Изобретение относится к устройству для неразрушающих испытаний металлических деталей на наличие поверхностных дефектов посредством метода магнитопорошковой дефектоскопии согласно ограничительной части пункта 1 формулы изобретения.
При неразрушающих испытаниях металлических деталей возможно применение разных способов испытания. Наряду с дефектоскопией трещин краско-капиллярным методом для этого применяется, в частности, метод магнитопорошковой дефектоскопии, согласно которому деталь сначала намагничивают посредством сильного электромагнитного поля. Затем на поверхность детали наносят магнитный порошок и определяют получающееся распределение магнитного порошка. При этом способе возможно нахождение в детали таких трещин, расположенных на поверхности или непосредственно под ней, которые невооруженным глазом не распознаются или распознаются только с трудом.
Метод магнитопорошковой дефектоскопии известен по существу уже несколько десятилетий и применяется, в частности, для катаных или сварных деталей, а также для крупных пружин и труб. Другие детали, испытывающие значительные нагрузки при эксплуатации, такие как турбинные лопатки, валы, зубчатые передачи железнодорожного оборудования или другие удлиненные металлические стержни или трубы, также необходимо регулярно исследовать по истечении установленных периодов для испытания, так как в случае возникающих или уже изначально имеющихся трещин поломки таких деталей могут приводить к значительным повреждениям.
Создание магнитного поля может осуществляться либо посредством прохождения электрического тока через прилегающее к детали ярмо электромагнита, либо бесконтактным образом, за счет прохождения поля посредством катушек с проходящим по ним электрическим током, которые расположены относительно близко к детали и создают электромагнитное поле, силовые линии которого проходят в детали. Трещины в детали лучше всего распознаются, если продольное направление трещин проходит более или менее перпендикулярно магнитному полю. Магнитный поток рассеяния, создаваемый магнитным полем на месте трещины, приводит к наслоению и скоплению магнитного порошка и тем самым заставляет трещину проявляться. Для лучшей видимости магнитного порошка возможно совмещение этого эффекта с флуоресцирующими материалами, так что при ультрафиолетовом облучении магнитный порошок отчетливо выделяется на фоне поверхности и таким образом наглядно показывает трещины.
При прохождении поля через деталь значительное влияние на возможность нахождения дефектов в детали оказывает используемая конфигурация катушки. Целесообразно стремление зафиксировать по возможности все дефекты на поверхности детали в ходе одной технологической операции и, в частности, одновременно фиксировать продольные и поперечные дефекты.
Чтобы иметь возможность обследовать цилиндрическое металлическое тело со всех сторон, деталь во время испытания, как правило, поворачивают вокруг продольной оси, что возможно также в форме спиралеобразного движения, путем постепенного перемещения детали вперед в направлении продольной оси во время ее вращения.
В DE 3802575 С2 описаны устройство и способ для магнитопорошковой дефектоскопии, согласно которому для одновременного и последовательного нахождения продольных и поперечных дефектов деталь бесконтактным образом непрерывно проводят в осевом направлении между двух продольных сторон каркаса вытянутой катушки, имеющей закругленные концы на ее поперечных сторонах, сквозь катушку в ее продольном направлении. Таким образом, катушка образует форму седлообразной катушки. При прохождении детали сквозь катушку и повороте детали во время прохождения дефекты поверхности детали регистрируются по существу полностью.
Согласно способу, известному из DE 2939372 С2, создание магнитного поля происходит, с одной стороны, за счет прохождения внешнего поля, посредством катушки, и, с другой стороны, за счет прохождения электрического тока, посредством приложенного ярма электромагнита. Однако трудозатраты и расходы на аппаратное обеспечение для создания двух разных полей значительно выше, чем при чистом прохождении поля.
Для испытания концевых областей полых цилиндрических деталей из магнитных материалов, в частности труб, известна также возможность располагать токопроводящий проводник в боковой поверхности полой цилиндрической катушки, причем для намагничивания катушку вводят внутрь полой цилиндрической детали и приводят во вращение относительно трубы.
