Заявленное устройство представляет собой пильно-обрабатывающий модуль. Производство, сборка пластиковых окон и дверей. Производимые операции - нанесение на заготовку пластикового профиля необходимых технологических отверстий (фрезерование, сверление, нанесение отметок), а также напила заготовок под углами 45, 135 и 90 градусов.
Аналогом заявленного технического решения является метод и машина для формирования профильных частей. Способ использования при изготовлении профилей. Метод имеет шаги подачи профиля в рабочую станцию, закрепления профиля на рабочей станции и резки его в профильную часть и остальную часть профиля. Профильная деталь перемещается на рабочую станцию для дальнейшей работы, оперативно соединяя ее с остатком профиля, в то время как заготовка и профиль остаются зажатыми и перемещают остаток профиля. Изобретение также охватывает машину для проведения способа (опубликованная заявка РСТ № WO 9801257, дата: 1998-01-15).
Существенными недостатками аналога является то, что он делает только напил профиля (без обработок); на станке только одна пила, что увеличивает время напила.
Прототипом заявленного изобретения является патент на станок для холодной распиловки и профильной секции профиля сверления. Машина имеет горизонтально перемещающуюся циркулярную пилу (7) с горизонтальным шпинделем (6), установленным под поверхностью стола, и в параллельной плоскости сверло (12) вертикального шпинделя, установленное на ползуне (11), перемещаемом вдоль горизонтальной верхней балки (4). Сверло имеет головку (15) с торцевой обработкой (14) и боковые рабочие шпиндели, позволяющие сверлить верхнюю и боковую поверхности работы (5). В таблице имеются щели для приема пильного диска и сверла. Пилы и сверло могут быть повернуты через заданный угол вокруг вертикальной оси, проходящей через плоскость расположение работы упорной поверхности (17). ПРЕИМУЩЕСТВА - Быстрое время производства. Требуется меньше места (патент Федеративной Республики Германии № DE 4114277 (А1), дата: 1992-11-05).
Основными недостатками прототипа является то, что имеет только одна пила; нет автоматической подачи профиля; ограниченное количество обработок.
Задачей предложенного к патентованию технического решения является устранение недостатков аналога и прототипа.
Технический результат состоит в достижении максимальной производительности с максимальной точностью выполнения операций на минимальной площади в рамках заготовительного участка оконного производства. Все приведенные выше аналоги имеют большие габариты и низкую производительность по сравнению с данным техническим решением.
Достигаемый технический результат реализуется в пильно-обрабатывающем устройстве для обработки пластикового профиля, которое содержит закрепленные на общей раме фрезерный блок и пильный модуль. Новым является то, что фрезерный блок выполнен трехмодульным и состоит из модуля фрезерного входного, модуля фрезерного подвижного и модуля фрезерного выходного, причем каждый упомянутый модуль состоит из трех плит, несущей плиты, плиты горизонтального перемещения, установленной на профильных линейных направляющих, закрепленных на несущей плите, и плиты вертикального перемещения, установленной на профильных линейных направляющих, закрепленных на плите горизонтального перемещения, при этом на плите вертикального перемещения установлены инструменты со сменными сверлами или фрезами, а пильный модуль состоит из установленных на трехпильном столе входной линейки для направления пластикового профиля, маятника трехдисковой головки с пильным диском 45°, пильным диском 135° и пильным диском 90° и манипулятора выгрузки для фиксации профиля при распиле и его вытягивания из пильно-обрабатывающего устройства.
Заявленное изобретение поясняется чертежами.
Фиг. 1 - пильно-обрабатывающий модуль в сборе.
Фиг. 2 - блок фрезерный трехмодульный.
Фиг. 3 - плита.
Фиг 4 - модуль пильный;
Фиг. 5 - показано соединение несущей плиты модуля фрезерного входного и несущей плиты модуля фрезерного выходного.
Фиг. 6 - модуль прижимной горизонтальный.
Фиг. 7 - модуль прижимной унифицированный вертикальный.
Фиг. 8 - модуль прижимной горизонтальный.
Фиг. 9 - плита инструментальная.
Фиг. 10 - стол трехпильный.
Фиг. 11 - манипулятор выгрузки.
