ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
1. Область техники, к которой относится изобретение
[0001] Изобретение относится к способу изготовления полупроводникового устройства.
2. Описание предшествующего уровня техники
[0002] В полупроводниковом устройстве, например, два или более элементов, таких как полупроводниковый элемент или выводная рамка, соединены друг с другом с помощью припоя. В случае когда два элемента соединены друг с другом с помощью припоя, широко распространена технология создания Ni пленки, например, никелевого (Ni) покрытия на поверхности каждого из элементов, с целью предотвращения чрезмерного роста интерметаллического соединения на границе соединения между двумя элементами. Однако в случае когда Ni пленка подвергается воздействию высокой температуры, например, 200°С в течение длительного периода времени, между Ni пленкой и припоем может образоваться интерметаллическое соединение (например, Ni3Sn4). В этом случае прочность соединения уменьшается.
[0003] В публикации японской патентной заявки 2007-67158 (JP 2007-67158 А) раскрыт способ изготовления полупроводникового устройства с помощью припоя Sn-Cu, содержащего Cu6Sn5. Этот способ изготовления содержит: этап размещения припоя Sn-Cu между двумя элементами; и этап образования (Cu,Ni)6Sn5 на Ni пленке каждого из элементов путем нагрева и плавления припоя Sn-Cu. В соответствии с этим способом изготовления, (Cu,Ni)6Sn5, образованный на Ni пленке, функционирует в качестве барьерного слоя, который препятствует превращению Ni пленки в интерметаллическое соединение, при этом можно предотвратить уменьшение прочности соединения на границе соединения между припоем и Ni пленкой.
[0004] Согласно способу изготовления, раскрытому в JP 2007-67158 А, за счет плавления припоя между двумя элементами, (Cu,Ni)6Sn5 образуется на соответствующих Ni пленках двух элементов одновременно. В этом случае, в то время, когда припой плавится между двумя элементами, часть Cu6Sn5, содержащегося в припое, перемещается к одному элементу для образования (Cu,Ni)6Sn5, а другая часть Cu6Sn5 перемещается к другому элементу для образования (Cu,Ni)6Sn5. При этом трудно равномерно нагревать припой, размещенный между двумя элементами. Например, распределение температуры припоя во время нагревания может быть неоднородным в направлении его толщины. В это время в области припоя, контактирующей с одним элементом, увеличение температуры припоя является быстрым, и припой плавится быстро; в то время как в области припоя, контактирующего с другим элементом, повышение температуры припоя происходит медленно и припой плавится медленно. В этом случае образование (Cu,Ni)6Sn5 начинается в одном элементе, в то время как образование (Cu,Ni)6Sn5 в другом элементе задерживается. В результате большая часть Cu6Sn5, содержащегося в припое, расходуется на одном элементе, и, таким образом, заранее заданное количество (Cu,Ni)6Sn5 не может быть получено на другом элементе.
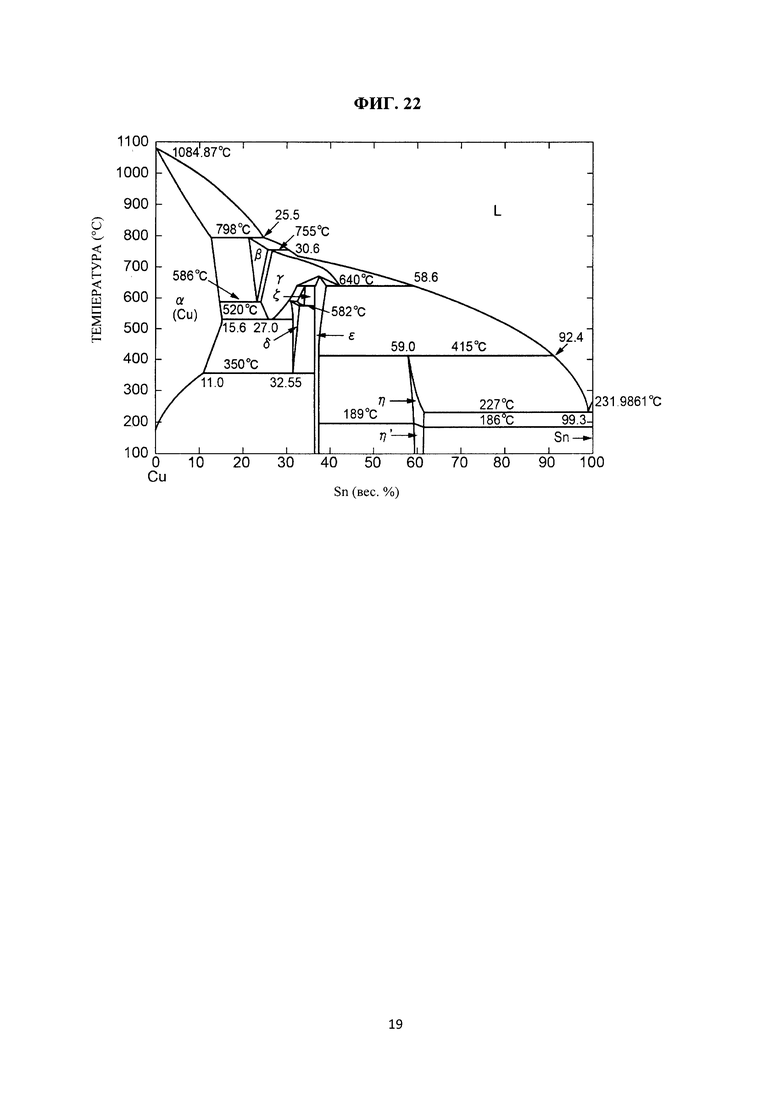
[0005] Чтобы решить эту проблему, например, можно рассмотреть технологию повышения концентрации меди в используемом припое Sn-Cu. По мере увеличения концентрации Cu, количество Cu6Sn5, содержащегося в припое также увеличивается. Когда припой содержит избыточное количество Cu6Sn5, количество (Cu,Ni)6Sn5, требуемое для каждой поверхности двух элементов, может быть получено даже в случае, когда (Cu,Ni)6Sn5 неравномерно образуется между двумя элементами. Однако при увеличении концентрации меди в припое Sn-Cu температура плавления (температура ликвидуса) также возрастает (см. фиг. 22). Соответственно, когда концентрация меди в используемом припое Sn-Cu возрастает, необходимо нагревать припой до более высокой температуры на этапе плавления припоя. Например, в способе изготовления, раскрытом в JP 2007-67158 А, используется припой Sn-Cu, содержащий 3 вес. % - 7 вес. %. Cu, а температура плавления составляет приблизительно 330°С - 400°С.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0006] Изобретение относится к технологии получения заданного количества (Cu,Ni)6Sn5 на Ni пленке каждого из элементов, даже в случае когда припой Sn-Cu, имеющий относительно низкую концентрацию меди, используют в способе изготовления полупроводникового устройства, в котором два или более элементов соединены друг с другом с помощью припоя Sn-Cu,
[0007] Способ изготовления полупроводникового устройства в соответствии с одним объектом настоящего изобретения является способом изготовления полупроводникового устройства, которое содержит первый элемент и второй элемент, присоединяемый к первому элементу, при этом способ содержит: a) образование (Cu,Ni)6Sn5 на Ni пленке, сформированной на первом элементе, путем расплавления первого припоя Sn-Cu, содержащего 0,9 вес. % или более Cu на Ni пленке первого элемента; b) образование (Cu,Ni)6Sn5 на Ni пленке, сформированной на втором элементе, путем плавления второго припоя Sn-Cu, содержащего 0,9 вес. % или более меди на Ni пленке второго элемента; а также c) соединение первого элемента и второго элемента друг с другом за счет расплавления первого припоя Sn-Cu, выполненному на этапе a), второго припоя Sn-Cu, выполненному на этапе b), при этом первый припой Sn-Cu и второй припой Sn-Cu соединяются в один. Первый этап термической обработки и второй этап термической обработки могут быть выполнены в одно и то же время, или в разное время. Последовательность первого этапа термической обработки и второго этапа термической обработки не имеет особых ограничений. Ni пленка не ограничена пленкой из чистого Ni и может содержать фосфор (Р) или другие элементы.
[0008] В описанном выше способе изготовления перед соединением первого элемента и второго элемента, этап a) может быть выполнен на первом элементе, а этап b), может быть выполнен на втором элементе. На этапе a) (Cu,Ni)6Sn5 образуется на Ni пленке первого элемента с использованием первого припоя Sn-Cu. На этапе b) (Cu,Ni)6Sn5 образуется на Ni пленке второго элемента с использованием второго Sn-Cu припоя, отличного от первого припоя Sn-Cu. В отличие от способа изготовления, раскрытого в JP 2007-67158 A, Cu6Sn5 содержащийся в одном припое, не используется совместно двумя элементами. Поэтому даже в случае когда концентрация Cu в первом и втором припое Sn-Cu является относительно низкой, заранее заданное количество (Cu,Ni)6Sn5 может быть получено на каждой из пленок Ni первого элемента и второго элемента. В случае когда концентрация Cu в первом припое Sn-Cu составляет 0,9 вес. % или более, (Cu,Ni)6Sn5 образуется на Ni пленке первого элемента в количестве, в котором он может функционировать в качестве барьерного слоя. То же самое относится и ко второму припою Sn-Cu. После этапа a) и этапа b), первый элемент и второй элемент соединяются, далее выполняется этап c). В результате первый элемент и второй элемент могут быть соединены друг с другом.
[0009] В соответствии с объектом, описанным выше, период времени, в течение которого первый припой Sn-Cu и второй припой Sn-Cu расплавляются на этапе c), может быть короче, чем период времени, в течение которого расплавляется первый припой Sn-Cu на этапе a), и период времени, в течение которого второй припой Sn-Cu расплавляется на этапе b).
[0010] В соответствии с объектом, описанным выше по меньшей мере один из следующего - первый припой Sn-Cu или второй припой Sn-Cu может содержать до 1,6 вес. % или более меди.
