Изобретение относится к области электрофизической и электрохимической обработки, в частности к электроэрозионному легированию, и может применяться для обработки поверхностей элементов импульсных торцевых уплотнений (ИТУ).
До последнего времени считалось, что ИТУ работоспособны только в жидких средах. Однако проведенные теоретические и экспериментальные исследования показали, что эти уплотнения работоспособны в жидкостях и в газах. Были выполнены уникальные исследования импульсных уплотнений при сверхвысоких режимных параметрах pv>400 МПа⋅м/с в криогенной жидкости (жидкий азот, t=-195°С), которые показали, что такие уплотнения малочувствительны к теплофизическим свойствам и температуре рабочей среды. Все это позволяет сделать вывод об универсальности импульсных уплотнений и их большой практической ценности [Громыко Б.М., Колпаков А.В., Чернов А.Е. Опыт разработки импульсных торцовых уплотнений для быстроходных турбонасосов // Труды 9-й Международной конференции «Герметичность, вибронадежность и экологическая безопасность насосного и компрессорного оборудования». - Т. 1. - Сумы. - 1999. - С. 151-159].
Учитывая то, что при высоких и сверхвысоких давлениях, экстремальных температурах (от высоких до криогенных), в агрессивных средах и т.п., где применение в разъемных соединениях уплотнений из неметаллических материалов ограниченно или невозможно, укрепляется убежденность в целесообразности применения металлических уплотнений, для которых практически нет ограничений, кроме прочности самого материала элементов уплотнений и термостойкости материала покрытий [Громыко Б.М., Матвеев Е.М., Постников И.Д., Митюков Ю.В., Михалев И.А., Сорокин В.А., Петренко Р.И. Опыт разработки и эксплуатации металлических уплотняющих элементов для работы в широком диапазоне температур и давлений / Там же, с. 38-51]. В качестве материалов используют, в том числе, такие жаропрочные материалы, как никелевые сплавы, например никелевый сплав ЭК61 (ХН58МБЮД), и бериллиевую бронзу БрБ2. При этом следует отметить, что уплотнения, имеющие резиновые уплотнители вторичного уплотнения, не работоспособны в криогенных средах.
Для роторных машин, перекачивающих криогенные среды, предложено ИТУ, способное надежно работать в криогенных средах высокого давления при больших скоростях вращения и на нестационарных режимах с малыми протечками от 0,1 до 0,7 л/с, в зависимости от геометрических размеров торцовой пары [Патент Российской Федерации на изобретение №2187727 С2. 7 F16J 15/34. Торцевое импульсное уплотнение. / Громыко Б.М., Каторгин Б.И., Кириллов В.В., Колпаков А.В., Марцинковский В.А., Матвеев Е.М., Постников И.Д., Чернов А.Е., Степанова М.А. / Опубл. 20.08.2002, Бюл. №23], прототип. Кольца указанного уплотнения выполнены из никелевого сплава ХН58МБЮД или из бериллиевой бронзы БрБ2. Рабочие торцовые поверхности колец имеют покрытие из высокотвердого материала типа нитрида титана TiN или твердого сплава ВК8. Такие решения совместно с другими позволяют применять ИТУ в турбонасосных агрегатах (ТНА) жидкостных ракетных двигателей (ЖРД).
Однако следует отметить, что нитрид титана TiN и твердый сплав ВК8 имеют не только высокую твердость, но и довольно высокий коэффициент трения 0,4-0,7, поэтому их применение в парах трения без специальных прирабатывающих покрытий нежелательно.
Расширение области применения импульсных уплотнений в сторону повышения режимных параметров вызвало необходимость создания новых, композиционных материалов типа «основа - покрытие», сочетающих защитные свойства покрытий с механической прочностью основы.
Перспективным способом повышения износостойкости колец ИТУ является формирование на рабочих торцовых поверхностях методом ЭЭЛ квазимногослойных комбинированных покрытий, сочетающих смазывающие и антиизносные свойства. Такими покрытиями являются комбинированные электроэрозионные покрытия (КЭП), включающие в себя твердые износостойкие и мягкие антифрикционные материалы.
