Предлагаемое изобретение относится к ротору динамоэлектрической машины, имеющему вал, по существу цилиндрический якорь, якорную обмотку и барабанный коллектор, который содержит изолирующую несущую часть и закрепленные на коллекторе проводящие сегменты, зафиксированные посредством якорных частей в несущей части, причем к указанным сегментам электропроводящим образом присоединены обмоточные провода. В предлагаемом изобретении рассматриваются также аспекты изготовления барабанных коллекторов, используемых в подобных роторах.
На практике к роторам для динамоэлектрических машин, в частности для электродвигателей, предъявляется большое количество требований, частично противоречащих друг другу. Наиболее важные из подобных требований к роторам вышеуказанного типа или, точнее, к роторам, которыми укомплектованы динамоэлектрические машины, являются повышенный КПД, высокая мощность, компактная компоновка, экономичность и долговечность, минимальное техническое обслуживание, низкая стоимость производства, малая масса и малый момент инерции массы. Перечисленные требования применимы, в частности, для электрических стартеров двигателей внутреннего сгорания, причем из-за увеличенного применения функций пуска/остановки в транспортных средствах, снабженных подобными двигателями, в частности, относительно ожидаемой продолжительности эксплуатации соответствующего стартера, возникают новые проблемы.
Задача предлагаемого изобретения состоит в создании вышеуказанного ротора, характеризующегося, предпочтительно, особенно практичным компромиссом, в частности, относительно вышеизложенных практически насущных требований, достигаемым особенно высокой практической пригодностью, в частности, также относительно применения данного ротора в стартерах двигателей внутреннего сгорания.
В предлагаемом изобретении указанная задача решена посредством ротора вышеуказанного типа, отличающегося следующими взаимосвязанными признаками, предпочтительно функционально соотнесенными друг с другом:
указанные обмоточные провода выполнены из алюминия,
каждый проводящий сегмент содержит область с поверхностью скольжения, выполненную из меди, и соединительную область, выполненную из алюминия или из свариваемого с алюминием металла (сходного с алюминием металла),
каждая соединительная область содержит сплошное соединительное ушко, выступающее в радиальном направлении напротив щеточной контактной поверхности, и
обмоточные провода одним своим концом приварены к соединительному ушку соответственно расположенного проводящего сегмента с предотвращением непосредственного контакта с областями поверхности скольжения.
Однако существенные электрические свойства алюминия, в частности электропроводность, остаются значительно ниже аналогичных свойств меди, регулярно используемой в практике по настоящее время для обмоточных проводов якорной обмотки для роторов динамоэлектрических машин. В результате для машины аналогичной мощности требуются примерно на 25% утолщенные (по сравнению с обмоточными проводами из меди) алюминиевые обмоточные провода для пропускания соответствующих токов через роторную обмотку, что в результате приводит к увеличению примерно на 65% объема обмотки при применении алюминия вместо меди. Вместе с тем, с учетом толщины указанного материала, а также типовых цен на материалы при применении алюминия для производства обмоточных проводов в результате обеспечено весьма значительное преимущество в издержках производства по сравнению с применением меди, и кроме этого обеспечена возможность значительного уменьшения массы роторной обмотки (примерно на 50% от массы роторной обмотки из меди). В свою очередь, описанная выгода представляет в роторах для стартера современных транспортных средств весьма значительное преимущество, поскольку уменьшен момент инерции ротора в стартере, что приводит к повышенному ускорению ротора при пуске двигателя внутреннего сгорания. Соответственно, уменьшено время вращения ротора в стартере в каждом пусковом цикле, что также имеет положительное влияние на износ щеток и износ коллектора, и увеличена продолжительность эксплуатации рассматриваемой системы по сравнению с обычным уровнем техники в транспортных средствах с функцией пуска/остановки. На продолжительность эксплуатации рассматриваемой системы при одновременно повышенной эффективной мощности ротора также влияет предлагаемый в заявляемом изобретении вариант выполнения барабанного коллектора. Кроме этого, в результате установленная опытным путем крайне чувствительная область соединения (с хорошей электропроводностью и с механическим постоянным креплением) обмоточных проводов с проводящими сегментами барабанного коллектора может быть выполнена таким образом, что проводящие сегменты содержат выполненные из сходного с алюминием металла соединительные области, и каждый из них имеет сплошное соединительное ушко, радиально выступающее напротив щеточной контактной поверхности, с применением устоявшихся, очень надежных способов сварки. И наоборот, на эффективную мощность барабанного коллектора не влияет склонность алюминия к образованию непроводящих оксидов, поскольку проводящие сегменты барабанного коллектора в каждом случае содержат выполненную из меди область с поверхностью скольжения. Реализованная в рамках предлагаемого изобретения связь меди (то есть выполненных из меди проводящих сегментов обмоточных проводов или, точнее, медных структур, содержащих области с поверхностью скольжения) с алюминием (то есть выполненных из сходного с алюминием металла, содержащих сплошную соединительную пластину соединительных областей проводящих сегментов, или, точнее, алюминиевых структур, содержащих соединительные области) для достижения преимуществ реализована в барабанном коллекторе таким образом, что место соединения ограничено или полностью недоступно для электролитов, которые могут вызвать деградацию указанной связи вследствие разности электрических потенциалов. В вышеуказанном смысле место соединения меди и алюминия полностью заделано в несущей части, также для достижения преимуществ. При этом толщина выполненной из меди области с поверхностью скольжения составляет, таким образом, как правило, по меньшей мере 2 мм. Однако в зависимости от конкретной конструкции (как описано далее) для получения преимущества могут быть реализованы также существенно превышающие указанное значение толщины.
Идея изготовления роторной обмотки динамоэлектрической машины из алюминия обсуждалась в патенте США №3668449 А. Однако при применении технических характеристик в указанном документе не предусмотрено изготовление ротора, удовлетворяющего вышеизложенным требованиям. Так, коллектор, для обеспечения возможности связи выполненной из алюминия роторной обмотки с проводящими сегментами, изготовлен из двухслойного листа, выполненного из меди и алюминия и скатанного алюминиевым слоем наружу с образованием цилиндра. Полученный таким образом цилиндр из двухслойного листа затем был установлен на гильзе и разрезами разделен на отдельные сегменты. Затем алюминиевый слой поворачивали в конкретную для последующего контакта со щетками область цилиндра из двухслойного листа. При этом соединительные ушки выполнены из двухслойного листа. В свою очередь, указанные соединительные ушки изогнуты в виде петли алюминиевым слоем внутрь и медным слоем наружу для обеспечения предела прочности изогнутого петлей соединительного ушка. Затем роторную обмотку проводили через указанную петлю. Несмотря на весьма значительные технологические трудозатраты, получаемый коллектор никак не пригоден для применений с современными типовыми высокими требованиями по мощности.
Далее для упрощения терминов, касающихся материала проводящих сегментов, усеченно используется термин "алюминий" (вместо "сходного с алюминием металла"). При этом отсутствует ограничение (исключительно) алюминием, и, более того, в подобных случаях под "алюминием" следует понимать "сходный с алюминием материал" с тем значением, что данный материал может быть сварен с выполненными из алюминия обмоточными проводами роторной обмотки.