[0011] В соответствии с объектом, описанным выше по меньшей мере один из следующих - первый элемент или второй элемент может быть силовым полупроводниковым элементом.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0012] Особенности, преимущества, а также техническая и промышленная значимость типовых вариантов осуществления настоящего изобретения будут описаны ниже со ссылками на прилагаемые чертежи, на которых одинаковые ссылочные позиции обозначают одинаковые элементы и на которых:
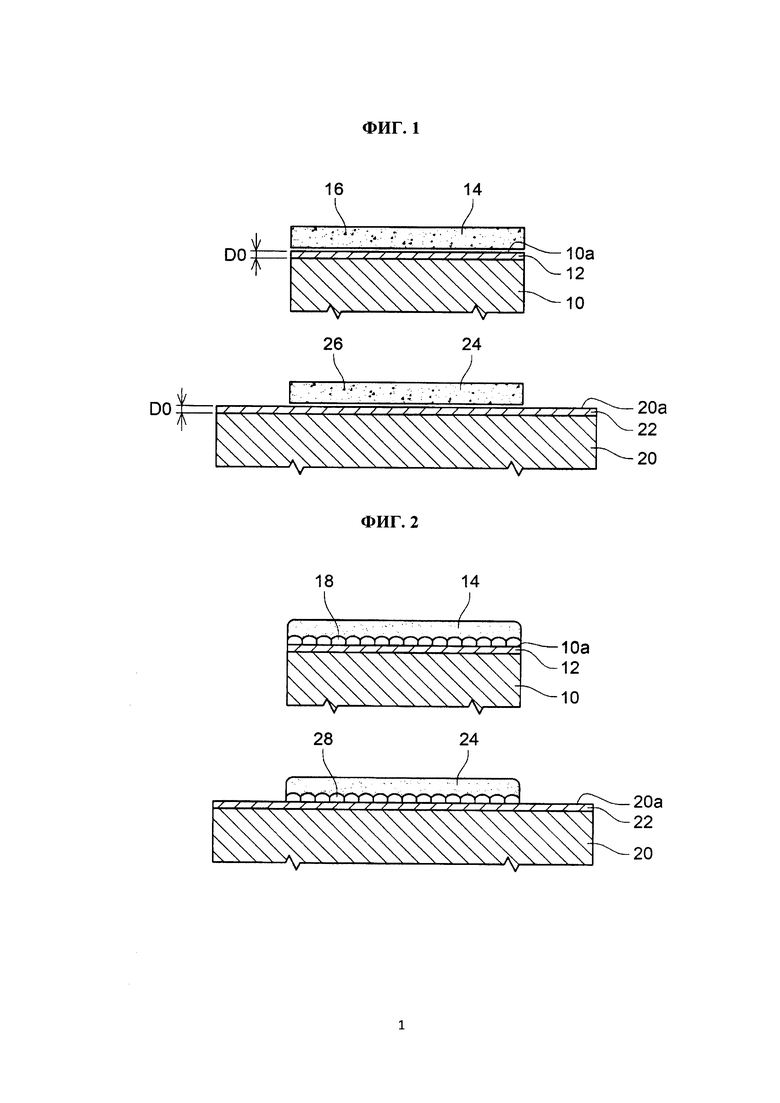
фиг. 1 представляет собой чертеж, изображающий первый элемент 10, на котором размещен первый припой 14, и второй элемент 20, на котором размещен второй припой 24, на этапе способа пайки;
фиг. 2 представляет собой чертеж, изображающий первый элемент 10, подвергшийся первому этапу термической обработки, и второй элемент 20, подвергшийся второму этапу термической обработки на этапе способа пайки;
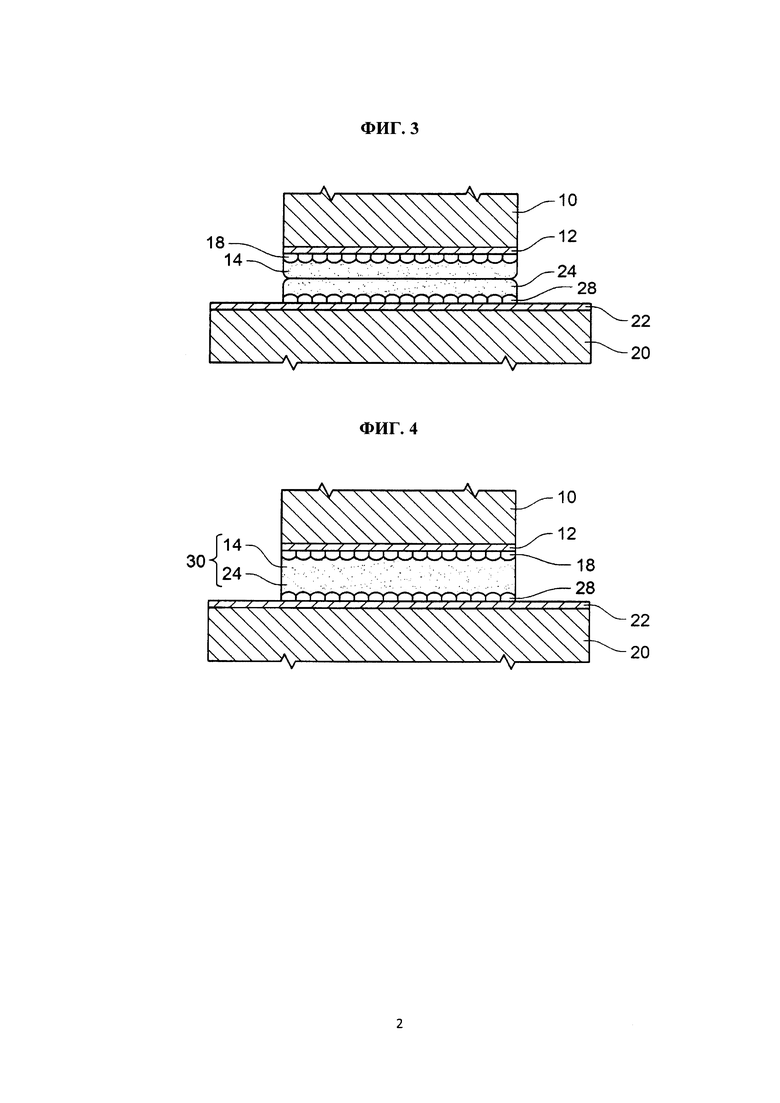
фиг. 3 представляет собой диаграмму, показывающую состояние, в котором первый элемент 10, прошедший первый этап термической обработки, и второй элемент 20, прошедший второй этап термической обработки, соединяются друг с другом на этапе способа пайки;
фиг. 4 представляет собой чертеж, изображающий первый элемент 10 и второй элемент 20, подвергшийся третьему этапу термической обработки на этапе способа пайки;
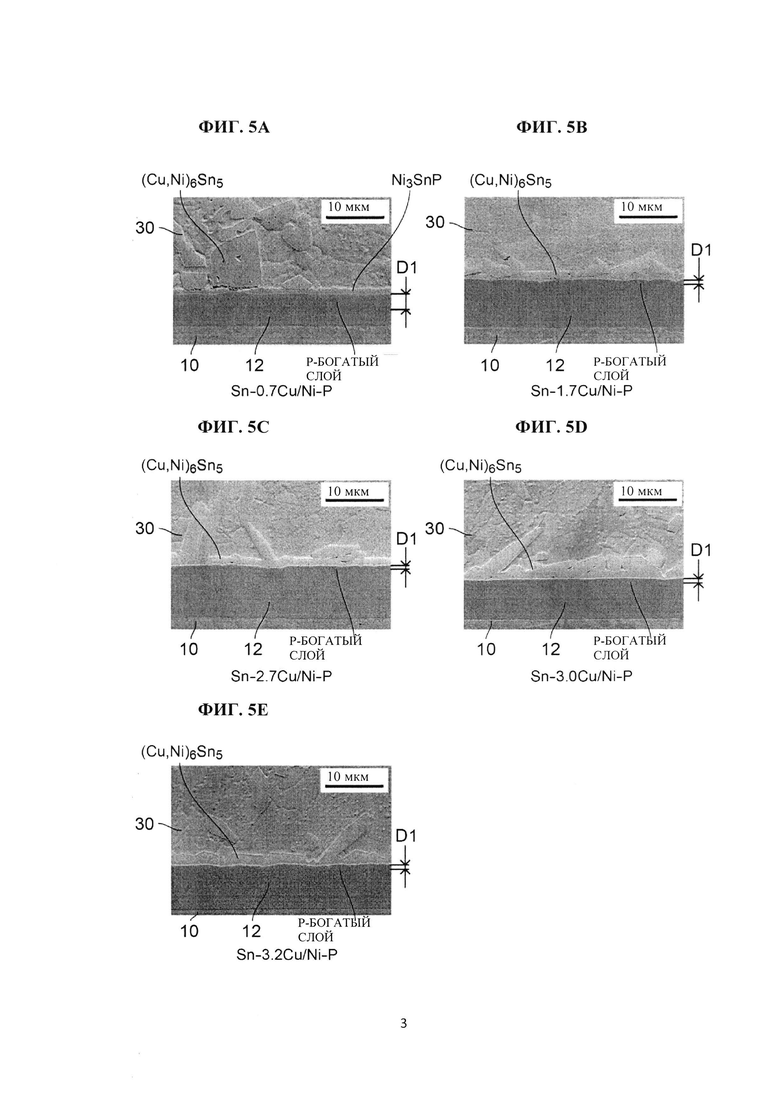
фиг. 5А представляет собой снимок с электронного микроскопа, показывающий границу соединения между Ni пленкой 12 (Ni-P) и совместным слоем 30 припоя, подвергшимся пайке (третий этап термической обработки);
фиг. 5В представляет собой снимок с электронного микроскопа, показывающий границу соединения между Ni пленкой 12 (Ni-P) и совместным слоем 30 припоя, подвергшимся пайке (третий этап термической обработки);
фиг. 5С представляет собой снимок с электронного микроскопа, показывающий границу соединения между Ni пленкой 12 (Ni-P) и совместным слоем 30 припоя, подвергшимся пайке (третий этап термической обработки);
фиг. 5D представляет собой снимок с электронного микроскопа, показывающий границу соединения между Ni пленкой 12 (Ni-P) и совместным слоем 30 припоя, подвергшимся пайке (третий этап термической обработки);
фиг. 5Е представляет собой снимок с электронного микроскопа, показывающий границу соединения между Ni пленкой 12 (Ni-P) и совместным слоем 30 припоя, подвергшимся пайке (третий этап термической обработки);
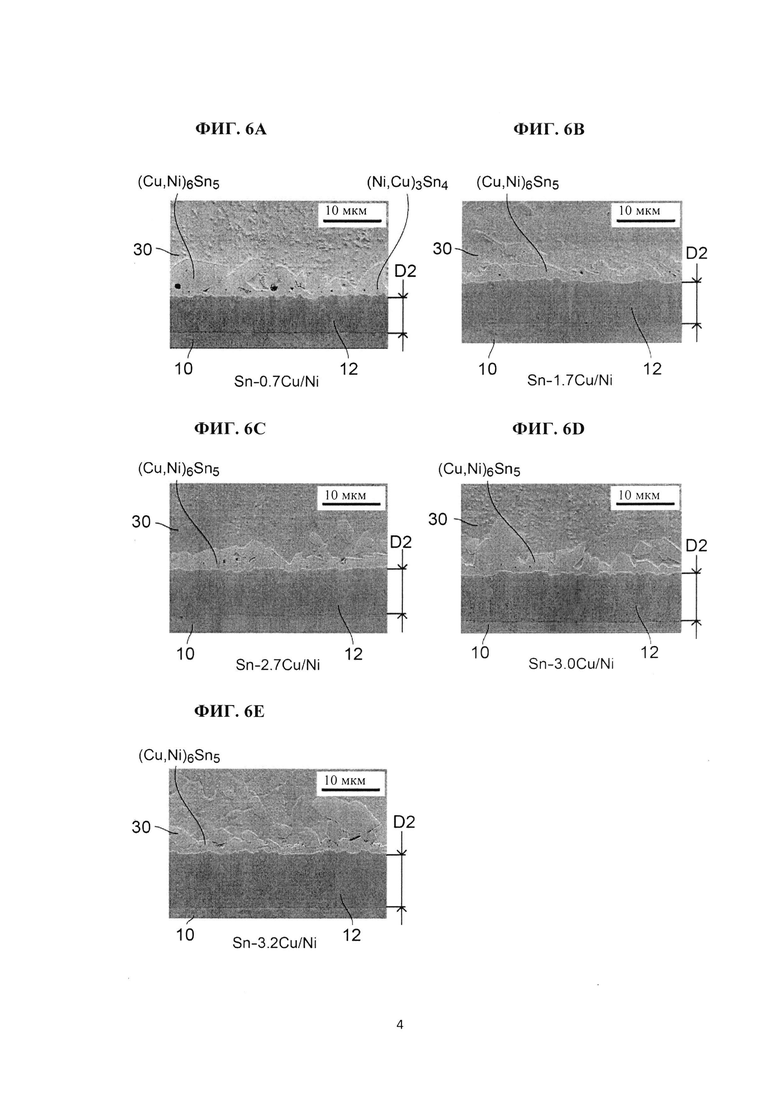
