: 2. Линия ПОП.1, о ТЛ И Ч ЭЮ щ ;а я с я тем, что механизм раздвижёния и поворота стержневого ящика,, установленный на приводной тележке, civk HTHpoBaH на подъемной платформе и :выполнен в виде двух раздвижных кареток с кронштейнами, причем по два кронштейна на каждой каретке выполнены раздвижными вдоль оси.
перпендикулярной оси перемещения кареток, расположены друг против друга с возможностью зажима стержневого ящика и снабжены вибраторами, а третий кронштейн каждой каретки расположен на оси перемещения каретки напротив такого же кронштейна другой каретки и снабжен поворотным упором.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пескодувная машина и стержневой ящик для нее | 1979 |
|
SU863149A1 |
| Пескодувная машина | 1974 |
|
SU728979A1 |
| Пескодувная машина | 1977 |
|
SU944751A1 |
| Способ изготовления литейных форм и стержней и устройство для его осуществления | 1988 |
|
SU1579629A1 |
| Способ изготовления литейных форм и стержней | 1976 |
|
SU582885A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ | 1999 |
|
RU2153949C1 |
| Автоматическая линия | 1990 |
|
SU1799669A1 |
| Насадок для пескострельной машины | 1979 |
|
SU869937A1 |
| ПЕСКОДУВНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ В НАГРЕВАЕМЫХ ЯЩИКАХ | 1971 |
|
SU295340A1 |
| Автоматическая линия для изготовления стержней | 1987 |
|
SU1503996A1 |

1. ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЬа СТЕРЖНЕЙ, включающая пескодувную машину, установку для отверждения стержней и приводные транспорт ные средства; образукяцие замкнутый контур с параллельными ветвями подаt ф со со Isd чи и выдачи стержнек х ящиков из пескодувной машины, транспортные средства подачи и уборки стержневых ящиков с линии, отличающая с я тем, что, с цепью расширения технологических возможностей, она снабжена направлякхдими типа рельсовых путей, расположенными перпендикулярно ветвям подачи и выдачи стержневых ящиков из пескодувной машины над этими ветвями и над транспортными средствами подачи и уборки стержневых ящико:в с линии, и установленной на направляющих приводной тележкой со (люнтированными на ней механизмгши подъема и сятускания стержневого ящика, механизмом поворота ящика в сборе вокруг оси, перпендикулярной направляющим, и механизмом раэдвижения частей ящика вдоль оси его поворота, а транспортные (Смм средства подачи и убс«)ки стержневых « ящиков с линии расположены вне замкнутого контура линии.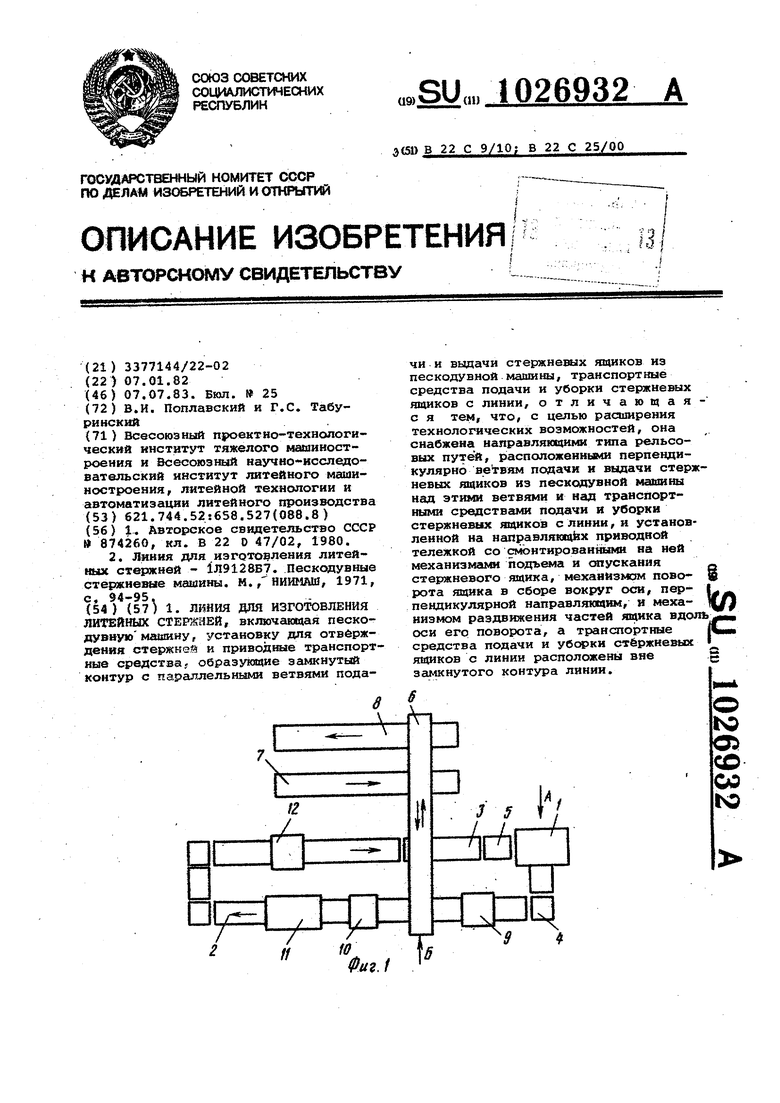
Изобретение относится к литей io лy производству, а именно к кон ст| укции линий для изготовления стержней в единичном и мелкосерийном производстве. ;Известны линии для изготовления стфржней из холоднотвердеющих смесей, предназначенные для работы в единичном и мелкосерийном произйодстве 13 , Однако они не позволяют изготавливать на них стержни из смесей дру rHJi классов, а также использовать н ни разборные стержневые ящики. Кро ме ;того, на этих линиях значительно коДичество технологических операций например .