В соответствии с первым предпочтительным вариантом выполнения предлагаемого изобретения соединительная область каждого сегмента барабанного коллектора имеет по меньшей мере одно углубление, предназначенное для размещения конца по меньшей мере одного обмоточного провода, например, в виде паза, желоба или проема, проходящего, предпочтительно, параллельно оси коллектора. При применении соответствующих в данном случае способов сварки указанное углубление обеспечивает преимущество относительно долговечности ротора вследствие постоянной, очень надежной связи роторной обмотки с коллектором. Однако предпочтительно также применение других способов сварки при приваривании конца по меньшей мере одного обмоточного провода непосредственно к радиальной внешней поверхности соответствующего соединительного ушка, не имеющей углубления или аналогичного элемента.
В другом предпочтительном варианте выполнения предлагаемого изобретения, в котором обеспечена возможность реализации особенно простых контролируемых этапов способа, имеется отличие, состоящее в том, что якорные части проводящих сегментов полностью выполнены из меди и соответственно представляют собой единую медную структуру, также содержащую соответственно расположенную область с поверхностью скольжения. Таким образом, в каждом проводящем сегменте соединительная область выполнена в соединительном подсегменте, выполненном из сходного с алюминием металла и расположенном, особенно предпочтительно, радиально снаружи на соответственно расположенной медной структуре. Соответственно в каждом случае обеспечена возможность приваривания соединительного подсегмента (радиально или в осевом направлении) непосредственно на медную структуру, что может быть выполнено, например, путем применения способа сварки разрядом конденсатора (так называемая сварка разрядом конденсатора). Преимущество данного способа состоит в минимальном тепловыделении, и таким образом подача тепла в выполненную из меди область с поверхностью скольжения настолько незначительна, что не приводит в указанных местах подачи тепла к рекристаллизации меди, ограничивающей твердость и, как следствие, ресурс. В этой связи в одном предпочтительном варианте выполнения предлагаемого изобретения имеется отличие, состоящее в том, что твердость (по Бринеллю) областей проводящих сегментов с поверхностью скольжения изготовленного барабанного коллектора, в частности, при применении способа сварки для связи выполненных из различных материалов компонентов проводящих сегментов, составляет по меньшей мере 90 НВ и имеет, предпочтительно, допуск 5 НВ. При применении других технологий соединения (например, склеивания и холодной сварки, как, например, ультразвуковой сварки, сварки трением и других подобных способов) соединительный подсегмент и медная структура сопряжены друг с другом, в отличие от указанного выше, в каждом случае особенно предпочтительно, хотя и не обязательно, в области зубчатой соединительной зоны.
В рамках предлагаемого изобретения используются коллекторы, в которых якорные части проводящих сегментов полностью выполнены из меди и представляют собой единую медную структуру, что обеспечивает возможность вырезания проводящих сегментов из пруткообразного бинарного профиля, созданного непрерывным соединением медного профиля (штампованного профиля) и алюминиевого профиля (штампованного профиля). Таким образом, происходит совместное прокатывание (между по меньшей мере двумя роликами) медного профиля и алюминиевого профиля предпочтительно непрерывно под высоким давлением, причем, с одной стороны, с предварительным нагреванием медного профиля до его соединения с алюминиевым профилем (в частности, путем индуктивного нагревания), и, с другой стороны, с направлением лазерного луча непосредственно вовнутрь соединительной зоны между указанными обоими профилями. Таким образом, в результате с помощью относительно небольших производственных трудозатрат между алюминиевым и медным профилями получают связь, способную нести высокую механическую и электрическую нагрузку. При этом затем для достижения преимущества надрезают алюминиевый профиль в зоне последующих областей с поверхностью скольжения так, что в местах вырезания открыт медный профиль. Таким образом, описанный вариант выполнения получается из непрерывно осуществляемого способа соединения для обеспечения связи медных компонентов и алюминиевых компонентов друг с другом, - предпочтительно до вырезания проводящих элементов из соответствующего бинарного штампованного профиля.
В соответствии с другим предпочтительным вариантом предлагаемого изобретения якорные части только частично выполнены из меди, причем в каждом случае первая область якорной части представляет собой единую медную структуру, также содержащую соответственно расположенную область с поверхностью скольжения, а вторая область якорной части представляет собой единый соединительный подсегмент из сходного с алюминием металла, содержащий соответственно расположенную соединительную область. Таким образом, в данном случае соединительные подсегменты, содержащие соединительные области, индивидуально зафиксированы соответственно расположенными областями якорных частей в несущей части коллектора, что может хорошо сказываться на механической разгрузке места соединения между медью и алюминием. В частности, для достижения преимущества медная структура и соединительный подсегмент непосредственно сварены друг с другом в области осевого торца медной структуры. При этом также применены, с точки зрения вышеприведенных описаний, предпочтительно такие способы сварки, которые в результате имеют относительно небольшое тепловыделение, как, например, при сварке разрядом конденсатора (сварка разрядом конденсатора). Вместо прямой сварки медной структуры и соединительного подсегмента в области осевого торца медной структуры, то есть при применении, в частности, сварки трением или ультразвуковой сварки, в области соединения медной структуры и соединительного подсегмента обеспечено наличие сопрягаемых по геометрическому замыканию зон, в частности с выступами, ориентированными параллельно оси коллектора, и с соответствующими впадинами. Указанная конструкция обеспечивает продолжительное положительное влияние как на статику, так и на электрическую эффективную мощность так, что с помощью указанных сопрягаемых по геометрическому замыканию зон обеспечена возможность значительного увеличения находящейся под напряжением контактной поверхности в переходе от соединительных подсегментов к медным структурам.
В соответствии с еще одним предпочтительным вариантом выполнения предлагаемого изобретения якорные части полностью выполнены из сходного с алюминием металла. При этом данные части могут, в частности, в каждом случае полностью представлять собой единую базовую структуру из сходного с алюминием металла, также содержащую соответственно расположенную соединительную область, причем на указанной структуре расположен медный вкладыш, содержащий участок с поверхностью скольжения. Для соединения медного вкладыша с базовой структурой из сходного с алюминием металла применены вышеописанные аспекты, причем как относительно формообразования переходной области (сглаженной (притупленной) или профилированной), так и относительно возможного способа соединения (склеивания, сварки или другого подобного способа). С точки зрения различных вышеизложенных аспектов (массы, затрат на материалы) рассматриваемый вариант выполнения, в соответствии с которым в данном случае для производства проводящих сегментов используется алюминий в максимально возможной степени (или сходный с алюминием металл), является особенно предпочтительным.
