Изобретение относится к способу горячей прокатки металлической ленты или металлического листа, в частности стальной ленты или стального листа, причем
1.а) плоская заготовка (сляб) или, соответственно, лента или лист на первом этапе подвергается одному или многочисленным формованиям в стане горячей прокатки для получения однородной, мелкозернисаустенитной структуры, и
2) затем плоская заготовка или, соответственно, лента или лист на втором этапе подвергается охлаждению для создания мелкозернистой структуры.
Получение стальной ленты или стального листа горячей прокаткой подробно описано в источниках предшествующего уровня техники. Соответствующее раскрытие приведено, например, в докладе авторов P. Uranga, A. I. и др. “Improvement of Microstructural Homogeneity in Thermo-mechanical Processed Nb Steels by Thin Slab Casting” /Улучшение микроструктурной однородности в термомеханически обработанных ниобиевых сталях при непрерывном литье тонких слябов/ на 43-ей Конференции по машинной обработке и обработке стали, Шарлотт, ISS, том 39, страницы 511-529; в докладе авторов C. Klinkenberg и др. “Processing of Niobium Microalloyed API Grade Steel on a Thin Slab Plant” /Обработка микролегированной ниобием стали сорта API на тонкослябовой установке/ в материалах Научного Форума, тома 500-501, 2005, страницы 253-260, и в докладе авторов S.V. Subramanian и др. “Process modeling of microalloyd steel for near net shape casting” /Моделирование процесса обработки микролегированной стали для разливки изделий близкой к конечной формы/, Труды Международной Конференции по термомеханической обработке: раздел «Механика, микроструктура», под редакцией E.J. Palmiere и др., Университет Шеффилда, Шеффилд, 2003, страницы 148-156.
Типичным применением термомеханического способа (TM-способа) является получение горячекатаных стальной ленты и стального листа из микролегированных сталей. Как правило, такая TM-обработка состоит из следующих этапов:
На первом этапе 1.а проводятся одно или более формований аустенитной исходной структуры в области температур рекристаллизации для создания однородной, мелкозернистой, рекристаллизованной аустенитной структуры. Затем на этапе 1.b могут быть проведены одно или несколько формований рекристаллизованной аустенитной структуры для получения по возможности плосковытянутой, нерекристаллизованной аустенитной структуры с многочисленными дислокациями (так называемой «Pan-Cake»-структуры («блинообразной»)). Этот первый этап также называется кондиционированием аустенита.
Наконец, на втором этапе проводится охлаждение кондиционированной в ходе первого этапа аустенитной структуры для получения мелкозернистой структуры в готовой горячекатаной ленте или, соответственно, горячекатаном листе с фазовым преобразованием.
Структура готовой горячекатаной ленты или, соответственно, горячекатаного листа состоит из комбинации феррита, перлита, бейнита и мартенсита, причем содержание этих четырех структурных компонентов в каждом случае может составлять между 0% и 100%.
Следуя вышеуказанному описанию TM-способа, можно также отказаться от вышеупомянутого этапа 1.b формования в температурном диапазоне, в котором не происходит рекристаллизация аустенита. В этом случае кондиционирование аустенита происходит полностью в области температур рекристаллизации аустенита.
Однако трудность при термомеханической горячей прокатке состоит как раз в том, что для получения однородного мелкого рекристаллизованного аустенитного зерна в области рекристаллизации (вышеуказанный этап 1.а) должна быть создана по возможности большая деформация. Мелкозернистная рекристаллизованная структура отличается тем, что как прежняя, неоднородная литая структура, так и отдельные крупные зерна или области структуры, полностью переходят в однородную, мелкозернистую рекристаллизованную структуру с малым отклонением от среднего размера зерна. Часто это условие не исполняется или исполняется не полностью, и ведет к недостаточно кондиционированной аустенитной структуре.