перемещение головки смесителя над стержневым ящиком и распр Деление смеси в нем, уплотнение рыхлых слоев смеси в ящике на вибро cTopie, срезка излишков смеси с лад ящика, накладка на ящик транспортны плит выполняется вручную. Поэтому производительность таких линий срав ни-йельно невелика, а работающие на такой линии находятся в зоне вьвделе ний из смеси вредных веществ, Наиболее близкой к изобретению по технической сущности и достигаемому результату является линия для изготовления стержней, содержшаая пескодувную машину, установку для ОТВ0РМОД6НИЯ стержней и приводные транспортные средства, образующие замкнутый контур с параллельными ветв ми подачи и выдачи стержневых ящиков из пескодувной машины, и транспортные средства подачи и уборки стержневых ящиков с линии . Однако указанная лнния может работать только при условии применения на них метсшлических или арми рованных неметаллических стержневых ящиков, которое используются в массовом и крупносерийном щхэизводстве. Иеармированшле деревянные ящики нсп0льэуемые в единичном и мелкосериййом производстве, как правило, раз «лваются на пескодувной машине в процессе надува стержня после одного или нескольких циклов. Кроме того, эти линии снабжены поворотнопротяжными машинами, обеспечивающими извлечение стержней только из вытряхных стержневых ящиков, закрепленных на металлических транспортных плитах и поэтому исключающих возможность применения на линиях более простых разъемных стержневых ящиков. Но введение в указанную линию пескодувной машины взадмен входящего в ее состав пескодувного проходного полуавтомата не позволяет осуществлять на линии основные технологические и транспортные операции, такие как извлечение стержня из разъемного ящика, транспортировку ящика на фланце плоскостью надува вверх и подачу его в таком положении в пескодувную машину и замену ящиков. Цель изобретения - расширение технологических возможностей линии. Указанная цель достигается тем, что линия для изготовления литейных стержней, включающая пескодувную. машину, установку для отверждения стержней tустановку для продувки или сушило) и приводные транспортные средства, образукадие замкнутый контур с параллельными ветвями подачи и вьюачи стержневого ящика из пескодувной машины, транспортные средства подачи и уборки стержневых ящиков с линии, снабжена направляющими типа рельсовых путей, расположенными перпендикулярно ветвям подачи и выдачи стержневых ящиков из пескодувной машины над этими ветвями и над транспортными средствами подачи и уборки стержневых ящиков с линии, и установленной на направляющих приводной тележкой со смонтированными на ней механизмсили подъема и опускания стержневого ящика, механизмом поворота ящика в сборе вокруг оси, перпендикулярной направлякедим, и механизмом раздвижения частей ящика вдоль оси его поворота, а транспортные средства подачи и уборки стержневых ящиков с линии расположены вне замкнутого контура линии.