В рамках предлагаемого изобретения используются коллекторы, в которых якорные части проводящих сегментов могут быть, с точки зрения вышеприведенного описания, полностью выполнены из сходного с алюминием материала, и заготовки проводящих сегментов могут быть вырезаны из пруткообразного бинарного профиля, созданного непрерывным соединением медного профиля (штампованного профиля) и алюминиевого профиля (штампованного профиля). Таким образом, в соответствии со способом, описанным в Европейских патентных документах ЕР 805733 В1 или ЕР 2090395 А2, совместно прокатывают (между по меньшей мере двумя роликами) медный профиль и алюминиевый профиль предпочтительно непрерывно под высоким давлением, причем, с одной стороны, предварительно нагревают медный профиль до его соединения с алюминиевым профилем (в частности, путем индуктивного нагревания), и, с другой стороны, направляют лазерный луч непосредственно вовнутрь соединительной зоны между указанными обоими профилями. Таким образом, в результате с помощью относительно небольших производственных трудозатрат между алюминиевым и медным профилями получают связь, способную нести высокую механическую и электрическую нагрузку. При отрезании или, при соответствующих условиях, на втором этапе после отрезания, предпочтительно отрезают заготовки проводящих сегментов из пруткообразного бинарного профиля там, где впоследствии должно происходить закрепление отдельной алюминиевой структуры, содержащей соединительную область, с надрезанием медного профиля таким образом, что в местах надрезания открыт алюминиевый профиль. При этом на открытом алюминиевом профиле заготовки проводящего элемента затем приваривают алюминиевую структуру, содержащую соединительную область, например, посредством лазерной сварки.
В соответствии с еще одним другим, особенно эффективным с точки зрения способа, вариантом выполнения проводящие сегменты собирают из двух предварительно изготовленных подсегментов, причем на первом подсегменте, содержащем участок с поверхностью скольжения и первую якорную подчасть, с торца приваривают второй подсегмент, содержащий соединительную область и вторую якорную подчасть. Таким образом, в каждом случае первый подсегмент содержит, предпочтительно, в частности, в области зубчатой соединительной зоны, выполненное из сходного с алюминием металла основание и медный вкладыш, содержащий участок с поверхностью скольжения. Данный вариант выполнения обеспечивает возможность изготовления соответствующего барабанного коллектора с минимальным количеством используемого сырья.