фиг. 6А представляет собой снимок с электронного микроскопа, показывающий границу соединения между Ni пленкой 12 (Ni) и совместным слоем 30 припоя, подвергшимся пайке (третий этап термической обработки);
фиг. 6В представляет собой снимок с электронного микроскопа, показывающий границу соединения между Ni пленкой 12 (Ni) и совместным слоем 30 припоя, подвергшимся пайке (третий этап термической обработки);
фиг. 6С представляет собой снимок с электронного микроскопа, показывающий границу соединения между Ni пленкой 12 (Ni) и совместным слоем 30 припоя, подвергшимся пайке (третий этап термической обработки);
фиг. 6D представляет собой снимок с электронного микроскопа, показывающий границу соединения между Ni пленкой 12 (Ni) и совместным слоем 30 припоя, подвергшимся пайке (третий этап термической обработки);
фиг. 6Е представляет собой снимок с электронного микроскопа, показывающий границу соединения между Ni пленкой 12 (Ni) и совместным слоем 30 припоя, подвергшимся пайке (третий этап термической обработки);
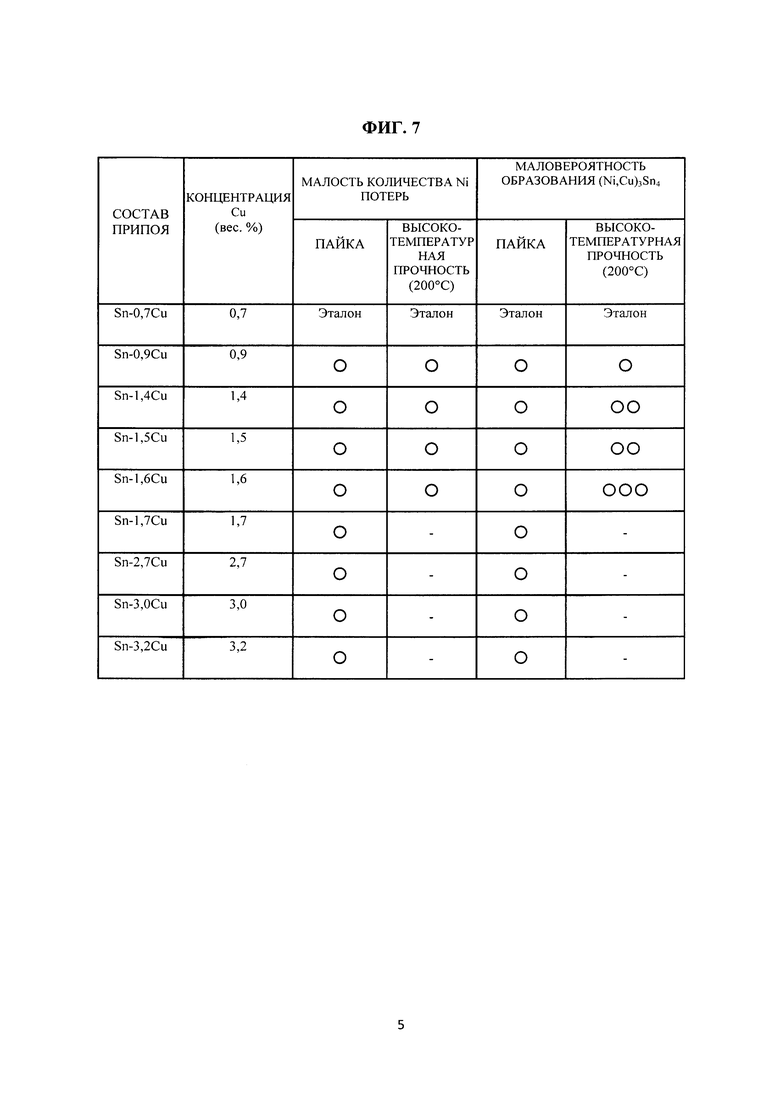
фиг. 7 представляет собой таблицу, показывающую результаты пайки, которая была выполнена при изменении концентрации Cu в первом припое 14 и втором припое 24;
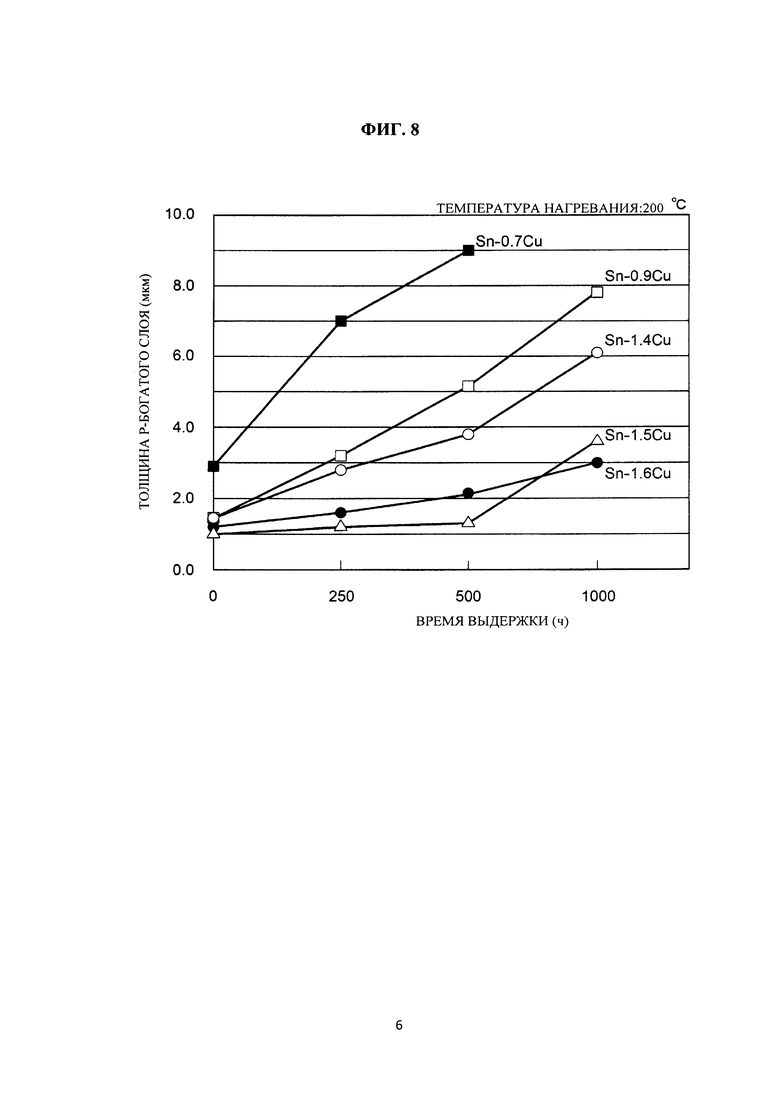
фиг. 8 представляет собой диаграмму, показывающую рост Р-богатого слоя, измеренного для каждой концентрации меди в первом припое 14 и втором припое 24 в ходе высокотемпературного испытания на прочность;
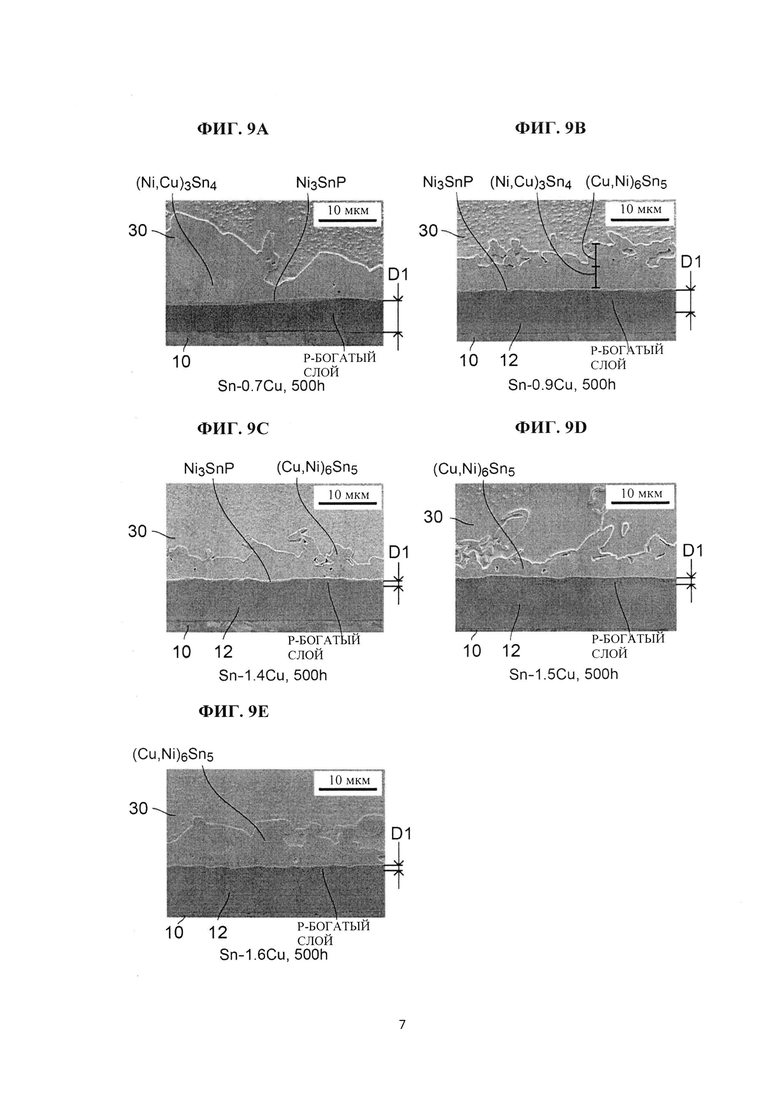
фиг. 9А представляет собой снимок с электронного микроскопа, показывающий границу соединения между Ni пленкой 12 (Ni-P) и совместным слоем 30 припоя после проведения высокотемпературного испытания на прочность в течение 500 часов, при котором концентрация меди в первом и втором припое 14, 24 составляет 0,7 вес. %;
фиг. 9В представляет собой снимок с электронного микроскопа, показывающий границу соединения между Ni пленкой 12 (Ni-P) и совместным слоем 30 припоя после проведения высокотемпературного испытания на прочность в течение 500 часов, при котором концентрация меди в первом и втором припое 14, 24 составляет 0,9 вес. %;
фиг. 9С представляет собой снимок с электронного микроскопа, показывающий границу соединения между Ni пленкой 12 (Ni-P) и совместным слоем 30 припоя после проведения высокотемпературного испытания на прочность в течение 500 часов, при котором концентрация меди в первом и втором припое 14, 24 составляет 1,4 вес. %;
фиг. 9D представляет собой снимок с электронного микроскопа, показывающий границу соединения между Ni пленкой 12 (Ni-P) и совместным слоем 30 припоя после проведения высокотемпературного испытания на прочность в течение 500 часов, при котором концентрация меди в первом и втором припои 14, 24 составляет 1,5 вес. %;
