Изобретение относится к области машиностроения, а именно, к уплотняющей технике, более конкретно, к узлам торцевых импульсных уплотнений, а также к области электрофизической и электрохимической обработки, в частности к электроэрозионному легированию, и может применяться для изготовления и обработки поверхностей элементов импульсного торцевого уплотнения.
Как правило, узлы торцевого импульсного уплотнения содержат установленное в корпусе аксиально-подвижное металлическое кольцо, которое обеспечено вторичным уплотнением и герметизирует полости с разными значениями давления.
В качестве вторичных уплотнений в этих конструкциях применяются, например, резиновые кольца или металлические сильфоны. Уплотнительные сильфоны [патент Великобритании 1232082 НКИ F2B] имеют ряд недостатков, которые делают невозможным использование их в уплотнениях, разделяющих полости с большим перепадом давления. Резиновые уплотнительные кольца не могут быть применены в криогенных средах [авт. свид. СССР 101660, F16J 15/34, 1983].
Наиболее близким к заявляемому техническому решению является узел импульсного торцевого уплотнения для машин, перекачивающих криогенные среды, который способен надежно работать в криогенных средах высокого давления при больших скоростях вращения и на нестационарных режимах с малыми протечками от 0,1 до 0,7 л/с, в зависимости от геометрических размеров торцевой пары [RU №2187727 С2, F16J 15/34, 2002].
Известный узел торцевого импульсного уплотнения включает установленное в корпусе аксиально-подвижное упорное металлическое кольцо, снабженное вторичным уплотнением, опорное металлическое кольцо, закрепленное на валу, и уплотнительную втулку. Кольца выполнены из материала, стойкого в жидком кислороде, типа БрБ2, или ЭК61 (ХН58МБЮД). При этом вторичное уплотнение выполнено за одно целое с аксиально-подвижным кольцом, расположено с его тыльной стороны и является профилированным коническим усом. Упругий профилированный конический ус выполнен в виде тонкостенной оболочки с утолщением в месте соединения с аксиально-подвижным металлическим кольцом. При сборке узла уплотнения торцевая поверхность уса с натягом (от 0,02 до 0,07 мм) устанавливается на уплотнительную втулку. Учитывая, что вторичное уплотнение аксиального подвижного кольца изготовлено за одно целое с кольцом, то в месте контакта поверхность вторичного уплотнения и поверхность уплотнительной втулки, взаимно перемещаясь, подвергаются фреттинг-коррозии.
Если исходить из того, что взаимное перемещение поверхностей не может быть исключено, вследствие упругости материала, то для борьбы с фреттинг-коррозией необходимо: а) уменьшить микроперемещения; б) снизить силы трения; в) сосредоточить скольжения в промежуточной среде. Однако если при увеличении контактного давления амплитуда перемещения остается постоянной, то повреждения усиливаются [Гаркунов Д.Н. Триботехника (износ и безызносность). - М.: «Издательство МСХА», 2001. - 616 с.].
Следует отметить, что коэффициент трения бронзы по бронзе и никелевого сплава по никелевому сплаву составляет более 0,2.
Кроме того, не рекомендуется использовать одноименные материалы в парах трения [Гаркунов Д.Н. Триботехника (износ и безызносность). - М.: «Издательство МСХА», 2001. - 616 с.].
В основу изобретения поставлена задача создания узла торцевого импульсного уплотнения, способного надежно работать в криогенных средах высокого давления при больших скоростях вращения.
Вторая задача, поставленная в основу изобретения, - создание способа изготовления узла торцевого импульсного уплотнения.
Поставленную задачу решают тем, что в узле торцевого импульсного уплотнения, работающего в криогенных средах, включающего аксиально-подвижное упорное кольцо, установленное в корпусе и обеспеченное вторичным уплотнением, выполненным за одно целое с аксиально-подвижным упорным кольцом, закрепленное на валу опорное кольцо и уплотнительную втулку, изготовленные с мягким антифрикционным покрытием на контактирующих уплотняющих поверхностях, согласно изобретению, аксиально-подвижное упорное кольцо с вторичным уплотнением выполнены из бериллиевой бронзы БрБ2, опорное кольцо и уплотнительная втулка выполнены из сплава ХН58МБЮД, а мягким антифрикционным покрытием на контактирующих уплотняющих поверхностях опорного кольца, аксиально-подвижного упорного кольца, вторичного уплотнения и уплотняющей втулки, выполненных из никелевого сплава ХН58МБЮД, является покрытие из индия.