Другая, особенно эффективная возможность изготовления проводящих сегментов применяемого в рамках предлагаемого изобретения барабанного коллектора состоит в том, что каждый проводящий элемент содержит бинарный экструзионный профиль с переходной зоной между медью и сходным с алюминием металлом, которая по существу параллельна оси коллектора. Данный вариант выполнения обеспечивает, соответственно, возможность сборки не изготовленных предварительно фасонных деталей для создания соответствующего проводящего сегмента. Более того, при изготовлении проводящих сегментов происходит обработка бинарного экструзионного профиля. Первый в этой связи, крайне предпочтительный вариант выполнения отличается тем, что бинарный экструзионный профиль получен коэкструдированием путем совместного одновременного экструдирования меди и сходного с алюминием металла через одну головку. Данную операцию можно выполнять с применением так называемого способа «Conform (согласования)» с использованием соответствующим образом разработанных станков. В соответствии с другим особенно предпочтительным вариантом выполнения бинарный экструзионный профиль получен путем коэкструдирования с наложением сходного с алюминием металла на предварительно изготовленный медный базовый профиль. Для данного производства пригодны, в частности, станки, настроенные для применения так называемого способа «Conklad (наложения». Таким образом, после коэкструдирования с наложением сходного с алюминием металла на медный базовый профиль может быть выполнена механическая доработка указанной переходной зоны между сходным с алюминием металлом и медным базовым профилем для оптимизации качества получаемой связи. В данном случае следует упомянуть, в частности, способы прессования, сочетаемые с известной деформацией материала.
Суммируя вышеизложенное, в соответствии с еще одним дополнительным предпочтительным вариантом выполнения предлагаемого изобретения при применении способа экструдирования для производства бинарного экструзионного профиля обеспечена возможность производства соответствующего бинарного экструзионного профиля путем разделения надвое симметричного трехзонного экструзионного профиля. Так, например, трехзонный экструзионный профиль, производимый с помощью способа «Conform» или способа «Conklad», может содержать одну центральную область из меди и две внешние области из сходного с алюминием металла, причем затем медную область рассекают для получения двух бинарных экструзионных профилей. Вследствие симметричных, в данном случае, условий при экструдировании обеспечена возможность реализации соблюдения особо высоких стандартов качества при хорошей воспроизводимости.
Далее предлагаемое изобретение описано более подробно со ссылкой на предпочтительные варианты выполнения, проиллюстрированные на чертежах, на которых:
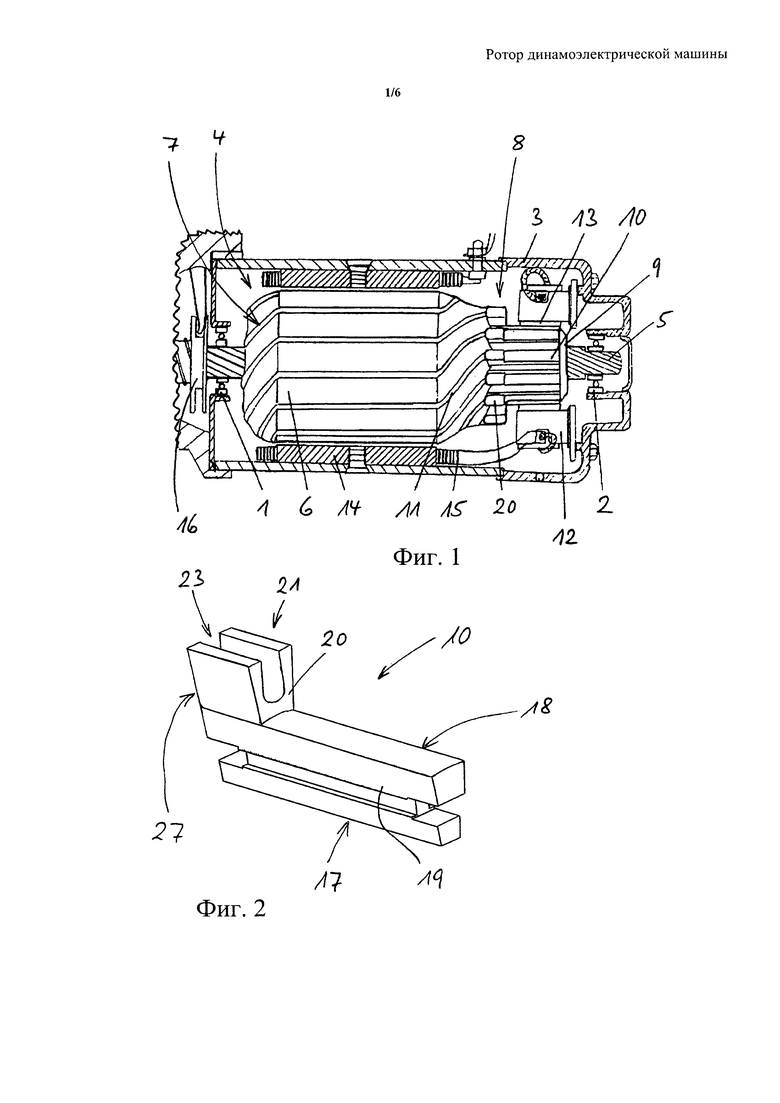
На фиг. 1 изображена часть стартера, укомплектованного предлагаемым ротором, необходимая для понимания предлагаемого изобретения;