Кроме того, в линии механизм раздвюхения и поворота стержневого ящика, установленный на приводной тележке, смонтирован на подъемной платформе и выполнен в виде двух раздвижных кареток с кронштейнами, причем по два кронштейна на каждой каретке выполнены раздвижными вдоль оси, перпендикулярной оси перемещения кареток, расположены друг против друга с возможностью зажима стержневого ящика и снабжены вибраторами, а третий кронштейн каждой каретки расположен на оси переметдения каретки напротив такого же кронштейна другой каретки и снабжен, поворотным упором.
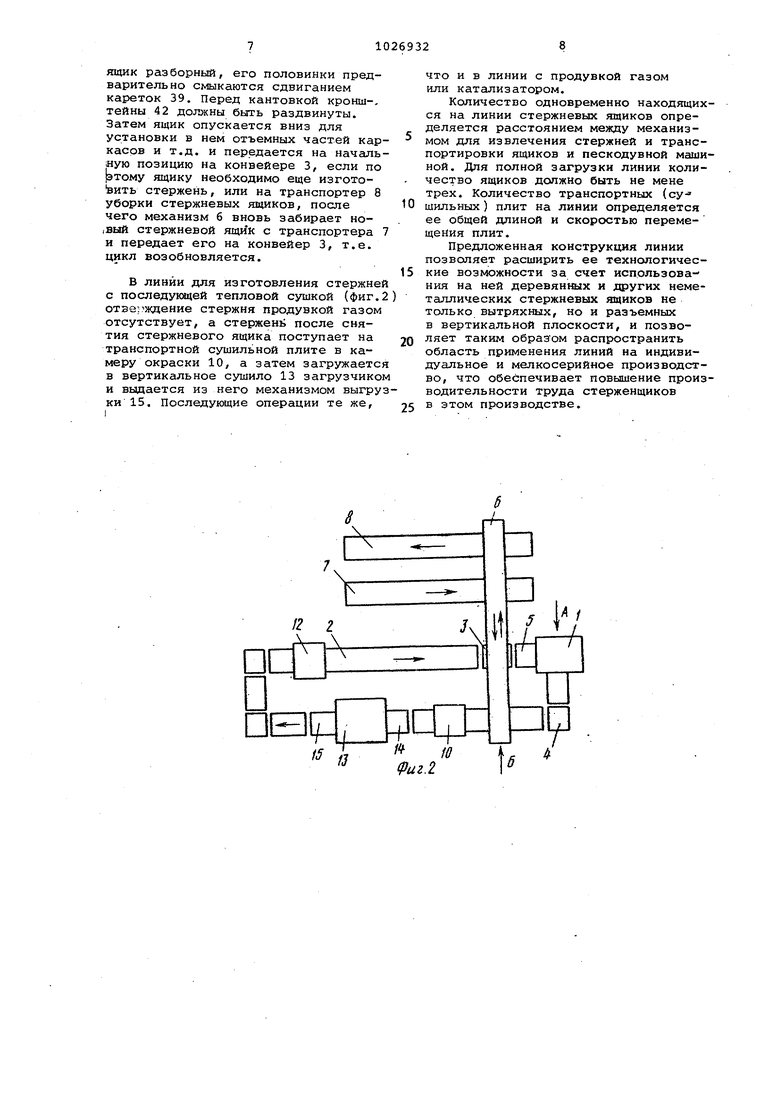
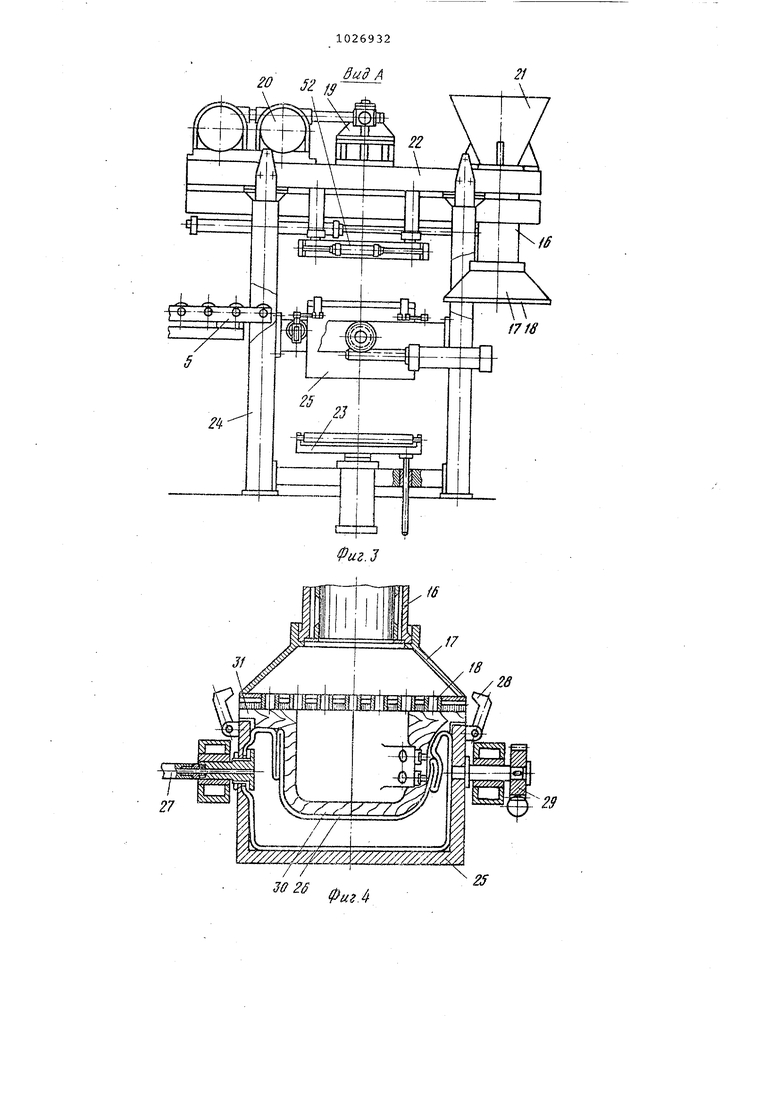
На фиг. 1 изображена схема компоновки стержневой линии для изготовления стержней, отверждаемых продувкой газом или катализатором; на фиг. 2 - то же, тепловой сушкойf на фиг. 3 - вид А на фиг. 2 (пескодувная машина, снабженная жакетом с воздухонепроницаемым моиком для поджима стержневых ящиков ); на фиг. 4 - конструкция жакета с механизмом поджима стержневого ящика пескодувной машины, разрез; на фиг.5 вид Б на фиг. 2 (часть линии с устройством для извлечения стержней и передачи стержневых ящиков общий вид); на фиг. б - конструкция упора кронштейна устройства для извлечения стержней и передачи стержневых ящиков, обеспечивающего поворот (кантовку) стержневых ящиков, разрез.
Линия для изготовления стержней (фиг. 1 и 2 ) состоит из пескодувной машины 1, выполненной по известной конструкцииf системы роликовых конвейеров 2, конвейера 3 с боковыми роликами, позволяющего транспортировать стержневой ящик по роликам, на его фланце, передаточных угловых столов 