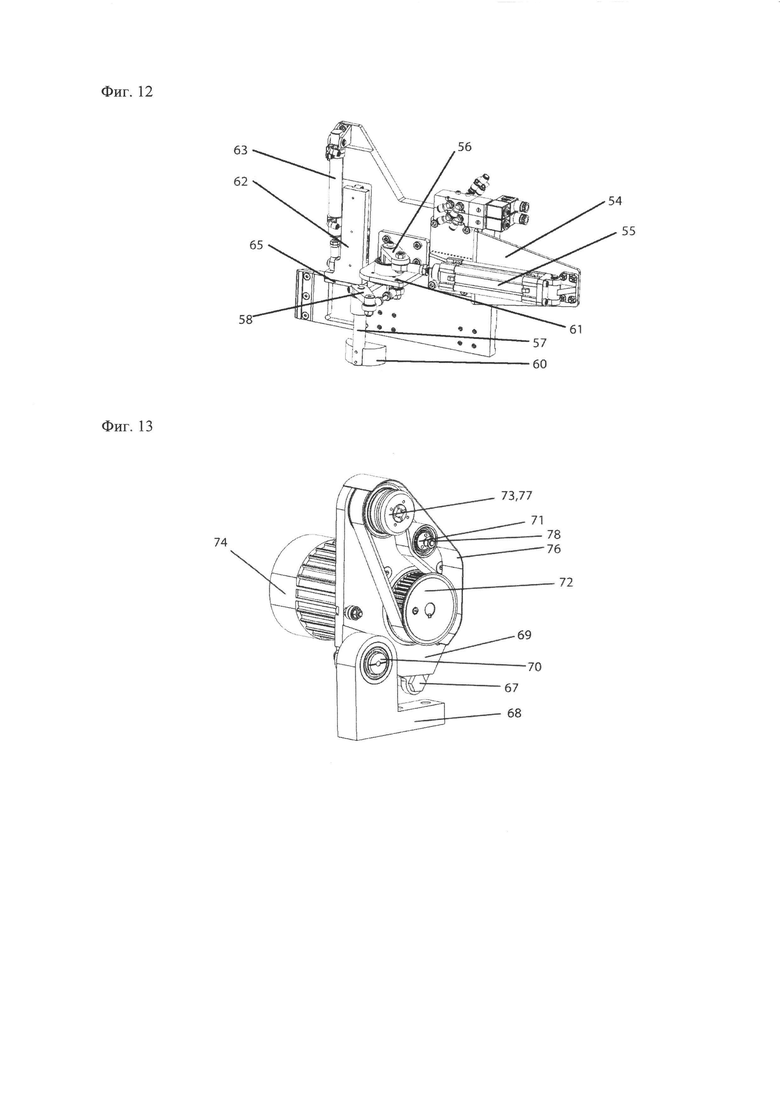
Фиг. 12 - линейка манипулятора выгрузки.
Фиг. 13 – маятник головки.
Конструкция пильно-обрабатывающего модуля состоит из двух основных узлов (Приложение А Фиг. 1), которые закреплены на общей раме:
блок фрезерный трехмодульный (Приложение А Фиг. 2), который состоит из:
модуля фрезерного входного;
модуля фрезерного подвижного;
модуля фрезерного выходного.
Каждый модуль состоит трех плит (Приложение А Фиг. 3):
несущей плиты;
плиты горизонтального перемещения, установленной на профильных линейных направляющих (далее - Рельсы), закрепленных на несущей плите;
плиты вертикального перемещения (плита инструментальная), установленной на Рельсах, закрепленных на плите горизонтального перемещения. На плите вертикального перемещения установлены инструменты со сменными сверлами или фрезами.
Модуль пильный (Приложение А Фиг. 4), который состоит из:
линейки входной;
манипулятора выгрузки;
маятника пильного диска 45;
маятника пильного диска 135;
маятника пильного диска 90.
Несущая плита Модуля фрезерного входного (Далее - Входная несущая плита) и Несущая плита Модуля фрезерного Выходного (Далее - Выходная несущая плита) своими основаниями установлены на общей раме пильно-обрабатывающего модуля и в верхней части связаны между собой двумя Стяжками (2) и двумя Цилиндрическими Направляющими для линейных подшипников (3) (Приложение А Фиг. 5). Стяжки и цилиндрические Направляющие проходят сквозь Несущую плиту Модуля фрезерного подвижного (Далее - Подвижная несущая плита), расположенную между Входной и Выходной несущими плитами. По цилиндрическим направляющим двигаются линейные подшипники, вставленные в стаканы линейных подшипников, закрепленные на Подвижной несущей плите. Линейные подшипники позволяют Подвижной несущей плите скользить вдоль оси подачи профиля между Входной и Выходной несущими плитами.