Поставленную задачу также решают тем, что в узле торцевого импульсного уплотнения, работающего в криогенных средах, включающего аксиально-подвижное упорное кольцо, установленное в корпусе и обеспеченное вторичным уплотнением, выполненным за одно целое с аксиально-подвижным упорным кольцом, закрепленное на валу опорное кольцо и уплотнительную втулку, изготовленные с мягким антифрикционным покрытием на контактирующих уплотняющих поверхностях, согласно изобретению, аксиально-подвижное упорное кольцо с вторичным уплотнением выполнены из никелевого сплава ХН58МБЮД, опорное кольцо и уплотнительная втулка выполнены из бериллиевой бронзы БрБ2, а мягким антифрикционным покрытием на контактирующих уплотняющих поверхностях опорного кольца, аксиально-подвижного упорного кольца, вторичного уплотнения и уплотняющей втулки, выполненных из никелевого сплава ХН58МБЮД, является покрытие из индия.
Вторую поставленную задачу решают тем, что в способе изготовления узла торцевого импульсного уплотнения, работающего в криогенных средах, включающего предварительное нанесение мягкого антифрикционного покрытия на контактирующие уплотняющие поверхности элементов уплотнения из никелевого сплава ХН58МБЮД, согласно изобретению, на контактирующие уплотняющие поверхности аксиально-подвижного упорного кольца и вторичного уплотнения наносят индий путем погружения в его расплав, а на контактирующие уплотняющие поверхности опорного кольца и уплотнительной втулки индий наносят методом электроэрозионного легирования.
Индий наносят при энергии разряда Wp=0,01-0,02 Дж.
Исходя из данных, представленных в работе [Повышение надежности и долговечности металлических импульсных торцовых уплотнений. Часть 3 / В.Б. Тарельник, B.C. Марцинковский, А.Н. Жуков // Химическое и нефтегазовое машиностроение. - №6/2017. - С. 25], которые раскрывают влияние фреттинг-износа на изменение шероховатости поверхности гибких элементов из холоднокатаной стали 12Х18Н9 без упрочнения и с покрытием из мягких антифрикционных металлов, наименьший износ наблюдается у образцов с покрытием из индия, мягкого, гибкого и пластичного металла, сохраняющего эти свойства при криогенных температурах. Таким образом, индий является наиболее перспективным материалом покрытия для снижения фреттинг-износа и улучшения герметичности соединения.
При этом следует отметить, что коэффициент трения бронзы по стали без смазки, составляет 0,1.
Заявляемый узел торцевого импульсного уплотнения надежно работает в криогенных средах высокого давления при больших скоростях вращения.
