Изобретение относится к способу изготовления фасонных деталей из многокомпонентной реактивной пластмассы, в частности из полиуретана, при котором некоторое число форм инструмента посредством кареток с держателем формы по меньшей мере периодически перемещается вдоль замкнутой, предпочтительно овальной, технологической линии. Кроме того, изобретение относится к устройству для изготовления фасонных деталей.
Немецкий патент DE 4444280 C2 раскрывает сущность способа и устройства подобного типа. Устройство содержит технологическую линию, выполненную в виде вытянутого овала. При этом вдоль окружности установлено множество рабочих станций, причем речь может идти также о каретках с держателем формы. В документе предлагается концепция, позволяющая подавать на рабочие станции сигналы или энергию, а именно подавать на каретки с держателем формы электрические сигналы и различные виды энергии (например, электроэнергию, воду для темперирования, рабочую жидкость, вакуум или сжатый воздух).
Известны также установки, в которых форма инструмента с держателем формы размещается на каретке, подсоединенной к вращающейся цепочке, как самостоятельная каретка. Если такая каретка должна выдаваться, то сначала каретка, подхватывающая выдаваемый держатель формы, должна синхронизироваться с установкой. Затем эта каретка с держателем формы сталкивается или перетягивается на другую каретку, причем коммуникации в этом случае разъединяются посредством быстроразъемных соединений.
Недостатком этого способа является то, что вторая каретка сначала должна синхронизироваться. Кроме того, необходима значительно большая длина хода, так что перемещение занимает относительно много времени. В результате последовательную выдачу нескольких кареток реализовать значительно сложнее и, как правило, невозможно.
WO 1999/010155 описывает держатель формы, который, включая агрегаты снабжения, подвешивается на рельсовой системе, проходящей над держателями формы. Подвесная установка, хотя она и обеспечивает очень хорошую доступность к форме с обеих сторон, с другой стороны, конструктивно все же является весьма затратной, поскольку держатель формы, включая агрегаты, при вытекающем из этого большом весе в подвесной установке по меньшей мере в области, в которой реакционная смесь зачастую вносится автоматически с помощью робота, должен направляться или позиционироваться с незначительным позиционным допуском.
В установках указанного типа циркулирующие держатели формы для выполнения функций формовочного инструмента, например, его открытия или закрытия, для его удержания или для эксплуатации автоматизированных воздушных клапанов, по меньшей мере должны получать электрические сигналы, а также энергию (в частности, кинетическую энергию, предпочтительно, сжатый воздух, при необходимости гидравлическую среду или электрическую энергию). Кроме того, необходимо также термостатирование инструмента, так что формы должны снабжаться также темперирующей средой (или же электрической тепловой энергией в случае необходимости нагрева).
Кроме того, в таких установках с целью технического обслуживания или изменения геометрии форм отдельные формы или держатели форм необходимо подавать и выдавать. Естественно, что с позиций экономики весьма предпочтительно, чтобы это не имело никакого влияния или по меньшей мере имело как можно меньше влияния на среднюю продолжительность цикла конструктивных элементов и тем самым на производительность установки.
Третьим важным аспектом является чистка технологической линии. При этом из технологических соображений весьма предпочтительно также, чтобы загрузка установки страдала от этого как можно меньше. А именно, концепция и конструкция установки имеют немалое влияние на это. Хорошо обслуживаемая, чистая установка весьма положительно сказывается на надежности и производительности всего процесса.
С точки зрения указанных критериев ранее известные решения еще не являются оптимальными.
Поэтому в основу изобретения положена задача усовершенствования способа и устройства вышеназванного типа с таким расчетом, чтобы высокая точность положения формовочных инструментов на технологической линии обеспечивалась даже при тяжелых формовочных инструментах. Кроме того, возможной должна быть простая подача на формовочные инструменты сигналов или энергии. Затем возможными должны быть простая подача форм на технологическую линию и их простая выдача с последней. Наконец, должна обеспечиваться также простая чистка.
Решение этой задачи согласно заявленному способу отличается тем, что каретки с держателем формы снабжены роликами и на них перемещаются по стационарному основанию и что вдоль замкнутой технологической линии на транспортирующем элементе установлено некоторое число вспомогательных кареток, приводимых в движение транспортирующим элементом,
причем каретку с держателем формы для подачи на технологическую линию подводят к незанятой вспомогательной каретке и соединяют с ней, причем каретку с держателем формы перемещают при этом по стационарному основанию на своих роликах,
причем каретку с держателем формы для перемещения вдоль технологической линии в состоянии соединения со вспомогательной кареткой направляют и перемещают с помощью последней, причем каретку с держателем формы перемещают при этом по стационарному основанию на своих роликах, и
причем каретку с держателем формы для ее выдачи с технологической линии отсоединяют от вспомогательной каретки и отводят от технологической линии, причем каретку с держателем формы перемещают при этом по стационарному основанию на своих роликах.
Итак, изобретение предусматривает, чтобы каретки с держателем формы катились по стационарному основанию на собственных (управляемых) роликах и в соответствии с требованиями процесса присоединялись к вспомогательным кареткам, а также снова отсоединялись от них.
При этом каретка с держателем формы, предпочтительно, в состоянии присоединения к вспомогательной каретке получает от нее сигналы и/или энергию.
