагрева верхней и нижней частей стального листа и катушку, намотанную вокруг сердечника.
5. Установка по п. 2, в которой извлекатель содержит:
поддерживающую секцию, выполненную с возможностью поддерживания отрезанного стального листа и контактирующую с нижней частью отрезанного стального листа,
вертикальную транспортную секцию, выполненную с возможностью перемещения поддерживающей секции в вертикальном направлении,
горизонтальную транспортную секцию, выполненную с возможностью перемещения поддерживающей секции в поперечном направлении.
6. Установка по п. 1, в которой стан горячей прокатки содержит первую секцию прокатки, соединенную с задним концом устройства непрерывного литья, и вторую секцию прокатки, соединенную с задним концом первой секции прокатки, причем извлекающе-нагревающий узел установлен по меньшей мере в одной из областей, включающей область между задним концом устройства непрерывного литья и передним концом первой секции прокатки и область между задним концом первой секции прокатки и передним концом второй секции прокатки.
7. Способ непрерывного литья и прокатки, включающий
этап непрерывного литья для изготовления стального листа,
этап прокатки для обжатия стального листа,
выборочно выполняемый этап, включающий определение необходимости выполнения одной из операций, включающих операцию нагрева или операцию извлечения части стального листа, и выполнение их в одном и том же положении на пути перемещения стального листа.
8. Способ по п. 7, в котором выборочно выполняемый этап дополнительно включает операцию ожидания, характеризуемую отсутствием нагрева части стального листа и извлечения стального листа.
9. Способ по п. 7, в котором прокатку осуществляют в два этапа, а выборочно выполняемый этап выполняют перед по меньшей мере одним из упомянутых этапов прокатки.
| KR 20130075799 A, 08.07.2013 | |||
| JP 2009520882 A, 20.02.2010 | |||
| RU 2010122686 А, 10.12.2011 | |||
| RU 2010135761 A, 27.02.2012 | |||
| Литейно-прокатный агрегат | 1985 |
|
SU1292909A1 |