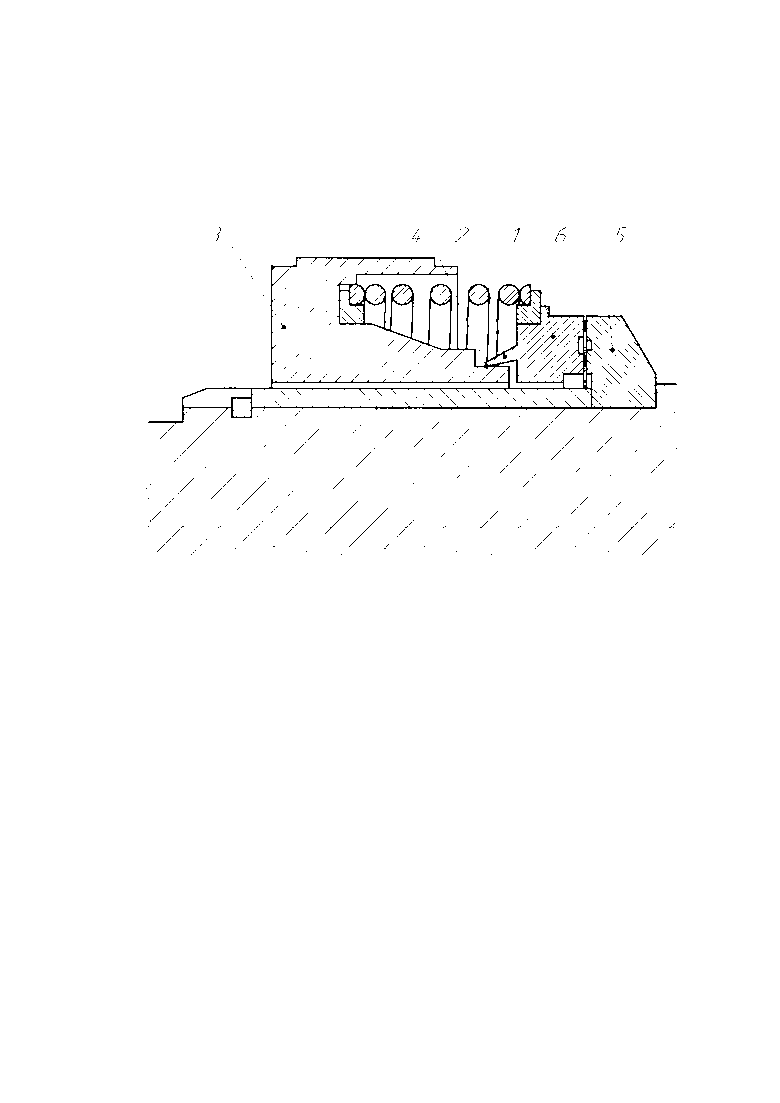
На рисунке схематически представлена конструкция заявляемого узла торцевого импульсного уплотнения для турбонасосных агрегатов жидкостных ракетных двигателей.
Узел включает в себя аксиально-подвижное упорное кольцо 1 с вторичным уплотнением 2 и уплотнительную втулку 3. Вторичное уплотнение 2 расположено с тыльной стороны аксиально-подвижного упорного кольца 1 и является профилированным коническим усом с торцевой контактирующей уплотняющей поверхностью 4. Кроме того, узел включает опорное кольцо 5, жестко закрепленное на валу. Причем, если аксиально-подвижное упорное кольцо и упругий профилированный конический ус вторичного уплотнения 2 выполнены в виде тонкостенной оболочки из сплава ХН58МБЮД или бериллиевой бронзы БрБ2, то уплотнительная втулка 3 и опорное кольцо 5, соответственно, выполнены из бериллиевой бронзы БрБ2 или сплава ХН58МБЮД. Контактирующие уплотняющие поверхности указанных элементов узла из сплава ХН58МБЮД покрыты индием. При этом покрытие из индия предварительно нанесено на контактирующие уплотняющие поверхности 6 и 4 аксиально-подвижного упорного кольца 1 и вторичного уплотнения 2, соответственно, путем погружения в расплав индия, а на соответствующие поверхности уплотнительной втулки 3 и опорного кольца 5 -методом электроэрозионного легирования при энергии разряда Wp=0,01-0,02 Дж.
При осуществлении способа на контактирующие уплотняющие поверхности аксиально-подвижного упорного кольца 1 и вторичного уплотнения 2, выполненного за одно целое с кольцом в виде конического профилированного уса из сплава ХН58МБЮД, индий, имеющий температуру плавления 157°С, наносят погружением в его расплав. Если же упомянутое выше аксиально-подвижное упорное кольцо 1 и вторичное уплотнение 2 выполнены из бериллиевой бронзы БрБ2, то индий наносят на контактирующие уплотняющие поверхности опорного кольца 5 и уплотнительной втулки 3 из сплава ХН58МБЮД, например, методом электроэрозионного легирования при энергии разряда Wp=0,01-0,02 Дж. Дальнейшее увеличение энергии разряда приводит к резкому снижению качества покрытия и ухудшает процесс его нанесения, так как электрод из индия плавится и может выпадать из держателя электрода. Кроме того, при интенсивном плавлении металл переносится отдельными каплями, осаждающимися на расстоянии друг от друга, провоцируя повышение шероховатости и снижение целостности покрытия.