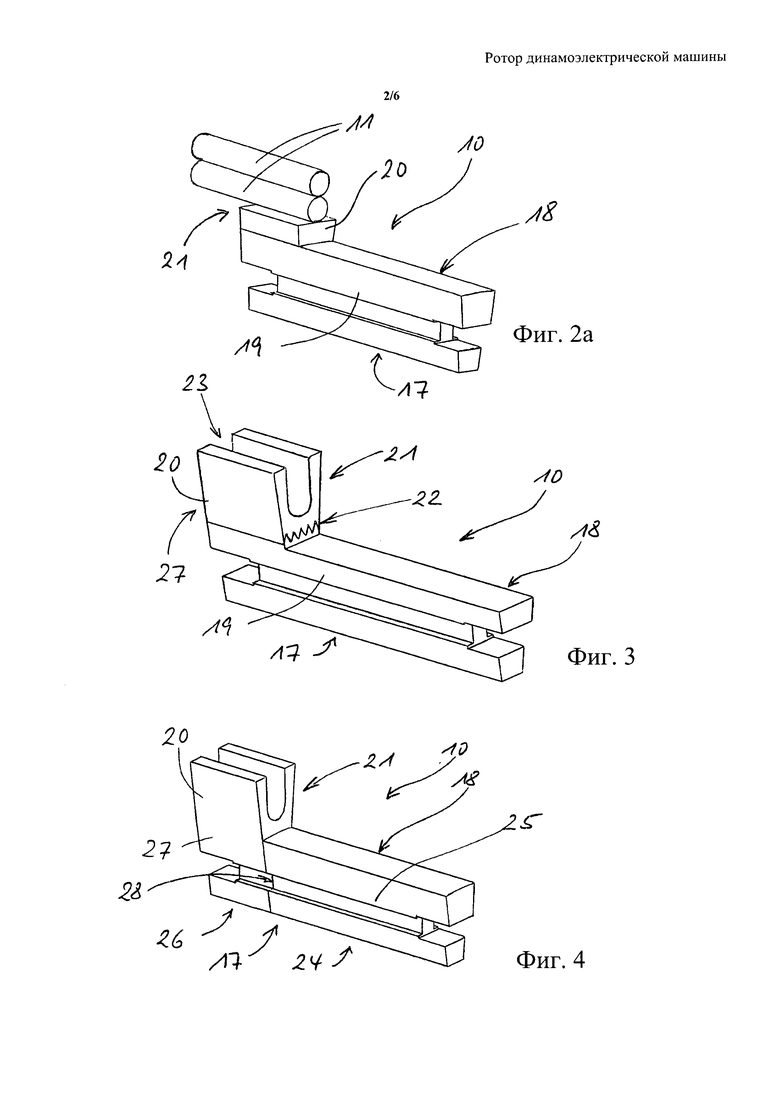
На фиг. 2 изображен вид в аксонометрии первого варианта выполнения пластины (проводящего сегмента) барабанного коллектора, применяемого для ротора, показанного на фиг. 1;
На фиг. 2а изображен другой вариант пластины, изображенной на фиг. 2;
На фиг. 3 изображен вид в аксонометрии второго варианта выполнения пластины барабанного коллектора, применяемого для ротора, показанного на фиг. 1;
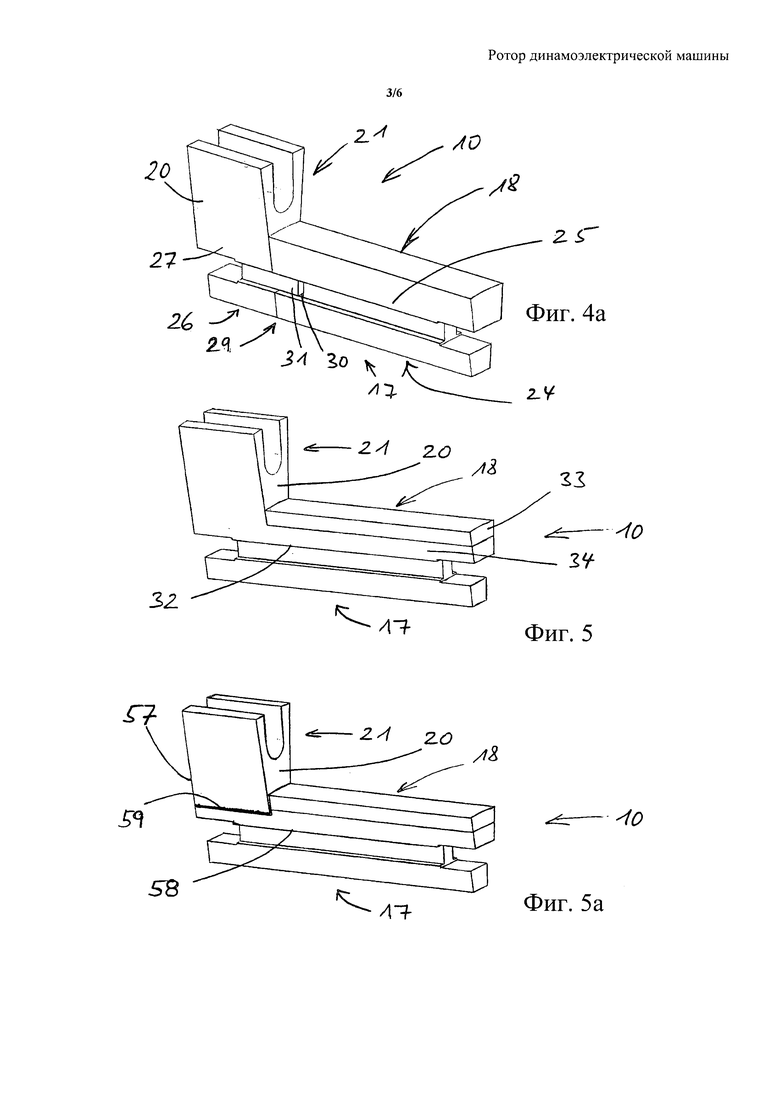
На фиг. 4 изображен вид в аксонометрии третьего варианта выполнения пластины барабанного коллектора, применяемого для ротора, показанного на фиг. 1;
На фиг. 4а изображен другой вариант пластины, изображенной на фиг. 4;
На фиг. 5 изображен вид в аксонометрии четвертого варианта выполнения пластины барабанного коллектора, применяемого для ротора, показанного на фиг. 1;
На фиг. 5а изображен другой вариант пластины, изображенной на фиг. 5;
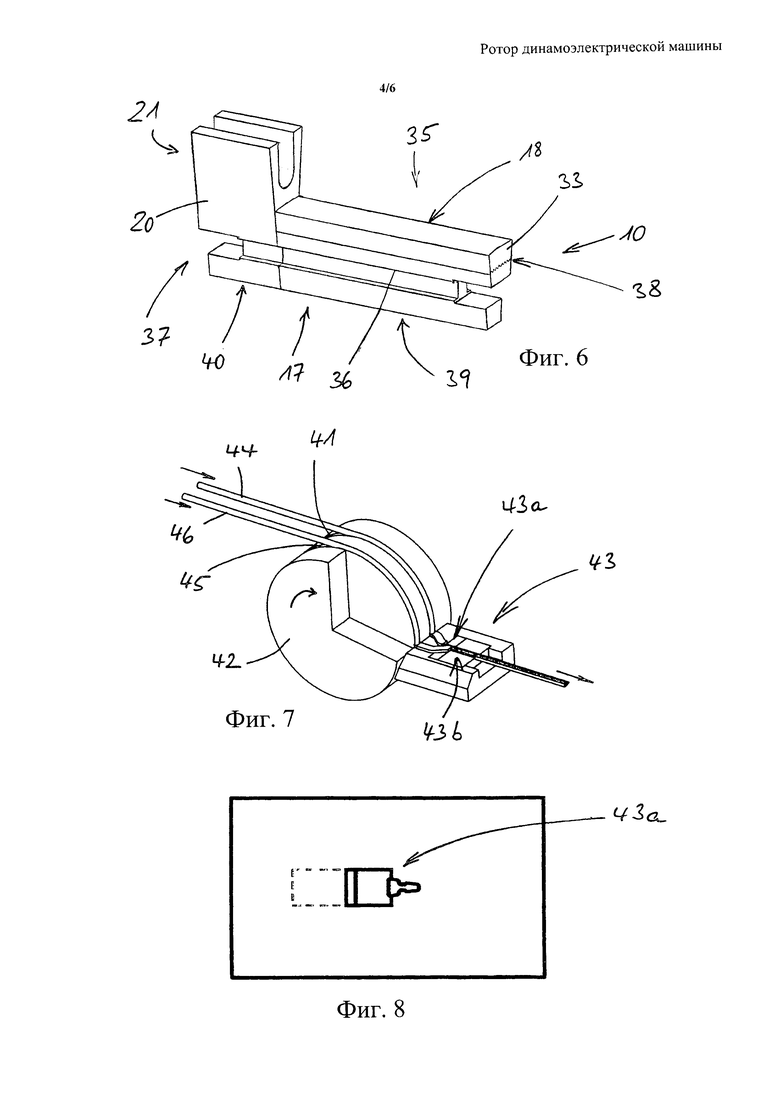
На фиг. 6 изображен вид в аксонометрии пятого варианта выполнения пластины барабанного коллектора, применяемого для ротора, показанного на фиг. 1;
На фиг. 7 проиллюстрировано изготовление базового профиля, предназначенного для последующей обработки в качестве пластин барабанного коллектора, в виде бинарного экструзионного профиля при применении способа «Conform»;
На фиг. 8 изображен вертикальный разрез экструзионной головки, применяемой в соответствии с фиг. 7;
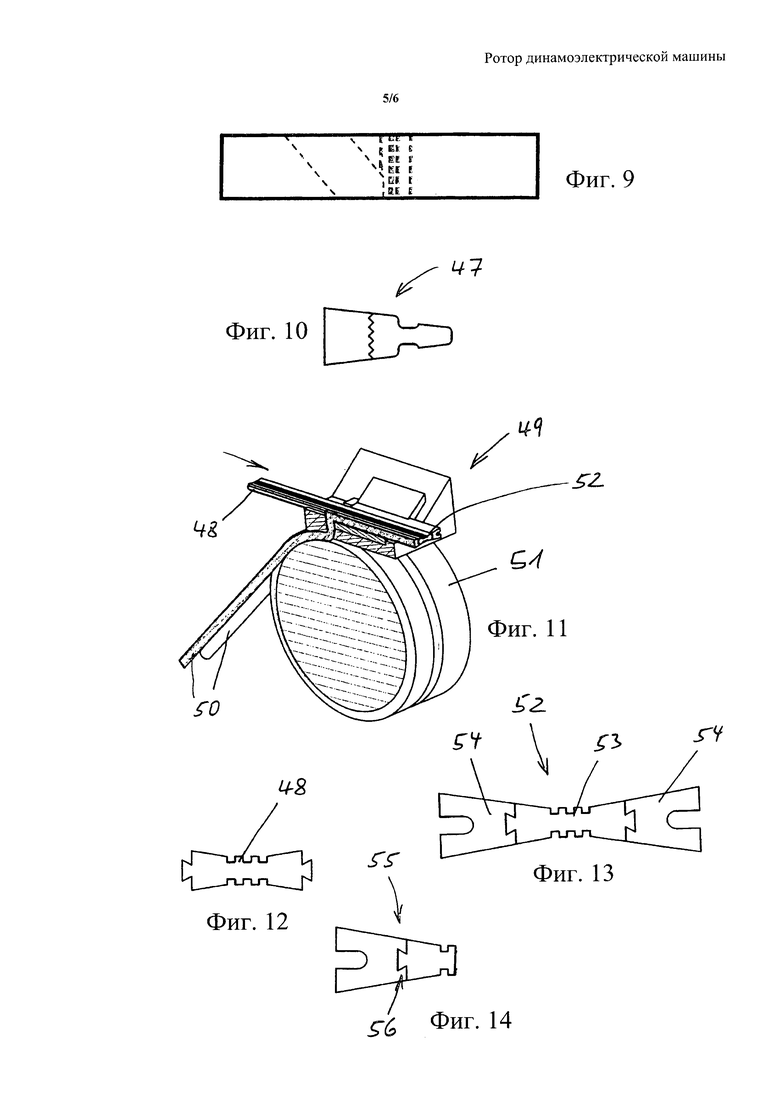
На фиг. 9 изображен горизонтальный разрез экструзионной головки, применяемой в соответствии с фиг. 7;
На фиг. 10 изображено поперечное сечение базового профиля для пластин, производимого при применении проиллюстрированного на фиг. 7 способа «Conform»;
На фиг. 11 проиллюстрирован следующий этап изготовления с применением способа «Conklad» базового профиля, выполненного в качестве бинарного трехзонного экструзионного профиля, предназначенного после разделения надвое для последующей обработки в качестве пластин барабанного коллектора;
На фиг. 12 изображено поперечное сечение медного базового профиля, используемого в способе, проиллюстрированном на фиг. 11;
На фиг. 13 изображено поперечное сечение бинарного трехзонного экструзионного профиля, произведенного способом, проиллюстрированным на фиг. 12;
На фиг. 14 изображено поперечное сечение базового профиля для пластин, произведенного путем разделения надвое бинарного трехзонного экструзионного профиля, показанного на фиг. 13;
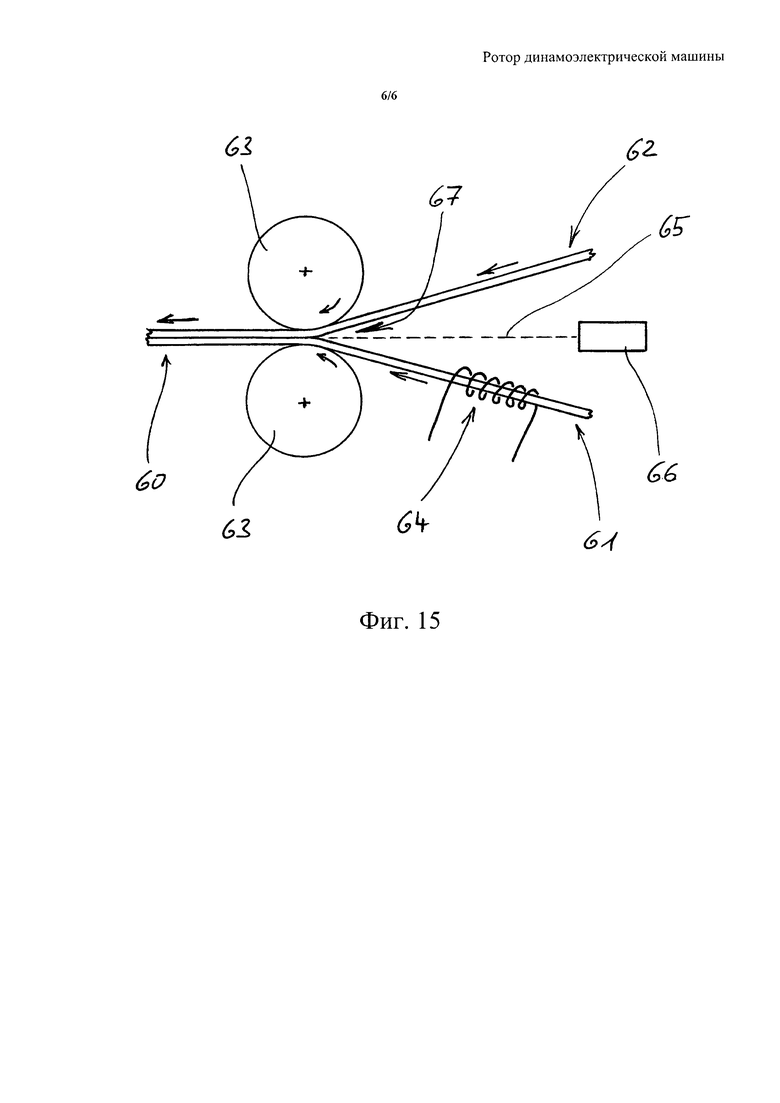
На фиг. 15 проиллюстрирован вариант способа изготовления пруткообразного бинарного профиля, из которого могут быть вырезаны проводящие сегменты или заготовки проводящих сегментов.