4, подъемного стола 5, механизма 6 извлечения стержня и передачи стержневых ящиков, транспортеров подачи 7 и уборки 8 стержневых ящиков, располох енных вне конвейера линии. Кроме того, в зависимости от назначения линии в ее состав могут быть включены необходимые устройства и агрегаты. В состав линии для изготовления стержней, отверждаемых продувкой газом (например,СО2 ) или катализатором (фиг. 1), входит установка для отверждения стержней, а именно устройство для продувки 9, камеры окраски 10 и подсушки 11 стержней и механизм очистки 12 сушильных плит. В состав линии для изготовления стержней с их последующей тепловой сушкой входит сушило 13, камера окраски 10 стержней, . механизм очистки 12 сушильных плит
а также механизм загрузки 14 и выгрузки 15 стержней из сушила 13.
Входящая в состав линии пескодувная машина 1 (фиг. 3) состоит из пескодувного резервуара 16, сменной насадки 17 с надувной плитой 18, которая может быть универсальной, механизма надува 19 с ресивером 20, механизма 21 загрузки смеси в резервуар, траверсы 22, механизма 23 изoвлечения стержней, колонн 24, жакета 25 для стержневого ящика с механизмом поджима ящика. Последний расдоложен внутри жакета 25 и состоит из одного (или нескольких) эластичного воздухопроницаемого мешка 26, соеди5ненного трубопроводом 27 с сетью сжатого воздуха. На жакете расположены зажимы 28 для прижима стержневогс ящика и транспортной (сушильной ) плиты при их кантовке. Кантовка осуществляется поворотом жакета с помощью пары рейка - шестерня 29. Стержневой ящик 30, применяемой на линии, снабжен фланцем 31, выполненным по размеру жакета.