Подвижная несущая плита приводится в движение вдоль оси подачи профиля Серводвигателем (6), закрепленным в верхней части Выходной несущей плиты, который приводит в движение винт Шариковой винтовой передачи (Далее - ШВП). Между винтом ШВП и валом Серводвигателя расположен Валик переходной (7) который выступает в качестве соединителя для этих двух элементов (Приложение А Фиг. 5). На Подвижной несущей плите в верхней части закреплена Гайка ШВП в которую входит винт ШВП. При работе Сервомотора происходит вращение вала Сервомотора, которое передается на Валик переходной, далее на винт ШВП и, за счет вращения винта ШВП внутри Гайки ШВП - Подвижная несущая плита приводится в движение вдоль оси подачи профиля.
На Входной, Подвижной и Выходной несущих плитах расположены:
Серводвигатель, Кронштейн подшипника ШВП (8), Опора винта ШВП (9), Винт ШВП (10), два Рельса, расположенных горизонтально (11), Модуль опорный (12), Модуль прижимной унифицированный вертикальный (13), Модуль прижимной горизонтальный (14) (Приложение А Фиг. 6).
Серводвигатель горизонтального перемещения расположены на торцах несущих плит справа и закреплены винтами на Кронштейне подшипника ШВП, также на Кронштейне подшипника ШВП установлена Опора винта ШВП. На валу Серводвигателя установлена упругая соединительная муфта, через которую вращение передается на винт ШВП, который закреплен на другой стороне соединительной муфты.
Два Рельса, расположенные горизонтально на Входной, Подвижной и Выходной несущих плитах, жестко закреплены на них. На Рельсах установлены каретки скольжения по две на каждый Рельс, которые в свою очередь жестко закреплены на Плитах горизонтального перемещения (1.1.2.).
Модуль опорный состоит из кронштейна, закрепленного на Несущих плитах, и двух цилиндрических роликов, установленных на кронштейне горизонтально так, чтобы обрабатываемый профиль опирался на ролики при подаче профиля вдоль оси подачи.
Модуль прижимной унифицированный вертикальный (Приложение А Фиг. 7). закреплен на несущих плитах с лицевой стороны через Кронштейн-удлинитель (15), на котором закреплен Пневмоцилиндр (16), на ответной части которого закреплена Накладка прижима горизонтального (17), на Накладке прижима закреплен Рельс, на котором установлена Каретка скольжения (18), установленная жестко на несущих Плитах (Входной, Подвижной, Выходной). На накладке прижима установлен подшипник, использующийся как прижимной ролик. Так при подаче воздуха на пневмоцилиндр прижимной ролик опускается на профиль и прижимает его к роликам Модуля опорного. Модуль прижимной унифицированный служит для прижима обрабатываемого профиля в вертикальном направлении и возможности его протягивания сквозь пильно-обрабатывающий модуль в том числе за счет подшипника вращения.
Модуль прижимной горизонтальный (Приложение А Фиг. 8) состоит из Пневмоцилиндра (19), корпус которого закреплен на лицевой части несущих Плит. Ответная часть Пневмоцилиндра закреплена на Накладке прижима горизонтального (20), на Накладке прижима закреплен Рельс на котором установлена Каретка скольжения (21), установленная жестко на Плитах на лицевой центральной части.
Плиты горизонтального перемещения приводятся в движении по горизонтали за счет вращения валов Серводвигателей, передачи момента через упругую соединительную муфту на винт ШВП который проходит через гайку ШВП которая закреплена жестко в Корпусе гайки ШВП (24). Корпусы гаек ШВП жестко закреплены на Плитах горизонтального перемещения. За счет установленных на Плитах горизонтального перемещения кареток скольжения и установленных на Входной, Подвижной и Выходной плитах горизонтально расположенных рельс задается точное горизонтальное направление движения Плиты горизонтального перемещения относительно Входной, Подвижной и Выходной плит.
На Плитах горизонтального перемещения расположены:
Серводвигатель, гайка ШВП, опора винта ШВП, упругая соединительная муфта, Кронштейн серводвигателя вертикального привода (25), два вертикально расположенных рельса, Винт ШВП.