При выполнении технологической линии в виде замкнутой, предпочтительно, овальной направляющей с прямыми и изогнутыми участками каретки с держателем формы, предпочтительно, выдаются с технологической линии при переходе с прямого участка на изогнутый. Соответственно, для этой формы выполнения предпочтительно предусмотрено, чтобы каретки с держателем формы подавались на технологическую линию при переходе с изогнутого участка на прямой. При этом каретка с держателем формы при подаче на технологическую линию, предпочтительно, сначала смещается к свободному месту между двумя вспомогательными каретками на технологической линии или в ней, причем затем вспомогательная каретка, являющаяся следующей в направлении транспортировки, заталкивает каретку с держателем формы на вспомогательную каретку, предусмотренную для приема каретки с держателем формы, вследствие чего каретка с держателем формы квазиавтоматически синхронно устанавливается в свое положение соединения с принимающей ее вспомогательной кареткой.
Присоединение каретки с держателем формы к вспомогательной каретке и ее отсоединение от последней, предпочтительно, осуществляются перемещением каретки с держателем формы по горизонтали и вертикали относительно направления движения вспомогательной каретки.
Каретка с держателем формы, отсоединенная от вспомогательной каретки, может выталкиваться из технологической линии вспомогательной кареткой, следующей за вспомогательной кареткой.
Устройство для изготовления фасонных деталей согласно изобретению содержит некоторое число форм инструмента на каретках с держателем формы и замкнутую, предпочтительно, овальную технологическую линию, вдоль которой могут перемещаться каретки с держателем формы, причем изобретение отличается тем, что каретки с держателем формы снабжены роликами, на которых они могут катиться по стационарному основанию, и что вдоль замкнутой технологической линии на транспортирующем элементе установлено некоторое число вспомогательных кареток, которые могут перемещаться транспортирующим элементом, причем каретки с держателем формы выполнены с возможностью разъемного подсоединения к вспомогательным кареткам, и причем имеются средства перемещения, с помощью которых каретка с держателем формы для присоединения к вспомогательной каретке или отсоединения от нее может перемещаться в горизонтальном и вертикальном направлениях относительно направления ее движения.
Один из усовершенствованных вариантов осуществления предусматривает, чтобы каретка с держателем формы и вспомогательная каретка были снабжены соединительными средствами, с помощью которых каретка с держателем формы может получать от вспомогательной каретки сигналы и/или энергию.
Для проведения каретки с держателем формы в направлении направляющего рельса каретки с держателем формы содержат согласно одному из предпочтительных вариантов осуществления по меньшей мере один направляющий элемент, выполненный для вхождения в зацепление с направляющим рельсом, установленным на стационарном основании.
При этом способ и устройство согласно изобретению соответствуют вышеупомянутым критериям особенно экономичным образом.
Таким образом, в случае предложенного решения речь идет о способе изготовления фасонных деталей из многокомпонентной реактивной пластмассы, в частности из полиуретана, при котором формы в каретках с держателем формы перемещаются по замкнутой (например, овальной) технологической линии; каретки с держателем формы, находящиеся на технологической линии, перемещаются в технологической линии по стационарному основанию на собственных (направляющих) роликах. При этом они подсоединены к соответствующей вспомогательной каретке и с ее помощью проводятся по технологической линии. При этом каретка с держателем формы, находящаяся на технологической линии, поучает от вспомогательной каретки, к которой она подсоединена, электрические сигналы, а также энергию. Каретка с держателем формы выдается с технологической линии, для чего она сначала отсоединяется от вспомогательной каретки, а затем выдвигается из технологической линии, причем она снова перемещается по стационарному основанию на своих собственных (направляющих) роликах. Соответственно, в технологическую линию подается каретка с держателем формы, для чего она также перемещается по стационарному основанию на собственных (направляющих) роликах; затем она подсоединяется к вспомогательной каретке.
В случае вспомогательных кареток речь чаще всего идет о каретках, надолго подсоединенных к вращающейся цепочке (транспортирующему элементу) и на которых установлены агрегаты для подачи электрической энергии, темперированной воды, кинетической энергии и/или вакуума.
В случае кареток с держателем формы речь идет о каретках, на которых установлены держатели формы и формы. Эти каретки имеют собственные (направляющие) ролики, передвигающиеся по стационарному основанию. Это, как правило, пол в цехе или рельсовый путь, проложенный по полу цеха.
Функциональное отделение каретки с держателем формы, которая должна подаваться и выдаваться для обслуживания и для замены формы, от вспомогательной каретки, на которой установлены агрегаты для снабжения кинетической энергией (например, сжатым воздухом), а также для термостатирования, приводит к тому, что в дальнейшем, если в технологической линии имеются места для кареток с держателем формы, то в установке агрегатов (например, темперирующих устройств и пневмоаккумуляторов) нет необходимости.
В результате, помимо этого, добиваются того, чтобы, например, одно темперирующее устройство или один пневмоаккумулятор мог обслуживать несколько форм, поскольку эти агрегаты не выдаются вместе с формами и тем самым, независимо от того, какие именно каретки с держателем формы конкретно выдаются или подаются, постоянно находятся в технологической линии и остаются в распоряжении.
Кроме того, конструирование кареток с держателем формы с собственными направляющими роликами, на которых каретка с держателем формы может перемещаться также по полу цеха в рамках технологической линии, обеспечивает большую простоту и гибкость при подаче и выдаче кареток с держателем формы, а также при последующем манипулировании с ними. Предпочтительно, не требуется никакого дополнительного транспортного средства, на котором держатель формы после отделения перемещается дальше, а его движение пришлось бы еще и синхронизировать с транспортирующей установкой.