Если за первым этапом 1.а горячей прокатки в температурном диапазоне рекристаллизации аустенита следует этап 1.b в температурном диапазоне, в котором не происходит рекристаллизация аустенита, то при большом соотношении толщины готовыойгорячекатаной ленты или, соответственно, горячекатаного листа и толщины плоской заготовки или промежуточной ленты часто остается, лишь малая остаточная деформация для последующих формований на указанном этапе 1.b термомеханической обработки. Даже при отключении отдельных клетей этого иногда не достаточно, чтобы по обстоятельствам перевести еще имеющиеся остатки литой структуры, а также отдельные крупные зерна или области структуры в однородную плоскую блинообразную структуру из не подвергнутых рекристаллизации аустенитных зерен. В этом случае также имеет место недостаточно кондиционированный аустенит.
Недостаточно кондиционированный аустенит в готовых горячекатаной ленте или, соответственно, горячекатаном листе неблагоприятным образом ведет к отдельным более крупным зернам за пределами нормального распределения относительно среднего размера зерна и/или областям структуры, субструктура которых характеризуется малоугольными границами зерен. Но подобные области структуры ведут к ухудшению механических свойств готовых ленты или листа, в частности, к уменьшенной вязкости.
Соответственно приведенному вначале описанию TM-способа, на вышеуказанном этапе 1.а способа решающее значение для характеристик готовых стальной ленты или стального листа приобретает формование в области рекристаллизации аустенита. Степень деформации, необходимая на этапе 1.а термомеханической обработки, хотя бы частично, может быть заменена повышенной температурой на входе. Но эта возможность ограничена максимальной температурой печи, а также охлаждением при контакте с валками, а также термическим излучением между прокатными клетями, когда на этом этапе задействованы многочисленные клети.
Поэтому в основу настоящего изобретения положена задача предоставления способа указанного, вначале типа, который избегает указанных недостатков. Соответственно этому, должно быть обеспечено экономичное получение, в частности, термомеханически, прокатанных стальной ленты или, соответственно, стального листа, при одновременном улучшении структуры и механических характеристик.
Дополнительной задачей настоящего изобретения является получение в распоряжение принципиальных конструкций установок, которые в состоянии исполнить соответствующий изобретению способ, и по своей конструкции и универсальности применения особенно просты и, сверх того, нуждаются лишь в малом монтажном объеме.
Решение этих задач с помощью изобретения с технологической стороны отличается тем, что при проведении вышеуказанного этапа 1.а плоская заготовка или, соответственно, лента между, по меньшей мере, двумя прокатными клетями (3, 4, 5, 6) стана (2) горячей прокатки при выполнении этапа 1.а подвергается охлаждению.
Предпочтительно участвуют, по меньшей мере, две прокатных клети (F1, F2).
Формование на всех задействованных клетях предпочтительно проводится при температуре выше 1000°С, а именно, предпочтительной температуре на входе в клеть. Таким образом, предпочтительно обеспечивается то, что прокатка проводится непрерывно в области рекристаллизации, поэтому формование в целом ведет к рекристаллизации структуры.
На всех участвующих клетях относительные степени обжатия за проход предпочтительно составляют ≥25%. Тем самым предпочтительно обеспечивается также то, что благодаря высокой плотности, создаваемых в материале дислокаций, а также вследствие связанного с этим разогревания материала, обусловленного внутренним трением, прокатка непрерывно происходит в области рекристаллизации.
Предпочтительно в конце этапа 1.а присутствует полностью рекристаллизованная, мелкозернистая аустенитная структура с лишь малым отклонением от среднего размера зерна. Исходя из литой структуры со средним диаметром зерна обычно от 500 до 2000 мкм, причем, в частности, более крупные зерна возникают в середине плоской заготовки, достигаются предпочтительно рекристаллизованные структуры с размером зерна 40 мкм ± около 20 мкм. В частности, для микролегированных сталей, прежде всего API-материалов, могут быть получены размеры зерен 30 мкм ± около 10 мкм.
В конце этапа 1.а предпочтительно не имеются никаких остатков литой структуры.
В конце этапа 1.а, внесенные при необходимости микролегирующие элементы, по меньшей мере, почти полностью, предпочтительно 90% от содержания, находятся в растворе.
Под разогреванием в соответствующем изобретению смысле понимаются все целенаправленно предпринятые меры, в результате которых тепловые потери между клетями компенсируются в такой мере, что при данном формовании, времени прохода между клетями и исходном размере зерен происходит полная рекристаллизация и устранение литой структуры.