Серводвигатель установлен вертикально на Кронштейне серводвигателя вертикального привода. Кронштейн серводвигателя закреплен на выступающей верхней части Плиты горизонтального перемещения четырьмя винтами. Вал Серводвигателя зафиксирован в упругую соединительную муфту. В противоположном отверстии муфты зафиксирован Винт ШВП. Два вертикально расположенных рельса установлены на Плитах горизонтального перемещения со стороны противоположной установленным кареткам скольжения. На рельсах расположены каретки скольжения по две на каждую рельсу, которые в свою очередь жестко закреплены на Плитах инструментальных (1.1.3, 1.1.4, 1.1.5).
На Плитах инструментальных 1,2,3 расположены (Приложение А Фиг. 9): Гайка ШВП, Держатель гайки ШВП (26), Держатели шпинделей (27), Держатели электрических шпинделей (28), Пневмошпиндели (29), Электрошпиндели (30), каретки скольжения, Дуга-рельс (31), Ползун дуговой (32), Пневмоцилиндр (33), Подшипники (34), Фреза (35).
Плиты инструментальные приводятся в движении по вертикали за счет вращения валов Серводвигателей, передачи момента через упругую соединительную муфту на винт ШВП который проходит через гайку ШВП которая закреплена жестко в Держателе гайки ШВП (26). Держатели гаек ШВП жестко закреплены на Плитах инструментальных 1,2,3. За счет установленных на Плитах инструментальных 1,2,3 кареток скольжения и установленных на Плитах горизонтального перемещения вертикально расположенных рельсах, задается точное вертикальное направление движения Плиты инструментальной 1,2,3 относительно Входной, Подвижной, Выходной плит и Плит горизонтального перемещения.
На каждой Плите инструментальной 1,2,3 расположены специальные выборки и отверстия для крепления Держателей шпинделей и Держателей электрических шпинделей. Выборки (отфрезерованные на Плитах карманы для посадки держателей) выполнены под определенными углами, обусловленными необходимостью нанесения технологических отверстий на ПВХ оконных профилях под определенными углами.
Берем для основы указания углов единичную тригонометрическую окружность (360).
Так на Плите инструментальной 1 (1.1.3.) - выборки сделаны:
Под Держатели шпинделей под углами 180° и 135°.
Под Держатели электрических шпинделей под углами 0° (360°) и 270°.
Под Дугу-рельс под углом 45°. Дуга-рельс закреплена 4 винтами в выборку которая повторяет форму Дуги-рельса в Плите инструментальной 1. Внутри Дуги-рельса установлен Ползун дуговой, который за счет своей формы имеет возможность наклона/скольжения внутри Дуги-рельса. В Ползуне дуговом установлено 4 подшипника на винты, которые, соприкасаясь с внутренними стенками Дуги-рельса, вращаются и позволяют скользить Ползуну дуговому внутри Дуги-рельса. Сверху на Ползуне дуговом установлен Держатель шпинделя и Пневмошпиндель. Ползун дуговой закреплен на конце штока Пневмоцилиндра, другой конец пневмоцилиндра установлен на винт на Плите инструментальной 1. Так, при работе пневмоцилиндра (втягивание и вытягивание штока) Ползун дуговой и, установленный на нем Держатель шпинделя, перемещаются внутри Дуги-рельса, тем самым позволяя менять угол направления Держателя шпинделя от 45°-60° - в случае Плиты инструментальной 1.
На Плите инструментальной 2 (1.1.4) - выборки сделаны:
Под Держатели шпинделей под углами 90°, 0°(360°) и 270°.
Под Дугу-рельс под углом 225°. Дуга-рельс закреплена 4 винтами в выборку которая повторяет форму Дуги-рельса в Плите инструментальной 2. Внутри Дуги-рельса установлен Ползун дуговой, который за счет своей формы имеет возможность наклона/скольжения внутри Дуги-рельса. В Ползуне дуговом установлено 4 подшипника на винты, которые, соприкасаясь с внутренними стенками Дуги-рельса, вращаются и позволяют скользить Ползуну дуговому внутри Дуги-рельса. Сверху на Ползуне дуговом установлен Держатель шпинделя и Пневмошпиндель. Ползун дуговой закреплен на конце штока Пневмоцилиндра, другой конец пневмоцилиндра установлен на винт на Плите инструментальной 2. Так, при работе пневмоцилиндра (втягивание и вытягивание штока) Ползун дуговой и, установленный на нем Держатель шпинделя, перемещаются внутри Дуги-рельса, тем самым позволяя менять угол направления Держателя шпинделя от 225°-210° - в случае Плиты инструментальной 2.