Сообразно этому обеспечивается простая и весьма успешная подача кареток с держателем формы на технологическую линию и их выдача с нее.
Как уже упоминалось, каретки с держателем формы, предпочтительно, выдаются при вхождении на изогнутый участок технологической линии (в случае овальной направляющей), для чего они сначала отсоединяются от вспомогательной каретки в направлении, поперечном направлению транспортировки. Затем отсоединенная каретка в этом случае без собственного привода теперь выталкивается из технологической линии последующей подсоединенной вспомогательной кареткой. В таком случае дальнейшая транспортировка в простейшем случае осуществляется толканием вручную, конечно же, она может осуществляться и автоматически, например, с помощью катков.
При этом выдача каретки с держателем формы на закруглении (т.е. на изогнутом участке технологической линии) дает некоторые существенные преимущества по сравнению с выдачей на прямом участке. Только для отсоединения от вспомогательной каретки необходимо слегка сместить каретку параллельно (поступательно в направлении, поперечном направлению транспортировки), а затем для ее выдачи с технологической линии продолжить движение в прямом направлении. При выдаче на прямом участке необходимо значительно большее параллельное смещение (по меньшей мере на всю ширину каретки).
Для дальнейшей транспортировки каретки с держателем формы после ее выдачи нет никакой необходимости в дополнительной передвижной каретке; каретка с держателем формы в простейшем случае может перемещаться к своей станции обслуживания от руки. Высокая степень автоматизации в области обслуживания часто является экономически не целесообразной, так что простота и большая гибкость этого способа являются весьма выгодными. Конечно же, каретка с держателем формы может транспортироваться дальше и в автоматизированной форме. Простой возможностью являются, например, приводные стационарные катки, приводящие в движение каретку с держателем формы.
Другие описанные усовершенствованные варианты осуществления изобретения позволяют использовать его другие преимущества. Благодаря им каретки с держателем формы подаются при переходе с изогнутого участка на прямой участок овальной технологической линии (или при известных условиях, например, также технологической линии, проходящей в виде скругленного прямоугольника), для чего они сначала снова устанавливаются на свободное место между двумя вспомогательными каретками, причем затем, прежде чем они в этом случае снова подсоединятся к вспомогательной каретке в результате поступательного перемещения в направлении, поперечном направлению транспортировки (параллельного перемещения), они транспортируются дальше и позиционируются последующей кареткой.
Наряду с этим предложенный способ реализует простую очистку рельсового пути установки. При производстве фасонных деталей, чаще всего подушек сиденья для легковых автомобилей, появляются плановые отходы в любом виде. При этом речь идет об остатках пены, появляющихся в вентилируемых местах форм. Аналогичным образом на рельсовом пути могут оказаться вставные детали, как то: провода или тряпье. Если такие загрязнения регулярно не удалять, функционирование установки может оказаться под большой угрозой. С помощью предложенного способа возможны простая подача на технологическую линию очистительной каретки, а также очень простая очистка основания, по которому движутся каретки с держателем формы. Поскольку каретка может быть заменена очень просто, конструкция очистительной каретки может быть оптимизирована в отношении очистительных функций. Для хорошего функционирования подачи и выдачи по аналогии с подачей и выдачей кареток с держателем формы необходимо только, чтобы габариты очистительной каретки в отношении упоров вспомогательных кареток совпадали с таковыми кареток с держателем формы. В этом случае очистительная каретка может быть также по меньшей мере электрически подсоединена к вспомогательной каретке и получать от нее электрическую энергию.
Каретка с держателем формы не должна также проводиться между местами подачи и выдачи сплошь вдоль заданных путей. Во многих случаях на участке обслуживания благодаря большой гибкости и незначительным капитальным затратам экономически более целесообразным является ручное проталкивание каретки с держателем формы, не связанное с заданными стационарными путями. Благодаря тому, что каретка с держателем формы оснащена направляющими роликами, эта простая и несложная манипуляция с каретками с держателем формы на участке обслуживания реализуется без проблем.
Сообразно этому изобретение предоставляет способ подачи отдельного держателя формы в (овальную) транспортирующую установку или выдачи с нее. Экономическими аспектами при этом с точки зрения частоты замены форм и технического обслуживания или чистки являются, в частности, капитальные затраты, продолжительность цикла или загрузка установки.
Предусматривается функциональное разделение циркулирующих транспортировочных кареток в части энергоснабжения или сигнализации, с одной стороны, и держателей форм, с другой, т.е. разделение на вспомогательную каретку и каретку с держателем формы. Каретка с держателем формы выполнена в качестве автаркического блока (с направляющими роликами), которая после отсоединения от вспомогательной каретки не должна подхватываться другой транспортировочной кареткой. В результате отпадает синхронизация подхватывающей транспортировочной каретки с установкой, в противном случае являющаяся необходимой.
Благодаря этому большое число кареток с держателем формы может также заменяться непосредственно друг за другом без потери времени.
Кроме того, становятся возможными подача и выдача очистительной каретки.