Для цилиндрических конструктивных элементов, поперечные размеры которых относительно малы по сравнению с продольными, прохождение через них магнитного поля возможно также посредством катушек, положенных вокруг детали. Чтобы при этом иметь возможность регистрировать как поперечные, так и продольные дефекты, известно использование двух перекрещивающихся катушек, смещенных по отношению друг к другу на 90° (так называемой катушки логометра), посредством которых производят магнитное поле, позволяющее при проведении детали через катушку логометра определять как продольные, так и поперечные дефекты.
Однако крестообразное расположение приводит к тому, что магнитные поля в соответствующей зоне перекрещивания катушек направлены перпендикулярно детали, так что в этих областях нахождение дефектов может происходить лишь в недостаточной степени. Поэтому, чтобы, тем не менее, иметь возможность фиксировать наличествующие погрешности в этой области, на практике детали либо вращают при их прохождении сквозь катушку логометра, либо проводят сквозь катушку логометра в несколько проходов, причем каждый раз поворачивают их вокруг их продольной оси на угол 90°.
Поэтому в основе изобретения лежит задача указать такое устройство для неразрушающих испытаний металлических деталей на наличие поверхностных дефектов посредством метода магнитопорошковой дефектоскопии, которое позволяет исследовать деталь на предмет продольных или поперечных дефектов, без необходимости неоднократно проводить деталь через катушки, производящие магнитное поле, или поворачивать ее во время испытания.
Эта задача решена изобретением, указанным в пункте 1 формулы изобретения. Предпочтительные варианты усовершенствования изобретения указаны в зависимых пунктах.
Согласно изобретению конструкция катушки логометра дополняется третьей катушкой, направление оси которой проходит перпендикулярно к плоскости первой и второй катушек катушки логометра, причем деталь при ее прохождении через систему катушек проводят по существу параллельно плоскости третьей катушки.
Третья катушка согласно изобретению влияет на магнитное поле, производимое первыми и вторыми катушками, таким образом, что при прохождении детали через систему катушек компоненты магнитного поля достигают любого места поверхности детали, позволяя фиксировать как продольные, так и поперечные дефекты.
Третья катушка предпочтительно разделена на первую секцию обмотки и вторую секцию обмотки, причем обе секции обмотки расположены параллельно друг другу на таком расстоянии, что имеется возможность провести деталь сквозь отверстие в свету, образуемое крестообразно расположенными первой и второй катушками, и одновременно между секциями обмотки.
Секции обмотки предпочтительно включены последовательно, с магнитным полем, направленным в одну и ту же сторону. При этом третья катушка производит очень однородное магнитное поле, которое накладывается на магнитные поля катушки логометра.
Намагничивание устройства катушки может производиться как постоянным током, так и переменным током или трехфазным током. Трехфазный ток легче трансформировать, но у постоянного тока есть преимущество, состоящее в предотвращении поверхностного эффекта. Согласно изобретению крестообразно расположенные первые и вторые катушки предпочтительно приводят в действие посредством трехфазного тока, в то время как третью катушку запитывают трехфазным током или постоянным током. При возбуждении первых и вторых катушек посредством трехфазного тока там создается вращающееся поле со сдвигом фазы, равным 90°, которое имеет круглую форму. Если третья катушка приводится в действие также трехфазным током, то легко компенсировать необходимые высокие фазовые токи и использовать трансформаторы трехфазного тока относительно простой конструкции. Кроме того, это позволяет сокращать количество токопроводящих проводников и тем самым уменьшать тепловые потери.
Система катушек согласно изобретению одновременно производит магнитные поля во всех направлениях, так что имеется возможность выявлять поверхностные дефекты металлической детали во всех направлениях.