Для увеличения толщины и сплошности покрытия были предложены квазимногослойные КЭП, формируемые в последовательности ВК8+Cu+ВК8.
Наиболее предпочтительным является КЭП, где первый и последний слои из твердого сплава ВК8 наносят при Wu=0,2 Дж, а медь - при Wu=0,08 Дж. В этом случае толщина упрочненного слоя увеличивается до 30-40 мкм, микротвердость находится на уровне 8740 МПа, а сплошность составляет 100% [Тарельник В.Б. Разработка технологии повышения качества поверхностных слоев импульсных торцовых уплотнений, работающих в различных средах, методом электроэрозионного легирования // Электронная обработка материалов. - 2000. - №4. - С. 7-11], прототип.
Однако КЭП на образцах из никелевого сплава ХН58МБЮД, сформированные в последовательности Cu+ВК8 и ВК8+Cu+ВК8, не обеспечивают желаемой микротвердости в поверхностном слое.
Для создания в поверхностных слоях ИТУ заданных триботехнических и механических свойств создан способ повышения износостойкости торцовых поверхностей колец из жаропрочных сплавов импульсного торцового уплотнения (ИТУ), работающего в криогенных средах.
Заявляемый способ, как и соответствующие способы, известные из уровня техники, включает обработку торцовых поверхностей колец методом электроэрозионного легирования графитовым электродом (ЦЭЭЛ) перед нанесением на них электроэрозионных покрытий, но при котором, в соответствии с заявляемым техническим решением, квазимногослойное комбинированное электроэрозионное покрытие (КЭП) состава, формируемого в последовательности ВК8+ВК8+Cu или ВК8+ВК8+Ni, наносят на торцовые поверхности колец из никелевого сплава ХН58МБЮД, а на торцовые поверхности колец из бериллиевой бронзы БрБ2 наносят электроэрозионное покрытие из хрома.
При этом первый и второй слои из твердого сплава ВК8 наносят на торцовые поверхности колец из никелевого сплава ХН58МБЮД при энергии разряда Wu=0,2 Дж и Wu=0,04 Дж, соответственно, а третий слой из меди или никеля наносят при энергии разряда Wu=0,04 Дж. Причем покрытие из хрома наносят на торцовые поверхности колец из бериллиевой бронзы БрБ2 при энергии разряда Wu=0,4 Дж.
Проводились металлографические исследования ЭЭЛ образцов из никелевого сплава ХН58МБЮД и медного сплава - бериллиевой бронзы БрБ2 с шероховатостью поверхности Ra=0,5 мм и твердостью после окончательной термообработки - 400 и 370НВ, соответственно.
В данном случае положительные результаты, при упрочнении никелевого сплава ХН58МБЮД, обеспечивают КЭП, сформированные в последовательности ВК8+ВК8+Cu и BK8+BK8+Ni.
Анализ технологии формирования покрытия на сплаве ХН58МБЮД показал, что при нанесении слоя из твердого сплава ВК8, из-за залипания электрода, сплошность поверхности низкая и находится в пределах 70-80%. Для устранения залипания электрода и увеличения сплошности покрытия упрочняемая поверхность подвергалась предварительной обработке графитовым электродом при Wu=0,1 Дж. После чего шероховатость поверхности составила Ra=0,6-0,8 мкм.