Необходимая для полной рекристаллизации и устранения литой структуры подводимая энергия предпочтительно вносится надлежащим сочетанием энергии деформации, тепловой энергии и выдерживанием времени прохождения между клетями так, что происходит полная рекристаллизация и устранение литой структуры.
Для обеспечения возможности полной рекристаллизации аустенита во всех участвующих в этапе 1.а клетях лента или лист подвергаются разогреванию между первой и второй клетями или последующими клетями. Под разогреванием при этом понимается такое нагревание ленты 1, что может быть установлен заданный температурный режим. Это может включать также поддержание температуры ленты 1 на желательном постоянном уровне (компенсация тепловых потерь между клетями), или же сокращение охлаждения ленты 1, с помощью подходящих нагревательных элементов.
Что касается оборудования, задача решена применением стана горячей прокатки для горячей прокатки металлической ленты или металлического листа, в котором между, по меньшей мере, двумя участвующими в этапе 1.а прокатными клетями размещено нагревательное устройство для нагревания прокатываемого материала.
При этом нагревание предпочтительно проводится с помощью индукции. Оно предпочтительно выполняется до диапазона температур рекристаллизации, в частности, вплоть до полной рекристаллизации прокатываемого материала и до полного устранения литой структуры.
После разогревания согласно вышеуказанному этапу 1.а и перед проведением необязательного этапа 1.b может быть выполнено охлаждение плоской заготовки или, соответственно, ленты или листа. При этом охлаждение плоской заготовки или, соответственно, ленты или листа предпочтительно производится с переходом в температурный диапазон, в котором рекристаллизация не происходит.
Если после формования согласно вышеуказанному этапу 1.а следует формование согласно вышеуказанному этапу 1.b, то после формования соответственно 1.а проводится принудительное охлаждение, предпочтительно водой, в котором достигается температурный диапазон, при котором рекристаллизация не происходит. Этот температурный диапазон варьирует в зависимости от химического состава стали, степени деформации и времени между проходами. Для этого после формования соответственно этапу 1.а необязательно разводятся валки одной клети, и перед и/или позади следующей клети промежуточная лента интенсивно охлаждается так, что температура на входе для процесса формования согласно этапу 1.b находится на уровне температуры ниже температуры рекристаллизации деформированного аустенита, предпочтительно <1000°С, в особенности предпочтительно <900ºС.
Наконец, на втором этапе производится охлаждение кондиционированной в ходе первого этапа аустенитной структуры для получения мелкозернистой структуры в готовых горячекатаной ленте или, соответственно, горячекатаном листе.
После окончательного изготовления горячекатаной ленты или горячекатаного листа их структура имеет, предпочтительно исключительно, один из компонентов и/или комбинацию из аустенита, феррита, перлита, бейнита и мартенсита, причем содержание этих структурных компонентов в каждом случае может составлять между 0% и 100%. В частности, микроструктура отличается тем, что не имеются никаких отдельных крупных зерен или более крупных областей структуры, в которых границы зерен и/или субструктура характеризуются малоугольными границами зерен.
Кроме того, способ отличается тем, что в качестве исходного продукта предпочтительно применяется тонкая плоская заготовка, которая предпочтительно имеет литую толщину ≤120 мм, и/или что эта тонкая плоская заготовка предпочтительно перерабатывается из полученного непрерывной разливкой тонкого сляба.
В плане оборудования, в качестве прокатного стана предпочтительно применяется многоклетьевой непрерывный прокатный стан, и в пределах него предпочтительно используются технологические стадии 1.а прокатки при высокой температуре, поддерживаемой с помощью индукционного нагревательного устройства, необязательного охлаждения и 1.b-прокатки при более низкой температуре. Здесь также применяется черновая клеть и, соответственно, обжимная клеть для толстого листа, как это известно, из прототипа.
Этапы формования, состоящие из частичных этапов 1.а и, необязательно, 1.а плюс 1.b, предпочтительно состыкованы, то есть, все задействованные клети одновременно находятся во взаимодействии между собой после введения плоской заготовки или, соответственно, промежуточной ленты. При этом прокатные клети работают в режиме тандемной прокатки, тем самым в эксплуатационном режиме, при котором плоские заготовки или промежуточная лента одновременно проходят через все прокатные клети. Но при этом отдельные клети также могут быть выключены, и, следовательно, не участвовать в выполнении формования.