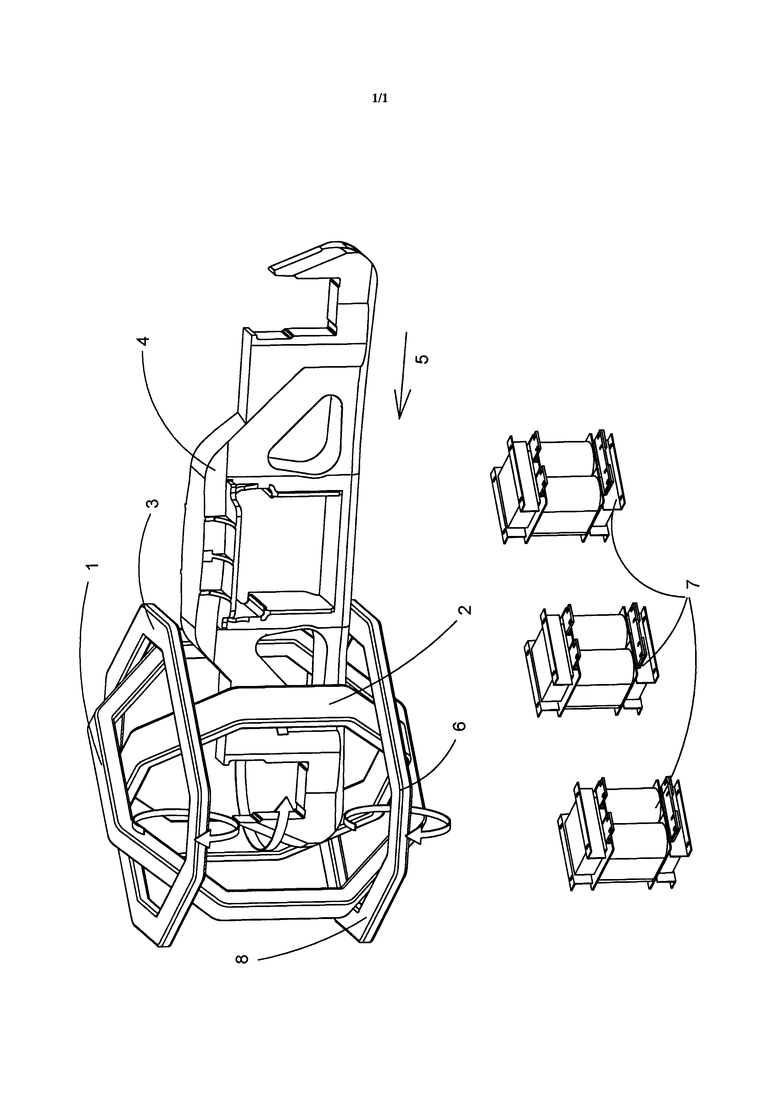
Ниже изобретение разъясняется более подробно на основании варианта осуществления. На единственной фигуре показана система катушек с катушкой логометра, которая содержит две катушки 1 и 2, смещенных на 90° относительно друг друга. Обе катушки 1 и 2 вложены друг в друга и предпочтительно имеют по 6 витков каждая. Свободные окошки между катушками имеют такой размер, что имеется возможность провести деталь 4 в направлении 5 сквозь катушку логометра.
Представленная на фигуре третья катушка 3 проходит своей осью перпендикулярно направлениям осей обеих катушек 1 и 2. Каждая из обеих катушек 3 и 6 содержит соответственно от одного до трех витков, предпочтительно по 3 витка. Они образуют, с хорошей степенью приближения, так называемые катушки Гельмгольца и проходят параллельно друг другу. Они включены электрически последовательно.
Каждая из катушек 1 и 2 присоединяется к одной из фаз трансформатора 7 трехфазного тока, в то время как секции обмотки присоединяются последовательно к третьей фазе трансформатора.
При достаточном размере используемых катушек и таким образом, при достаточно больших производимых ими магнитных полях возможны также испытания крупных деталей 4, как несущие каркасы железнодорожных вагонов, валы турбин и другие крупноформатные цилиндрические элементы, причем все поверхностные дефекты регистрируются катушками при единственном прохождении детали.
Необходимые для учета поверхностных дефектов распыляющие устройства для нанесения магнитного порошка на поверхность деталей, а также устройства для облучения ультрафиолетовым светом с целью нахождения получающихся скоплений магнитного порошка на поверхности детали по существу известны и на чертеже не показаны.
Форма катушек не ограничивается представленной восьмиугольной формой, а может выбираться, в частности, также круглой, причем применение восьмиугольной формы предлагает технологические преимущества. В любом случае желательно иметь как можно большее окно для прохождения детали 4. Если требуются испытания только относительно плоских деталей с малым поперечным размером, у которых размер в одном направлении значительно больше, чем в другом направлении, то конфигурация катушки также соответствующим образом может подгоняться к этому и, например, иметь овальную или прямоугольную форму.