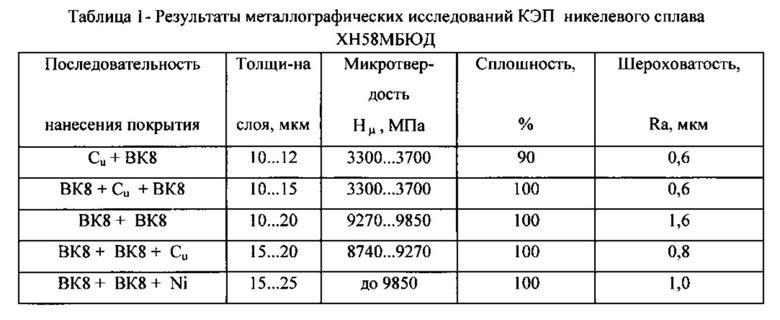
Для получения более плотных и менее шероховатых покрытий процесс поверхностного легирования твердым сплавом ВК8 проводили в два этапа. Сначала осуществляли более жесткий режим при Wu=0,2 Дж, что позволяло внедрить в обрабатываемую поверхность большое количество упрочняющего материала. Однако шероховатость упрочняемой поверхности в этом случае была неприемлемо высокой: Ra=4,8 мкм. На втором этапе применяли более мягкий режим при Wu=0,04 Дж, при котором были сглажены наиболее выступающие вершины покрытия, нанесенного на первом этапе, и увеличилась его сплошность. Шероховатость «выглаженной» поверхности составила Ra=1,6 мкм. Третий слой - из меди или никеля - наносился также при Wu=0,04 Дж. Шероховатость в этом случае еще более снизилась до Ra=0,8…1,0 мкм, микротвердость находилась на уровне 9270 и 9850 МПа, соответственно, а сплошность слоя достигла 100%.
Результаты металлографических исследований КЭП никелевого сплава ХН58МБЮД представлены в табл. 1.
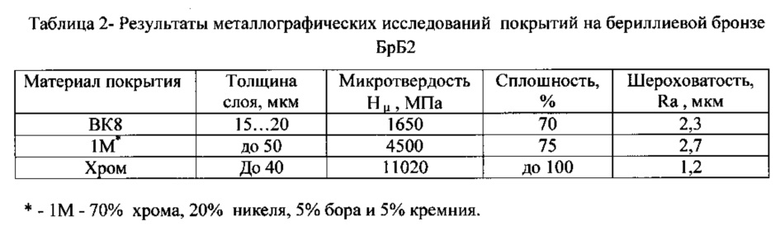
В случае ЭЭЛ бронзы БрБ2 твердым сплавом ВК8 микротвердость поверхностного слоя существенно ниже, чем микротвердость основного металла, и составляет 1650 МПа. По мере углубления микротвердость плавно возрастает и на глубине 15…20 мкм соответствует твердости основного металла. Сплошность слоя невысока и составляет ~70%.
При легировании БрБ2 хромом при Wu=0,4 Дж получают поверхностный слой толщиной 10…40 мкм и микротвердостью до 11020 МПа. Ниже располагается переходная зона (~25 мкм) микротвердостью 2100…2500 МПа. Сплошность слоя достигает 100%.
Результаты металлографических исследований покрытий на бериллиевой бронзе БрБ2 представлены в таблице 2.
Таким образом, предлагается новый способ повышения качества рабочих поверхностей колец ИТУ, работающего в криогенных средах, изготовленных из никелевого сплава ХН58МБЮД и бериллиевой бронзы БрБ2, путем нанесения на них покрытий состава ВК8+ВК8+Cu и ВК8+ВК8+Ni для никелевого сплава и хрома для бериллиевой бронзы БрБ2, после их обработки методом ЭЭЛ графитовым электродом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ КОНТАКТИРУЮЩИХ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ЭЛЕМЕНТОВ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ ИМПУЛЬСНОГО ТОРЦОВОГО УПЛОТНЕНИЯ (ИТУ), РАБОТАЮЩЕГО В КРИОГЕННЫХ СРЕДАХ (ВАРИАНТЫ) | 2016 |
|
RU2648434C2 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ РАБОЧИХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ КОЛЕЦ ИМПУЛЬСНЫХ ТОРЦЕВЫХ УПЛОТНЕНИЙ | 2015 |
|
RU2631439C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО ЛЕГИРОВАНИЯ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2524471C2 |
| СПОСОБ ОБРАБОТКИ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ И/ИЛИ ЧУГУННЫХ ДЕТАЛЕЙ | 2009 |
|
RU2410212C2 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ СТАЛЬНЫХ ДЕТАЛЕЙ | 2019 |
|
RU2711074C1 |
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2013 |
|
RU2524467C1 |
| УЗЕЛ ТОРЦЕВОГО ИМПУЛЬСНОГО УПЛОТНЕНИЯ, РАБОТАЮЩИЙ В КРИОГЕННЫХ СРЕДАХ, (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2696423C1 |
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2014 |