На чертежах изображен пример выполнения изобретения, на которых:
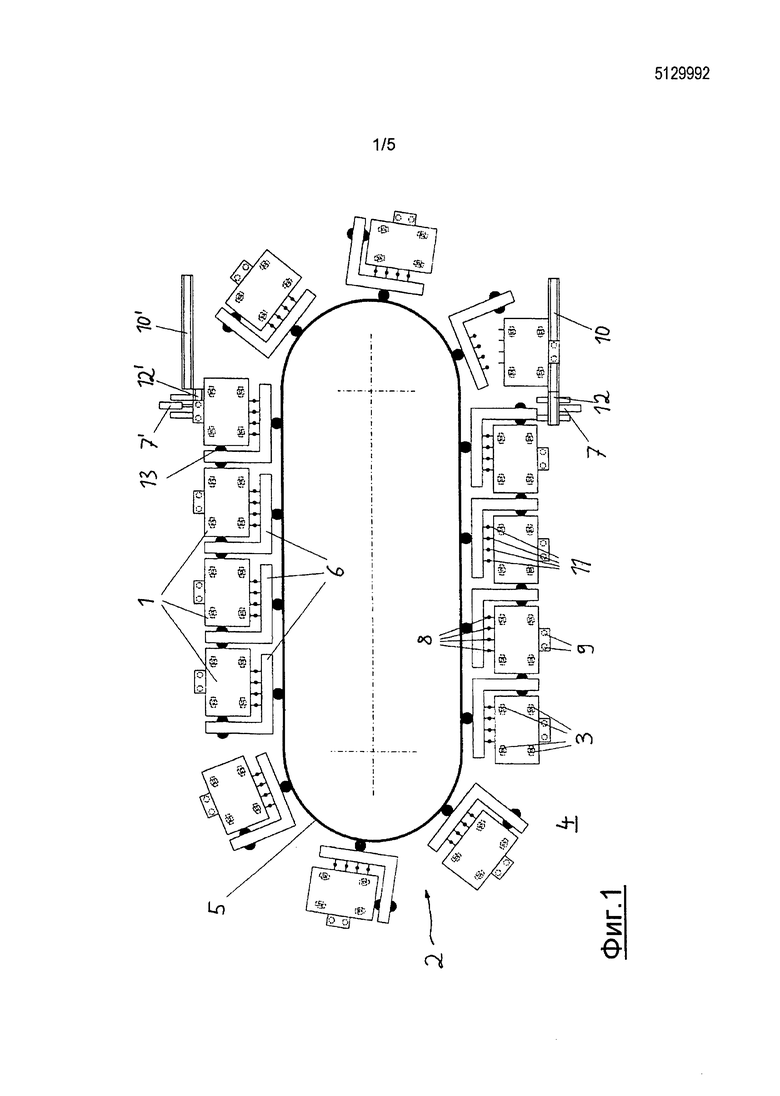
фиг.1 изображает вид сверху технологической линии с овальной транспортерной лентой с некоторым числом вспомогательных кареток и кареток с держателем формы, а
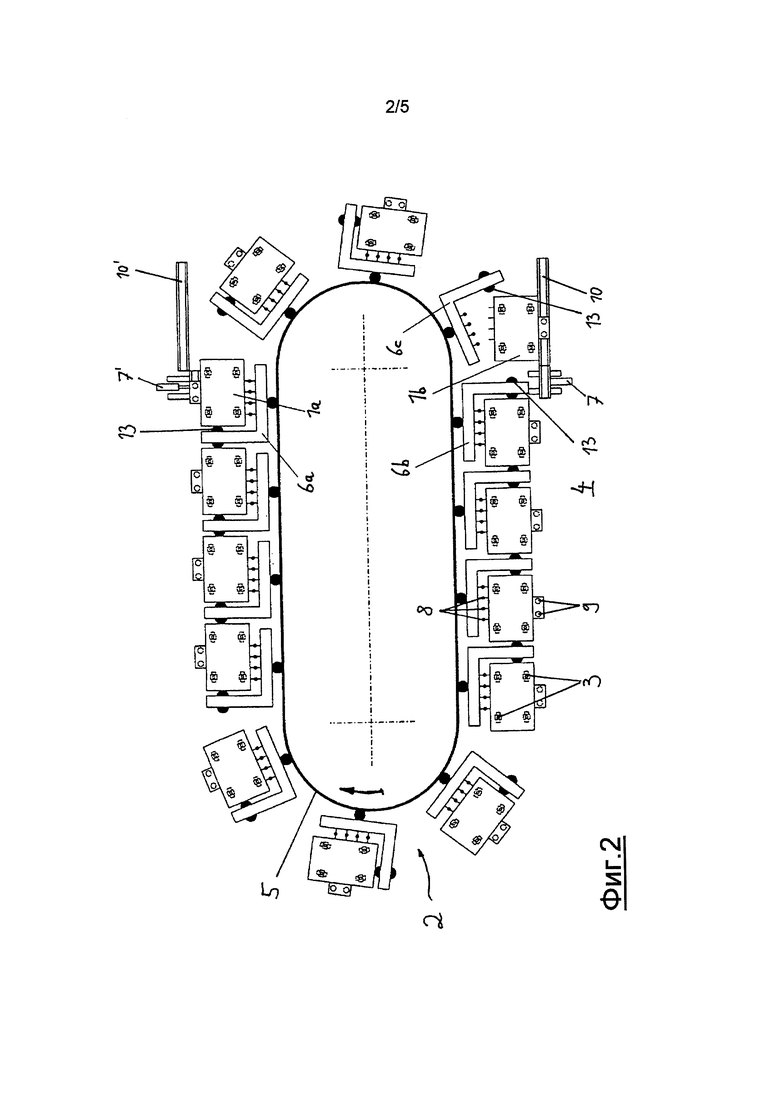
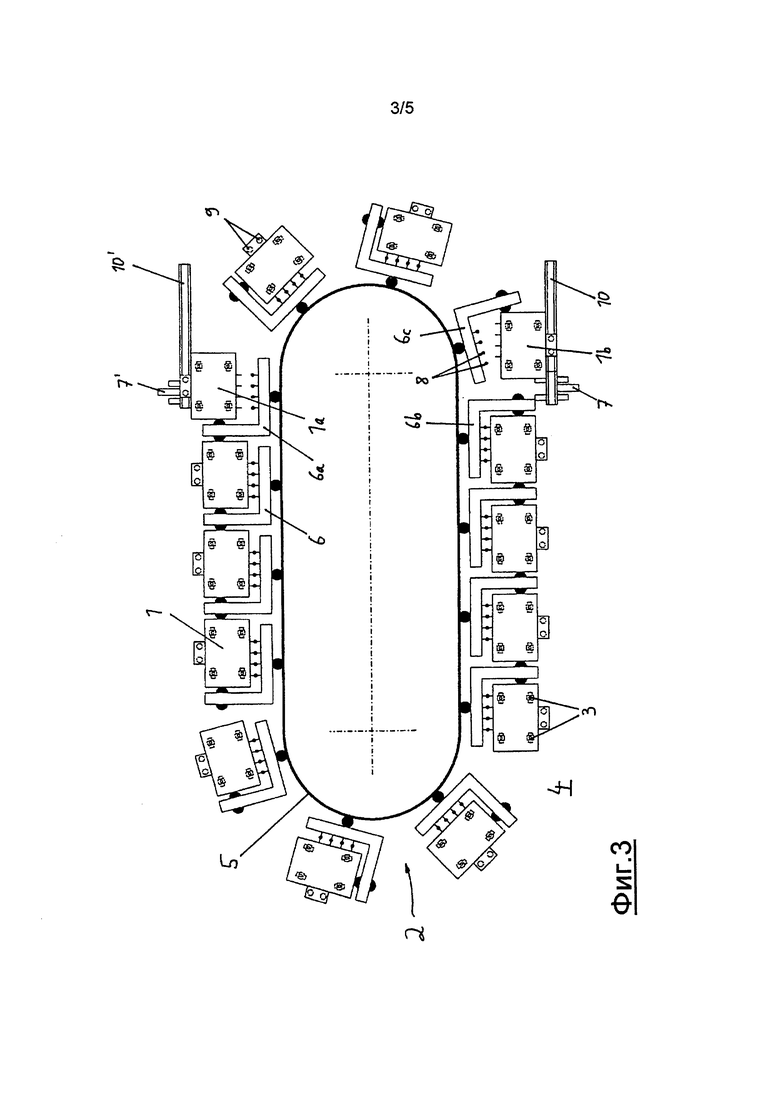
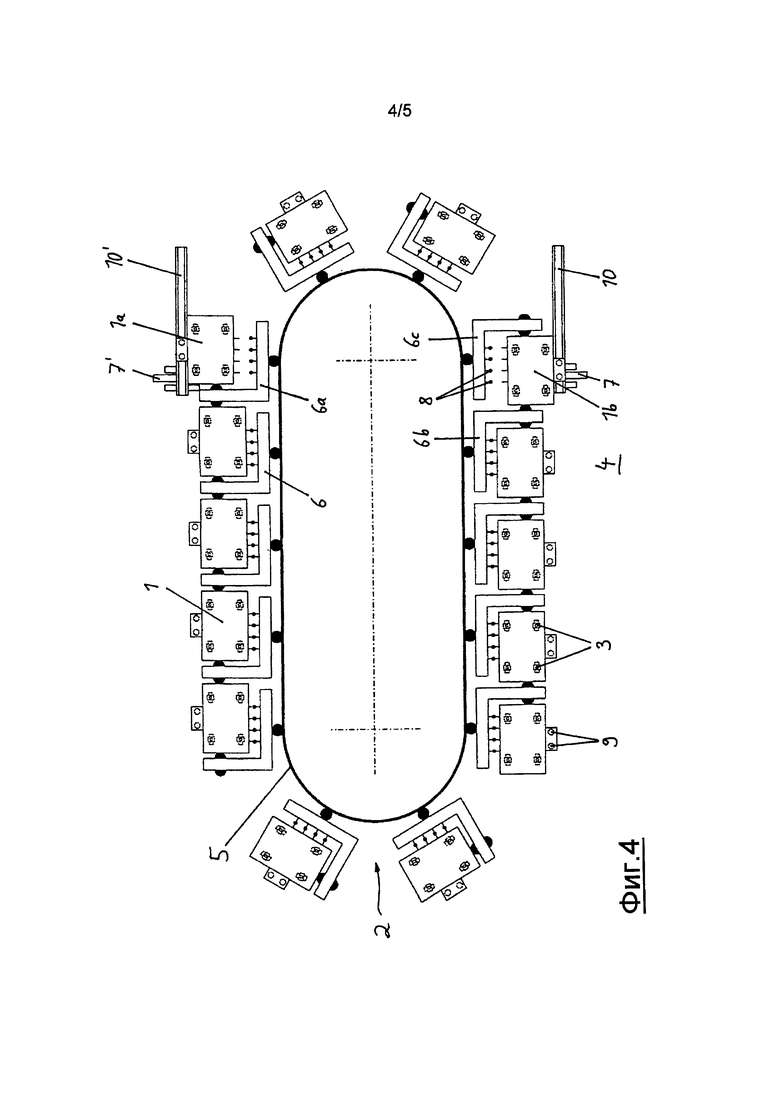
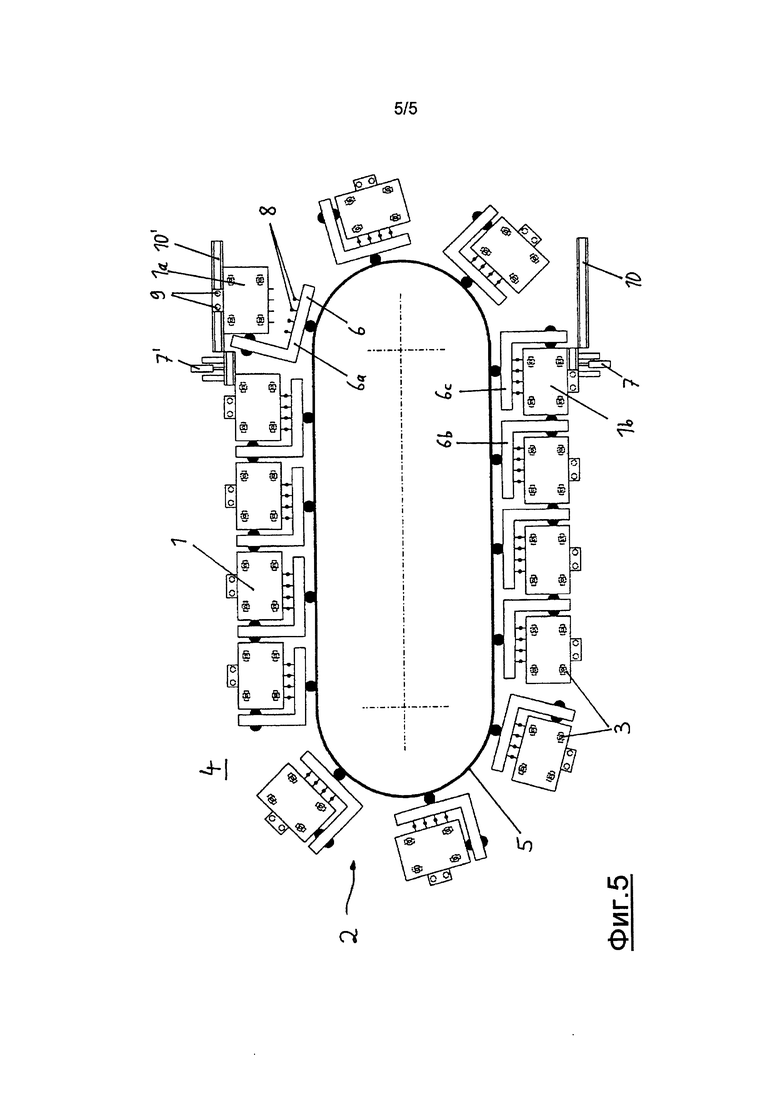
фиг.2-5 изображают поэтапно подачу и выдачу каретки с держателем форы в технологической линии.
На фиг.1 схематически изображена технологическая линия 2. Она содержит транспортирующий элемент 5 (вращающуюся цепочку), в данном случае выполненный в виде овальной транспортерной ленты. На вращающейся цепочке 5 закреплены вспомогательные каретки 6. Вспомогательные каретки 6 выполнены с возможностью разъемного подсоединения к каждой из них каретки 1 с держателем формы; на каретке 1 с держателем формы находится форма для изготовления фасонной детали.