фиг. 9Е представляет собой снимок с электронного микроскопа, показывающий границу соединения между Ni пленкой 12 (Ni-P) и совместным слоем 30 припоя после проведения высокотемпературного испытания на прочность в течение 500 часов, при котором концентрация меди в первом и втором припое 14, 24 составляет 1,6 вес. %;
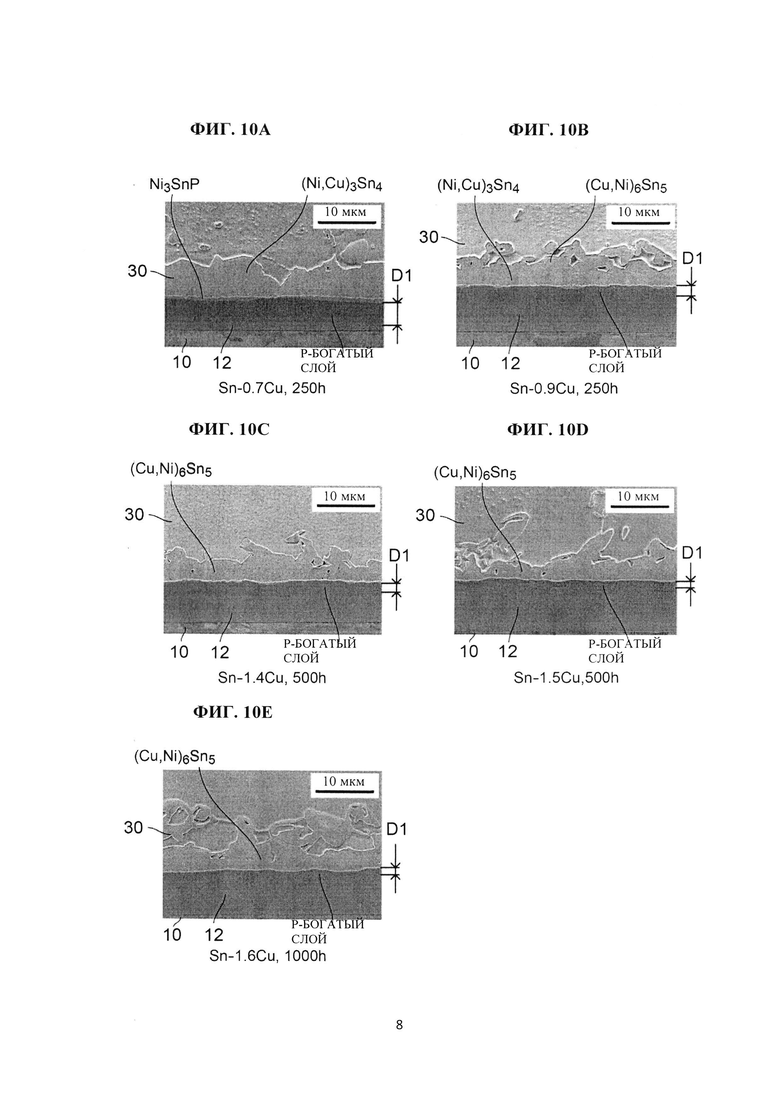
фиг. 10А представляет собой снимок с электронного микроскопа, показывающий границу соединения между Ni пленкой 12 (Ni-P) и совместным слоем 30 припоя после проведения высокотемпературного испытания на прочность в течение 250 часов, при котором концентрация меди в первом и втором припое 14, 24 составляет 0,7 вес. %;
фиг. 10В представляет собой снимок с электронного микроскопа, показывающий границу соединения между Ni пленкой 12 (Ni-P) и совместным слоем 30 припоя после проведения высокотемпературного испытания на прочность в течение 250 часов, при котором концентрация меди в первом и втором припое 14, 24 составляет 0,9 вес. %;
фиг. 10С представляет собой снимок с электронного микроскопа, показывающий границу соединения между Ni пленкой 12 (Ni-P) и совместным слоем 30 припоя после проведения высокотемпературного испытания на прочность в течение 500 часов, при котором концентрация меди в первом и втором припое 14, 24 составляет 1,4 вес. %;
фиг. 10D представляет собой снимок с электронного микроскопа, показывающий границу соединения между Ni пленкой 12 (Ni-P) и совместным слоем 30 припоя после проведения высокотемпературного испытания на прочность в течение 500 часов, при котором концентрация меди в первом и втором припое 14, 24 составляет 1,5 вес. %;
фиг. 10Е представляет собой снимок с электронного микроскопа, показывающий границу соединения между Ni пленкой 12 (Ni-P) и совместным слоем 30 припоя после проведения высокотемпературного испытания на прочность в течение 1000 часов, при котором концентрация меди в первом и втором припое 14, 24 составляет 1,6 вес. %;
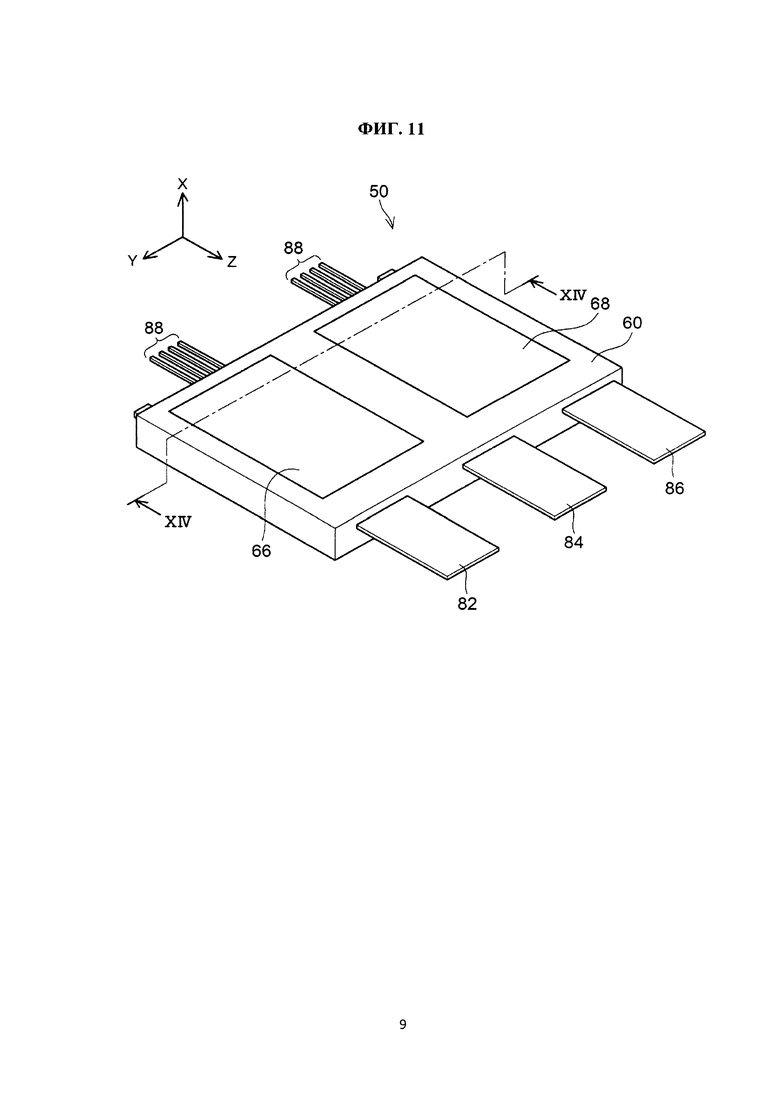
фиг. 11 представляет собой вид в перспективе, схематически показывающий полупроводниковое устройство 50;
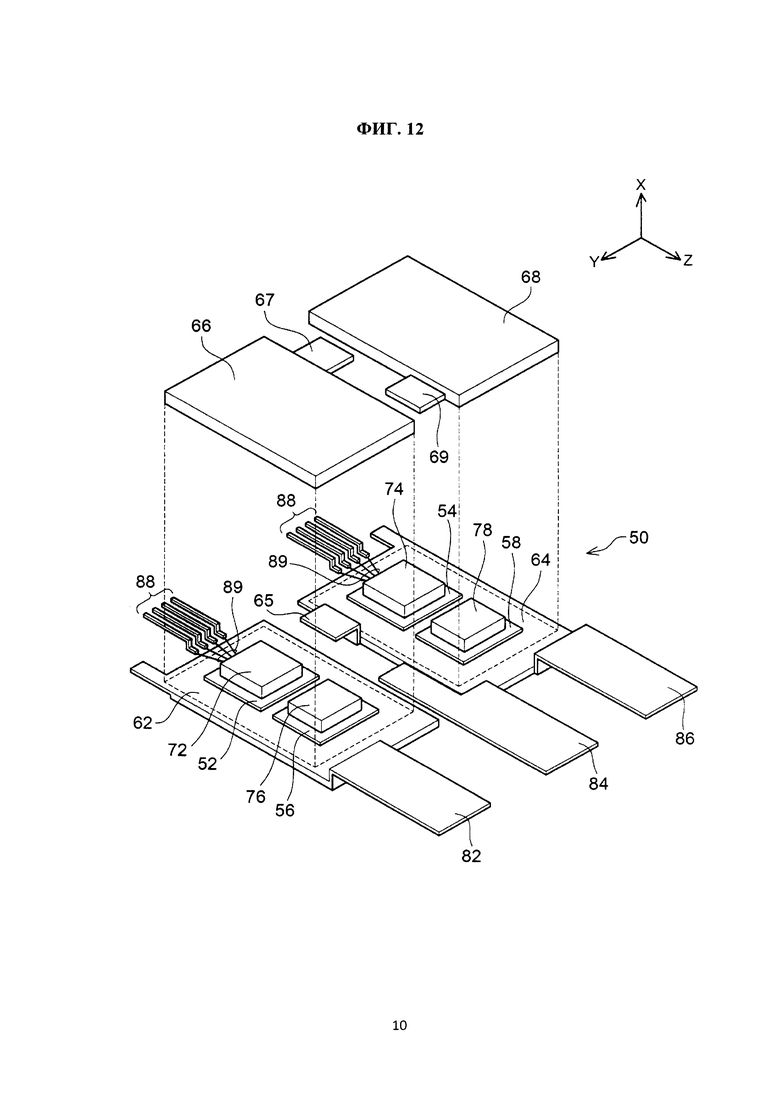
фиг. 12 представляет собой покомпонентный вид, схематически показывающий конструкцию полупроводникового устройства 50, в котором пластиковый корпус 60 не показан;
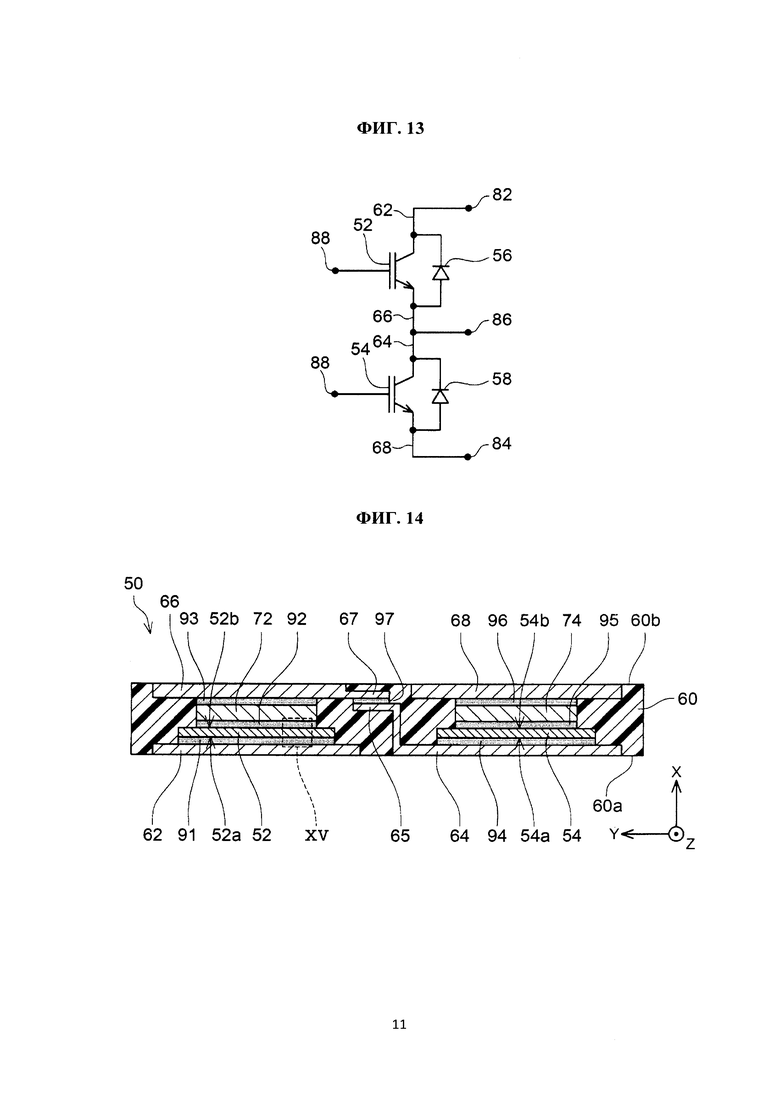
фиг. 13 представляет собой принципиальную электрическую схему, показывающую электрическую конфигурацию полупроводникового устройства 50;
фиг. 14 представляет собой вид в разрезе, взятый по линии XIV-XIV на фиг. 11;