В процессе работы уплотняющая поверхность 4 вторичного уплотнения 2, изготовленного из сплава ХН58МБЮД или бериллиевой бронзы БрБ2, контактирует с уплотняющей поверхностью втулки 3, изготовленной, соответственно, из бериллиевой бронзы БрБ2 или сплава ХН58МБЮД, а торцевая уплотняющая поверхность опорного кольца 5, изготовленного из бериллиевой бронзы БрБ2 или сплава ХН58МБЮД, контактирует с примыкающей к ней уплотняющей поверхностью 6 аксиально-подвижного упорного кольца 1, соответственно, изготовленного из сплава ХН58МБЮД или из бериллиевой бронзы БрБ2, то есть в обоих случаях контактируют разноименные материалы, что значительно улучшает механические и трибологические свойства пары трения, и, благодаря этому, повышает надежность и долговечность узла уплотнения в целом. На контактирующие уплотняющие поверхности аксиально-подвижного упорного кольца 1 и вторичного уплотнения 2, изготовленных из сплава ХН58МБЮД, индий предварительно наносят погружением в его расплав, а на контактирующие уплотняющие поверхности втулки 3, и опорного кольца 5, изготовленных из сплава ХН58МБЮД, индий наносят методом электроэрозионного легирования при энергии разряда Wp=0,01-0,02 Дж.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ КОНТАКТИРУЮЩИХ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ЭЛЕМЕНТОВ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ ИМПУЛЬСНОГО ТОРЦОВОГО УПЛОТНЕНИЯ (ИТУ), РАБОТАЮЩЕГО В КРИОГЕННЫХ СРЕДАХ (ВАРИАНТЫ) | 2016 |
|
RU2648434C2 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ ТОРЦОВЫХ ПОВЕРХНОСТЕЙ КОЛЕЦ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ ИМПУЛЬСНОГО ТОРЦОВОГО УПЛОТНЕНИЯ (ИТУ), РАБОТАЮЩЕГО В КРИОГЕННЫХ СРЕДАХ (ВАРИАНТЫ) | 2016 |
|
RU2648425C2 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ РАБОЧИХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ КОЛЕЦ ИМПУЛЬСНЫХ ТОРЦЕВЫХ УПЛОТНЕНИЙ | 2015 |
|
RU2631439C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2017 |
|
RU2671030C2 |
| СПОСОБ СБОРКИ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2009 |
|
RU2422690C1 |
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2014 |
|
RU2598737C2 |
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКОГО КОМПОЗИЦИОННОГО ПОКРЫТИЯ НА ИЗНАШИВАЕМЫЕ ПОВЕРХНОСТИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2598738C2 |
| СПОСОБ ОБРАБОТКИ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ И/ИЛИ ЧУГУННЫХ ДЕТАЛЕЙ | 2009 |
|
RU2410212C2 |
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2009 |
|
RU2404378C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОДВИЖНОГО СОЕДИНЕНИЯ ТИПА ВАЛ-СТУПИЦА СТАЛЬНЫХ ДЕТАЛЕЙ (ВАРИАНТЫ) | 2012 |
|
RU2501986C2 |
Изобретение относится к области машиностроения, а именно к уплотняющей технике, более конкретно, к узлам торцевых импульсных уплотнений. Узел включает аксиально-подвижное упорное кольцо, установленное в корпусе и обеспеченное вторичным уплотнением, выполненным в одно целое с аксиально-подвижным упорным кольцом, закрепленное на валу опорное кольцо и уплотнительную втулку, изготовленные из бериллиевой бронзы БрБ2 или никелевого сплава ХН58МБЮД с мягким антифрикционным покрытием на контактирующих уплотняющих поверхностях. Аксиально-подвижное упорное кольцо с вторичным уплотнением выполнены из бериллиевой бронзы БрБ2, опорное кольцо и уплотнительная втулка выполнены из сплава ХН58МБЮД, а мягким антифрикционным покрытием на контактирующих уплотняющих поверхностях опорного кольца, аксиально-подвижного кольца, вторичного уплотнения и уплотняющей втулки, выполненных из никелевого сплава ХН58МБЮД, является покрытие из индия. Во втором варианте исполнения аксиально-подвижное упорное кольцо с вторичным уплотнением выполнены из никелевого сплава ХН58МБЮД, опорное кольцо и уплотнительная втулка выполнены из бериллиевой бронзы БрБ2. В способе на контактирующие уплотняющие поверхности аксиально-подвижного кольца и вторичного уплотнения наносят индий путем погружения в его расплав, а на контактирующие уплотняющие поверхности опорного кольца и уплотнительной втулки индий наносят методом электроэрозионного легирования. Обеспечена надежность работы в криогенных средах высокого давления при больших скоростях вращения. 3 н.п. ф-лы, 1 ил.