Соответствующий изобретению способ является универсальным в применении, то есть, пригоден также для получения более тонких конечных толщин. При этом для прокатки активно используется третья клеть.
Кроме того, в режиме непрерывного производства отлитая полоса не разделяется резкой в поперечном направлении на плоские заготовки, а, напротив, непрерывно, предпочтительно через туннельную печь, подается в стан горячей прокатки, подвергается прокатке до горячекатаной ленты, охлаждению, и лишь перед наматыванием разрезается в поперечном направлении и затем наматывается в рулон. Этот технологический режим сокращает образование металлических отходов, так как на ленте не возникают никакие головные и хвостовые концы ленты. Дополнительно, могут быть получены также ленты с меньшими толщинами, предпочтительно с толщиной <1 мм, поскольку снижена опасность коробления при поступлении тонких лент в последнюю клеть стана горячей прокатки при начале производства. При непрерывной прокатке скорость втягивания первой активной клетью сокращается до скорости литья, что может вести к повышенным тепловым потерям до и/или во время горячей прокатки. Поэтому для прокатки согласно вышеуказанному этапу 1 требуются более высокие температуры прокатки, чтобы избежать температур конечной прокатки в ферритной фазе и/или в двухфазной области аустенита и феррита.
Соответствующий изобретению способ также позволяет получать марки стали с сокращенной областью аустенитной фазы, например, с уровнями содержания кремния >1,0%. Здесь для прокатки согласно вышеуказанному этапу 1.а, предпочтительно 1.а и 1.b, требуются более высокие температуры прокатки во избежание температур конечной прокатки в ферритной фазе и/или в двухфазной области аустенита и феррита.
Стан горячей прокатки для горячей прокатки металлической ленты или металлического листа, в частности стальной ленты или стального листа, согласно изобретению, в котором имеются, по меньшей мере, две размещенных по направлению прокатки последовательно друг за другом прокатных клети, в которых в каждом случае могут быть подвергнуты формованию плоская заготовка или, соответственно, лента или лист, отличается тем, что между, по меньшей мере, двумя из, по меньшей мере, двух прокатных клетей размещено нагревательное устройство для нагревания прокатываемого материала.
При этом нагревательное устройство предпочтительно сформировано как индукционное нагревательное устройство, в частности, имеющее до 4 индукционных элементов. При проектировании индукционного нагревательного устройства цель обычно состоит в обеспечении по возможности компактной конструкции с высокой удельной мощностью. Эта удельная мощность предпочтительно находится в области по меньшей мере 3000 МВт/м2, предпочтительно по меньшей мере 4000 МВт/м2, по измерению удельной мощности, которая фактически индуцируется в ленте. В качестве индукционных элементов при этом называется такой конструкционный элемент, через который мощность переносится в ленту. Тем самым многочисленные индукционные элементы могут составлять одно индукционное нагревательное устройство.
Между двумя последующими прокатными клетями или после, по меньшей мере, одной последующей прокатной клети может быть к тому же размещен участок охлаждения для плоской заготовки или, соответственно, ленты или листа. Если до следующей клети имеется достаточное расстояние, то, согласно дополнительному варианту осуществления изобретения, может быть также предусмотрено, что участок охлаждения для плоской заготовки или, соответственно, ленты или листа размещен непосредственно позади нагревательного устройства по направлению прокатки.
Соответственно, изобретение предпочтительно нацелено на встраивание устройства скоростного нагрева (микробустера), например, в форме индукционных нагревательных элементов, между отдельными клетями стана горячей прокатки. Тем самым плоская заготовка или, соответственно, лента или лист могут поступать в линию горячей прокатки при относительно низкой температуре (по обстоятельствам также в диапазоне температур, в котором не происходит рекристаллизация). В первых клетях (F0, и, возможно, также F1 или F2) энергия для формования подводится при затрудненной рекристаллизации. Между первой и второй клетями (между F0 и F1) или также между второй и третьей клетями (между F1 и F2) промежуточная лента нагревается с помощью предусмотренных нагревательных элементов, а именно, достигается переход в область температур рекристаллизации.