На Плите инструментальной 3 (1.1.5.) - выборки сделаны:
Под Держатели шпинделей под углами 90°,180°, 0° (360°),270° и 225°.
В каждом Держателе шпинделей установлен Пневмошпиндель в цангу которого установлена Фреза.
В каждом Держателе электрошпинделей установлен Электрошпиндель в цангу которого установлена Фреза.
Фрезы имеют разные конфигурации длин, размеров и видов в зависимости от технического задания и видов наносимых технологических отверстий и/или отметок на ПВХ оконном профиле.
Фрезы установлены в цанги шпинделей и вращаются за счет подачи воздуха под давлением на Пневмошпиндели или за счет подачи электрического тока на Электрошпиндели.
Стол трехпильный (Приложение А Фиг. 10) представляет собой алюминиевую плиту (37), на которой расположены основные элементы: Линейка входная, Манипулятор выгрузки, Маятник пильный 45°, Маятник пильный 135°, Маятник пильный 90°, подвижная площадка поддержания обрезка профиля при отпиле.
Стол трехпильный установлен на Раме центрального блока и закреплен на ней четырьмя винтами. На Столе в выборках по линии перемещения обрабатываемого профиля установлено 8 Роликов (38) с подшипниками, которые позволяют ПВХ профилю свободно перемещаться внутри Модуля.
Входная линейка является направляющей для входящего в Модуль профиля. На Входной линейке расположен вертикальный Прижим-цулага (39), который фиксирует профиль при распиле. Прижим-цулага расположен на Входной линейке в кармане, на нем винтами закреплен рельс скольжения. На Входной линейке (в кармане) закреплена каретка скольжения. С обратной стороны Входной линейки закреплен пневмоцилиндр, ответная часть которого закреплена на рельсе через Серьгу вертикального прижима. Так, подачей воздуха на цилиндр приводится в движение шток цилиндра, который через Серьгу поднимает и опускает рельсу и Прижим-Цулаг, которая закреплена внутри каретки скольжения, расположенной на Входной линейке.
Манипулятор выгрузки (Приложение А Фиг. 11) состоит из следующих элементов: Балки выгрузки (41) на которой смонтированы Линейка Подвижная с прижимом,
Полка подвижная горизонтальная для сброса профиля (43) и Линейка вертикальная неподвижная.
Балка выгрузки Манипулятора закреплена на плите Стола трехпильного шпильками, причем, для точной установки манипулятора выгрузки параллельно движению профиля, между столом и балкой манипулятора в выборки устанавливается призматическая проставка, препятствующая смещению балки манипулятора относительно стола.
На задней вертикальной части Балки выгрузки расположены два Кронштейна поворотного сталкивателя (46) и Кронштейн пневмоцилиндра сталкивателя (47). На Кронштейнах поворотного сталкивателя закреплены Рычаги сталкивателя (48), внутри которых в стаканах установлены подшипники по два на каждый Рычаг. Первая пара подшипников закреплена через Ось поворотного сталкивателя к Кронштейнам поворотного сталкивателя. Вторая пара подшипников закреплена через Ось поворотного сталкивателя к Серьге сталкивателя, которая в свою очередь установлена на Полке подвижной (43). Края обоих Рычагов сталкивателя связаны между собой Тягой сталкивателя (51), на концах которой закреплены сферические шарниры, которые винтами закреплены на краях Рычагов.
На Кронштейне пневмоцилиндра сталкивателя установлен пневмоцилиндр, второй конец которого закреплен гайками на одном из Рычагов сталкивателя через Ось цилиндра сталкивателя (52).
Так, при подаче воздуха на пневмоцилиндр, шток цилиндра выдвигается и смещает Рычаг сталкивателя. За счет Тяги сталкивателя усилие передается на второй Рычаг сталкивателя. За счет одновременного и параллельного смещения двух Рычагов сталкивателя закрепленная на них Полка подвижная выдвигается или убирается из-под заготовок профиля, которые выходят из Пильно-обрабатывающего модуля.
Также на Балке выгрузки установлен Отбойник выгрузки (42), который зафиксирован на Балке выгрузки винтами и служит для фиксации и линейного направления движения заготовки вдоль оси Манипулятора выгрузки.