Коммуникации вспомогательных кареток 6 с помощью соединительных средств 8 в виде быстродействующих соединений соединены с соответствующими проводами 11 каретки 1 с держателем формы.
Половины формы в зависимости от использования могут подниматься и опускаться или поворачиваться. Открытие и закрытие формы, предпочтительно, происходит с помощью стационарных полозьев (не показаны), на которых проезжает мимо каретка 1 с держателем формы. В этом случае полозья смещают упор на инструменте, соединенном с системой рычагов. Посредством этой системы рычагов в таком случае каждая половина инструмента перемещается/поворачивается вокруг поворотной опоры.
Каретки 1 с держателем формы на четырех шарнирных роликах 3 движутся, каждая, по стационарному основанию 4. На каретке 1 с держателем формы снаружи закреплены два направляющих ролика 9. С помощью этих направляющих роликов 9 каретка 1 с держателем формы на стационарных салазках 12, 12′ для перемещения с помощью стационарно установленного средства 7, 7′ перемещения (стационарного цилиндра) или же с помощью иного стационарного приспособления при подаче или выдаче каретки 1 с держателем формы может перемещаться параллельно, т.е. горизонтально и поперек направления транспортировки. Кроме того, направляющие ролики 9 при выдаче обеспечивают последующее дальнейшее перемещение каретки 1 с держателем формы по направляющему рельсу 10′ с помощью вспомогательной каретки 6 посредством упора 13. Аналогичным образом направляющий рельс 10 служит для управляемой подачи каретки 1 с держателем формы при подаче. Равным образом по аналогии с выдачей каретка 1 с держателем формы при подаче с помощью стационарного средства 7 перемещения может параллельно перемещаться посредством направляющих роликов 9.