Деталь 4 не является частью изобретения, а представлена только приблизительно, чтобы пояснить форму детали, для которой возможно испытание посредством устройства согласно изобретению.
Чтобы получать максимально четкую индикацию поверхностных трещин, в общем случае желательно достигать на поверхности напряженности поля не менее 20 А/см. При выполнении третьей катушки в форме двух секций обмотки с расстоянием 45 см друг от друга, при применении 6 витков для обеих катушек вместе и при соответствующем радиусе примерно 40 см для всех катушек для достижения указанной напряженности поля достаточно электрического тока примерно 1400 А в каждой катушке.
Секции обмотки могут быть расположены на наружной стороне или на внутренней стороне зоны перекрещивания катушки логометра. Если они расположены на наружной стороне, они могут иметь больший поперечник, который может быть и настолько велик, что возможно сближение секций обмотки друг с другом в осевом направлении, чтобы имелась возможность находиться более близко к плоским деталям. При расположении во внутренней части катушки логометра также возможно соответствующее изменение расстояния между секциями обмотки. Витки катушки могут быть несущими, но предпочтительно их размещение в стабильном немагнитном канале 8 восьмиугольной формы, который по меньшей мере с наружной стороны открыт для лучшей вентиляции.
Поскольку испытуемые объекты при магнитной дефектоскопии проводят, как правило, вплоть до намагничивания насыщения, остаточная намагниченность остается для испытуемых объектов также после отключения магнитного поля, создаваемого постоянным током. Устранить ее после испытания можно путем приложения к испытуемому объекту электромагнитного переменного поля, которое воздействует на деталь в течение нескольких секунд с постепенным ослаблением электрического тока.
В приведенном примере возможно испытание деталей с поперечным размером более 60 см и длиной более двух метров.
Обозначения
1 первая катушка
2 вторая катушка
3 первая секция обмотки
4 деталь
5 направление движения
6 вторая секция обмотки
7 трансформатор
8 носитель
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для магнитопорошковой дефектоскопии колец подшипников | 2024 |
|
RU2828161C1 |
| Устройство для магнитопорошковой дефектоскопии | 1985 |
|
SU1293622A1 |
| Устройство спирального намагничивания для магнитопорошкового контроля | 1989 |
|
SU1728777A1 |
| Способ магнитопорошкового контроля | 1979 |
|
SU789728A1 |
| СПОСОБ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2356042C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ СТЕНОК ТРУБОПРОВОДОВ | 2011 |
|
RU2453835C1 |
| МАГНИТОПОРОШКОВЫЙ ДЕФЕКТОСКОП | 2017 |
|
RU2653121C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ | 1992 |
|
RU2020465C1 |
| ТЕСТ-ОБРАЗЕЦ ДЛЯ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ | 1994 |
|
RU2092831C1 |
| Устройство для магнитной дефектоскопии | 1987 |
|
SU1580241A1 |