5
Механизм 6 для извлечения стержней и передачи стержневых ящиков (фиг, 5) состоит из подвижной тележки 32, перемещаемой на колесах 33 по рельсам 34, расположенным на стой9ках 35 и пересекакяцим обе ветви конвейера 2 стержневой линии и транспортеры подачи 7 и уборки 8 стержневых ящиков (фиг. 1 и 2). На тележке 32 смонтирован привод перемещения
5 тележки (не показан), обеспечивающий ее плавную остановку и фиксацию на любой из рабочих позиций, контролируемую, например, путевыми выключателями.. Тележки 32 снабжены цилиндром подъема 36 и направлякмдими 37
0 для подъема платформы 38 (или рамы). На платфОЕ.1е 38 размещены раздвижные каретки 39, перемещаемые по направляющим 40 пневмоцилиндрами 41. На каждой каретке 39 смонтировано
5 по три кронштейна 42, причем два кронштейна 42 расположены друг против друга на одной оси, перпендикулярной оси перемещения кареток 39, и выполнены раздвижными. Кронштейны 42 пе0ремещаются по направляющим 43 с помощью пневмоцилиндров 44. На кронштейнах 42 установлены упоры с вибраторс1ми 45. Третий кронштейн 46 расположен соосно с аналогичным
5 кронштейном противоположной каретки на оси перемещения каретки. Упор 47 этого кронштейна (фиг. 6) представляет собой ось 48 с выступающим за пределы кронштейна концом и с упором,
0 на котоЕ ай наклеена резиновая шайба 49. На противоположный конец оси насажена шестерня 50, приводимая во вращение рейкой, закрепленной на штоке пневмоцилиндра 51. Для установки в жакет 25 стержневых ящиков 30
5 пескодувная машина 1 снабжена манипулятором 52. Работа линии для изготовления стержней, отверждаемых продувкой газом, осуществляется следующим образом, На конвейер 2 линии устанавливаю ся в необходимом количестве транспо ные плиты, первая из которых фиксируется упором на ветви конвейера, ведущей к пескодувной машине перед конвейером 3, выполненным с боковыми роликами. На транспортер пода чи 7 устанавливаются стержневые явдики с фланцами, соответствующими размеру жакета 25 пескодувной маши нь 1, таким образом, чтобы две из cJ-opoH были параллельны рельсам 34 механизма б извлечения стержней и передачи стержневых ящиков, а размер фланца между перпендикулярными им сторонами соответствовал рассто нию между ребордами роликов конвей ра 3. Ящики устанавливаются на тра портере 7 фланцами вниз, а отъемные части - рядом с ними. В начале рабо ты тележка 32 механизма 6 передачи стержневых яшиков перемещается на позицию Над транспортером 7, платфарма 38 опускается вниз, каретки 39 сдвигаются и кронштейны 46 зажимают стержневой ящик. Кронштейны 42 при этом раздвинуты. Затем платформа 38 вместе со стержневым ящико поднимается вверх,ящик кантуется по воротом осей 48 с упорами пневмоцилиндрами 51 через шестерни 50, посл чего оператор производит подготовку стержневых ящиков к работе: выполняет их обдувку, смазку разделительным составом, устанавливает отъемные части, каркасы, холодильНИКИ и т.д. Эти операции могут производиться на любой из удобных для этого позиций как при поднятой, так и при опущенной платформе 38. Далее тележка 32 перемещается по рельсам 34, останавливается на позиции конвейером 3 я опускает на него стержневой ящик. При это фланец ящика ложится на боковые рол ки конвейера, а корпус ящика находится между роликами. По конвейеру 3 ящик перемещается к подъемному столу 5 так ;же, как и конвейер 3, снабженному боковыми роликами. Зате к стержневому ящику подводится мани пулятор 52 пескодувной машины, кото рый опускается, захватывает стержневой ящик, вновь поднимается, пере носит стержневой ящик на позицию надува, опускает ящик в жакет и воз вращается в исходное положение за транспортной плитой, которая перемещается вслед за стержневым ящиком Одновременно пескодувный резервуар 16 с насадкой 17 и надувной плитой 18 перемещается на позицию надува и устанавливается над жакетом 25 со стержневым ящиком. В размещенный в жакете воздухонепронидаелмй эластичный мешок подается сжатый воздух или жидкость, под действием которых мешок раздувается, поднимает