После формования и полной рекристаллизации, согласно вышеуказанному этапу 1.а, промежуточная лента необязательно подвергается охлаждению с помощью устройства межклетьевого охлаждения с переходом в область температур, при которых рекристаллизация не происходит, и последующей прокатке соответственно вышеуказанному этапу 1.b.
Таким образом, достигается согласованный температурный режим для создания оптимально кондиционированной аустенитной структуры во время термомеханической обработки.
На основе предложенного решения разработан полезный экономичный способ термомеханической обработки для получения горячекатаной стальной ленты и, соответственно, стального листа с улучшенной структурой и улучшенными механическими свойствами. Возможность целенаправленного регулирования температурного режима с помощью нагревательного устройства для плоской заготовки или, соответственно, ленты или листа открывает, помимо всего прочего, потенциал экономии микролегирующих элементов и энергии для прокатки. К тому же соответствующий изобретению способ может быть без проблем применен лишь при незначительных конструкционных изменениях существующих станов горячей прокатки ленты и с соответствующим их дооснащением.
При этом открывается дополнительное особенное преимущество изобретения, обусловленное особенной технологической гибкостью при дооснащении в условиях нового проектирования станов горячей прокатки ленты на основе малой габаритной длины отдельных компонентов и многообразия возможных встраиваемых агрегатов в сочетании с нагревательным устройством между, по меньшей мере, двумя прокатными клетями. В частности, могут быть применены устройства для устранения или, по меньшей мере, сведения к минимуму эффектов «Ski-Ups»/задирания, пара приводных валков, охлаждающие устройства, устройства для смывания окалины, ножницы или тому подобные, в подходящих местах на стане горячей прокатки ленты, благодаря чему при незначительных расходах могут быть достигнутые многочисленные полезные эффекты.
Тем самым изобретение не только может быть встроено в существующие станы горячей прокатки ленты, но и позволяет экономично спроектировать конструктивные параметры новой производственной установки для плоской заготовки с меньшей толщиной и/или с менее мощными прокатными клетями, в частности, клетями F0, F1 и F2.
На фигурах представлены несколько примеров осуществления изобретения. В фигурах показано:
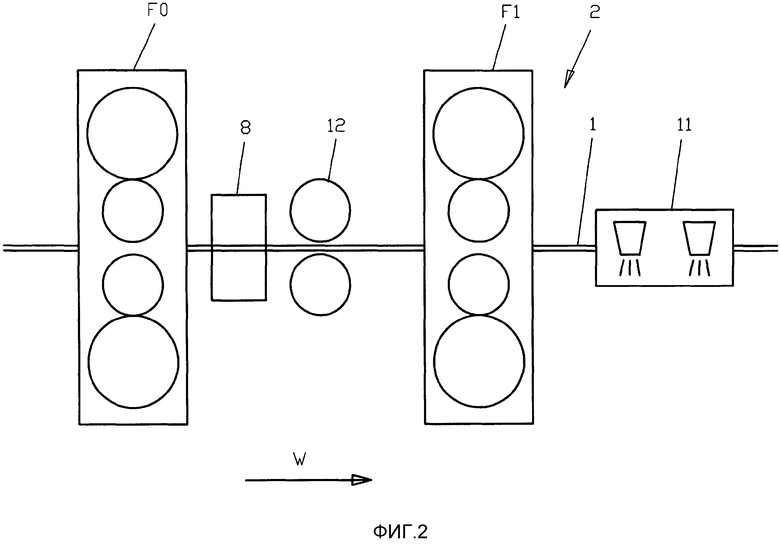
Фиг. 1 схематически представляет стан горячей прокатки для термомеханической обработки плоской заготовки для получения горячекатаной стальной ленты в первом примере исполнения,
Фиг. 2 представляет второй пример осуществления изобретения, в котором между двумя клетями схематически изображенного стана горячей прокатки ленты размещены устройство для индукционного нагревания и пара приводных валков,
На Фиг. 1 схематически показан стан 2 горячей прокатки, в котором может быть прокатана лента 1. Для этого имеется ряд прокатных клетей 3, 4, 5, 6, 7 (также названных: F0, F1, F2, F3 и F4), с помощью которых лента 1 отдельно подается по направлению W прокатки и при этом может быть прокатана известным образом. Лента 1 при горячей прокатке подвергается термомеханической обработке для получения горячекатаной стальной ленты. Представлен только первый этап термомеханической обработки. После этого лента 1 подвергается нескольким формованиям, которые производятся отдельными прокатными клетями 3, 4, 5, 6, 7. При этом исходная аустенитная структура нагревается в достаточной степени, чтобы она находилась в области температур рекристаллизации. Тем самым известным путем достигается получение однородной, мелкозернистой рекристаллизованной аустенитной структуры. Больше не изображено - эти этапы следуют за представленной в Фиг. 1 частью установки, что в вышеуказанном необязательном этапе 1.b могут быть проведены одно или более формований рекристаллизованной аустенитной структуры в области температур, при которых рекристаллизация не происходит, для получения так называемой «блинообразной» структуры. На последующем этапе 2 производится охлаждение аустенитной структуры, кондиционированной на соответствующем этапе 1.