|
RU2598737C2 |
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКОГО КОМПОЗИЦИОННОГО ПОКРЫТИЯ НА ИЗНАШИВАЕМЫЕ ПОВЕРХНОСТИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2598738C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОДВИЖНОГО СОЕДИНЕНИЯ ТИПА ВАЛ-СТУПИЦА СТАЛЬНЫХ ДЕТАЛЕЙ (ВАРИАНТЫ) | 2012 |
|
RU2501986C2 |
Изобретение относится к области электрофизической и электрохимической обработки, в частности к электроэрозионному легированию, и может применяться для обработки поверхностей элементов импульсных торцовых уплотнений (ИВУ), работающих в криогенных средах. Один вариант способа включает обработку торцовых поверхностей колец из жаропрочного никелевого сплава ХН58МБЮД методом электроэрозионного легирования графитовым электродом и последовательное нанесение слоев комбинированного электроэрозионного покрытия вида сплав ВК8 - сплав ВК8 - Cu или вида сплав ВК8 - сплав ВК8 - Ni, причем первый и второй слои из твердого сплава ВК8 наносят при энергии разряда Wu=0,2 Дж и Wu=0,04 Дж, соответственно, а третий слой из меди или никеля наносят при энергии разряда Wu=0,04 Дж. Второй вариант способа включает обработку торцовых поверхностей колец из бериллиевой бронзы БрБ2 методом электроэрозионного легирования графитовым электродом и последующее нанесение электроэрозионного покрытия из хрома при энергии разряда Wu=0,4 Дж. Изобретение обеспечивает повышение износостойкости торцовых поверхностей колец импульсного торцового уплотнения, работающего в криогенных средах, за счет обеспечения заданных триботехнических и механических свойств в поверхностных слоях импульсного торцового уплотнения. 2 н.п. ф-лы, 2 табл.
1. Способ обработки торцовых поверхностей колец импульсного торцового уплотнения, работающего в криогенных средах, включающий обработку торцовых поверхностей колец из жаропрочного никелевого сплава ХН58МБЮД методом электроэрозионного легирования графитовым электродом и последовательное нанесение слоев комбинированного электроэрозионного покрытия вида сплав ВК8 - сплав ВК8 - Cu или вида сплав ВК8 - сплав ВК8 - Ni, причем первый и второй слои из твердого сплава ВК8 наносят при энергии разряда Wu=0,2 Дж и Wu=0,04 Дж соответственно, а третий слой из меди или никеля наносят при энергии разряда Wu=0,04 Дж.
2. Способ обработки торцовых поверхностей колец импульсного торцового уплотнения, работающего в криогенных средах, включающий обработку торцовых поверхностей колец из бериллиевой бронзы БрБ2 методом электроэрозионного легирования графитовым электродом и последующее нанесение электроэрозионного покрытия из хрома при энергии разряда Wu=0,4 Дж.
| В.Б | |||
| Тарельник и др | |||
| Электроэрозионное легирование - метод восстановления деталей роторных машин, Biсник СумДУ, N1(73), 2005 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОДВИЖНОГО СОЕДИНЕНИЯ ТИПА ВАЛ-СТУПИЦА СТАЛЬНЫХ ДЕТАЛЕЙ (ВАРИАНТЫ) | 2012 |
|
RU2501986C2 |
| СПОСОБ ОБРАБОТКИ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ И/ИЛИ ЧУГУННЫХ ДЕТАЛЕЙ | 2009 |
|
RU2410212C2 |
| ТОРЦОВОЕ ИМПУЛЬСНОЕ УПЛОТНЕНИЕ | 2000 |
|
RU2187727C2 |
| СПОСОБ БЫСТРОГО И РАВНОМЕРНОГО НАНЕСЕНИЯ ПОКРЫТИЯ | 2015 |
|
RU2698811C2 |

