Изобретение относится к области изготовления пространственных арматурных каркасов и может быть использовано в производстве железобетонных изделий.
Известно устройство для контактной сварки, содержащее несущие кронштейны и вращающиеся электроды со скользящими токоподводами.
Сварочный ток подается к пересечениям арматуры неравномерно из-за неопределенного электрического контакта между торцевой поверхностью электрода и скользящего токоподвода, так как невозможно изготовить электроды абсолютно правильной геометрической формы. Проявляется неопределенность электрического контакта в том, что при сварке одних точек сварочный ток с токоподводами к электроду проходит в месте, расположенном дальще от свариваемых точек, а при сварке других точек -в месте, расиолол енном ближе к ним. Таким образом, электрод является произвольно меняющимся сопротивлением в цепи сварочного тока, что отрицательно влияет на качество сварки изготавливаемого каркаса в целом. Кроме этого, в известном устройстве для контактной сварки арматуры замена электродов в случае износа является трудоемкой операцией, что ведет к простоям и снижению производительности станков, на которых эти устройства установлены.
Целью изобретения является повышение качества сварного соединения и облегчение замены электродов. Это достигается тем, что каждый электрод выполнен в виде кольца, размещенного в опорных роликах, один из которых установлен на кронштейне, а два других ролика установлены на коромысле, шарнирно закрепленном на том же кронштейне. Контакт электрода с токоподводом осуществлен но внутренней поверхности кольца.
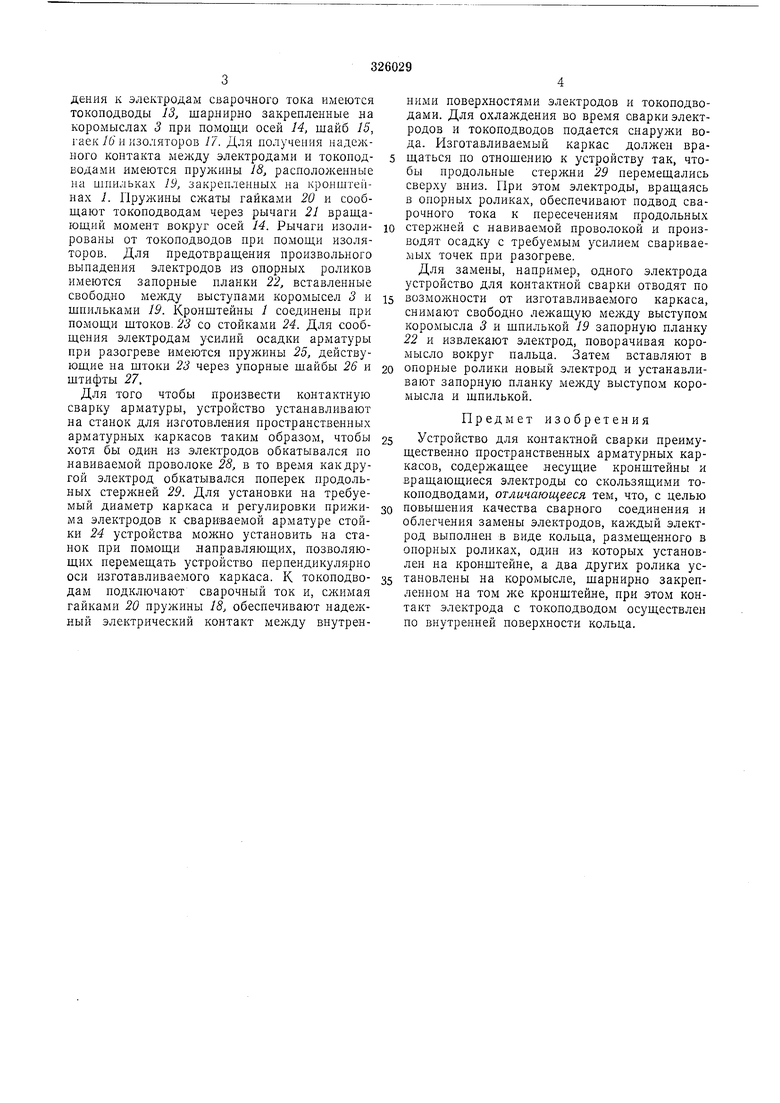
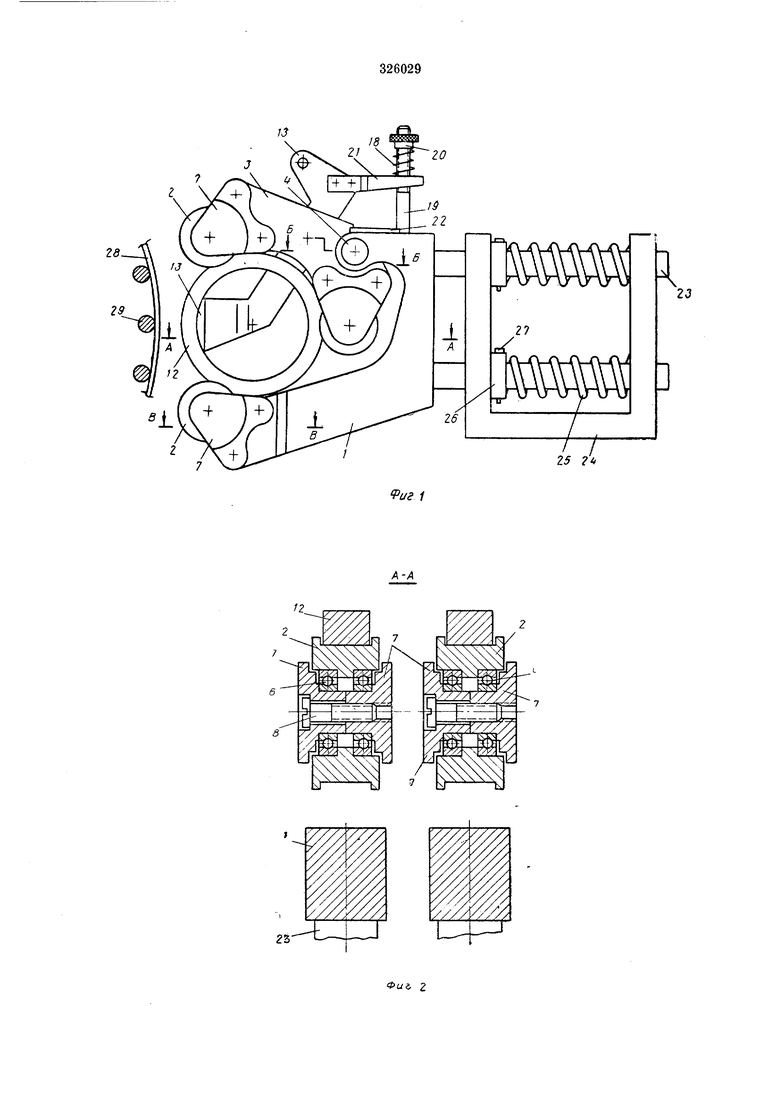
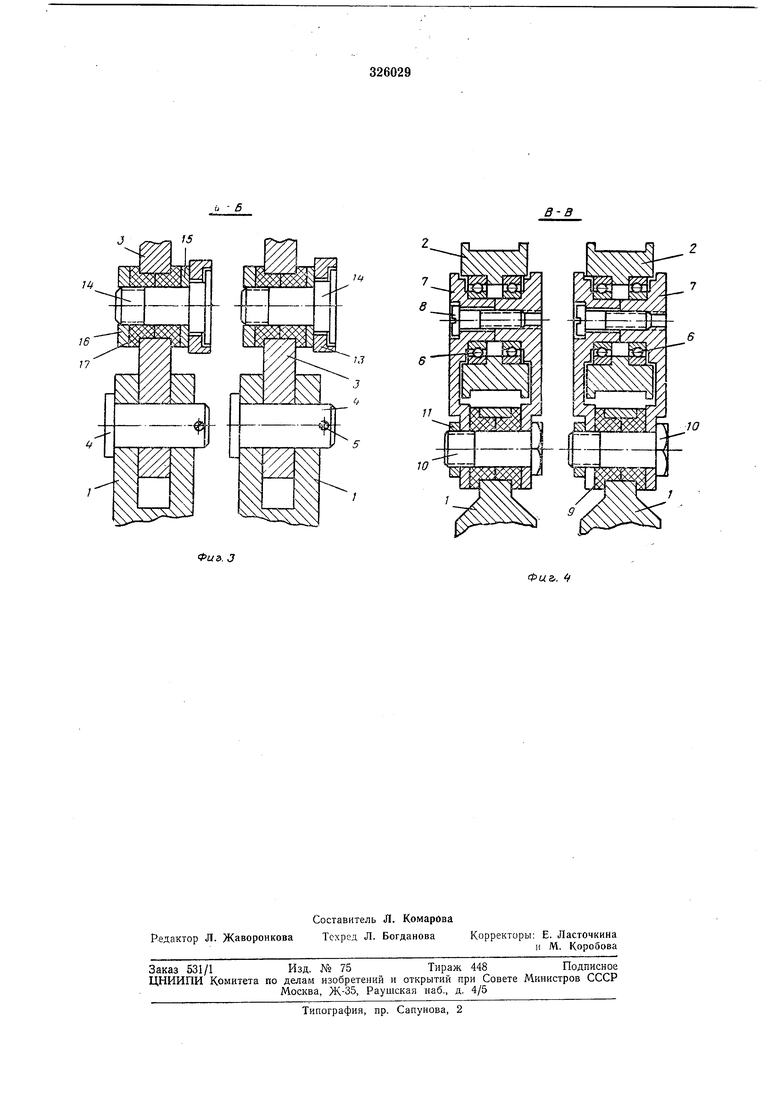
На фиг. 1 показано описываемое устройство, общий вид; на фиг. 2 - то же, сечение по А--Л на фиг. 1; на фиг. 3-сечение по Б- Б на фиг. 1; на фиг. 4 - сечение по В - В на
фиг. 1.