а и необязательном 1.b. Тем самым в результате последующего фазового преобразования аустенита в феррит может быть получена мелкозернистая структура. При этом важно, что в ходе проведения указанного этапа 1.а между, по меньшей мере, двумя прокатными клетями, предпочтительно между прокатными клетями 3 и 4, 4 и 5, а также 5 и 6, в стане 2 горячей прокатки лента 1 подвергается разогреванию. При этом под разогреванием понимается такое нагревание ленты 1, что может быть отрегулирован заданный температурный режим. Это может включать также поддержание температуры ленты 1 на желательном постоянном уровне, но также уменьшенное охлаждение ленты 1, с помощью подходящих нагревательных элементов. Для этого предусмотрены индукционные нагревательные элементы 8, 9 и 10, с помощью которых температура ленты 1 может быть за короткое время доведена до желательного значения, а именно, такого, при котором происходит полная рекристаллизация. Между тем позади прокатной клети 6 и перед прокатной клетью 7 размещен участок 11 охлаждения, с помощью которого лента 1 опять может быть охлаждена до желательной температуры, а именно, до температуры, которая лежит в области, в которой рекристаллизация не имеет места.
Фиг. 2 показывает часть стана 2 горячей прокатки во втором варианте исполнения согласно изобретению, в котором металлическая лента 1 проходит через первую прокатную клеть, обозначенную как F0, и вторую прокатную клеть, обозначенную как F1. Непосредственно после выхода из черновой клети F0 лента 1 поступает в устройство 8 для индукционного нагревания и затем в пару 12 приводных валков. С помощью этой пары 12 приводных валков обеспечивается регулирование минимального натяжения, и к тому же с ленты 1 выжимается остаточная вода. Тем самым такую пару 12 приводных валков следует рассматривать как решение, альтернативное (не показанному) петлевому устройству, в котором могут быть скомпенсированы небольшие колебания натяжения ленты или длины ленты. Наконец, позади прокатной клети F1 по направлению W прокатки размещен участок 11 охлаждения, с помощью которого лента 1, нагретая нагревательным устройством 8 выше температуры в области рекристаллизации, может быть охлаждена до температуры в области, в которой рекристаллизация не происходит.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНОЙ СТАЛИ И ТОНКОЙ ПОЛОСЫ | 2011 |
|
RU2552802C2 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2519343C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПОСРЕДСТВОМ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРОКАТКИ | 2014 |
|
RU2630106C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС И СТАН ГОРЯЧЕЙ ПРОКАТКИ | 2011 |
|
RU2526644C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2012 |
|
RU2499638C1 |
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2518830C1 |
| ВЫСОКОПРОЧНЫЙ ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ, ИМЕЮЩИЙ ПРЕВОСХОДНУЮ ЛОКАЛЬНУЮ ДЕФОРМИРУЕМОСТЬ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2574539C2 |
| КОМБИНИРОВАННАЯ УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ И ГОРЯЧЕЙ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС | 2018 |
|
RU2727457C1 |