Изобретение относится к устройству для неразрушающих испытаний металлических деталей на наличие поверхностных дефектов посредством метода магнитопорошковой дефектоскопии, согласно которому на поверхность детали наносят средство, содержащее магнитный порошок, и при намагничивании детали посредством электрических катушек определяют распределение магнитного порошка на дефектах детали, причем первые и вторые катушки, расположенные под углом 90° друг к другу в плоскости их осей, охватывают деталь кольцом и вызывают ее намагничивание, и причем направления осей катушек проходят для каждой из них под углом 45° относительно продольной оси детали. При этом направление оси третьей катушки проходит перпендикулярно плоскости осей первых и вторых катушек, причем деталь при испытании проводят по существу параллельно плоскости третьей катушки. Технический результат – повышение точности выявления дефектов. 7 з.п. ф-лы, 1 ил.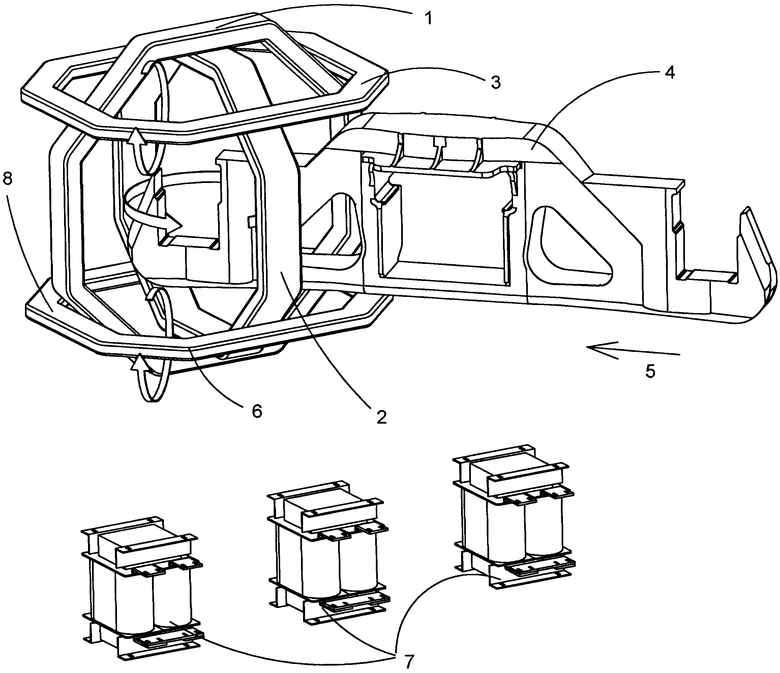
1. Устройство для неразрушающих испытаний металлических деталей на наличие поверхностных дефектов посредством метода магнитопорошковой дефектоскопии, согласно которому
на поверхность детали (4) наносят средство, содержащее магнитный порошок, и
при намагничивании детали посредством электрических катушек (1, 2) определяют распределение магнитного порошка на дефектах детали,
причем первые и вторые катушки (1, 2), расположенные под углом 90° друг к другу в плоскости их осей, охватывают деталь кольцом и вызывают ее намагничивание, а
направления осей катушек проходят для каждой из них под углом 45° относительно продольной оси детали,
отличающееся тем, что
направление оси третьей катушки проходит перпендикулярно плоскости осей первых и вторых катушек (1, 2), причем
деталь (4) при испытании проводят по существу параллельно плоскости третьей катушки, а
третья катушка разделена на первую (3) и вторую (6) секции обмотки, которые расположены параллельно друг к другу на расстоянии друг от друга, так что имеется возможность провести деталь сквозь отверстие в свету, образуемое первой и второй катушками (1, 2), крестообразно вложенными друг в друга, и между секциями (3, 6) обмотки.
2. Устройство по п. 1, отличающееся тем, что
на крестообразно расположенные первые и вторые катушки (1, 2) для их намагничивания воздействуют трехфазным током, а
на секции (3, 6) обмотки воздействуют трехфазным током или постоянным током.
3. Устройство по одному из предшествующих пунктов, отличающееся тем, что
катушки имеют соответственно восьмиугольную или круглую форму.
4. Устройство по п. 2, отличающееся тем, что
первые и вторые секции (3, 6) обмотки имеют от одного до трех витков каждая и включены последовательно.
5. Устройство по п. 1, отличающееся тем, что
первые и вторые секции обмотки перекрывают соответственно зону перекрещивания первых и вторых катушек с наружной стороны или с внутренней стороны.
6. Устройство по п. 1, отличающееся тем, что
поперечник в свету первых и вторых секций обмотки выбран таким, что возможно перемещение секций (3, 6) обмотки в направлении своих осей относительно первой и второй секций обмотки, и, таким образом, для относительно плоских испытываемых деталей (4) возможно подведение секций обмотки близко к поверхности детали.
7. Устройство по п. 1, отличающееся тем, что
крестообразно расположенные первые и вторые катушки (1, 2) выполнены с возможностью перемещения по отношению друг к другу в своем аксиальном направлении.
8. Устройство по п. 1, отличающееся тем, что
катушки помещены в немагнитных носителях (8), имеющих форму каналов.
| JP 2006292607 A, 26.10.2006 | |||
| CN 201561957 U, 25.08.2010 | |||
| JP 2007298482 A, 15.11.2007 | |||
| Способ получения пористого сферического носителя | 1984 |
|
SU1176940A1 |
| СПОСОБ МАГНИТНО-ПОРОШКОВОГО КОНТРОЛЯ | 0 |
|
SU186750A1 |