В соответствии с фиг. 1 ротор 4, расположенный между двумя подшипниками 1, 2 в корпусе 3 стартера, содержит вал 5, по существу цилиндрический якорь 6, якорную обмотку 7 и барабанный коллектор 8. Коллектор 8 содержит изолирующую несущую часть 9 и проводящие сегменты 10, закрепленные на указанном коллекторе и зафиксированные посредством якорных частей в его несущей части 9. К данным сегментам электропроводящим образом присоединены обмоточные провода 11 анкерной обмотки 7. На фиг. 1 изображены, кроме этого, другие, но несущественные в данном случае компоненты стартера, как, в частности, щеткодержатель 12 со щетками 13, полюсные башмаки 14 со статорной обмоткой 15 и подвижные втулки 16 для приведения стартерной шестеренки в зубчатое зацепление с маховиком соответствующего двигателя внутреннего сгорания.
В имеющемся изложенном объеме показанный на фиг. 1 стартер соответствует обычному, хорошо известному уровню техники, и таким образом для понимания не требуются дальнейшие пояснения.
В варианте выполнения предлагаемого изобретения обмоточные провода 11 ротора 4 выполнены из алюминия. Проводящие сегменты 10 коллектора 8 выполнены из группы компонентов. Так, каждый проводящий сегмент содержит выполненную из меди область 18 с поверхностью скольжения и выполненную из алюминия соединительную область 21, причем алюминиевая соединительная область 21 в каждом случае содержит сплошное соединительное ушко 20, выступающее в радиальном направлении напротив щеточной контактной поверхности. При этом одним своим концом обмоточные провода 11 приварены к ушку 20 соответственно расположенного проводящего сегмента 10 без непосредственного контакта с (выполненными из меди) областями 18 с поверхностью скольжения.
В вариантах выполнения, изображенных на фиг. 2 и 3, (подрезанные) якорные части 17 каждого сегмента 10 барабанного коллектора выполнены полностью из меди. При этом указанные части в каждом случае представляют собой единую медную структуру 19, также содержащую соответственно расположенную область 18 с поверхностью скольжения. В каждом случае, радиально снаружи на соответственно расположенной медной структуре 19 установлен соединительный алюминиевый дополнительный сегмент 27, содержащий сплошное соединительное ушко 20 соответствующего проводящего сегмента. В соответствии с фиг. 2 сегмент 27 непосредственно приварен сверху к медной структуре 17 с применением сварки разрядом конденсатора. Это отличается от варианта выполнения, показанного на фиг. 3, в котором соединительный сегмент 27 и медная структура 19, например, соединены друг с другом ультразвуковой сваркой, и соединительный сегмент 27 и медная структура 19 сопряжены друг с другом в области зубчатой соединительной зоны 22. Два других способа, которые пригодны для изготовления пруткообразного базового профиля, из которого могут быть изготовлены проводящие сегменты путем вырезания по существу в соответствии с фиг. 2 и 3, более подробно описаны далее в связи с фиг. 7-15. В соответствии с обоими вариантами выполнения, показанными на фиг. 2 и 3, каждое сплошное соединительное ушко имеет углубление 23 в виде паза для приема концов двух обмоточных проводов 11, что в данном случае, однако, не является обязательным к выполнению, и, как проиллюстрировано на фиг. 2а, оба конца обмоточных проводов могут быть также приварены к ушку 20 без подобного углубления.
В отличие от вышеописанных вариантов выполнения в варианте выполнения, показанном на фиг. 4, якорная часть 17 пластины 10 только частично выполнена из меди, а в остальном она выполнена из алюминия. Таким образом, благодаря данной пластине первая область 24 якорной части 17 представляет собой единую медную структуру 25, также содержащую соответственно расположенную область 18 с поверхностью скольжения, а вторая область 26 якорной части 17 представляет собой единый соединительный сегмент 27 из алюминия, также содержащий соответственно расположенную соединительную область 21 со сплошным соединительным ушком 20. При этом медная структура 25 и соединительный сегмент 27 непосредственно приварены друг к другу в области осевого торца 28 медной структуры 25 с применением сварки разрядом конденсатора. В измененном варианте выполнения, показанном на фиг. 4а, наоборот, в области перехода от соединительного сегмента 27 к медной структуре 25 имеется сопрягаемая с геометрическим сопряжением зона 29. Данная зона содержит выступ 31, который расположен на соединительном сегменте 27 и сопряжен с соответствующим углублением 30 медной структуры 25, что соответственно увеличивает контактную поверхность между сегментом 27 и структурой 25, и, кроме этого, контактная поверхность включает элементы, ориентированные в окружном направлении. Данный вариант подходит специально для холодной сварки сегмента 27 и структуры 25 посредством ультразвуковой сварки или сварки трением. В другом измененном варианте при подобных технологиях соединения возможно создать, например, зубчатую соединительную зону, аналогичную зоне, показанной на фиг. 3.