| АУСТЕНИТНАЯ СТАЛЬ, ИМЕЮЩАЯ ВЫСОКУЮ ПРОЧНОСТЬ И ФОРМУЕМОСТЬ, СПОСОБ ПОЛУЧЕНИЯ УПОМЯНУТОЙ СТАЛИ И ЕЕ ПРИМЕНЕНИЕ | 2006 |
|
RU2401877C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОКАТА В ВИДЕ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ ИЗ КРЕМНИСТОЙ СТАЛИ НА БАЗЕ ТОНКИХ СЛЯБОВ | 2007 |
|
RU2393240C1 |
Изобретение относится к способу горячей прокатки металлической ленты (1) или металлического листа и к стану (2) горячей прокатки для горячей прокатки металлической ленты или металлического листа (1). Плоскую заготовку подвергают формованию в стане (2) горячей прокатки для создания однородной, мелкозернистой, рекристаллизованной аустенитной структуры. Между по меньшей мере двумя прокатными клетями (3, 4, 5, 6) стана (2) горячей прокатки плоскую заготовку или, соответственно, ленту или лист (1) подвергают разогреву. Затем плоскую заготовку или, соответственно, ленту или лист (1) подвергают охлаждению для создания мелкозернистой структуры. Стан (2) горячей прокатки включает, по меньшей мере, две размещенных по направлению (W) прокатки последовательно друг за другом прокатных клети (3, 4, 5, 6, 7). В клетях в каждом случае плоская заготовка или, соответственно, лента или лист (1) может подвергаться формованию, в частности, для исполнения соответствующего изобретению способа. Между, по меньшей мере, двумя из, по меньшей мере, двух прокатных клетей (3, 4, 5, 6) размещено нагревательное устройство (8, 9, 10) для нагревания прокатываемого материала. Техническим результатом изобретения является улучшение структуры и механических свойств готовой стальной ленты или стального листа. 2 н. и 6 з.п. ф-лы, 2 ил.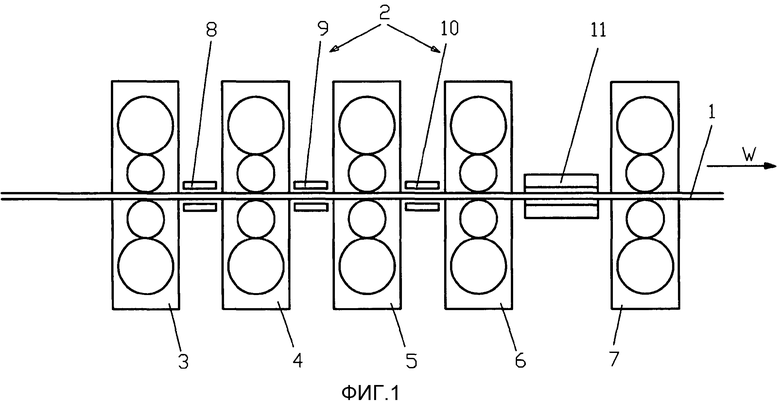
1. Способ горячей прокатки металлической ленты (1) или металлического листа, в частности стальной ленты или стального листа, в котором
1.а) плоскую заготовку, или, соответственно, ленту, или лист (1) на первом этапе 1.а подвергают одному или многочисленным формованиям в стане (2) горячей прокатки, включающем ряд прокатных клетей (3, 4, 5, 6, 7, соответственно, F0, F1, F2, F3, F4), для полного устранения литой структуры и для получения однородной, мелкозернистой, рекристаллизованной аустенитной структуры с размером зерна 40 мкм ± около 20 мкм, и для микролегированных сталей 30 мкм ± около 10 мкм, причем в конце каждого этапа >90% внесенных микролегирующих элементов по содержанию согласно анализу переходят в раствор, и
2) затем плоскую заготовку, или, соответственно, ленту, или лист (1) на втором этапе подвергают охлаждению для создания мелкозернистой структуры, в которой отсутствуют отдельные крупные зерна или большие области структуры, границы зерен и/или субструктура которых характеризуются малоугловыми границами зерен,
причем между, по меньшей мере, двумя прокатными клетями (3, 4, 5, 6) стана (2) горячей прокатки при проведении этапа а) плоскую заготовку, или, соответственно, ленту, или лист (1) подвергают разогреванию, и причем, по меньшей мере, в первой по направлению (W) прокатки прокатной клети (3), предпочтительно черновой прокатной клети (F0), верхний и нижний рабочие валки (F0a, F0b) приводятся в движение отдельными двигателями, причем непосредственно после выхода из черновой прокатной клети (F0) лента протягивается в индукционное нагревательное устройство (8) и далее с помощью, по меньшей мере, одной пары приводных валков, и
плоскую заготовку, или, соответственно, ленту, или лист (1) на этапе 1.b между этапами 1.а) и 2) подвергают одному или более формованиям рекристаллизованной аустенитной структуры для создания плосковытянутой аустенитной структуры с многочисленными дислокациями, и при этом разогревание производят до области температур рекристаллизации, в частности до полной рекристаллизации.