На Балке выгрузки установлены два горизонтальных рельса. На Линейке Подвижной с прижимом установлено 4 каретки скольжения, которые установлены на эти рельсы. Также на Балке выгрузки закреплен пневмоцилиндр (53), конец которого закреплен на Серьге прижимных роликов, которая в свою очередь зафиксирована на Линейке манипулятора выгрузки. Так при подаче воздуха на пневмоцилиндр, шток цилиндра выдвигается или втягивается приводя в движение Линейку манипулятора выгрузки, которая установленными с обратной стороны каретками скользит по двум рельсам установленным на Балке выгрузки.
На Линейке манипулятора выгрузки (Приложение А Фиг. 12) установлен Кронштейн поворотного цилиндра (54), Поворотный цилиндр (55), Рычаг поворотного цилиндра (56), Палец манипулятора (57), Рычаг прижимного пальца (58), Накладка манипулятора (60), Ось компенсатора (61), Стяжка М8 и два сферических шарнира, каретка скольжения, Накладка прижима манипулятора (62), пневмоцилиндр (63), Пластина прижима манипулятора (64), Накладка прижима манипулятора 2 (65).
Кронштейн поворотного цилиндра закреплен на Линейке манипулятора четырьмя винтами, на другой стороне Кронштейна поворотного цилиндра закреплен Поворотный цилиндр также четырьмя винтами. На штоке Поворотного цилиндра установлен Рычаг поворотного цилиндра. В отверстие на конце Рычага поворотного цилиндра установлен Палец манипулятора. Внизу Пальца манипулятора установлена на два винта Накладка манипулятора в виде полукруга. На верхней части Пальца манипулятора установлен Рычаг прижимного пальца, который винтом зафиксирован с сферическим шарниром. Два сферических шарнира имеют между собой стяжку. Второй сферический шарнир установлен на Ось компенсатора, которая, в свою очередь, установлена в корпус Поворотного цилиндра.
Так, при подаче воздуха на Поворотный цилиндр, происходит вращение рычага поворотного цилиндра на 90 градусов, вместе со штоком поворачивается и Палец манипулятора с Накладкой упругой, прижимая профиль к Манипулятору. Данный механизм служит для фиксации заготовки профиля при вытягивании заготовки из Пильно-обрабатывающего модуля.
На Линейке манипулятора выгрузки, в пазе со стороны Пильного модуля установлена каретка скольжения и зафиксирована четырьмя винтами. Также на Линейке манипулятора выгрузки расположен пневмоцилиндр в верхней части. Конец пневмоцилиндра закреплен на Накладке прижима манипулятора на которой установлен рельс, который, в свою очередь установлен в каретку скольжения в пазе на Линейке манипулятора выгрузки. На конце Накладки прижима манипулятора установлена Пластина прижима манипулятора, а на ней зафиксирована Накладка прижима манипулятора 2. Также на Накладке прижима манипулятора горизонтально установлен Цулаг выходной на четыре винта.
Так, при подаче воздуха, шток пневмоцилиндра выдвигается или втягивается, перемещая Накладку прижима манипулятора вертикально вверх и вниз. Данный механизм служит для фиксации профиля в момент распила и для вытягивания заготовки из Пильно-обрабатывающего модуля.
На столе снизу установлена каретка скольжения (перед зоной распила профиля) и пневмоцилиндр, закрепленный также снизу. Конец штока пневмоцилиндра закреплен на рельсе, которая, в свою очередь закреплена на Т-образном прижиме (66) на конце Т-образного прижима закреплена накладка.
На Столе трехдисковом установлен Маятник головки 45° (Приложение А Фиг. 13), который состоит из:
Пневмоцилиндра, сферического наконечника, Цапфы маятника (67), Опоры маятника (68), Маятника трехдисковой головки (69), Оси пилы (70), двух радиально-упорных подшипников, Натяжного ролика (71), Зубчатого шкива (72), Ступицы пилы (73), Электродвигателя (74), Кожуха пилы, зубчатого ремня, Защитного кожуха ремня (76), пильного диска, Оси пилы 2 (77), Ось натяжного ролика (78).
В специальном кармане на Столе трехдисковом установлена Опора маятника и закреплена двумя винтами. Внутри отверстия в Опоре маятника установлены два радиально-упорных подшипника внутри которых установлена Ось пилы. На узкой части Оси пилы закреплен Маятник трехдисковой головки и зафиксирован винтом гайкой и шайбой на Оси пилы.