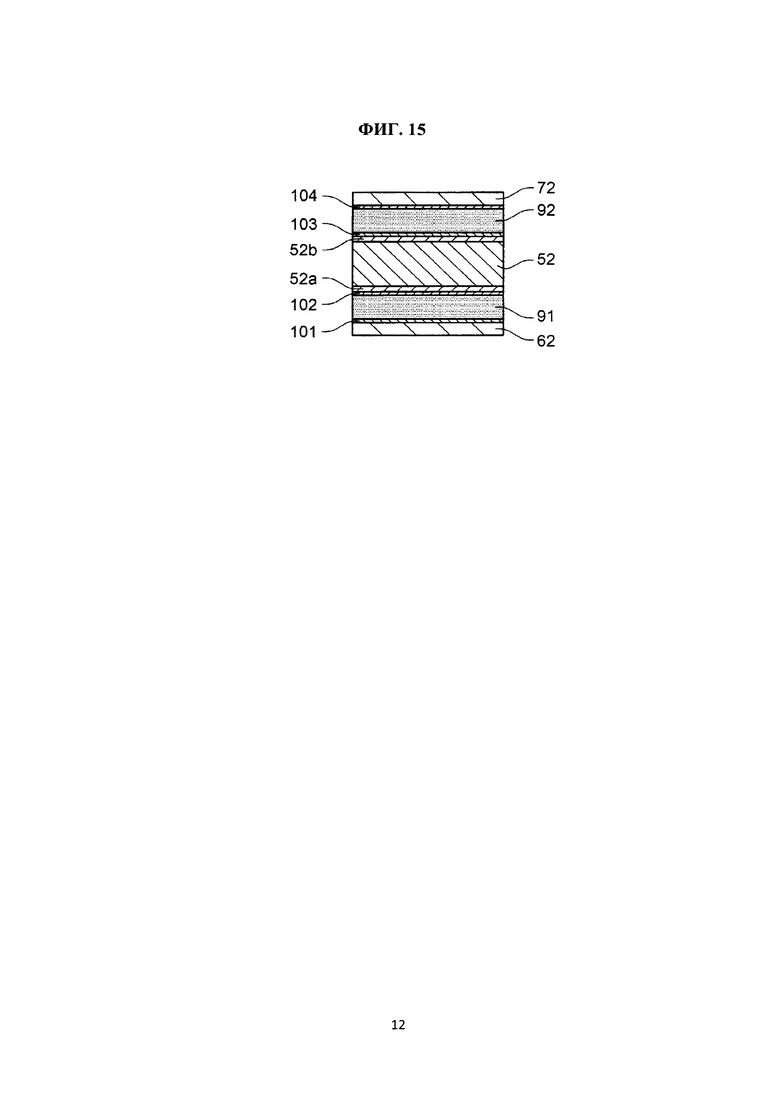
фиг. 15 представляет собой увеличенный вид, показывающий участок XV на фиг. 14;
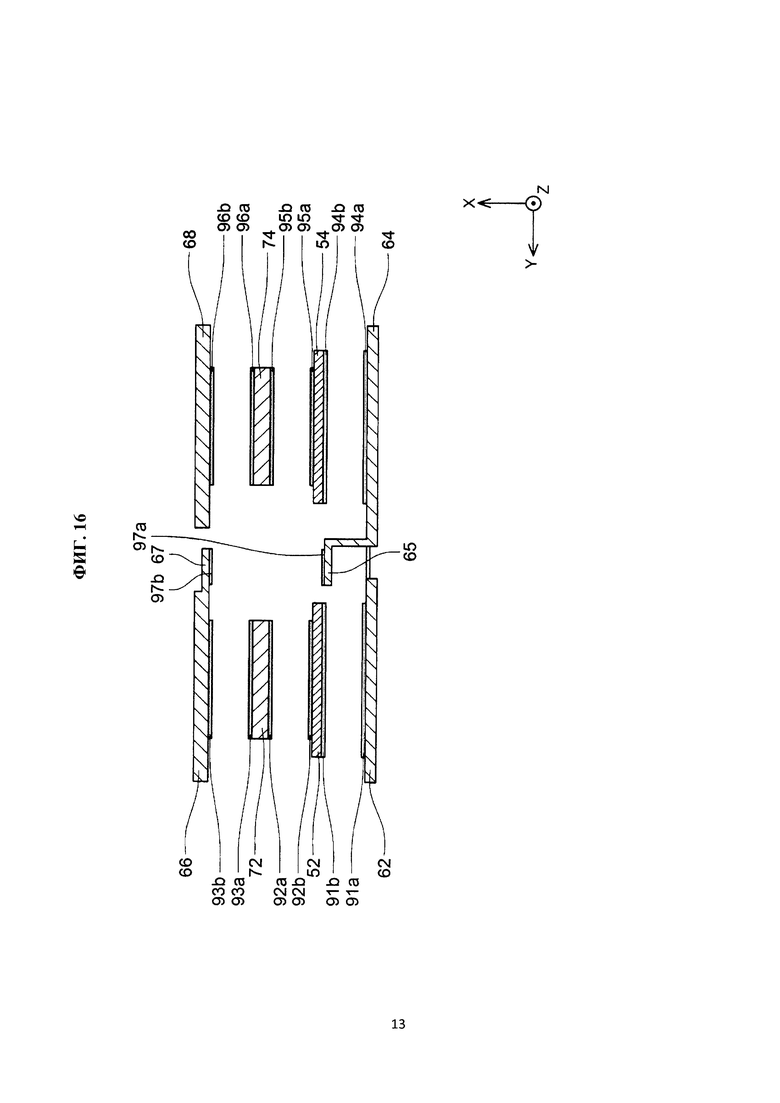
фиг. 16 представляет собой схему, изображающую каждый элемент, подвергшийся первому этапу термической обработки или второму этапу термической обработки на отдельном этапе способа изготовления полупроводникового устройства 50;
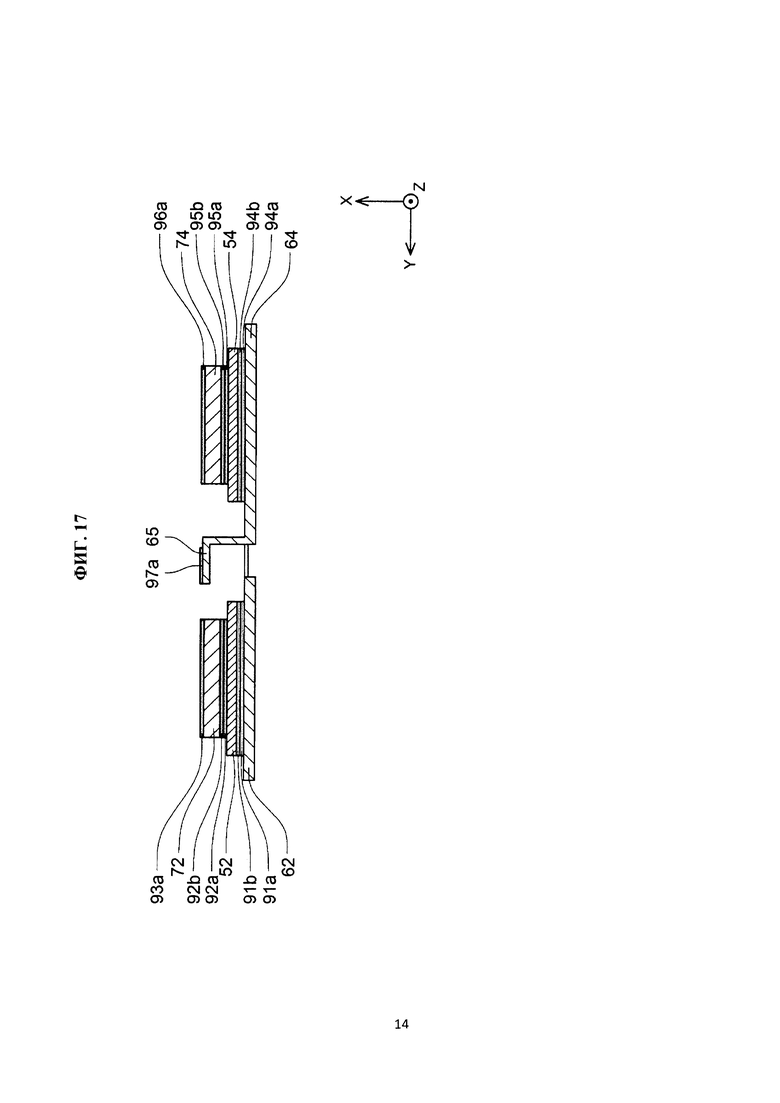
фиг. 17 представляет собой схему, изображающую промежуточное изделие, в котором составляющие компоненты объединены на отдельном этапе способа изготовления полупроводникового устройства 50;
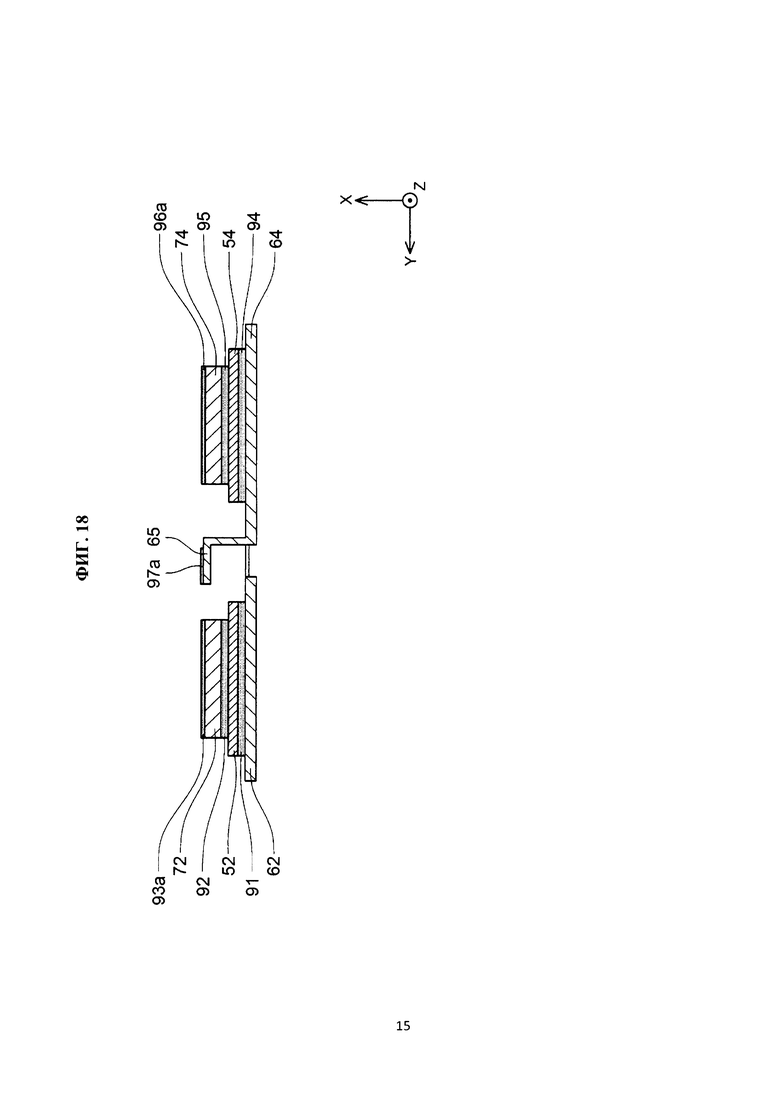
фиг. 18 представляет собой схему, показывающую промежуточное изделие, подвергшееся третьему этапу термической обработки на отдельном этапе способа изготовления полупроводникового устройства 50;
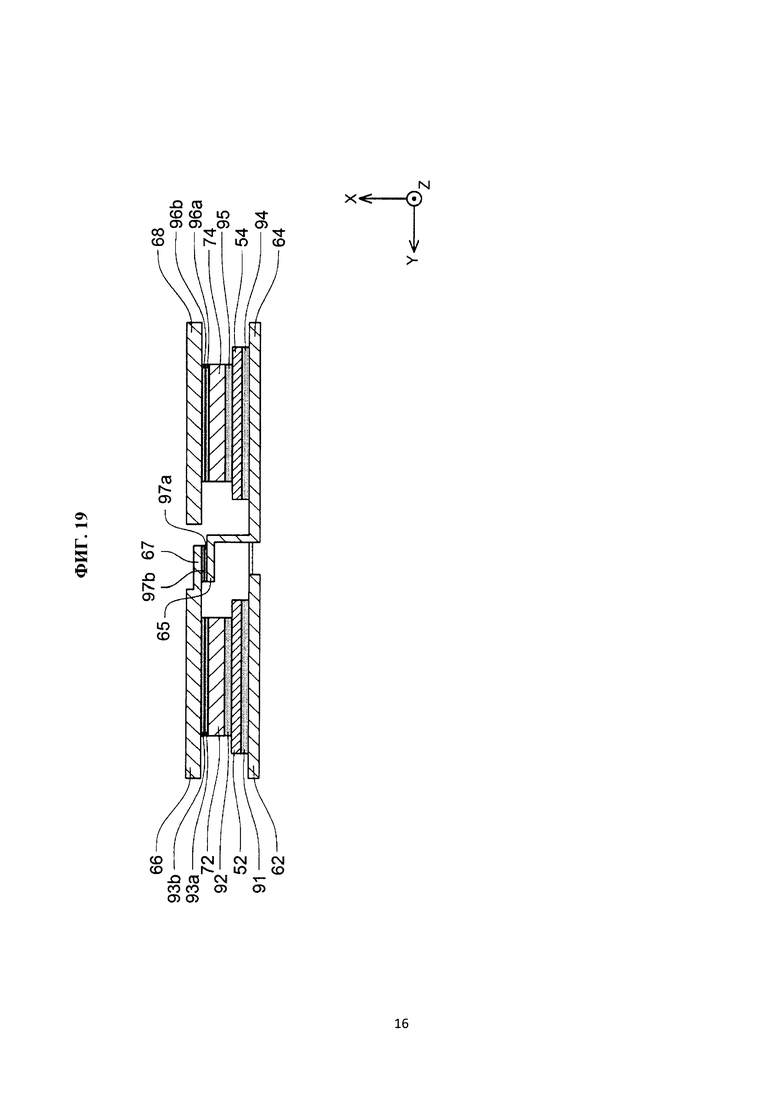
фиг. 19 представляет собой схему, изображающую промежуточное изделие, в котором дополнительные элементы также объединены на отдельном этапе способа изготовления полупроводникового устройства 50;
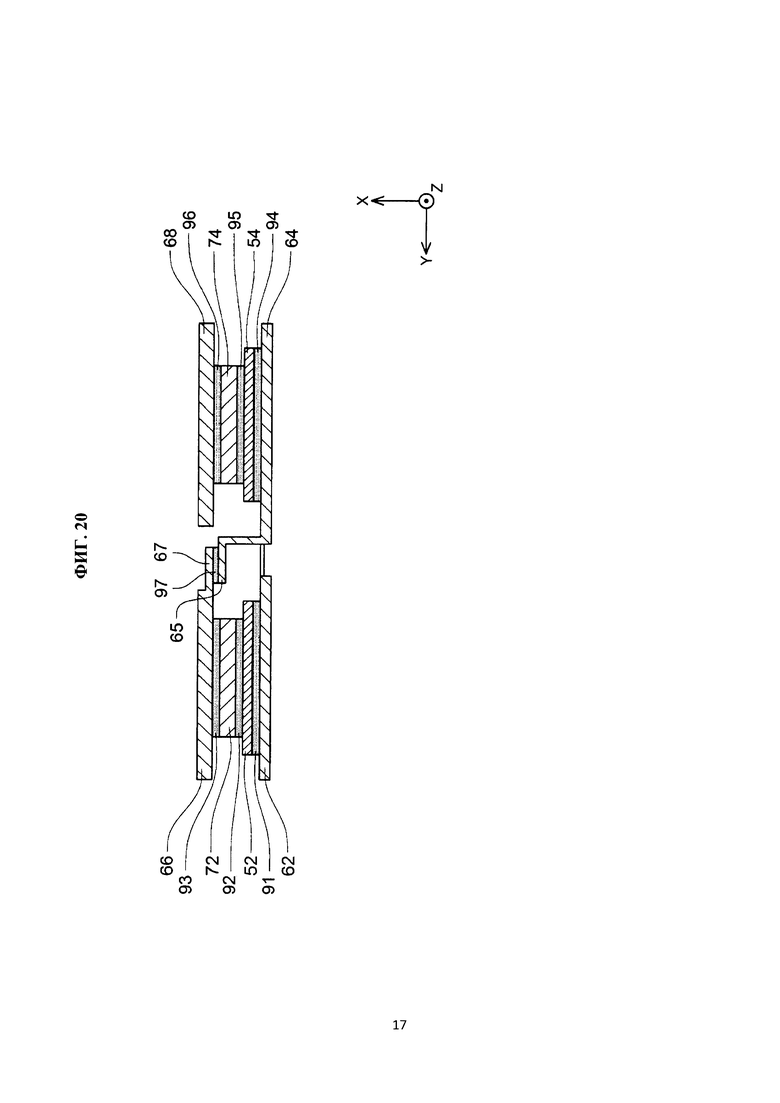
фиг. 20 представляет собой схему, изображающую промежуточное изделие, подвергшееся третьему этапу термической обработки снова на отдельном этапе способа изготовления полупроводникового устройства 50;
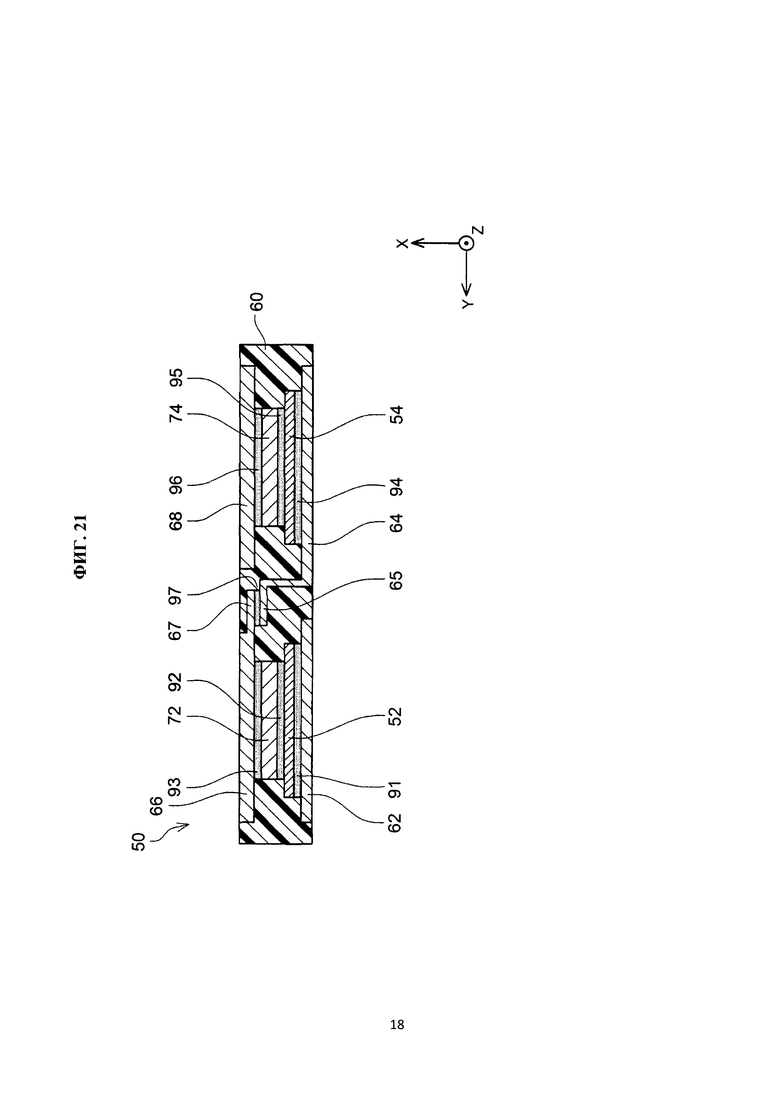
фиг. 21 представляет собой схему, изображающую полупроводниковое устройство 50, в котором пластиковый корпус 60 выполнен на отдельном этапе способа изготовления полупроводникового устройства 50;
фиг. 22 представляет собой диаграмму состояний (фазовая диаграмма) припоя Sn-Cu.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0013] Сначала будет описан способ пайки, раскрытый в этом описании. В этом способе пайки, как показано на фиг. 1-4, первый элемент 10 и второй элемент 20 соединены друг с другом с помощью первого припоя 14 и второго припоя 24. Этот способ пайки может быть применен для изготовления различных промышленных изделий. Соответственно, первый элемент 10 и второй элемент 20 не ограничиваются конкретными элементами. Например, первый элемент 10 и второй элемент 20 представляют собой два из нескольких элементов, формирующих полупроводниковое устройство. В этом случае способ пайки, раскрытый в данном описании, может быть применен к любой пайке между полупроводниковым элементом и проводящим элементом (например, выводной рамке), пайке между проводящим элементом и проводящим элементом, или пайке между полупроводником элементом и полупроводниковым элементом.