На фиг.2-5 для схематично представленного здесь примера выполнения поэтапно изображены выдача каретки 1 с держателем формы с технологической линии 2 или ее подача в последнюю.
При выдаче каретка 1а с держателем формы при вхождении на изогнутый участок овальной транспортерной ленты 5 сначала на стационарных салазках 12′ для перемещения с помощью стационарного средства 7′ перемещения перемещается параллельно, т.е. поступательно в направлении, поперечном направлению транспортировки. Отсоединенная каретка 1а с держателем формы проталкивается вспомогательной кареткой 6а посредством упора 13 дальше. Направляющий рельс 10′, установленный на полу, обеспечивает движение каретки 1а в прямом направлении. Затем для дальнейшего манипулирования каретка 1а проталкивается дальше вручную или подхватывается другим транспортным штреком.
При подаче каретки с держателем формы на овальную транспортную ленту подаваемая каретка 1b с держателем формы сначала проталкивается по направляющему рельсу 10 между вспомогательной кареткой 6b, движущейся впереди, и вспомогательной кареткой 6с, подхватывающей подаваемую каретку 1b с держателем формы. Она в нужном положении позиционируется в конце закругления между упором 13 вспомогательной каретки 6b, движущейся впереди, и упором 13 вспомогательной каретки 6с, подхватывающей подаваемую каретку 1b. На салазках 12 для перемещения подаваемая каретка 1b с держателем формы с помощью стационарного средства 7 перемещения перемещается параллельно; при этом коммуникации соединяются друг с другом посредством быстродействующих соединений 8.
Перечень позиций
1 каретка с держателем формы
1а каретка с держателем формы
1b каретка с держателем формы
2 технологическая линия
3 ролик (направляющий ролик)
4 стационарное основание
5 транспортирующий элемент (вращающаяся цепочка)
6 вспомогательная каретка
6а вспомогательная каретка
6b вспомогательная каретка
6с вспомогательная каретка
7 средство перемещения
7′ средство перемещения
8 соединительное средство (быстродействующего соединения)
9 направляющий элемент (направляющий ролик)
10 направляющий рельс
10′ направляющий рельс
11 провода
12 стационарные салазки для перемещения
12′ стационарные салазки для перемещения
13 упор
Изобретение относится к способу изготовления фасонных деталей из многокомпонентной реактивной пластмассы, в частности из полиуретана, при котором некоторое число форм инструмента посредством кареток с держателем формы, по меньшей мере, периодически перемещается вдоль замкнутой, предпочтительно овальной, технологической линии. Для обеспечения быстрой подачи кареток с держателем формы на технологическую линию или их выдачи с нее изобретение предусматривает, чтобы каретки с держателем формы были снабжены роликами и перемещались на них по стационарному основанию и чтобы вдоль замкнутой технологической линии на транспортирующем элементе были установлены вспомогательные каретки, приводимые в движение транспортирующим элементом. Каретку с держателем формы для подачи на технологическую линию подводят к незанятой вспомогательной каретке и соединяют с ней. Каретку с держателем формы для перемещения вдоль технологической линии в состоянии соединения с вспомогательной кареткой направляют и перемещают с помощью последней, причем каретку с держателем формы перемещают при этом по стационарному основанию на своих роликах. Кроме того, изобретение относится к соответствующему устройству. В результате обеспечивается повышение точности положения формовочных инструментов на технологической линии и упрощение подачи и выдачи форм. 2 н. и 11 з.п. ф-лы, 5 ил.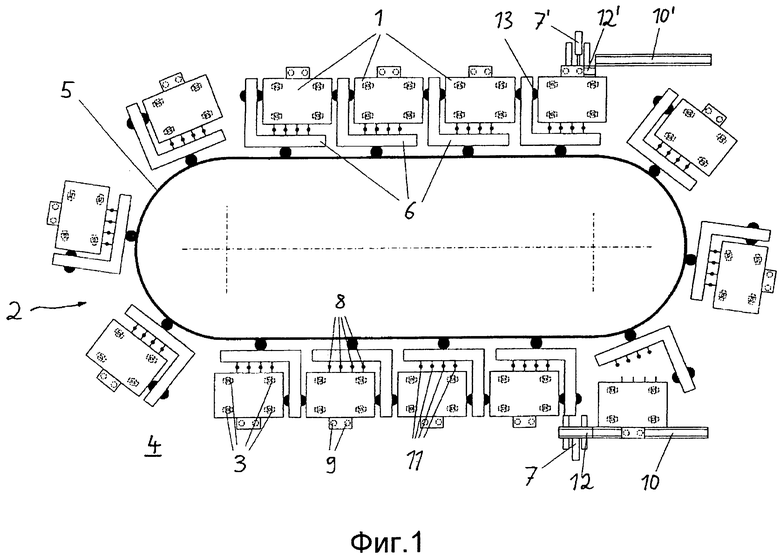
1. Способ перемещения пресс-форм посредством кареток (1) с держателем формы вдоль замкнутой технологической линии (2) при изготовлении фасонных деталей из многокомпонентной реактивной пластмассы,
отличающийся тем, что
каретки (1) с держателем формы снабжены роликами (3) и перемещаются на них по стационарному основанию (4), и
вдоль замкнутой технологической линии (2) на транспортирующем элементе (5) установлены вспомогательные каретки (6), приводимые в движение транспортирующим элементом (5),
причем каретку (1) с держателем формы для подачи на технологическую линию (2) подводят к незанятой вспомогательной каретке (6) и соединяют с ней, при этом каретку (1) с держателем формы перемещают по стационарному основанию (4) на своих роликах (3),
причем каретку (1) с держателем формы для перемещения вдоль технологической линии (2) в состоянии соединения с вспомогательной кареткой (6) направляют и перемещают с помощью последней, при этом каретку (1) с держателем формы перемещают по стационарному основанию (4) на своих роликах (3),
причем каретку (1) с держателем формы для ее выдачи с технологической линии (2) отсоединяют от вспомогательной каретки (6) и отводят от технологической линии (2), при этом каретку (1) с держателем формы перемещают по стационарному основанию (4) на своих роликах (3).