1. Узел торцевого импульсного уплотнения, работающего в криогенных средах, включающий аксиально-подвижное упорное кольцо, установленное в корпусе и обеспеченное вторичным уплотнением, выполненным в одно целое с аксиально-подвижным упорным кольцом, закрепленное на валу опорное кольцо и уплотнительную втулку, изготовленные с мягким антифрикционным покрытием на контактирующих уплотняющих поверхностях, отличающийся тем, что аксиально-подвижное упорное кольцо с вторичным уплотнением выполнены из бериллиевой бронзы БрБ2, опорное кольцо и уплотнительная втулка выполнены из сплава ХН58МБЮД, а мягким антифрикционным покрытием на контактирующих уплотняющих поверхностях опорного кольца, аксиально-подвижного упорного кольца, вторичного уплотнения и уплотняющей втулки, выполненных из никелевого сплава ХН58МБЮД, является покрытие из индия.
2. Узел торцевого импульсного уплотнения, работающего в криогенных средах, включающий аксиально-подвижное упорное кольцо, установленное в корпусе и обеспеченное вторичным уплотнением, выполненным в одно целое с аксиально-подвижным упорным кольцом, закрепленное на валу опорное кольцо и уплотнительную втулку, изготовленные с мягким антифрикционным покрытием на контактирующих уплотняющих поверхностях, отличающийся тем, что аксиально-подвижное упорное кольцо с вторичным уплотнением выполнены из никелевого сплава ХН58МБЮД, опорное кольцо и уплотнительная втулка выполнены из бериллиевой бронзы БрБ2, а мягким антифрикционным покрытием на контактирующих уплотняющих поверхностях опорного кольца, аксиально-подвижного упорного кольца, вторичного уплотнения и уплотняющей втулки, выполненных из никелевого сплава ХН58МБЮД, является покрытие из индия.
3. Способ изготовления узла торцевого импульсного уплотнения, работающего в криогенных средах, по п. 1 или 2, включающий предварительное нанесение мягкого антифрикционного покрытия на контактирующие уплотняющие поверхности элементов уплотнения из никелевого сплава ХН58МБЮД, отличающийся тем, что на контактирующие уплотняющие поверхности аксиально-подвижного упорного кольца и вторичного уплотнения наносят индий путем погружения в его расплав, а на контактирующие уплотняющие поверхности опорного кольца и уплотнительной втулки индий наносят методом электроэрозионного легирования.
| ТОРЦОВОЕ ИМПУЛЬСНОЕ УПЛОТНЕНИЕ | 2000 |
|
RU2187727C2 |
| Торцовое уплотнение с регулируемой утечкой | 1982 |
|
SU1016603A2 |
| Торцовое импульсное уплотнение | 1989 |
|
SU1645689A1 |
| DE 4119324 A1, 17.12.1992 | |||
| US 3705728 A1, 12.12.1972. | |||