[0014] Сначала, как показано на фиг. 1, первый припой 14 размещают на поверхности 10а первого элемента 10, а второй припой 24 размещают на поверхности 20а второго элемента 20. На поверхности 10а первого элемента 10 образуется Ni пленка 12. В данном случае Ni пленка относится к металлическому слою, содержащему никель (Ni) в качестве основного компонента, и представляет собой, например, нанесенный химическим осаждением Ni-P слой покрытия или электроосажденный слой Ni. Ni пленка 12 предусмотрена для предотвращения чрезмерного роста интерметаллического соединения на границе соединения между первым элементом 10 и первым припоем 14. Начальная толщина D0 Ni пленки 12 не имеет особых ограничений, и, например, составляет от несколько микрометров до нескольких сотен микрометров. Подобным же образом, на поверхности 20а второго элемента 20 формируется Ni пленка 22. Ni пленки 12, 22 могут быть покрыты другой металлической пленкой, формируемой из золота (Au), серебра (Ag) и тому подобного, чтобы предотвратить коррозию. Металлическая пленка диффундирует в припой 14, 24, при этом припой 14, 24 расплавляют в течение первого этапа термической обработки или второго этапа термической обработки, описанных ниже.
[0015] Как первый припой 14, так и второй припой 24 представляют собой припой Sn-Cu, полученный добавлением меди (Cu) к олову (Sn), и содержат Cu6Sn5 (ссылочные позиции 16, 26), который представляет собой интерметаллическое соединение Cu и Sn. Хотя детали будут описаны ниже, предпочтительно, чтобы каждый из припоев 14, 24 содержал медь в количестве 0,9 вес. % или более. Каждый из припоев 14, 24 может иметь различные формы, например, форму листа, форму проволоки, форму пасты. Концентрация меди в первом припое 14 и концентрация меди во втором припое 24 может быть одинаковой или может отличаться друг от друга.
[0016] Далее, как показано на фиг. 2, выполняется первый этап термической обработки по нагреванию первого припоя 14, размещенного на первом элементе 10, и второй этап термической обработки по нагреванию второго припоя 24, размещенного на втором элементе 20. Первый этап термической обработки, а также второй этап термической обработки может быть выполнен в одно время или в разное время. Первый этап термической обработки и второй этап термической обработки могут быть выполнены в местах, которые физически отделены друг от друга. На первом этапе термической обработки первый припой 14 расплавляют на Ni пленке 12 первого элемента 10 путем нагревания первого припоя 14. То есть на первом этапе термической обработки, первый припой 14 нагревают до температуры плавления (точки жидкой фазы) или выше. При этом, как видно из фазовой диаграммы на фиг. 22, температура плавления припоя Sn-Cu варьируется в зависимости от концентрации меди в припое Sn-Cu. По мере увеличения концентрации меди, температура плавления также увеличивается. Например, в случае когда концентрация Cu составляет 0,9 вес. %, температура плавления припоя Sn-Cu составляет 230°С до 235°С. Что касается этого аспекта, чем ниже концентрация меди в первом припое 14, тем лучше. То же самое относится и ко второму припою 24, описанному ниже.
[0017] Когда первый припой 14 плавится, Cu6Sn5 содержащийся в первом припое 14, перемещается к Ni пленке 12, с образованием (Cu,Ni)6Sn5 (ссылочная позиция 18). В результате первый элемент 10 и первый припой 14 прочно соединяются друг с другом. (Cu,Ni)6Sn5 покрывает Ni пленку 12 так, чтобы выполнять функцию в качестве барьерного слоя, который препятствует образованию Ni3Sn4. На первом этапе термической обработки, время плавления, в течение которого первый припой 14 остается расплавленным, составляет, например, от 3 минут до 10 минут. Тем не менее, время плавления не ограничивается периодом от 3 минут до 10 минут и может быть соответствующим образом установлено с учетом времени, необходимого для получения заранее заданного количества (Cu,Ni)6Sn5. Количество (Cu,Ni)6Sn5, полученное на Ni пленке 12, варьируется в зависимости от концентрации меди в первом припое 14. По мере увеличения концентрации Cu, полученное количество (Cu,Ni)6Sn5 также увеличивается. Что касается этого пункта, чем ниже концентрация меди в первом припое 14, тем лучше. То же самое относится и ко второму припою 24, описанному ниже.
[0018] Сходным образом, на втором этапе термической обработки, второй припой 24 расплавляется на Ni пленке 22 второго элемента 20 при нагревании второго припоя 24. То есть на втором этапе термической обработки второй припой 24 нагревается до температуры плавления (точки жидкой фазы) или выше. Когда второй припой 24 расплавляется, Cu6Sn5, содержащийся во втором припое 24, перемещается к Ni пленке 22 с образованием (Cu,Ni)6Sn5 (ссылочная позиция 28). (Cu,Ni)6Sn5 покрывает Ni пленку 22 таким образом, чтобы выполнять функцию в качестве барьерного слоя, который препятствует образованию Ni3Sn4. На втором этапе термической обработки, время плавления, в течение которого второй припой 24 остается расплавленным, составляет, например, от 3 минут до 10 минут. Однако время плавления может быть соответствующим образом установлено с учетом времени, необходимого для получения заранее заданного количества (Cu,Ni)6Sn5. Время плавления на втором этапе термической обработки, может быть таким же или отличаться от времени плавления на первом этапе термической обработки. В случае когда Ni пленка 12 первого элемента 10 и Ni пленка 22 второго элемента 20 покрыты пленками других металлов, таких как Au или Ag, пленки этих металлов диффундируют в припои 14, 24, в то время как припои 14, 24 расплавляются. Таким образом, (Cu,Ni)6Sn5 также образуется на Ni пленках 12, 22.
[0019] Далее, как показано на фиг. 3, первый элемент 10 и второй элемент 20 соединены таким образом, что первый припой 14 и второй припой 24 обращены друг к другу. В это время первый припой 14 и второй припой 24 могут находиться в непосредственном контакте друг с другом, или другим припоем, или же может быть предусмотрен другой элемент между первым припоем 14 и вторым припоем 24.
[0020] Далее, как показано на фиг. 4, выполняется третий этап термической обработки по нагреванию первого припоя 14 и второго припоя 24. На третьем этапе термической обработки, первый припой 14, прошедший первый этап термической обработки, и второй припой 24, прошедший второй этап термической обработки, расплавляют таким образом, что первый и второй припои 14, 24 соединяются в один. Далее, когда первый припой 14 и второй припой 24 затвердевают, совместный слой 30 припоя, в котором соединены припои 14, 24, формируется между первым элементом 10 и вторым элементом 20 таким образом, что первый элемент 10 и второй элемент 20 соединяются друг с другом. На третьем этапе термической обработки, когда каждый из припоев 14, 24 плавится только в течение короткого периода времени, припои 14, 24 могут соединяться. Соответственно, на третьем этапе термической обработки, время плавления, в течение которого припои 14, 24 остаются в расплавленном состоянии, может быть установлено, например, в несколько секунд. Соответственно, время плавления на третьем этапе термической обработки может быть соответствующим образом установлено с учетом различных условий, и может быть установлено меньше, чем каждое из значений времени плавления на первом этапе термической обработки и втором этапе термической обработки.
[0021] В описанном выше способе пайки, перед присоединением первого элемента 10 и второго элемента 20, выполняется первый этап термической обработки первого элемента 10, а второй этап термической обработки выполняется для второго элемента 20. На первом этапе термической обработки (Cu,Ni)6Sn5 образуется на Ni пленке 12 первого элемента 10 с использованием первого припоя 14. На втором этапе термической обработки (Cu,Ni)6Sn5 образуется на Ni пленке 22 второго элемента 20 с использованием второго припоя 24, отличного от первого припоя 14. С другой стороны, согласно способу пайки предшествующего уровня техники, путем плавления общего припоя между двумя элементами, (Cu,Ni)6Sn5 образуется на соответствующих Ni пленках двух элементов одновременно. В этом способе, Cu6Sn5, содержащийся в припое, совместно используется двумя элементами. Поэтому, в случае когда избыточное количество (Cu,Ni)6Sn5 образуется в одном элементе, (Cu,Ni)6Sn5 недостаточно вырабатывается в другом элементе. С другой стороны, в соответствии со способом пайки, рассмотренным в данном описании, Cu6Sn5, содержащийся в одном припое, не используется совместно первым элементом 10 и вторым элементом 20. Соответственно, даже в том случае, когда концентрация меди в первом припое 14 и втором припое 24 является относительно низкой, заранее заданное количество (Cu,Ni)6Sn5 может быть получено на каждой из Ni пленок 12, 22 первого элемента 10 и второго элемента 20. В случае когда концентрация меди в первом припое 14 и втором припое 24 уменьшится, каждая из температур плавления первого припоя 14 и второго припоя 24 также уменьшается (см. фиг. 22). Соответственно, целевая температура, до которой первый припой 14 нагревают на первом этапе термической обработки, и целевая температура, до которой второй припой 24 нагревают на втором этапе термической обработки, может быть уменьшена. В случае когда целевая температура может быть уменьшена, например, количество потребления энергии, необходимое для каждого из этапов термической обработки, может быть снижено. В качестве альтернативы, можно избежать неблагоприятных эффектов для различных элементов, которые нагреваются вместе с первым припоем 14 или вторым припоем 24.