На центральной части Маятника трехдисковой головки также установлен Электродвигатель через установочный фланец на четыре винта и закреплен гайками. На валу Электромотора со стороны пилы установлен зубчатый шкив и зафиксирован шпонкой на шпоночном пазе на валу Электромотора.
В нижней части Маятника трехдисковой головки в отверстие установлена Цапфа маятника, на которую с внешней стороны установлен сферический наконечник штока пневмоцилиндра и закреплен гайкой. Тело пневмоцилиндра закреплено на Раме центрального блока.
В верхней части Маятника трехдисковой головки в отверстие с фиксацией гайкой установлена Ось натяжного ролика, с другой стороны Маятника трехдисковой головки на Ось натяжного ролика установлен Натяжной ролик и зафиксирован гайкой со стороны пилы.
Еще выше на Маятнике трехдисковой головки в отверстии расположена Ось пилы 2, узкий конец которой зафиксирован гайкой с внешней стороны. На внутренней части Оси пилы 2 зафиксирована Ступица пилы на которой расположен пильный диск, зафиксированный на Ступице пилы шлицевой гайкой. Между щекой Ступицы пилы на которой расположен пильный диск и основание Маятника трехдисковой головки установлено два подшипника на которые установлен Зубчатый шкив.
Между двумя зубчатыми шкивами установлен зубчатый ремень, натяг которого регулируется Роликом натяжным.
Так, при подаче питания на Электромотор происходит вращение вала мотора, которое передается на зубчатый шкив и далее на зубчатый ремень. Зубчатый ремень зафиксирован на втором зубчатом шкиве в котором установлена Ось пилы 2 на которой установлен пильный диск. Пильный диск вращается за счет работы Электродвигателя и ременной передачи.
При подаче воздуха на пневмоцилиндр шток цилиндра выдвигается или втягивается тем самым опуская или поднимая Маятник трехдисковой головки 45° вместе с пильным диском в его составе. Так, пильный диск проходит в зону пиления и сквозь технологические отверстия в Столе трехдисковом пропиливает заготовку профиля полностью.
По такому же принципу устроена работа и принципиальное расположение элементов - Маятника трехдисковой головки 135 и Маятника трехдисковой головки 90.
Отличие Маятника трехдисковой головки 135 от двух других маятников состоит в том, что он расположен под Столом трехдисковым и для перемещения пильного диска в зону распила шток пневмоцилиндра втягивается, а не выдвигается, т.к. основание цилиндра закреплено как и у остальных двух маятников также снизу на Раме центрального блока.
Каждый Маятник трехдисковой головки закрыт Кожухом, который защищает оператора от открытых частей пильного диска и позволяет удалить пластиковую пыль и стружку из зоны пиления так, как имеет выходы для подключения шлангов от системы аспирации.
Технология производства пластиковых окон состоит из нескольких этапов:
- первый этап - это распил хлыста ПВХ профиля в нужный размер и под нужным углом (от поставщика профиля (напр. Rehau, VEKA, КВЕ и всех остальных) профиль приходит в паллетах хлыстами длиной от 6000 мм до 6500 мм) В зависимости от того какая конфигурация окна (глухое, одностворчатое и т.д.) определяется количество требуемых заготовок рамы, створки и импоста (все эти профиля имеют разное строение (рисунок) профиля) и под какими углами нужно из напилить (сделать заготовки). Так, например импост в 99% случае пилится под 90 гр, а рама и створка под 45 и 135.
- второй этап - это нанесение технологических отверстий, дренажей и отметок на заготовки профиля. Это - дренажные отверстия (5 мм шириной /25 мм длиной) под углами 45 и 90 градусов, выборки под основной запор, сверление под протяжку уплотнителя и т.д. Количество и тип обработки описывается в технологическом каталоге производителя/поставщика профильных систем.
Далее в заготовку пластикового профиля устанавливается армирование (стальной уголок или труба) которое свинчивается с пластиковым профилем саморезами для уверенной его фиксации внутри профиля. Далее следует сварка профиля (по 4 заготовки на контур) и далее все остальные этапы.
Работа Пильно-обрабатывающего центра заключается в следующем: Хлыст профиля устанавливается на транспортер, захватывается толкателем, который перемещает профиль в Пильно-обрабатывающий модуль.