В отличие от описанных выше вариантов выполнения в вариантах выполнения, показанных на фиг. 5, 5а и 6, якорные части 17 выполнены полностью из алюминия. Таким образом, в пластине 10, показанной на фиг. 5, якорная часть 17 полностью представляет собой единую базовую структуру 32 из алюминия, также содержащую соответственно расположенную соединительную область 21 с ушком 20. На базовой структуре 32 из алюминия расположен медный вкладыш 33, содержащий участок 18 с поверхностью скольжения, причем для этой цели базовая структура 32 из алюминия содержит несущую стенку 34. Для соединения вкладыша 33 с базовой структурой 32 из алюминия, то есть с несущей стенкой 34 данной структуры, пригодны, например, такие известные способы, как холодная сварка, сварка разрядом конденсатора, а также склеивание с применением электропроводящего клеящего вещества.
На фиг. 5а изображена разновидность варианта выполнения, показанного на фиг. 5. В данном случае, однако, соединительная область 21 с ушком 20 не является единой базовой структурой, также содержащей якорную часть. Кроме этого для создания соединительной области 21 отдельная алюминиевая структура 57, имеющая соединительное ушко 20, приварена, например, лазерной сваркой, к заготовке 58 проводящего сегмента. При этом заготовку 58 также отрезают от пруткообразного бинарного профиля, созданного непрерывным соединением медного профиля (профиля) и алюминиевого профиля (профиля) (как описано далее со ссылкой на фиг. 7-15). При этом при отрезании или, при соответствующих условиях, на втором этапе после отрезания заготовки 58 от пруткообразного бинарного профиля, когда потом отрезают отдельную алюминиевую конструкцию 57, содержащую ушко 20, медный подпрофиль режут таким образом, что в местах вырубания открыт алюминиевый подпрофиль, и, таким образом, обеспечена возможность приваривания алюминиевой структуры 57, содержащей ушко 20, к заготовке 58 проводящего сегмента (в соответствии с изображением сварочного соединения 59 Алюминий-Алюминий).
В проводящем сегменте 10, изображенном на фиг. 6, наоборот, предварительно изготовленный первый подсегмент 35, содержащий выполненное из алюминия основание 36 и расположенный на указанном основании медный вкладыш 33, содержащий участок 18 с поверхностью скольжения, собран, с торца, со вторым предварительно изготовленным подсегментом 37, выполненным из алюминия и содержащим соединительную зону 21 с ушком 20. Таким образом, вкладыш 33 и основание 36 первого подсегмента 35 сопряжены друг с другом в области зубчатой соединительной зоны 38. Более подробное описание особенно подходящего способа изготовления первого подсегмента 35 приведено ниже. Оба подсегмента 35 и 37 проводящего сегмента закреплены независимо друг от друга в несущей части 9 коллектора 8, причем первый подсегмент 35 содержит первую якорную подчасть 39, и второй подсегмент 37 содержит вторую якорную подчасть 40. В данном случае соединение обоих подсегментов 35 и 37 также выполнено с применением способа сварки разрядом конденсатора для защиты выполненного из меди участка 18 с поверхностью скольжения от рекристаллизации.
Местами структуры проводящих сегментов 10, выполненные из двух жестко связанных между собой материалов, то есть, с одной стороны, из меди и, с другой стороны, из алюминия, как, в частности, в проводящем сегменте 10, показанном на фиг. 3, и в первом подсегменте 35 проводящего сегмента 10, показанном на фиг. 6, при соответствующем ориентировании переходной зоны (то есть по существу параллельно оси коллектора) могут быть произведены, в предпочтительном варианте выполнения предлагаемого изобретения, в виде бинарного экструзионного профиля, как изображено в двух различных вариантах способа на фиг. 7-14. Так, в соответствии с фиг. 7 в данном случае может быть применен, при использовании, в частности "многоканавочных" станков, так называемый способ «Conform», проиллюстрированный далее со ссылкой на изготовление базового профиля, подходящего для последующего получения изображенного на фиг. 3 проводящего сегмента. В данном способе по первой кольцевой канавке 41 подающего колеса 42 медь в виде медного прутка 44 подают в экструзионную головку 43, а через вторую кольцевую канавку 45 в эту же головку подают алюминий в виде алюминиевого прутка 46. Экструзионная головка 43 выполнена, в частности, при соответствующем выполнении экструзионных каналов для обоих материалов, таким образом, что происходит формообразование, при котором медь и алюминий пространственно расположены с незначительным отступом друг от друга. Таким образом, в первой части 43а головки меди придают поперечное сечение соответствующей формы (в том числе зубчатую соединительную верхнюю поверхность) в изготовленном бинарном экструзионном профиле (как изображено на фиг. 10). Во второй последующей присоединенной части 43b головки к экструдированной меди посредством экструдирования присоединяют алюминий. Таким образом, отверждаемая медь проходит смежно с экструзионным каналом, через который протекает алюминий, что приводит к интенсивной, плотной, долговременно устойчивой, неразъемной связи алюминия и меди друг с другом. Таким образом, при применении способа, проиллюстрированного на фиг. 7, обеспечено изготовление, путем одновременного экструдирования меди и алюминия через одну экструзионную головку, бинарного экструзионного профиля (фиг. 10), представляющего собой базовый профиль 47 для пластин, из которого затем получают пластины 10, показанные на фиг. 3.
Соответствующим образом, по аналогии с бинарным экструзионным профилем, показанным на фиг. 10, обеспечена возможность изготовления иначе спроектированных медно-алюминиевых бинарных экструзионных профилей для проводящих сегментов, применяемых в барабанном коллекторе предлагаемого ротора, в том числе, в частности, базового профиля, который может быть далее обработан с получением первого подпрофиля 35 проводящего сегмента 10, показанного на фиг. 6.
На фиг. 11 проиллюстрирован способ "Conklad" для изготовления другого медно-алюминиевого бинарного экструзионного профиля 55 (изображенного на фиг. 14), который может быть применен (в качестве базового профиля для пластин) в рамках изготовления проводящего сегмента барабанного коллектора для предлагаемого ротора. Однако в данном случае путем экструдирования с наложением алюминий накладывают на предварительно отформованный медный базисный профиль 48 (изображенный на фиг. 12), который проводят без значительного изменения формы через экструзионную головку 49. Путем подачи двух алюминиевых прутков 50 через подающее колесо 51 с двумя канавками и путем соответствующего выполнения экструзионной головки 49 происходит симметричное сдвоенное коэкструдирование с наложением алюминия на медный базисный профиль 48, что обеспечивает получение симметричного трехзонного экструзионного профиля 52 (изображенного на фиг. 13) с медной сердцевинной зоной 53 и с двумя алюминиевыми краевыми зонами 54. Затем путем разделения надвое трехзонного экструзионного профиля 52 получаются два бинарных экструзионных профиля 55 (фиг. 14). Применение способа «Conklad» является целесообразным при соединении медной и алюминиевой частей друг с другом с помощью паза 56 в форме ласточкина хвоста, в каждом случае дополнительно с геометрическим замыканием. При этом обеспечена возможность механической доработки переходных зон после коэкструдирования с наложением алюминия на медный базисный профиль 48 для оптимизации механических и электрических параметров переходных зон.
В завершение следует отметить, что с применением способа «Conform» (фиг. 7) первоначально также может быть изготовлен симметричный бинарный трехзонный экструзионный профиль, который затем разделяется на два соответствующих бинарных базовых профиля для пластин. В этом случае применяют согласующий станок с трехпазным подающим колесом, причем в экструзионную головку через средний подающий паз этого колеса подают пруток из первого материала, а через два одинаковых боковых подающих паза подают два прутка из второго материала.