[0022] Далее была исследована концентрация меди в первом припое 14 и втором припое 24. Как было описано выше, когда концентрация меди в первом припое 14 увеличивается, количество (Cu,Ni)6Sn5, образованное на Ni пленке 12, увеличивается, и может сформироваться предпочтительный барьерный слой. Поскольку то же самое относится и ко второму припою 24, далее, первый припой 14 будет описан в качестве примера. Фиг. 5А-5Е представляют собой электронные микрофотографии, показывающие границу соединения между Ni пленкой 12 и совместным слоем 30 припоя, подвергшимся пайке. На каждой из микрофотографий фиг. 5А-5Е, первый элемент 10 представляет собой Cu, a Ni пленка 12 является химически осажденным Ni-P слоем. Концентрация меди в первых припоях 14 на фиг. 5А-5Е составляет 0,7 вес. %, 1,7 вес. %, 2,7 вес. %, 3,0 вес. % и 3,2 вес. %, соответственно. Как показано на фиг. 5А, в случае когда концентрация меди в первом припое 14 составляет 0,7 вес. %, установлено, что образование (Cu,Ni)6Sn5 является недостаточным и что Ni3SnP образуется в большом количестве. Толщина D1 образующегося Р-богатого слоя (слоя, где образуется Ni3P) также велика. При этом толщина D1 P-богатого слоя соотносится с количеством Ni, осажденного в Ni пленке 12. Так как толщина D1 Р-богатого слоя увеличивается, количество Ni, осажденное в Ni пленке 12, возрастает. С другой стороны, как показано на фиг. 5В-5Е, в случае когда концентрация меди в первом припое 14 выше чем 1,7 вес. %, образования Ni3SnP не обнаружено, и было установлено, что (Cu,Ni)6Sn5 образуется в достаточном количестве. Установлено, что толщина D1 Р-богатого слоя также относительно невелика и (Cu,Ni)6Sn5 покрывает Ni пленку 12 и функционирует в качестве барьерного слоя.
[0023] Микрофотографии, показанные на фиг. 6А-6Е, отличаются от таковых на фиг. 5А-5Е тем, что гальванический слой Ni использован в качестве Ni пленки 12. Концентрация Cu в первом припое 14 на фиг. 6А-6Е составляет 0,7 вес. %, 1,7 вес. %, 2,7 вес. %, 3,0 вес. % и 3,2 вес. %, соответственно. Как показано на фиг.6А, в случае когда концентрация меди в первом припое 14 составляет 0,7 вес. %, установлено, что образование (Cu,Ni)6Sn5 является недостаточным, и что (Ni,Cu)3Sn4 образуется в достаточном количестве. Толщина D2 Ni пленки 12 значительно уменьшается от первоначальной толщины D0. То есть было установлено, что в Ni пленке 12 осаждается большое количество Ni. С другой стороны, как показано на фиг. 6В-6Е, в случае когда концентрация меди в первом припое 14 выше 1,7 вес. %, образование (Ni,Cu)3Sn4 не обнаружено, и было установлено, что (Cu,Ni)6Sn5 образуется достаточно. Установлено, что величина потерь Ni пленки 12 (то есть разность между D0 и D2) также является относительно небольшой и (Cu,Ni)6Sn5 покрывает Ni пленку 12 и функционирует в качестве барьерного слоя.
[0024] Из описанных выше результатов эксперимента установлено, что в случае когда концентрация меди в первом припое 14 и втором припое 24 составляет 1,7 вес. % или выше, (Cu,Ni)6Sn5 образуется на каждой из Ni пленок 12, 22 в количестве, в котором он может функционировать в качестве барьерного слоя. Тем не менее, в случае когда концентрация Cu составляет 1,7 вес. %, температура плавления припоя Sn-Cu составляет 250°С - 260°С (см фиг. 22). Как было описано выше, в припое Sn-Cu, при уменьшении концентрации меди, температура плавления уменьшается. В результате температура целевого нагрева на первом этапе термической обработки и втором этапе термической обработки может быть уменьшена. При этом предполагается, из описанных выше результатов экспериментов, изображенных на фиг. 5А-5Е и фиг. 6А-6Е, что в случае когда концентрация меди в первом припое 14 и втором припое 24 ниже 1,7 вес. %, (Cu,Ni)6Sn5 может быть образован на каждой из пленок Ni 12, 22 в количестве, в котором он может функционировать в качестве барьерного слоя. Далее дополнительно рассмотрен случай, когда концентрация меди в первом припое 14 и втором припое 24 находится в диапазоне от 0,7 вес. % до 1,7 вес. %.32
[0025] На фиг. 9А-10Е показаны результаты эксперимента, который был выполнен авторами настоящего изобретения. В этом эксперименте проводили испытания на прочность при высокой температуре, в ходе которого образцы с различной концентрацией меди в первом припое 14 и втором припое 24 оставляли стоять в высокотемпературной атмосфере при 200°С. В этом эксперименте, Ni пленки 12, 22 представляли собой нанесенные химическим осаждением слои Ni-P покрытия, а первый элемент 10 и второй элемент 20 были из Cu. При оценке каждого из образцов, «Малость количества Ni потерь» и «Маловероятность образования (Ni,Cu)3Sn4» определялись относительно эталонного случая, когда концентрация Cu составляет вес.0,7%. В таблице, показанной на фиг. 7, круг «О» означает, что оцениваемый показатель является более удовлетворительным, чем эталонный (Ref). Чем больше количество кругов, тем лучше. При этом показатель «Пайка» показывает результаты наблюдения и измерения соответствующих образцов непосредственно после пайки, а показатель «Высокотемпературная прочность (200°С)» показывает результаты наблюдения и измерения соответствующих образцов после испытаний на высокотемпературную прочность. Фиг. 8 представляет собой диаграмму, показывающую зависимость между временем выдержки при испытании на высокотемпературную прочность (период времени, в котором каждый из образцов оставляли стоять в высокотемпературной атмосфере при 200°С.) Здесь «Малость количества Ni потерь», показанная на фиг. 7, оценивается исходя из толщины D1 Р-богатого слоя, показанного на фиг. 8.
[0026] Как видно из фиг. 8, 9А-9Е и 10А-10Е, в образце, имеющем концентрацию меди 0,7 вес. %, Ni пленка 12 была почти полностью утрачена после проверки системы на высокотемпературную прочность в течение 500 часов, а образование (Ni,Cu)3Sn4 было значительным. С другой стороны, в случае когда концентрация меди составляла 0,9 вес. % или выше, Ni пленка 12 сохранилась после проведения испытания на высокотемпературную прочность в течение 500 часов, а образование (Ni,Cu)3Sn4 снизилось. На основании приведенного выше результата определено, что в случае когда концентрация меди в первом припое 14 и втором припое 24 составляет 0,9 вес. % или выше, практически пайку можно производить даже на промышленных изделиях, которые могут быть подвергнуты воздействию высокой температуры 200°С.
[0027] Кроме того, в соответствии с диаграммой, изображенной на фиг. 8, при увеличении концентрации Cu, толщина полученного Р-богатого слоя уменьшается. Это показывает, что при увеличении концентрации Cu толщина (Cu,Ni)6Sn5, полученного на Ni пленках 12, 22, большая и барьерные свойства, обеспечиваемые (Cu,Ni)6Sn5, являются удовлетворительными. В частности, установлено, что в образце, имеющем концентрацию меди 1,6 вес. %, образование Р-богатого слоя стабильно предотвращается, даже после проведения испытания на высокотемпературную прочность в течение от 500 часов до 1000 часов, а слой (Cu,Ni)6Sn5 показывает более удовлетворительные барьерные свойства. На основании приведенного выше результата определено, что концентрация меди в первом припое 14 и втором припое 24 более предпочтительно составляет 1,6 вес. % или выше.
[0028] Способ пайки, раскрытый в данном описании, может быть применен к изготовлению различных промышленных изделий. Далее описывается способ изготовления полупроводникового устройства 50, для которого примененный способ пайки, раскрытый в данном описании, будет описан в качестве примера. В конечном итоге, со ссылкой на фиг. 11-15 будет описана конфигурация полупроводникового устройства 50. Это полупроводниковое устройство 50 представляет собой модуль питания, который используется на линии электропитания к электродвигателю в электрическом транспортном средстве (в том числе, гибридном транспортном средстве и транспортном средстве на топливных элементах).
[0029] Как показано на фиг. 11-13, полупроводниковое устройство 50 содержит множество полупроводниковых элементов 52, 54, 56, 58 и пластиковый корпус 60, который обеспечивает герметичность полупроводниковых элементов 52, 54, 56, 58. Множественные полупроводниковые элементы 52, 54, 56, 58 представляют собой первый транзисторный элемент 52, второй транзисторный элемент 54, первый диодный элемент 56, и второй диодный элемент 58. Каждый из полупроводниковых элементов 52, 54, 56, 58 имеет допустимый ток 100 А или выше и принадлежит к силовым полупроводниковым элементам. Как показано на фиг. 13, первый транзисторный элемент 52 и второй транзисторный элемент 54 электрически последовательно соединены друг с другом. Первый диодный элемент 56 электрически соединен с первым транзисторным элементом 52 встречно параллельно, а второй диодный элемент 58 электрически соединен со вторым транзисторным элементом 54 встречно параллельно.
[0030] Полупроводниковое устройство 50 дополнительно содержит множество теплоотводов 62, 64, 66, 68 и множество прокладок 72, 74, 76, 78. Каждый из множества теплоотводов 62, 64, 66, 68, и множества прокладок 72, 74, 76, 78 представляет собой токопроводящий элемент и выполнен, например, из металлического материала, такого как медь. Каждый из теплоотводов 62, 64, 66, 68 обращен к нижней поверхности 60а или верхней поверхности 60b пластикового корпуса 60 и рассеивает наружу тепло от множества полупроводниковых элементов 52, 54, 56, 58. Как показано на фиг. 14, нижний электрод 52а первого транзисторного элемента 52 и теплоотвод 62 припаяны друг к другу, и между нижним электродом 52а и теплоотводом 62 сформирован совместный слой 91 припоя. Верхний электрод 52b первого транзисторного элемента 52 и нижняя поверхность прокладки 72 припаяны друг к другу, и между верхним электродом 52b и нижней поверхностью прокладки 72 сформирован совместный слой 92 припоя. Верхняя поверхность прокладки 72 и теплоотвод 66 припаяны друг к другу, и между верхней поверхностью прокладки 72 и теплоотводом 66 сформирован совместный слой 93 припоя.
[0031] Аналогичным образом, нижний электрод 54а второго транзисторного элемента 54 и теплоотвод 64 припаяны друг к другу, и между нижним электродом 54а и теплоотводом 64 сформирован совместный слой 94 припоя. Верхний электрод 54b второго транзисторного элемента 54 и нижняя поверхность прокладки 74 припаяны друг к другу, и между верхним электродом 54b и нижней поверхностью прокладки 74 сформирован совместный слой 95 припоя. Верхняя поверхность прокладки 74 и теплоотвод 68 припаяны друг к другу, и между верхней поверхностью прокладки 74 и теплоотводом 68 сформирован совместный слой 96 припоя. Стык 65 теплоотвода 64 и стык 67 теплоотвода 66 припаяны друг к другу, и между стыком 65 и стыком 67 сформирован совместный слой 97 припоя. Хотя это и не показано на чертеже, как и в случае первого транзисторного элемента 52 и второго транзисторного элемента 54, первый диодный элемент 56 и второй диодный элемент 58 скреплены с теплоотводами 62, 64, 66, 68 и прокладкам 76, 78 с помощью пайки.
[0032] Как показано на фиг. 14 и 15, Ni пленки 101, 102 сформированы на поверхности теплоотвода 62 и первого транзисторного элемента 52, контактирующих с совместным слоем 91 припоя, соответственно. Ni пленки 103, 104 сформированы на поверхности первого транзисторного элемента 52 и прокладки 72, контактирующей с совместным слоем 92, соответственно. Хотя это и не показано на чертежах, Ni пленки также сформированы на поверхностях двух элементов, каждый из которых контактирует с совместными слоями 93-97 припоя, соответственно.
[0033] Как показано на фиг. 11 и 12, полупроводниковое устройство 50 дополнительно содержит вывод 82 положительного электрода, вывод 84 отрицательного электрода, выходной вывод 86 и множество управляющих выводов 88. Вывод 82 положительного электрода выполнен, как одно целое с теплоотводом 62. Вывод 84 отрицательного электрода припаивается к месту стыка 69 теплоотвода 68. Выходной вывод 86 выполнен как одно целое с теплоотводом 64. При этом теплоотводы 62, 64, 66, 68 электрически соединены с множеством полупроводниковых элементов 52, 54, 56, 58, соответственно, для формирования проводящего тракта. Каждый из управляющих выводов 88 соединен с контактом затвора или другой электродной площадкой первого транзисторного элемента 52 или второго транзисторного элемента 54 через проволочный вывод 89.
[0034] Способ изготовления описанного выше полупроводникового устройства 50 будет описан далее со ссылкой на фиг. 16-21. Сначала, как показано на фиг. 16, выполняется первый этап термической обработки, а также второй этап термической обработки двух элементов, подлежащих припаиванию друг к другу. В результате припой припаивают к каждому из элементов. Например, что касается припаивания теплоотвода 62 и первого транзисторного элемента 52 друг к другу, первый этап термической обработки выполняется на теплоотводе 62, а второй этап термической обработки выполняется на первом транзисторном элементе 52. На первом этапе термической обработки, первый припой 91а, который представляет собой припой Sn-Cu, плавят на Ni пленке 101, сформированной на теплоотводе 62, для образования (Cu,Ni)6Sn5 на Ni пленке 101. С другой стороны, на втором этапе термической обработки, второй припой 91b, который представляет собой припой Sn-Cu, плавят на никелевой пленке 102, сформированной на первом транзисторном элементе 52 для образования (Cu,Ni)6Sn5 на никелевой пленке 102. Здесь, как описано выше, первый припой 91а и второй 91b припой содержит 0,9 вес. % или более меди и предпочтительно 1,6 вес. % или более меди. Подобным же образом, в отношении других мест пайки, первый этап термической обработки или второй этап термической обработки выполняются для каждого из элементов таким образом, что первые припои с 92а по 97а или вторые припои с 92b по 97b припаивают к каждому из элементов (то же относится и к первому диодному элементу 56, и другим элементам, не показанным на фиг. 16).