2. Способ по п.1, отличающийся тем, что в качестве многокомпонентной реактивной пластмассы используют полиуретан.
3. Способ по п.1, отличающийся тем, что каретка (1) с держателем формы в состоянии соединения с вспомогательной кареткой (6) получает от нее сигналы и/или энергию.
4. Способ по п.1, отличающийся тем, что используют овальную технологическую линию (2) с прямыми и изогнутыми участками.
5. Способ по п.4, отличающийся тем, что каретки (1) с держателем формы выдают с технологической линии (2) при переходе с прямого участка на изогнутый.
6. Способ по п.4, отличающийся тем, что каретки (1) с держателем формы подают на технологическую линию (2) при переходе с изогнутого участка на прямой.
7. Способ по п.6, отличающийся тем, что каретку (1) с держателем формы при подаче на технологическую линию (2) сначала устанавливают на свободное место между двумя вспомогательными каретками (6) на технологической линии (2) или в ней, а затем следующая в направлении транспортировки вспомогательная каретка (6) заталкивает каретку (1) с держателем на вспомогательную каретку (6), предусмотренную для приема каретки (1) с держателем формы, вследствие чего каретка (1) с держателем формы синхронно устанавливается в свое положение соединения с принимающей ее вспомогательной кареткой (6).
8. Способ по п.1, отличающийся тем, что присоединение каретки (1) с держателем формы к вспомогательной каретке (6) и ее отсоединение от последней осуществляют перемещением каретки (1) с держателем формы по горизонтали и вертикали относительно направления движения вспомогательной каретки (6).
9. Способ по п.1, отличающийся тем, что каретку (1) с держателем формы, отсоединенную от вспомогательной каретки (6), выталкивают с технологической линии (2) вспомогательной кареткой (6), следующей за вспомогательной кареткой (6).
10. Устройство для изготовления фасонных деталей из многокомпонентной реактивной пластмассы, содержащее пресс-формы на каретках (1) с держателем формы и замкнутую технологическую линию (2), вдоль которой перемещаются вспомогательные каретки (6) способом по одному из пп.1-9,
отличающееся тем, что
каретки (1) с держателем формы снабжены роликами (3), выполненными с возможностью качения по стационарному основанию (4), при этом
вдоль замкнутой технологической линии (2) на транспортирующем элементе (5) установлены вспомогательные каретки (6), которые перемещаются с помощью транспортирующего элемента (5),
причем каретки (1) с держателем формы выполнены для разъемного присоединения к вспомогательным кареткам (6),
и устройство содержит средства (7, 7′) перемещения, с помощью которых каретка (1) с держателем формы для ее присоединения к вспомогательной каретке (6) и отсоединения от последней перемещается горизонтально и вертикально относительно направления перемещения вспомогательной каретки (6).
11. Устройство по п.10, отличающееся тем, что замкнутая технологическая линия (2) выполнена овальной.
12. Устройство по п.10, отличающееся тем, что каретка (1) с держателем формы и вспомогательная каретка (6) снабжены соединительными средствами (8), с помощью которых каретка (1) с держателем формы получает от вспомогательной каретки (6) сигналы и/или энергию.
13. Устройство по п.10, отличающееся тем, что оно содержит стационарное основание (4), на котором установлен направляющий рельс (10, 10′), а каретки (1) с держателем формы содержат по меньшей мере один направляющий элемент (9), выполненный для вхождения в зацепление с направляющим рельсом (10, 10′) для проведения каретки (1) с держателем формы в направлении направляющего рельса (10, 10′).
| EP 919325 A2, 02.06.1999 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОЙ ДЕТАЛИ, ИМЕЮЩЕЙ, ПО МЕНЬШЕЙ МЕРЕ, ДВЕ СТРУКТУРНЫЕ ОБЛАСТИ РАЗНОЙ ПЛАСТИЧНОСТИ | 2008 |
|
RU2445381C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПЛАСТМАССЫ, В ЧАСТНОСТИ ФАСОННЫХ ДЕТАЛЕЙ ИЗ ПОЛИУРЕТАНА | 1997 |
|
RU2201342C2 |
| JP 61226356 A, 08.10.1986 | |||
| US 3794151 A1, 26.02.1974. | |||