В Блоке фрезерном трехмодульном осуществляются все возможные обработки (технологические отверстия, фрезеровки, нанесение отметок и пр.).
Обработанная часть хлыста перемещается толкателем в Пильный модуль, где производится распил хлыста на заготовки нужной длины и под нужным углом. Отпиленная заготовка вытягивается Манипулятором выгрузки на стол выгрузки, где оператор забирает заготовку для производства следующих этапов.
Таким образом, испытание опытного образца подтвердило влияние совокупности существенных признаков устройства на достигаемый технический результат: достижение максимальной производительности с максимальной точностью выполнения операций на минимальной площади в рамках заготовительного участка оконного производства.
Анализ совокупности всех существенных признаков предложенного изобретения доказывает, что исключение хотя бы одного из них приводит к невозможности полного обеспечения достигаемого технического результата.
Анализ уровня техники показывает, что неизвестно такое устройство, которому присущи признаки, идентичные всем существенным признакам данного технического решения, что свидетельствует о его неизвестности и, следовательно, новизне.
Вышеперечисленное доказывает соответствие заявленного устройства критерию изобретательского уровня, поскольку оно не очевидно для специалиста из области его применения.
Является промышленно применимым в избранной области техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический центр распила | 2017 |
|
RU2668314C1 |
| Устройство сварочной головы и способ производства пластиковых окон | 2019 |
|
RU2720371C1 |
| СТРОГАЛЬНО-ПИЛЬНЫЙ СТАНОК | 1992 |
|
RU2050263C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2348514C2 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2200087C1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2221693C1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| МОДУЛЬНЫЙ ЧЕТЫРЕХСТОРОННИЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ | 2007 |
|
RU2354542C1 |





Изобретение относится к пильно-обрабатывающему устройству. Пильно-обрабатывающее устройство для обработки пластикового профиля содержит закрепленные на общей раме фрезерный блок и пильный модуль. Фрезерный блок выполнен трехмодульным и состоит из модуля фрезерного входного, модуля фрезерного подвижного и модуля фрезерного выходного, причем каждый упомянутый модуль состоит из трех плит, несущей плиты, плиты горизонтального перемещения, установленной на профильных линейных направляющих, закрепленных на несущей плите, и плиты вертикального перемещения, установленной на профильных линейных направляющих, закрепленных на плите горизонтального перемещения. На плите вертикального перемещения установлены инструменты со сменными сверлами или фрезами. Пильный модуль состоит из установленных на трехпильном столе входной линейки для направления пластикового профиля, маятника трехдисковой головки с пильным диском 45°, пильным диском 135° и пильным диском 90° и манипулятора выгрузки для фиксации профиля при распиле и его вытягивания из пильно-обрабатывающего устройства. В результате обеспечивается повышение точности выполнения операций на минимальной площади в рамках заготовительного участка оконного производства. 13 ил.
Пильно-обрабатывающее устройство для обработки пластикового профиля, содержащее закрепленные на общей раме фрезерный блок и пильный модуль, отличающееся тем, что фрезерный блок выполнен трехмодульным и состоит из модуля фрезерного входного, модуля фрезерного подвижного и модуля фрезерного выходного, причем каждый упомянутый модуль состоит из трех плит, несущей плиты, плиты горизонтального перемещения, установленной на профильных линейных направляющих, закрепленных на несущей плите, и плиты вертикального перемещения, установленной на профильных линейных направляющих, закрепленных на плите горизонтального перемещения, при этом на плите вертикального перемещения установлены инструменты со сменными сверлами или фрезами, а пильный модуль состоит из установленных на трехпильном столе входной линейки для направления пластикового профиля, маятника трехдисковой головки с пильным диском 45°, пильным диском 135° и пильным диском 90° и манипулятора выгрузки для фиксации профиля при распиле и его вытягивания из пильно-обрабатывающего устройства.
| DE 4114277 A, 05.11.1992 | |||
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| ФРЕЗЕРНО-ОТРЕЗНОЙ СТАНОК И СПОСОБ УПРАВЛЕНИЯ ФРЕЗЕРНО-ОТРЕЗНЫМ СТАНКОМ | 2014 |
|
RU2652279C2 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ФРЕЗЕРНОПИЛЬНОГО ДЕРЕВООБРАБАТЫВАЮЩЕГО СТАНКА | 1992 |
|
RU2067522C1 |
| US 4736511 A1, 12.04.1988. | |||