Устройство для контактной сварки содержит кронштейны 1, несущие на себе по три снабженных ребордами опорных ролика 2, два из которых располол- ены на коромысле
3, соединенном с кронштейном шарнирно при помощи пальца 4, закрепленного от выпадения шплинтом 5. Крепления опорных роликов к кронштейнам и коромыслам одинаковые. Опорный ролик установлен на шариковых подшипниках 6, располол :енных на кронштейнах 7, скрепленных винтом S; кронштейны 7 закреплены на коромысле 3 или кронштейне 1 при помощи изоляторов 9 болтами 10 и гайками 11. В опорных роликах установдения к зле1стродам сварочного тока имеются токоподводы 13, шарнирно закрепленные на коромыслах 3 при помощи осей 14, шайб 15, гаек/6и изоляторов П. Для получения надежного контакта меледу электродами и токоподводами имеются пружины 18, расположенные на шннльках 19, закренленных на кронштейнах /. Г1рул ;ины сжаты гайками 20 и сообшают токоподводам через рычаги 21 врашающий момент вокруг осей 14. Рычаги изолированы от токоподводов при помош и изоляторов. Для предотвраш,ения произвольного выпадения электродов из опорных роликов имеются запорные планки 22, вставленные свободно между выступами коромысел 3 и шпильками 19. Кронштейны 1 соединены при помош,и штоков. 23 со стойками 24. Для сообщения электродам усилий осадки арматуры при разогреве имеются пружины 25, действующие на штоки 23 через упорные шайбы 26 и штифты 27.
Для того чтобы произвести контактную сварку арматуры, устройство устанавливают на станок для изготовления пространственных арматурных каркасов таким образом, чтобы хотя бы один из электродов обкатывался по навиваемой проволоке 28, в то время как другой электрод обкатывался поперек продольных стержней 29. Для установки на требуемый диаметр каркаса и регулировки прилсима электродов к свариваемой арматуре стойки 24 устройства можно установить на станок при помощи направляющих, позволяющих перемещать устройство перпендикулярно оси изготавливаемого каркаса. К токоподводам подключают сварочный ток и, слшмая гайками 20 пружины 18, обеспечивают надежный электрический контакт между внутренними поверхностями электродов и токоподводами. Для охлаждения во время сварки электродов и токоподводов подается снаружи вода. Изготавливаемый каркас должен вращаться по отношению к устройству так, чтобы продольные стержни 29 перемещались сверху вниз. При этом электроды, вращаясь в онорных роликах, обеспечивают подвод сварочного тока к пересечениям продольных
стерл ней с навиваемой проволокой и производят осадку с требуемым усилием свариваемых точек при разогреве.
Для замены, например, одного электрода устройство для контактной сварки отводят по
возможности от изготавливаемого каркаса, снимают свободно лежащую между выступом коромысла 3 и шпилькой 19 запорную планку 22 и извлекают электрод, поворачивая коромысло вокруг пальца. Затем вставляют в
опорные ролики новый электрод и устанавливают запорную планку между выступом коромысла и шпилькой.
Предмет изобретения
Устройство для контактной сварки преимущественно пространственных арматурных каркасов, содержащее несущие кронштейны и вращающиеся электроды со скользящими токоподводами, отличающееся тем, что, с целью
повышения качества сварного соединения и облегчения замены электродов, каждый электрод выполнен в виде кольца, размещенного в опорных роликах, одип из которых установлен на кронштейне, а два других ролика установлены на коромысле, шарнирно закрепленном на том же кронштейне, при этом контакт электрода с токоподводом осуществлен по внутренней поверхности кольца.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1977 |
|
SU716687A1 |
| Устройство для сварки арматурных сеток | 1978 |
|
SU863246A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1974 |
|
SU595043A1 |
| Станок для изготовления арматурных каркасов железобетонных труб и тому подобных изделий | 1956 |
|
SU137658A1 |
| Установка для изготовления пространственных каркасов | 1987 |
|
SU1440647A1 |
| Устройство для изготовления пространственных арматурных каркасов | 1973 |
|
SU503690A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 2018 |
|
RU2678219C1 |
| Устройство для сварки арматурных каркасов | 1986 |
|
SU1461606A1 |
| Устройство для сварки пространственных арматурных каркасов | 1983 |
|
SU1101337A1 |
| Головка для контактной точечной сварки | 1984 |
|
SU1191225A1 |
ФиЗ, 4