На фиг. 15 проиллюстрирован альтернативный вариант изготовления бинарного профиля 60, подходящего для вырезания из данного профиля проводящих сегментов 10, например, показанных на фиг. 2 и 3, или для вырезания заготовок 58 проводящих сегментов, применяемых для изготовления проводящих сегментов, показанных на фиг. 5а. Однако при этом медный подпрофиль 61 и алюминиевый подпрофиль 62 совместно прокатывают непрерывно под высоким давлением (между двумя вращаемыми роликами 63), причем, с одной стороны, медный подпрофиль 61 предварительно нагревают путем индуктивного нагревания (как изображено, катушкой 64 для индуктивного нагревания) до его соединения с алюминиевым подпрофилем 62 и, с другой стороны, непосредственно в соединительную зону 67 между указанными обоими подпрофилями направляют лазерный луч 65 (как изображено, от лазерного устройства 66). В изготовленном таким образом бинарном профиле 60 между алюминиевым подпрофилем 62 и медным подпрофилем 61 получают связь, способную нести высокую механическую и электрическую нагрузку.
Изобретение относится к области электротехники, в частности к ротору динамоэлектрической машины. Технический результат – повышение эксплуатационных характеристик. Ротор динамоэлектрической машины содержит вал, цилиндрический якорь, якорную обмотку с выполненными из алюминия обмоточными проводами и барабанный коллектор, содержащий изолирующую несущую часть и проводящие сегменты, закрепленные на указанной несущей части и присоединенные к ней посредством якорных частей. Каждый проводящий сегмент содержит выполненную из меди область с поверхностью скольжения и соединительную область, выполненную из алюминия или свариваемого с алюминием металла и имеющую сплошное соединительное ушко, выступающее напротив щеточной контактной поверхности. Обмоточные провода одним своим концом приварены к соединительному ушку соответственно расположенного проводящего сегмента с предотвращением непосредственного контакта с областями с поверхностью скольжения. 7 з.п. ф-лы, 15 ил.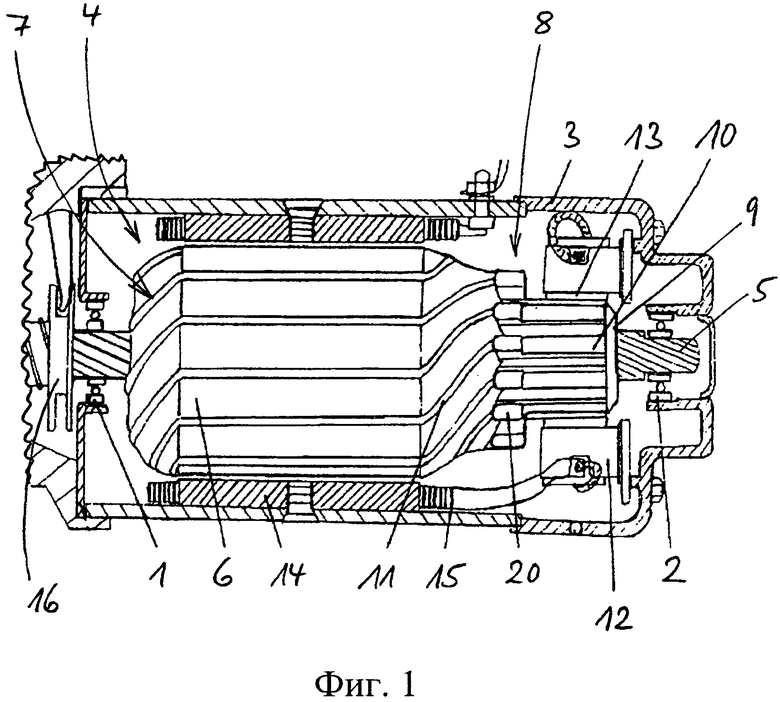
1. Ротор (4) динамоэлектрической машины, содержащий вал (5), по существу цилиндрический якорь (6), якорную обмотку (7) и барабанный коллектор (8), который содержит изолирующую несущую часть (9) и проводящие сегменты (10), закрепленные на указанном коллекторе и зафиксированные в его несущей части (9) посредством якорных частей (17), при этом к указанным сегментам электропроводящим образом присоединены обмоточные провода (11), причем:
указанные обмоточные провода (11) выполнены из алюминия,
каждый проводящий сегмент (10) содержит область (18) с поверхностью скольжения, выполненную из меди, и соединительную область (21), выполненную из алюминия или из свариваемого с алюминием металла (совместимого с алюминием металла),
якорные части (17) выполнены полностью из меди и соответственно представляют собой единую медную структуру (19), содержащую соответственно расположенную область (18) с поверхностью скольжения,
каждая соединительная область (21) содержит сплошное соединительное ушко (20), выступающее в радиальном направлении напротив щеточной контактной поверхности,
проводящие сегменты (10) выполнены из пруткообразного бинарного профиля (60), изготовленного путем непрерывного соединения медного профиля (61) и алюминиевого профиля (62), и
обмоточные провода (11) одним своим концом приварены к соединительному ушку (20) соответственно расположенного проводящего сегмента (10) с предотвращением непосредственного контакта с областями (18) поверхности скольжения.
2. Ротор по п. 1, отличающийся тем, что каждый проводящий элемент (10), в котором переходная зона от меди к совместимому с алюминием металлу расположена по существу параллельно оси коллектора, содержит бинарный экструзионный профиль.
3. Ротор по п. 2, отличающийся тем, что бинарный экструзионный профиль получен экструдированием путем совместного одновременного экструдирования меди и совместимого с алюминием металла через одну головку (43).
4. Ротор по п. 2, отличающийся тем, что бинарный экструзионный профиль получен путем экструдирования с наложением совместимого с алюминием металла на медный базовый профиль (48).
5. Ротор по п. 4, отличающийся тем, что после экструдирования с наложением совместимого с алюминием металла на медный базовый профиль (48) выполнена механическая доработка указанной переходной зоны.
6. Ротор по п. 2, отличающийся тем, что бинарный экструзионный профиль получен путем разделения надвое симметричного трехзонного экструзионного профиля (52).
7. Ротор по любому из пп. 1-6, отличающийся тем, что каждое соединительное ушко (20) имеет углубление для размещения конца по меньшей мере одного обмоточного провода (11).
8. Ротор по любому из пп. 1-6, отличающийся тем, что конец по меньшей мере одного обмоточного провода (11) непосредственно приварен к радиальной внешней поверхности соответствующего соединительного ушка (20), выполненной без углубления.
| WO 8806356 A1, 25.08.1988 | |||
| Импульсный насос замещения для перекачивания жидкостей | 1981 |
|
SU964257A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГУМИНОСОДЕРЖАЩЕГО ХЕЛАТА ЖЕЛЕЗА | 2010 |
|
RU2458930C1 |
| СОСТАВ УДОБРЕНИЯ И СПОСОБ ПОЛУЧЕНИЯ УДОБРЕНИЯ | 2003 |
|
RU2225854C1 |
| Коллектор электрической машины | 1988 |
|
SU1656616A1 |