стержневой ящик, прижимая его к надувной плите пескодувного резервуара, после чего облегчает ящик со всех сторон, препятствуя его опусканию или раскрытию, а также разрыву при последующем надуве. Затем производится вдув смеси в ящик из пескодувного резервуара, после чего из эластичного мешка выпускается воздух или жидкость, ящик опускается вниз на 25, пескодувный резервуар 16 возвращается в положение загрузки, а манипулятор 52 забирает транспортную плиту с подъемного стола 5, устанавливает ее на стержневой ящик и возвращается в исходное положение. Зажимы 28 жакета прижимают транспортную плиту с ящиком к корпусу жакета, после чего жакет кантуется. Стол поднимается вверх по,цжимаясь к транс-, портной плите, далее зажимы 28 жакета разжимаются, и стол вместе с транспортной плитой и стержневым ящиком опускается вниз. Транспортная плита со стержневым ящиком и стержнем вьц: ается на конвейер линии, а жакет возвращается в исходное положение. По конвейеру линии транспортная, плита с ящиком и стержнем поступают в устройство для продувки газом, где стержень подверг ается химическому твердению, после чего весь комплект передается на позицию под рельсами 34 механизма б для извлечения- и транспортировки стержня. Тележка 32 перемещается по рельсам в положение над стержневым ящиком, платформа 38 опускается вниз, каретки 39, а затем кронштейны 42 сходятся, зажимая стержневой ящик за фланец, после чего осуществляется протяжка стержня: из вытряхных ящиков подъемом вверх платформы 38 с кронштейнами, а из разъемных ящиков раздвижением кареток 39 с последующим их подъемом вместе с платформой 38 Во время протяжки включаются вибраторы 45„ Извлеченный стержень на транспортной плите далее следует по конвейеру линии, если это необходимо, через камеру окраски 10, сушило -13 и далее на съем, причем оставшиеся на транспортной плите после протяжки стержня отъемные части сни- маются со стержня непосредственно на позиции протяжки или возле нее. Транспортная плита проходит через камеру очистки 12 и далее подается к конвейеру 3 в начальное положение. Поднятый вверх стержневой ящик кантуется аналогично описанному. Если ящик разборный, его половинки предварительно смыкаются сдвиганием кареток 39, Перед кантовкой кронш-, теины 42 должны быть раздвинуты. Затем ящик опускается вниз для установки в нем отъемных частей кар касов и т.д. и передается на началь ную позицию на конвейере 3, если по ртому ящику необходимо еще изготовить стержень, или на транспортер 8 уборки стержневых ящиков, после чего механизм б вновь забирает но,вый стержневой ящик с транспортера и передает его на конвейер 3, т.е. цикл возобновляется. В линии для изготовления стержней с последукядей тепловой сушкой (фиг. отвв;)ждение стержня продувкой газом отсутствует, а стерженй после снятия стержневого ящика поступает на транспортной сушильной плите в камеру окраски 10, а затем загружаетс в вертикальное сушило 13 загрузчико и выдается из него механизмом выгру ки 15. Последующие операции те же, что и в линии с продувкой газом или катализатором. Количество одновременно находящихся на линии стержневых ящиков определяется расстоянием между механизмом для извлечения стержней и транспортировки ящиков и пескодувной машиной. Для полной загрузки линии количество ящиков должно быть не мене трех. Количество транспортных (су- шильных) плит на линии определяется ее общей длиной и скоростью перемещения плит. Предложенная конструкция линии позволяет расширить ее технологические возможности за счет использования на ней деревянных и других неметаллических стержневых ящиков не только вытряхных, но и разъемных в вертикальной плоскости, и позволяет таким образом распространить область применения линий на индивидуальное и мелкосерийное производство, что обеспечивает повышение производительности труда стерженщиков в этом производстве.
30 2S
16
26
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пескодувные стержневые машины | |||
| М | |||
| , НИШШ, 1971 с, 94-95. | |||