2. Способ по п.1, отличающийся тем, что после разогревания ленты или листа (1) производят смывание окалины.
3. Способ по п.1, отличающийся тем, что ленту или лист (1) перед разогреванием подвергают обрезке, в частности обрезают начало ленты, или начало листа, и/или конец ленты, или конец листа.
4. Способ по любому из пп.1-3, отличающийся тем, что этапы формования, состоящие из частичных этапов 1.а и, предпочтительно, 1.а вместе с 1.b, соединены, причем все участвующие клети после поступления плоской заготовки или, соответственно, промежуточной ленты одновременно находятся во взаимодействии с плоской заготовкой или, соответственно, промежуточной лентой.
5. Способ по п.4, отличающийся тем, что на этапах формования участвуют отдельные прокатные клети.
6. Стан (2) горячей прокатки для горячей прокатки металлической ленты или металлического листа (1), в частности стальной ленты или стального листа, причем стан (2) горячей прокатки содержит:
по меньшей мере, две размещенные по направлению (W) прокатки последовательно друг за другом прокатных клети (3, 4, 5, 6, 7), в которых в каждом случае плоская заготовка, или, соответственно, лента, или лист (1) может подвергаться формованию, в частности, для осуществления способа по любому из пп.1-5,
нагревательное устройство (8, 9, 10) для нагревания прокатываемого материала, размещенное между, по меньшей мере, двумя из, по меньшей мере, двух прокатных клетей (3, 4, 5, 6),
по меньшей мере, одну пару приводных валков, которая размещена позади индукционного нагревательного устройства (8, 9, 10) по направлению (W) прокатки, и
отдельные приводы для верхнего и нижнего рабочих валков (F0a, F0b) по меньшей мере, для первой по направлению (W) прокатки прокатной клети (3), предпочтительно черновой прокатной клети (F0), (F0a, F0b).
7. Стан горячей прокатки по п.6, отличающийся тем, что нагревательное устройство (8, 9, 10) выполнено в виде устройства индукционного нагрева, в частности в виде устройства индукционного нагрева индукционными элементами в количестве до четырех.
8. Стан горячей прокатки по п.6 или 7, отличающийся тем, что между двумя последующими прокатными клетями (6, 7) или после, по меньшей мере, одной последующей прокатной клети (6) размещен участок (11) охлаждения для плоской заготовки, или, соответственно, ленты, или листа (1), в частности участок (11) охлаждения для плоской заготовки, или, соответственно, ленты, или листа (1) размещен непосредственно позади нагревательного устройства (8, 9, 10) по направлению (W) прокатки.
| СПОСОБ ПРОИЗВОДСТВА ШИРОКИХ ГОРЯЧЕКАТАНЫХ ПОЛОС | 2004 |
|
RU2277129C1 |
| Способ производства широких горячекатаных полос из высокоуглеродистых низколегированных сталей | 1984 |
|
SU1196391A1 |
| Способ обработки полосы из малоуглеродистой стали | 1986 |
|
SU1342930A1 |
| WO 2007051521 A3, 10.05.2007 | |||
| EP 00010001041 B1, 06.10.2004. | |||