[0035] Далее, как показано на фиг. 17, первый транзисторный элемент 52 и прокладку 72 размещают на теплоотводе 62, чтобы они накладывались друг на друга, а второй транзисторный элемент 54 и прокладку 74 размещают на теплоотводе 64, чтобы они накладывались друг на друга. Одновременно первый припой 91а, припаянный к теплоотводу 62, контактирует или обращен ко второму припою 91b, припаянному к нижней поверхности первого транзисторного элемента 52, и первый припой 92а, припаянный к верхней поверхности первого транзисторного элемента 52, контактирует или обращен ко второму припою 92b, припаянному к нижней поверхности прокладки 72. Что касается стороны второго транзисторного элемента 54, аналогичным образом, первые припои 94А, 95А контактируют или обращены к соответствующим вторым припоям 94b, 95b, соответственно. Хотя это и не показано на чертежах, первый диодный элемент 56 и прокладка 76 дополнительно размещены на теплоотводе 62, чтобы накладываться друг на друга, а второй диодный элемент 58 и прокладка 78 дополнительно размещены на теплоотводе 64, чтобы накладываться друг на друга. Теплоотвод 62 и теплоотвод 64 могут быть выполнены в виде выводной рамки, выполненной как одно целое с множеством управляющих выводов 88 и тому подобное.
[0036] Далее, как показано на фиг. 18, выполняя третий этап термической обработки, первые припои 91а, 92а, 94а, 95а, припаянные к соответствующим элементам, и вторые припои 91b, 92b, 94b, 95b, припаянные к соответствующим элементам, расплавляют таким образом, что первый и второй припои соединяются в один, соответственно. В результате первый транзисторный элемент 52 соединяется с теплоотводом 62 через совместный слой 91 припоя, и соединяется с прокладкой 72 через совместный слой 92 припоя. Второй транзисторный элемент 54 соединяется с теплоотводом 64 через совместный слой 92 припоя, и соединяется с прокладкой 74 через совместный слой 95 припоя. Хотя это и не показано на чертежах, сходным образом, первый диодный элемент 56 соединяется с теплоотводом 62 и прокладкой 76 через совместный слой припоя, а второй диодный элемент 58 соединяется с теплоотводом 64 и прокладкой 78 через совместный слой припоя. Затем через управляющие выводы 88 выполняется проволочный вывод.
[0037] Далее, как показано на фиг. 19, теплоотводы 66, 68 объединяют в промежуточное изделие, подвергаемое описанному выше третьему этапу термической обработки. В это время первый припой 93а, припаянный к верхней поверхности прокладки 72, контактирует или обращен ко второму припою 93b, припаянному к нижней поверхности теплоотвода 66, и первый припой 96а, припаянный к верхней поверхности прокладки 74 контактирует или обращен ко второму припою 96b, припаянному к нижней поверхности теплоотвода 68. Первый припой 97а, припаянный к стыку 65 теплоотвода 64, контактирует или обращен ко второму припою 97b, припаянному к стыку 67 теплоотвода 66.
[0038] Далее, как показано на фиг. 20, снова выполняя третий этап термической обработки, первые припои 93а, 96а, 97а, припаянные к соответствующим элементам, и вторые припои 93b, 96b, 97b, припаянные к соответствующим элементам, расплавляются таким образом, что первый и второй припои соответственно соединяются в один. В результате теплоотвод 66 соединяется с прокладкой 72 через совместный слой 93 припоя, а теплоотвод 68 соединяется с прокладкой 74 через совместный слой 96 припоя. Стык 67 теплоотвода 66 соединяется со стыком 65 теплоотвода 64 через совместный слой 97 припоя. Хотя это и не показано на чертежах, теплоотвод 66 припаян к прокладке 76 первого диодного элемента 56, а теплоотвод 68 припаян к прокладке 78 второго диодного элемента 58. Далее, как показано на фиг. 21, способом отливки в форму получают пластиковый корпус 60, и выполняют этап вырезания выводной рамки и другие необходимые этапы. В результате получают полупроводниковое устройство 50.
[0039] Способ изготовления полупроводникового устройства 50 приведен просто в качестве примера, а способ пайки, раскрытый в данном описании, может быть применен к способам изготовления полупроводниковых устройств, имеющих различные конфигурации. Тем не менее, полупроводниковое устройство 50 содержит силовые полупроводниковые элементы 52, 54, 56, 58, и при подаче на них сильного тока, температура мест пайки может достигать 200°С. Что касается этого пункта, в соответствии с описанным выше способом изготовления, достаточное количество (Cu,Ni)6Sn5 образуется на Ni пленке (например, Ni пленках 101, 102, 103) каждого из элементов. В результате даже при высокой температуре в 200°С может сформироваться барьерный слой, который может предотвратить превращение Ni пленки в интерметаллическое соединение. Соответственно, описанный выше способ изготовления может быть подходящим образом применен к способу изготовления полупроводникового устройства 50, содержащего силовые полупроводниковые элементы 52, 54, 56, 58. В способе изготовления полупроводникового устройства 50, способ пайки, раскрытый в этом описании, применяется к множеству мест пайки. Способ пайки, раскрытый в данном описании, может быть применен лишь к некоторым из множества мест пайки.
[0040] Некоторые конкретные примеры были подробно описаны выше. Тем не менее, эти примеры являются лишь иллюстративными и не ограничивают формулу изобретения. Технология, описанная в формуле изобретения, включает в себя различные модификации и чередование вышеописанных конкретных примеров. Здесь и далее, будут проиллюстрированы технические характеристики, раскрытые в данном описании. Технические особенности, описанные ниже, являются независимыми друг от друга и являются технически полезными сами по себе или в различных комбинациях.
[0041] Это описание раскрывает способ изготовления полупроводникового устройства, содержащего первый элемент и второй элемент, присоединяемый к первому элементу. Этот способ изготовления включает в себя: первый этап термической обработки для получения (Cu,Ni)6Sn5 на Ni пленке, сформированной на первом элементе путем плавления первого припоя Sn-Cu, содержащего 0,9 вес. % или более Cu на Ni пленке первого элемента; второй этап термической обработки для получения (Cu,Ni)6Sn5 на Ni пленке, сформированной на втором элементе путем расплавления второго Sn-Cu припоя, содержащего 0,9 вес. % или выше Cu, на Ni пленке второго элемента; и третий этап термической обработки для соединения первого элемента и второго элемента друг с другом за счет расплавления первого припоя Sn-Cu, подвергшегося первому этапу термической обработки, и второго припоя Sn-Cu, подвергшегося второму этапу термической обработки, при этом первый и второй припои Sn-Cu соединяются в один. В соответствии со способом изготовления, даже в том случае, когда концентрация меди в первом и втором припоях Sn-Cu является относительно низкой, может быть получено заранее заданное количество (Cu,Ni)6Sn5 на каждой из Ni пленок первого элемента и второго элемента.
[0042] В описанном выше способе изготовления, период времени, в течение которого первый припой Sn-Cu и второй припой Sn-Cu расплавляют на третьем этапе термической обработки, может быть короче, чем период времени, в течение которого первый припой Sn-Cu расплавляют на первом этапе термической обработки, и периода времени, в течение которого второй припой Sn-Cu, расплавляют на втором этапе термической обработки. Третий этап термической обработка не выполняется только при получении интерметаллического соединения. Первый припой Sn-Cu и второй припой Sn-Cu могут соединяться в один путем простого плавления их на третьем этапе термической обработки. Таким образом, период времени, в течение которого припой расплавляют на третьем этапе термической обработки, может быть короче периода времени, в течение которого припой расплавляют на первом этапе термической обработки, и периода времени, в течение которого припой расплавляют на втором этапе термической обработки. В результате время, необходимое для изготовления полупроводникового устройства, может быть уменьшено.
[0043] В описанном выше способе изготовления предпочтительно, чтобы по меньшей мере один из следующего - первый припой Sn-Cu или второй припой Sn-Cu - содержал 1,6 вес. % или более меди. В результате (Cu,Ni)6Sn5 может быть получен на Ni пленке по меньшей мере одного из следующего - первого элемента или второго элемента - в количестве, при котором могут быть достигнуты более удовлетворительные барьерные свойства.
[0044] В описанном выше способе изготовления, предпочтительно, чтобы по меньшей мере один из следующего - первый элемент или второй элемент - представлял собой силовой полупроводниковый элемент. В полупроводниковом устройстве, содержащем силовой полупроводниковый элемент, при приложении к нему сильного тока температура мест пайки может достигать, например, 200°С. Что касается этого пункта, в соответствии с описанным выше способом изготовления, достаточное количество (Cu,Ni)6Sn5 образуется на Ni пленке каждого из элементов. В результате даже при высокой температуре в 200°С может сформироваться барьерный слой, который может предотвращать в течение длительного периода времени превращение Ni пленки в интерметаллическое соединение. Таким образом, тепловое сопротивление полупроводникового устройства, содержащего силовой полупроводниковый элемент, может быть значительно повышено.
Способ изготовления полупроводникового устройства (50), которое содержит первый элемент (10) и второй элемент (20), присоединяемый к первому элементу, содержит: a) образование (Cu,Ni)6Sn5 на Ni пленке (12), сформированной на первом элементе путем плавления первого припоя Sn-Cu (14), содержащего 0,9 вес. % или более Cu, на Ni пленке первого элемента; b) образование (Cu,Ni)6Sn5 на Ni пленке (22), сформированной на втором элементе путем плавления второго припоя Sn-Cu (24), содержащего 0,9 вес. % или более Cu, на Ni пленке второго элемента; а также c) соединение первого элемента и второго элемента друг с другом за счет расплавления первого припоя Sn-Cu, выполненного на этапе a), и второго припоя Sn-Cu, выполненного на этапе b), таким образом, что первый припой Sn-Cu и второй припой Sn-Cu соединяются в один. Изобретение обеспечивает получение заданного количества (Cu,Ni)6Sn5 на Ni пленке каждого из соединяемых элементов. 3 з.п. ф-лы, 22 ил.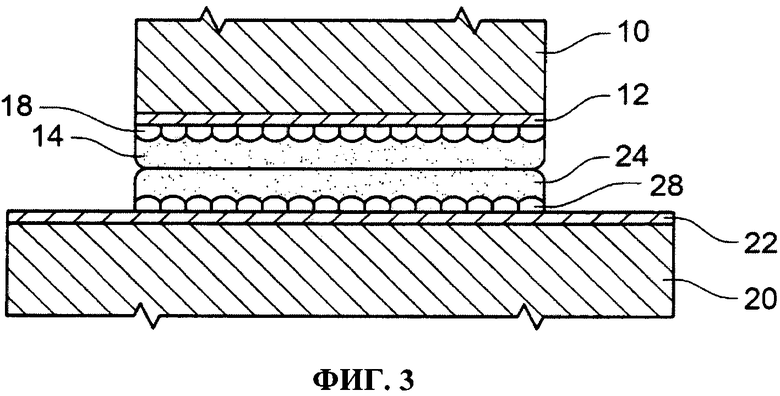
1. Способ изготовления полупроводникового устройства, которое содержит первый элемент и второй элемент, присоединяемый к первому элементу, при этом способ содержит:
a) образование (Cu,Ni)6Sn5 на Ni пленке, сформированной на первом элементе, путем расплавления первого припоя Sn-Cu, содержащего 0,9 вес. % или более Cu, на Ni пленке первого элемента;
b) образование (Cu,Ni)6Sn5 на Ni пленке, сформированной на втором элементе, путем расплавления второго припоя Sn-Cu, содержащего 0,9 вес. % или более Cu, на Ni пленке второго элемента; и
c) соединение первого элемента и второго элемента друг с другом за счет расплавления первого припоя Sn-Cu, выполненного на этапе а), и второго припоя Sn-Cu, выполненного на этапе b), таким образом, что первый припой Sn-Cu и второй припой Sn-Cu соединяются в один.
2. Способ изготовления полупроводникового устройства по п. 1, в котором период времени, в течение которого первый припой Sn-Cu и второй припой Sn-Cu расплавляются на этапе с), является короче, чем период времени, в течение которого первый припой Sn-Cu расплавляется на этапе а), и период времени, в течение которого второй припой Sn-Cu расплавляется на этапе b).
3. Способ изготовления полупроводникового устройства по п. 1 или п. 2, в котором по меньшей мере один из следующего - первый припой Sn-Cu или второй припой Sn-Cu - содержит 1,6 вес. % или более меди.
4. Способ изготовления полупроводникового устройства по п. 1, в котором по меньшей мере один из следующих - первый элемент или второй элемент - является силовым полупроводниковым элементом.
| US 8421232 B2, 16.04.2013 | |||
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| JP 2013174006 A, 05.09.2013 | |||
| JP 2010226115 A, 07.10.2010 | |||
| RU 2011131066 A, 10.02.2013. | |||

